
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Flashforge Adventurer 5M Pro ist einer der besten 3D-Drucker für exotische Filamente wie ABS. Aber auch mit einfachen Filamenten wie PLA kann er perfekte Ergebnisse erzielen. Aber um das volle Potenzial dieses Geräts auszuschöpfen, sind die richtigen Slicer-Einstellungen entscheidend. Nur mit einer präzisen Anpassung der Software an den Drucker und das verwendete Material kannst du die perfekten Ergebnisse erzielen, die du dir wünschst.
In diesem Artikel teile ich meine optimierten Cura-Einstellungen für den Flashforge Adventurer 5M Pro. Diese Einstellungen bieten eine solide Grundlage für hochwertige Druckergebnisse. Ob du nun mit PLA, ABS, TPU oder PETG arbeitest, diese sorgfältig angepassten Parameter helfen dir, das Beste aus deinem 3D-Drucker herauszuholen.
Für perfekte Druckergebnisse ist jedoch mehr nötig als nur die Anwendung der richtigen Slicer-Einstellungen. Eine spezifische Kalibrierung für das jeweilige Filament ist unerlässlich, um optimale Ergebnisse zu erzielen. Falls du mehr über die Kalibrierung erfahren möchtest, empfehle ich dir, einen Blick auf meinen detaillierten Kalibrier-Guide oder meinen 3D-Druck-Kurs zu werfen. Dort findest du umfassende Informationen und Anleitungen, die dir helfen, deinen 3D-Drucker perfekt einzustellen und das Maximum aus jedem Druckprojekt herauszuholen.

Kalibriertes Cura-Profil
Für eine optimale Druckqualität mit minimalem Aufwand kannst du mein kalibriertes Cura-Profil für diesen 3D-Drucker herunterladen und direkt in Cura importieren. Darin sind alle Einstellungen perfekt auf diesen Drucker angepasst, wie z. B. für die Beschleunigungen, Jerk, Supports und die erste Schicht.
| PLA | ABS | TPU | PETG | |
| Drucktemperatur | 220 °C | 250 °C | 220 °C | 230 °C |
| Druckbett-Temperatur | 60 °C | 100 °C | 60 °C | 80 °C |
| Geschwindigkeit | 200 mm/s | 200 mm/s | 50-100 mm/s | 150 mm/s |
| Retraction | 0,8 mm mit 30 mm/s | 0,8 mm mit 30 mm/s | 1,2 mm mit 30 mm/s | 1,0 mm mit 30 mm/s |
| Kühlung | 100 % | 50 % | 100 % | 50 % |
Table of Contents:
So erstellst du ein Cura Profil für den Flashforge Adventurer 5M Pro
Ein Cura-Profil besteht aus Maschineneinstellungen und Druckeinstellungen, die zusammengenommen die Grundlage für erfolgreiche Druckergebnisse bilden.
Die Maschineneinstellungen definieren die physischen und technischen Aspekte deines 3D-Druckers, wie Bauvolumen, Druckkopfkonfiguration und Heizbettvorhandensein. Diese Einstellungen sagen Cura, mit welcher Art von Drucker es arbeitet, um die Druckvorbereitung entsprechend anzupassen.
Die Druckeinstellungen beziehen sich auf die Parameter, die du für jeden Druck individuell anpasst, wie Drucktemperatur, Druckgeschwindigkeit, Schichthöhe und Stützstrukturen. Diese Einstellungen sind entscheidend für die Qualität des gedruckten Objekts.
Als Erstes müssen die Maschineneinstellungen definiert werden, wofür ein leeres Profil als Vorlage dient.
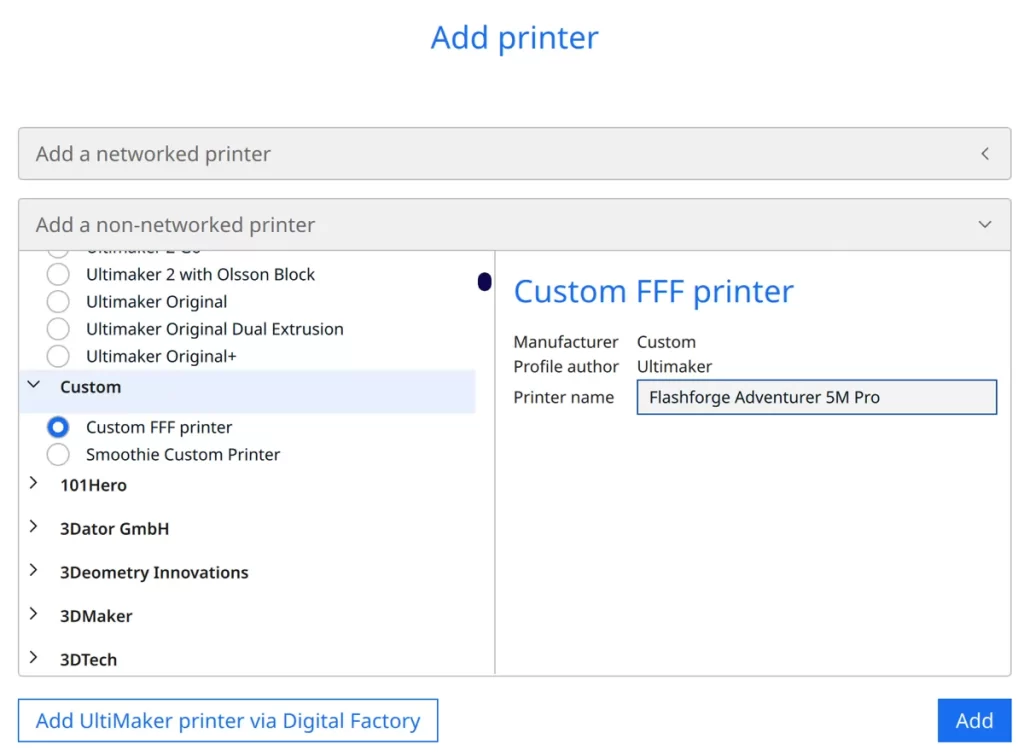
Um einen 3D-Drucker in Cura hinzuzufügen, klicke auf ‚Einstellungen‘, ‚Drucker‘, ‚Drucker hinzufügen‘. Klicke dann auf ‚Nicht-vernetzter Drucker‘. Wähle dann ‚Custom‘ und ‚Custom FFF printer‘. Gebe den Namen des Druckers ein und klicke auf ‘Hinzufügen’.
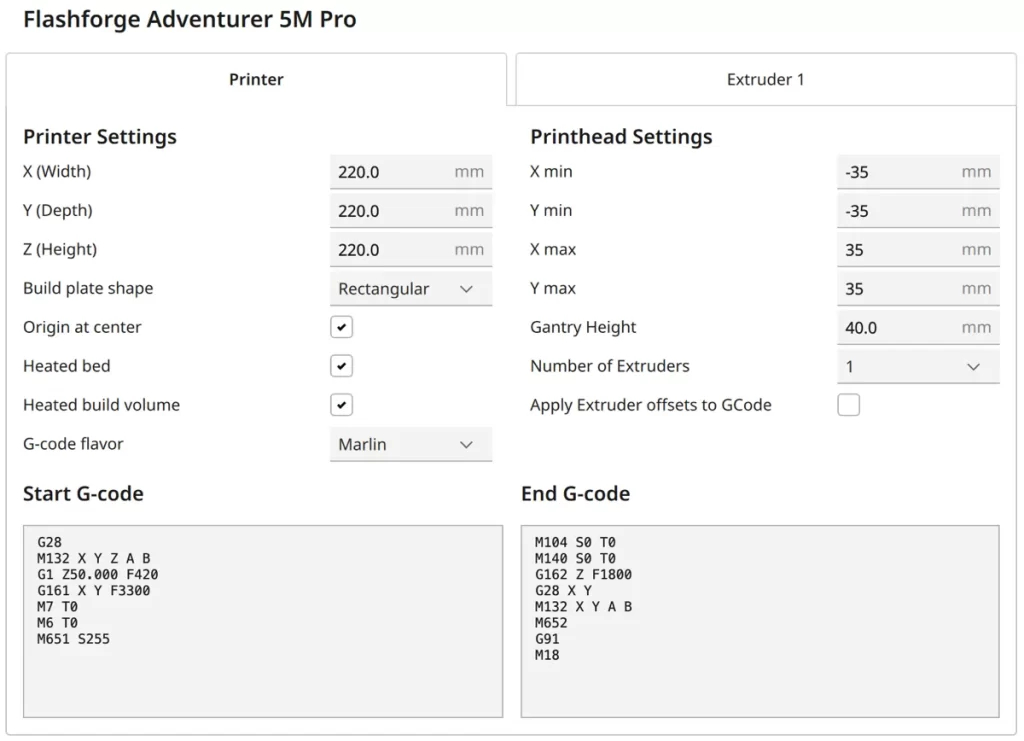
Die Maschineneinstellungen im obigen Screenshot zeigen dir, wie du deinen Drucker korrekt konfigurierst. Direkt hiernach sind die G-Code-Schnipsel noch einmal aufgeführt, um sie besser kopieren zu können:
Start G-Code:
- G28
- M132 X Y Z A B
- G1 Z50.000 F420
- G161 X Y F3300
- M7 T0
- M6 T0
- M651 S255
End G-Code:
- M104 S0 T0
- M140 S0 T0
- G162 Z F1800
- G28 X Y
- M132 X Y A B
- M652
- G91
- M18
Nach dem Erstellen des Maschinenprofils ist es wichtig, die Druckeinstellungen festzulegen. Diese bestimmen die spezifischen Parameter für den Druckprozess und ermöglichen es dir, die Qualität deiner Drucke je nach verwendetem Material und gewünschter Detailgenauigkeit zu optimieren.
Und genau das machen wir jetzt!
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von PLA Filament mit dem Flashforge Adventurer 5M Pro:
- Drucktemperatur: 220 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 200 mm/s
- Retraction: 0,8 mm mit 30 mm/s
- Kühlung: 100 %
Der Flashforge Adventurer 5M Pro bewältigt das Drucken mit PLA Filament nahezu einwandfrei und erfordert dabei kaum Kalibrierung. Dies macht ihn zu einer hervorragenden Wahl sowohl für Einsteiger als auch für erfahrene Nutzer, die nach qualitativ hochwertigen Drucken mit geringem Vorbereitungsaufwand suchen.
Dank seiner Benutzerfreundlichkeit ist PLA eines der einfachsten Materialien, die im 3D-Druck verwendet werden können, und der Adventurer 5M Pro ist hervorragend darauf abgestimmt, mit diesem Material zu arbeiten. Insbesondere die Einstellungen für Drucktemperatur und Retraktion sind Schlüsselparameter, die für optimale Ergebnisse mit PLA feinjustiert werden sollten.
Allerdings ist zu berücksichtigen, dass nicht jede PLA-Marke identisch reagiert. Unterschiede in der Zusammensetzung verschiedener Hersteller können Anpassungen notwendig machen. Um dich dabei zu unterstützen, die bestmöglichen Druckergebnisse zu erzielen, werde ich im weiteren Verlauf dieses Artikels genauer auf die Kalibrierung eingehen und Tipps geben, wie du deine Einstellungen perfektionieren kannst.
ABS Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von ABS Filament mit dem Flashforge Adventurer 5M Pro:
- Drucktemperatur: 250 °C
- Druckbett-Temperatur: 100 °C
- Druckgeschwindigkeit: 200 mm/s
- Retraction: 0,8 mm mit 30 mm/s
- Kühlung: 50 %
ABS ist ein Material, das für seine Haltbarkeit und Hitzebeständigkeit bekannt ist, aber auch dazu neigen kann, während des Abkühlungsprozesses zu schrumpfen oder sich zu verziehen (Warping).
Glücklicherweise ist der Flashforge Adventurer 5M Pro mit seinem vollständig geschlossenen Gehäuse und einer internen Lüftung, die sogar über Luftfilter verfügt, perfekt für das Drucken von ABS geeignet.
Diese Features helfen, eine konstante Temperatur während des Druckvorgangs aufrechtzuerhalten und minimieren so das Risiko von Warping. Dank dieser ausgeklügelten Konstruktion des Druckers sind Warping-Probleme auch selten, was ihn zu einer idealen Wahl für Projekte macht, die die Verwendung von ABS erfordern.
TPU Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von TPU Filament mit dem Flashforge Adventurer 5M Pro:
- Drucktemperatur: 220 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 50-100 mm/s
- Retraction: 1,2 mm mit 30 mm/s
- Kühlung: 100 %
Der Flashforge Adventurer 5M Pro zeichnet sich durch seinen Direct Drive Extruder aus, der ihn ideal für den Umgang mit flexiblen Filamenten wie TPU macht. Diese Art von Extruder fördert das TPU-Filament sehr präzise und kontrolliert, was für die Erstellung von hochwertigen Drucken mit flexiblen Materialien unerlässlich ist.
Bei der Nutzung von TPU ist die Anpassung bestimmter Druckparameter von großer Bedeutung. Wichtig ist hier vor allem, die Druck- und Druckbetttemperatur entsprechend einzustellen sowie die Druckgeschwindigkeit zu verringern, um Probleme durch das Verheddern des Filaments zu vermeiden. Eine sorgfältig angepasste Retraktion ist ebenfalls entscheidend, um das Stringing bei TPU zu minimieren und somit für reine und präzise Druckergebnisse zu sorgen.
PETG Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von PETG Filament mit dem Flashforge Adventurer 5M Pro:
- Drucktemperatur: 230 °C
- Druckbett-Temperatur: 80 °C
- Druckgeschwindigkeit: 150 mm/s
- Retraction: 1,0 mm mit 30 mm/s
- Kühlung: 50 %
PETG Filament vereint die besten Eigenschaften von PLA und ABS, indem es sowohl einfach zu drucken als auch stark und temperaturbeständig ist. Allerdings ist PETG auch bekannt dafür, stark zu „Stringing“ zu neigen, was bedeutet, dass feine Fäden zwischen den gedruckten Teilen entstehen können.
Um dieses Problem zu minimieren, ist es wichtig, die Retraction-Einstellungen sorgfältig zu kalibrieren. Eine präzise Retraction verhindert das Austreten von überschüssigem Material während der Bewegung des Druckkopfes und reduziert so das Stringing.
Zudem ist es entscheidend, PETG trocken zu lagern, da es hygroskopisch ist und Feuchtigkeit aus der Umgebung aufnimmt. Feuchtes Filament kann zu Druckproblemen führen und die Qualität deiner Druckergebnisse beeinträchtigen.
Die besten Cura Einstellungen für den Flashforge Adventurer 5M Pro
Drucktemperatur
Die besten Drucktemperaturen für den Flashforge Adventurer 5M Pro in Cura:
- PLA: 220 °C
- ABS: 250 °C
- TPU: 220 °C
- PETG: 230 °C
Die Drucktemperatur ist ein kritischer Faktor für die Qualität deiner Drucke und sollte sorgfältig kalibriert werden. Eine Methode, um die optimale Drucktemperatur für dein Material zu finden, ist die Verwendung eines Temperatur-Turms.
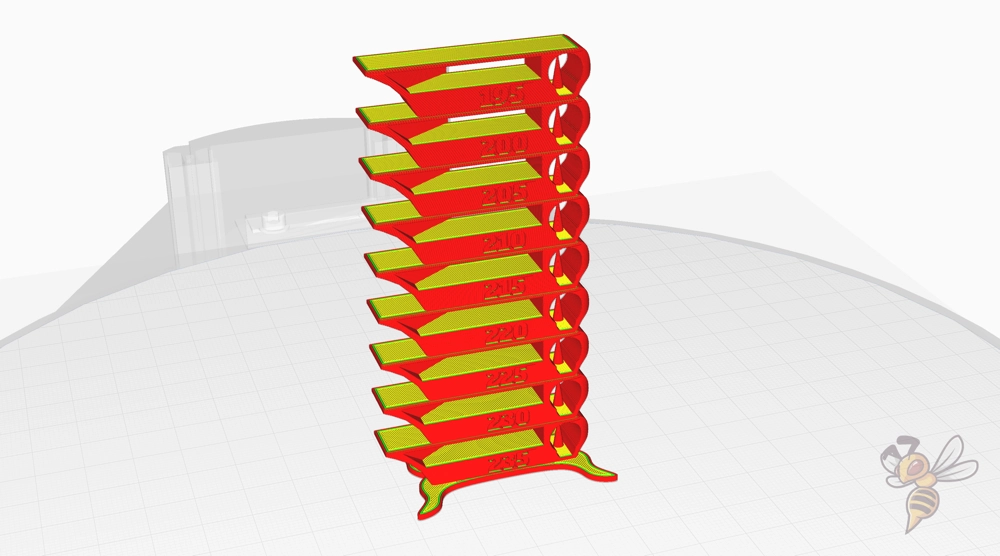
Ein Temperatur-Turm ist ein Testdruck, der es dir ermöglicht, verschiedene Temperatureinstellungen in einem einzigen Druck zu testen. So kannst du die Auswirkungen unterschiedlicher Temperaturen auf die Druckqualität beurteilen und die ideale Einstellung für dein spezifisches Filament ermitteln.
Dieser Schritt ist besonders wichtig, da Filamente verschiedener Hersteller unterschiedliche ideale Drucktemperaturen haben können.
Druckbett-Temperatur
Die besten Druckbett-Temperaturen für den Flashforge Adventurer 5M Pro in Cura:
- PLA: 60 °C
- ABS: 100 °C
- TPU: 60 °C
- PETG: 80 °C
Die richtige Druckbett-Temperatur ist entscheidend für den Erfolg deiner 3D-Drucke. Sie sorgt dafür, dass die erste Schicht gut auf dem Druckbett haftet, was wiederum die Grundlage für die Stabilität und Genauigkeit des gesamten Druckprozesses bildet.
Eine zu niedrige Druckbett-Temperatur kann dazu führen, dass das gedruckte Objekt nicht richtig am Bett haftet, während eine zu hohe Temperatur zu Problemen wie dem sogenannten „Elefantenfuß“ führen kann. Dabei handelt es sich um eine Verformung an der Basis des gedruckten Objekts, wo es sich ausdehnt und breiter wird als geplant.
Mit dem PEI Druckbett des 5M Pro ist es aber nicht allzu schwer die richtige Druckbett-Temperatur zu finden. Die Haftung auf dieser Oberfläche ist für die meisten Filamente sehr gut.
Druckgeschwindigkeit
Die besten Druckgeschwindigkeiten für den Flashforge Adventurer 5M Pro in Cura:
- PLA: 200 mm/s
- ABS: 200 mm/s
- TPU: 50-100 mm/s
- PETG: 150 mm/s
Die Druckgeschwindigkeit ist ein Schlüsselelement für die Balance zwischen Druckqualität und -zeit. Eine zu hohe Geschwindigkeit kann die Qualität beeinträchtigen, zu Ungenauigkeiten führen und Probleme wie Ringing oder Ghosting verursachen. Das sind sichtbare Schwingungsmuster oder Echos neben scharfen Kanten, die durch die Bewegung des Druckers entstehen.
Um die optimale Druckgeschwindigkeit zu ermitteln, empfiehlt es sich, einen Ringing Test durchzuführen. Bei diesem Test wird ein Objekt mit verschiedenen Geschwindigkeiten gedruckt, um zu sehen, bei welcher Geschwindigkeit die beste Balance zwischen Zeit und Qualität erzielt wird.
Durch die Kalibrierung der Druckgeschwindigkeit mithilfe eines Ringing Tests kannst du die Einstellungen deines Druckers feinjustieren, um hochwertige Ergebnisse zu erzielen, ohne unnötig Zeit zu verlieren.
Schichthöhe
Das sind die besten Schichthöhen für den Flashforge Adventurer 5M Pro in Cura:
- Dekorative Objekte: 0,1 mm
- Standard: 0,2 mm
- Grobe, schnelle Drucke: 0,3 mm
Die Wahl der Schichthöhe hat einen großen Einfluss auf die Balance zwischen Druckqualität und -zeit. Eine niedrigere Schichthöhe, wie 0,1 mm für dekorative Objekte, bietet eine hohe Detailgenauigkeit und eine glatte Oberfläche, benötigt aber mehr Zeit für den Druck.
Die Standard-Schichthöhe von 0,2 mm stellt einen guten Kompromiss zwischen Druckqualität und Geschwindigkeit dar und eignet sich für die meisten Anwendungen.
Für grobe, schnelle Drucke, bei denen es weniger auf die Feinheit der Details ankommt, kann eine Schichthöhe von 0,3 mm gewählt werden, um die Druckzeit erheblich zu verkürzen. Diese Einstellungen ermöglichen es, die Druckparameter je nach Anforderung des Projekts flexibel anzupassen.
Flussrate
Das sind die besten Flussraten für den Flashforge Adventurer 5M Pro in Cura:
- Standard: 100%
- Für Über-Extrusion: 90% bis 99%
- Für Unter-Extrusion: 101% bis 110%
Bevor du die Flussrate anpasst, ist es wichtig, dass die Drucktemperatur und die Retraction bereits fein kalibriert wurden. Erst dann solltest du die Flussrate als zusätzlichen Parameter anpassen, um die Druckqualität weiter zu optimieren.
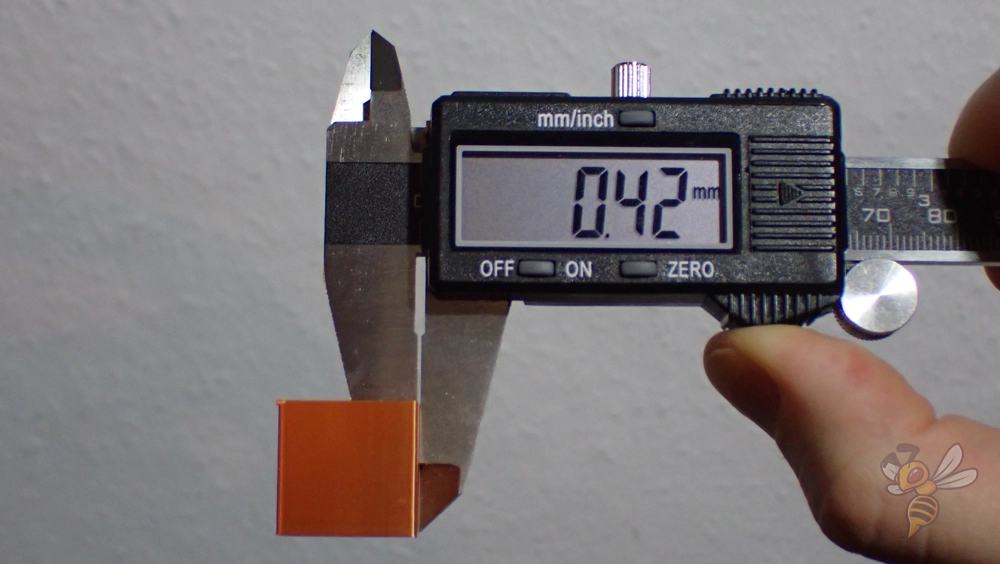
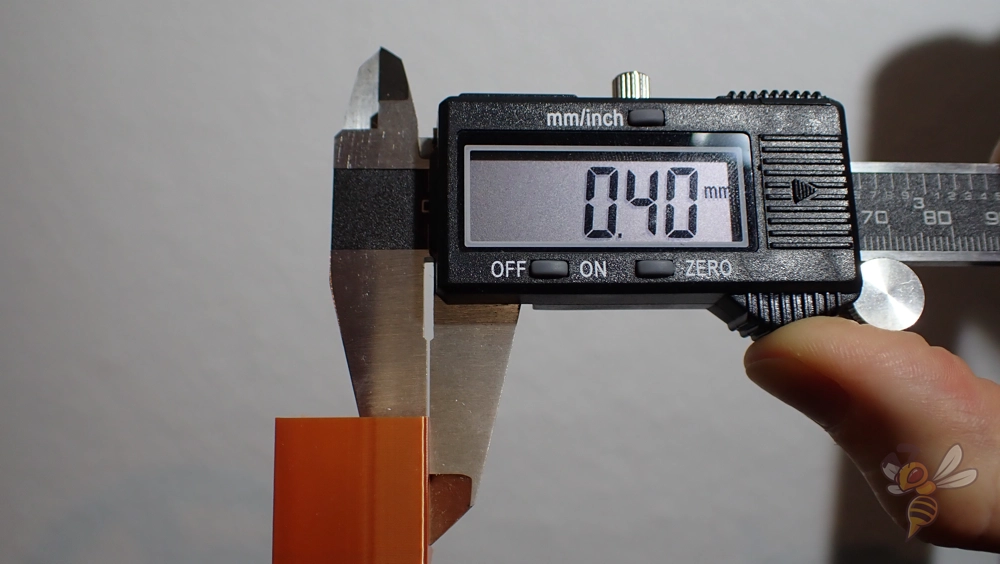
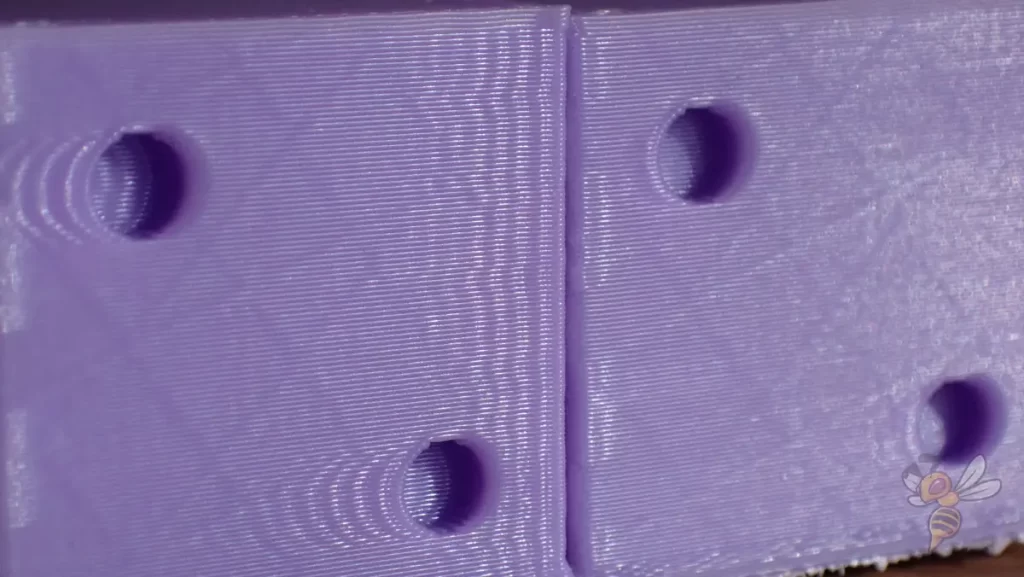
Für die Kalibrierung der Flussrate eignet sich das Drucken eines Würfels ohne Infill oder obere Schichten besonders gut. Die Dicke der Wände dieses Würfels zeigt dir, ob die Flussrate korrekt eingestellt ist oder nicht.
Ist die Wand zu dick, deutet dies auf Über-Extrusion hin; ist sie zu dünn, auf Unter-Extrusion. Durch Anpassen der Flussrate in kleinen Schritten kannst du erreichen, dass die Wandstärke genau den Vorgaben entspricht, was zu präziseren und qualitativ hochwertigeren Druckergebnissen führt.
Retraction
Die besten Retraction Einstellungen für den Flashforge Adventurer 5M Pro in Cura:
- PLA: 0,8 mm mit 30 mm/s
- ABS: 0,8 mm mit 30 mm/s
- TPU: 1,2 mm mit 30 mm/s
- PETG: 1,0 mm mit 30 mm/s
Retraction ist ein wesentlicher Faktor, um Stringing und Oozing während des Druckvorgangs zu minimieren. Es ist wichtig, sowohl die Distanz als auch die Geschwindigkeit der Retraction für jedes Material und jeden Drucker individuell zu kalibrieren.
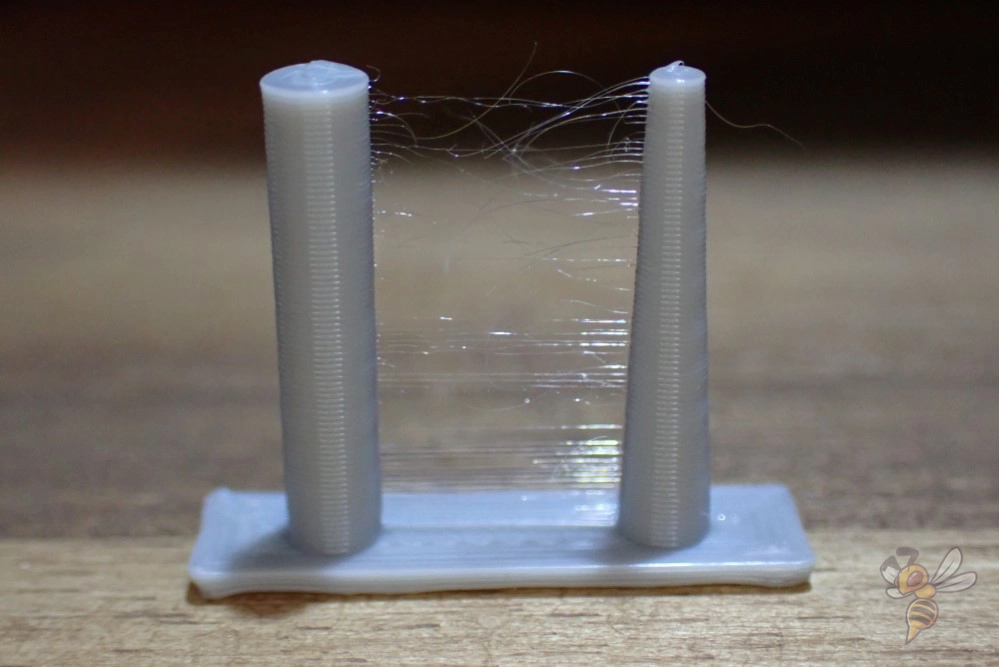
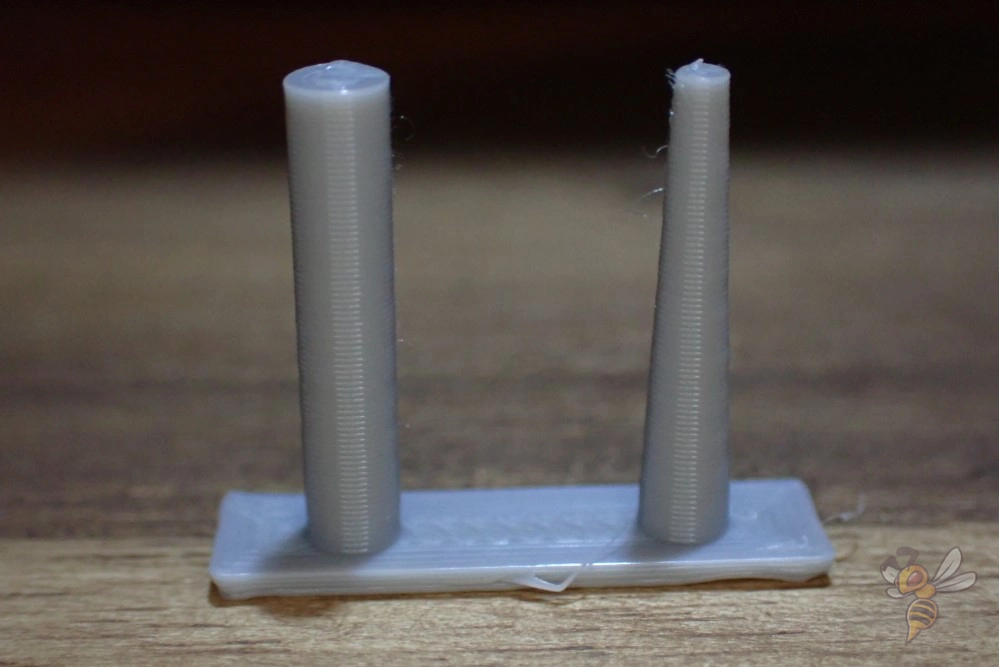
Die Kalibrierung der Retraction beginnt mit einem Testdruck, der speziell darauf ausgelegt ist, Probleme mit der Filamentrückziehung aufzuzeigen. Durch Anpassen der Retraction-Einstellungen und Durchführung wiederholter Testdrucke kannst du die optimalen Werte für Distanz und Geschwindigkeit ermitteln, die Stringing verhindern, ohne dass es zu anderen Druckproblemen kommt.
Ein effektiver Ansatz ist das Drucken von kleinen Türmen oder Strukturen mit scharfen Wechseln in der Druckrichtung, um die Auswirkungen der Retraction-Einstellungen deutlich zu machen.
Infill
Die beste Infill-Dichte für den Flashforge Adventurer 5M Pro in Cura:
- Dekorative Objekte: 0-15%
- Standard Objekte: 15-50%
- Stabile Objekte: 50-100%
Diese Werte für die Infill-Dichte sind prinzipiell druckerunabhängig und gelten als allgemeine Richtlinien für den Infill von 3D-gedruckten Objekten. Die Auswahl der Infill-Dichte hängt von dem Zweck und der erforderlichen Stabilität des gedruckten Objekts ab.
Dekorative Objekte, die hauptsächlich zur Zierde dienen und nicht mechanisch beansprucht werden, können mit einer niedrigen Infill-Dichte gedruckt werden. Dies spart Material und Druckzeit, ohne dass die ästhetische Qualität des Objekts beeinträchtigt wird.
Für Standardobjekte, die eine moderate Belastung aushalten müssen, bietet eine Infill-Dichte von 15-50% einen guten Kompromiss zwischen Materialverbrauch, Druckzeit und mechanischer Festigkeit.
Objekte, die hohe Stabilität erfordern, sollten mit einer Infill-Dichte von 50-100% gedruckt werden. Eine höhere Dichte sorgt für eine bessere Strukturintegrität und Widerstandsfähigkeit gegenüber physischen Belastungen.
Bei der Festlegung der optimalen Infill-Dichte sollte auch berücksichtigt werden, dass ein höherer Infill nicht nur den Materialverbrauch und die Druckzeit erhöht, sondern auch die mechanischen Eigenschaften des Objekts bis zu einem gewissen Grad verbessern kann.
Erste Schicht
Dies sind die besten Cura Einstellungen für die erste Schicht mit dem Flashforge Adventurer 5M Pro:
- Schichthöhe: 100%
- Linienbreite: 100%
- Drucktemperatur: So wie der Rest.
- Druckgeschwindigkeit: 10 mm/s
- Raft/Brim/Skirt: Skirt.
Eine langsame Druckgeschwindigkeit für die erste Schicht ist entscheidend für eine gute Haftung am Druckbett und gilt als eine der wirkungsvollsten Methoden, um sicherzustellen, dass der Druck erfolgreich beginnt.
Eine reduzierte Geschwindigkeit lässt das Filament länger heiß und damit formbarer, was es dem Material ermöglicht, eine stärkere Verbindung mit dem Druckbett einzugehen.
Je länger das Filament in diesem formbaren Zustand bleibt, desto besser kann es sich an das Druckbett anhaften und desto stabiler wird die Basis deines Druckobjekts. Eine optimale erste Schicht ist der Grundstein für den gesamten weiteren Druckprozess und hilft, Probleme wie Warping oder Ablösen des Drucks vom Bett zu vermeiden.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
