
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Elegoo Neptune 4 ist mein Lieblings-Einsteiger-3D-Drucker für das Jahr 2023. Seine Leistung, gepaart mit dem günstigen Preis, zeichnet ihn aus. Aber der Haken an der Sache ist, dass die perfekte Druckqualität nur mit den richtigen Cura-Einstellungen erreicht werden kann.
Es geht nicht nur um den Drucker, sondern darum, ihn richtig einzustellen. Im Folgenden erfährst du, wie du mit den richtigen Cura-Einstellungen das Beste aus deinem Neptune 4 herausholen kannst.
Ich habe den Neptune 4 auf Herz und Nieren geprüft, ihn ausgiebig getestet und jede Einstellung für eine optimale Druckqualität feinjustiert. Ich habe an jedem Regler gedreht, jede Einstellung vorgenommen – alles für den perfekten Druck. Diese kalibrierten Einstellungen werde ich in diesem Artikel mit dir teilen.
Und wenn du dich danach immer noch etwas verloren fühlst – keine Sorge. In diesem ausführlichen Artikel findest du eine detaillierte Anleitung für die Kalibrierung dieser Einstellungen. Oder noch besser, du machst meinen 3D-Druckkurs, in dem ich alles Schritt für Schritt erkläre. Damit wirst du im Handumdrehen ein 3D-Druck-Profi!
| PLA | ABS | TPU | PETG | |
|---|---|---|---|---|
| Drucktemperatur | 225 °C | 245 °C | 220 °C | 250-270 °C |
| Druckbetttemperatur | 60 °C | 90 °C | 70 °C | 70-75 °C |
| Geschwindigkeit | 250 mm/s | 250 mm/s | 40-80 mm/s | 200 mm/s |
| Retraction | 0,5 mm bei 45 mm/s | 0,5 mm bei 45 mm/s | 0,5-1,0 mm bei 35-45 mm/s | 0,5 mm bei 40 mm/s |
| Kühlung | 100 % | 0-20% | 100 % | 50-100 % |

Kalibriertes Cura-Profil
Für eine optimale Druckqualität mit minimalem Aufwand kannst du mein kalibriertes Cura-Profil für diesen 3D-Drucker herunterladen und direkt in Cura importieren. Darin sind alle Einstellungen perfekt auf diesen Drucker angepasst, wie z. B. für die Beschleunigungen, Jerk, Supports und die erste Schicht.
Table of Contents:
Wie man ein Profil für den Elegoo Neptune 4 in Cura erstellt
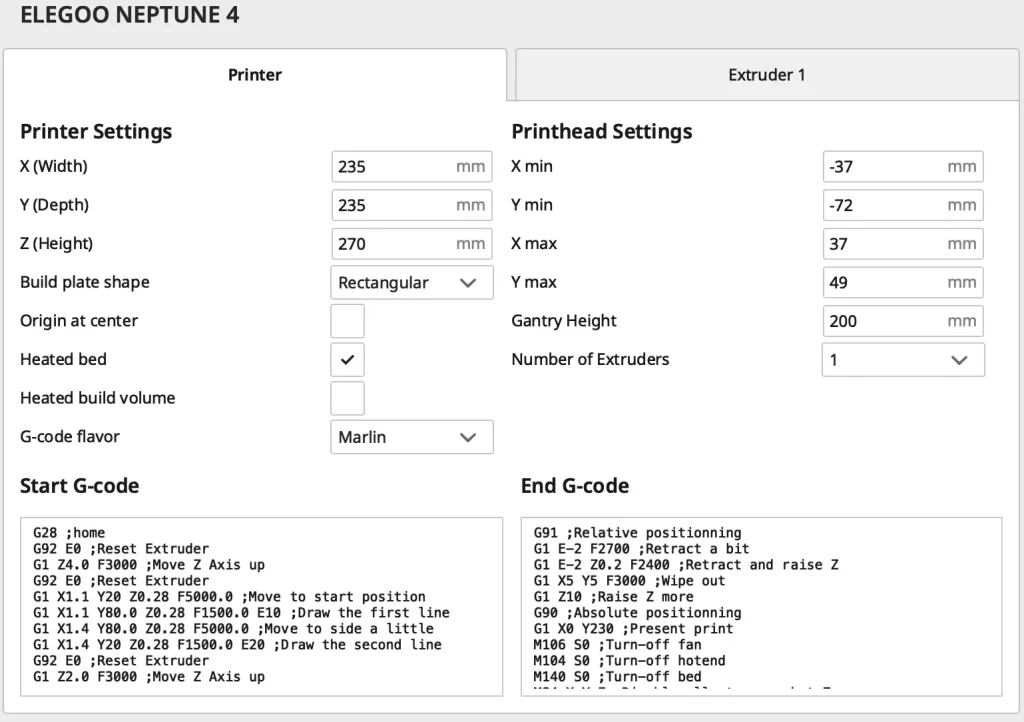
Das Erstellen eines Profils für den Elegoo Neptune 4 in Cura beginnt mit der Festlegung der Maschineneinstellungen. Zu den Maschineneinstellungen gehören Druckerdetails wie das Bauvolumen, der Start- und End-G-Code und ob der Drucker ein beheiztes Bett hat.
Als Nächstes legst du die Druckeinstellungen fest. Diese bestimmen die Druckqualität. Zu den Druckeinstellungen gehören u.a. die Schichthöhe, die Druckgeschwindigkeit, die Temperatur, die Retraction-Einstellungen und die Kühleinstellungen.
Diese Einstellungen können je nach verwendetem Filament variieren. PLA, ABS, PETG und TPU erfordern zum Beispiel unterschiedliche Drucktemperaturen und -geschwindigkeiten.
Schauen wir uns zuerst die Maschineneinstellungen an.
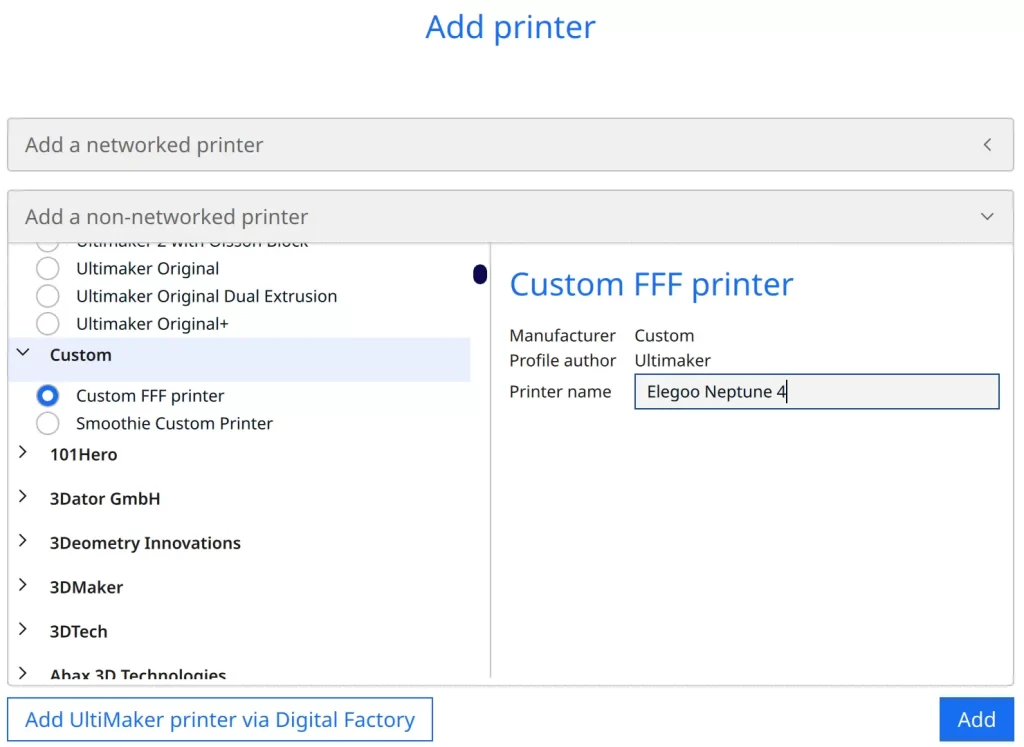
Das Hinzufügen eines 3D-Druckers in Cura ist ein unkomplizierter Prozess. Klicke zunächst im Hauptmenü auf „Einstellungen“, dann auf „Drucker“ und schließlich auf „Drucker hinzufügen“.
In dem sich öffnenden Fenster wählst du die Option „Nicht vernetzter Drucker“. Scrolle schließlich nach unten, um „Custom“ auszuwählen, und klicke dann auf „Custom FFF printer“. So kannst du auch Druckerparameter für Drucker hinzufügen, die in Cura nicht vorkonfiguriert sind. Folge den Aufforderungen, um die Druckereinrichtung abzuschließen, und kopiere die Werte aus dem Screenshot.
Start-G-Code:
- G28 ;home
- G92 E0 ;Extruder zurücksetzen
- G1 Z4.0 F3000 ;Z-Achse nach oben bewegen
- G92 E0 ;Extruder zurücksetzen
- G1 X1.1 Y20 Z0.28 F5000.0 ;Fahre zur Startposition
- G1 X1.1 Y80.0 Z0.28 F1500.0 E10 ;Zeichne die erste Linie
- G1 X1.4 Y80.0 Z0.28 F5000.0 ;Bewege dich ein wenig zur Seite
- G1 X1.4 Y20 Z0.28 F1500.0 E20 ;Zeichne die zweite Linie
- G92 E0 ;Extruder zurücksetzen
- G1 Z2.0 F3000 ;Z-Achse nach oben verschieben
End-G-Code:
- G91 ;Relative Positionierung
- G1 E-2 F2700 ;Ein Stück zurückfahren
- G1 E-2 Z0.2 F2400 ;Z einfahren und anheben
- G1 X5 Y5 F3000 ;Wischen aus
- G1 Z10 ;Z weiter anheben
- G90 ;Absolute Positionierung
- G1 X0 Y230 ;Druck präsentieren
- M106 S0 ;Lüfter ausschalten
- M104 S0 ;Hotend abschalten
- M140 S0 ;Bett abschalten
- M84 X Y E ;Alle Stepper außer Z ausschalten
Nachdem du dein Druckerprofil in Cura erstellt hast, musst du im nächsten Schritt deine Druckeinstellungen festlegen. Dabei geht es darum, die Parameter für die Druckqualität festzulegen, z. B. Schichthöhe, Druckgeschwindigkeit, Temperatur, Retraction-Einstellungen und Kühleinstellungen.
Die entsprechenden Einstellungen können je nach Art des verwendeten Filaments variieren. Achte darauf, dass du jeden Parameter entsprechend den spezifischen Anforderungen deines Filaments anpasst, egal ob es sich um PLA, ABS, PETG oder TPU handelt.
Und jetzt zeige ich dir meine kalibrierten Einstellungen!
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA-Einstellungen
Dies sind die richtigen Cura-Einstellungen für den Elegoo Neptune 4 für PLA:
- Drucktemperatur: 225 °C
- Druckbetttemperatur: 60 °C
- Druckgeschwindigkeit: 250 mm/s
- Retraction: 0,5 mm bei 45 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Die Retraction ist ein entscheidender Faktor, um hochwertige 3D-Drucke zu erzielen. Sie steuert, wie weit der Extruder das Filament während des Druckvorgangs zurückzieht, um zu verhindern, dass es zwischen den verschiedenen Teilen deines Drucks ausläuft oder Fäden zieht.
Im obigen Beispiel wird eine Retraction-Distanz von 0,5 mm bei einer Geschwindigkeit von 45 mm/s verwendet. Das ist eine gute Ausgangsbasis, aber du musst diese Einstellungen je nach Filament, das du verwendest, eventuell noch feiner abstimmen.
Die angegebenen Einstellungen, einschließlich Drucktemperatur, Betttemperatur, Druckgeschwindigkeit, Kühlung und Parameter für die erste Schicht, wurden für PLA mit dem Elegoo Neptune 4 kalibriert.
Sie dienen als solide Grundlage für optimale Druckergebnisse. Bedenke jedoch, dass jeder 3D-Drucker und jedes Filament seine eigenen Besonderheiten haben können, die einige Anpassungen erfordern. Weiter unten in diesem Artikel wird der Prozess der Kalibrierung dieser Einstellungen genauer erklärt.
Abgesehen davon ist es für den Elegoo Neptune 4 ein Leichtes, PLA-Filament einwandfrei zu drucken.
ABS-Einstellungen
Dies sind die richtigen Cura-Einstellungen für den Neptune 4 für ABS:
- Drucktemperatur: 245 °C
- Druckbetttemperatur: 90 °C
- Druckgeschwindigkeit: 250 mm/s
- Retraction: 0,5 mm bei 45 mm/s
- Kühlung: 0% + Gehäuse
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
ABS ist eine beliebte Wahl unter 3D-Druck-Enthusiasten. Es ist bekannt für seine Stärke und Haltbarkeit.
Das Drucken mit ABS kann jedoch schwierig sein. Es erfordert eine präzise Temperaturkontrolle und (idealerweise) ein Gehäuse, um Verformungen (Warping) zu vermeiden.
Der Neptune 4 wird nicht mit einem Gehäuse geliefert. Er ist aber auch ohne Gehäuse in der Lage, hochwertige Drucke zu produzieren.
Mit den richtigen Einstellungen kann er kleine bis mittelgroße Objekte aus ABS drucken, ohne dass sie sich verziehen.
Die Erhöhung der Druckbetthaftung kann dazu beitragen, Verformungen beim Drucken mit ABS ohne Gehäuse zu vermeiden. Eine effektive Methode ist, die Druckgeschwindigkeit der ersten Schicht auf 5-10 mm/s zu verlangsamen. Dies ermöglicht eine bessere Haftung, da das Filament mehr Zeit hat, sich mit dem Druckbett zu verbinden, bevor die nächste Schicht aufgetragen wird. Diese Methode kann die Druckzeit verlängern, aber das Ergebnis ist ein Druck mit weniger Verzug und besserer Gesamtqualität.
TPU-Einstellungen
Dies sind die richtigen Cura-Einstellungen für den Neptune 4 für TPU:
- Drucktemperatur: 220 °C
- Druckbetttemperatur: 70 °C
- Druckgeschwindigkeit: 40-80 mm/s
- Retraction: 0,5-1,0 mm bei 35-45 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
TPU ist ein flexibles Filament, das für seine Elastizität und Stärke bekannt ist. Es wird gerne für den Druck von Gegenständen verwendet, die sich biegen müssen, ohne zu brechen. Allerdings kann das Drucken von TPU aufgrund seiner Flexibilität eine Herausforderung sein.
Ein Extruder mit Direktantrieb kann den TPU-Druck erheblich vereinfachen und die Qualität verbessern. Der Filament-Weg in einem Extruder mit Direktantrieb ist kurz und gerade, sodass die Gefahr, dass sich das Filament verbiegt und einen Stau verursacht, geringer ist.
Außerdem kann ein Extruder mit Direktantrieb besser mit der flexiblen Beschaffenheit von TPU umgehen, was glattere und genauere Drucke ermöglicht.
TPU-Filament erfordert im Vergleich zu starrem Filament eine langsamere Druckgeschwindigkeit. Diese Einstellung ist wichtig, um mit der flexiblen Beschaffenheit von TPU umzugehen und Probleme wie Verklemmungen zu vermeiden. Die oben aufgeführten Einstellungen, die ich getestet habe, sind ein guter Ausgangspunkt für TPU.
Es ist jedoch wichtig zu bedenken, dass die optimalen Einstellungen je nach TPU-Filament variieren können. Experimentieren und Feinabstimmung sind notwendig, um die besten Ergebnisse zu erzielen. Zögere nicht, die obigen Werte anzupassen, um herauszufinden, was für dich am zuverlässigsten funktioniert.
PETG-Einstellungen
Dies sind die richtigen Cura-Einstellungen für den Elegoo Neptune 4 für PETG:
- Drucktemperatur: 250-270 °C
- Druckbetttemperatur: 70-75 °C
- Druckgeschwindigkeit: 200 mm/s
- Retraction: 0,5 mm bei 40 mm/s
- Kühlung: 50-100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
PETG-Filament ist recht benutzerfreundlich und für seine Stabilität und Wetterbeständigkeit bekannt. Obwohl es relativ einfach zu verarbeiten ist, hat es einen berüchtigten Nachteil – Stringing. Mit den richtigen Maßnahmen lässt sich das aber gut in den Griff bekommen.
Eine trockene Lagerung deines PETG-Filaments ist wichtig, um zu verhindern, dass es Feuchtigkeit aufnimmt – eine häufige Ursache für Probleme mit der Druckqualität. Ebenso wichtig ist es, die richtige Drucktemperatur zu gewährleisten, da dies das Risiko von Stringing deutlich verringern kann.
Zu guter Letzt solltest du die Retraction-Einstellungen nicht außer Acht lassen, die, wenn sie richtig eingestellt sind, Stringing verhindern und die Qualität deiner Drucke verbessern können.
Die oben genannten Einstellungen sollten bei der Verwendung von PETG-Filament eine gute Druckqualität ergeben. Ich habe sie mit verschiedenen PETG-Marken getestet und sie haben durchweg zufriedenstellende Ergebnisse geliefert. Du kannst jedoch gerne mit diesen Einstellungen experimentieren und sie an deine spezifischen Gegebenheiten und Filamentmarken anpassen.
Unterschiedliche PETG-Marken können die optimale Kühleinstellung stark beeinflussen. Bei manchen Marken ist ein höherer Kühlungsgrad erforderlich, um die beste Druckqualität zu erzielen, während bei anderen weniger nötig ist. Es ist wichtig, mit dieser Variable zu experimentieren, um die richtige Balance für dein spezielles Filament zu finden.
Beste Cura-Einstellungen für den Elegoo Neptune 4
Nachdem ich dir meine individuellen Filamenteinstellungen gezeigt habe, ist es nun an der Zeit, die spezifischen Einstellungen und den Kalibrierungsprozess für den Elegoo Neptune 4 zu erläutern.
Dabei geht es um eine präzise Feinabstimmung, um eine optimale Druckqualität zu gewährleisten.
Drucktemperatur
Die besten Drucktemperaturen für den Neptune 4 in Cura:
- PLA: 225 °C
- ABS: 245 °C
- TPU: 220 °C
- PETG: 250-270 °C
Wenn die Drucktemperatur nicht richtig eingestellt ist, kann das zu einer Vielzahl von Problemen führen. Die Drucke können ausfallen oder die Qualität ist unglaublich schlecht. Das kann eine frustrierende Verschwendung von Zeit und Ressourcen sein.
Eine der Hauptfolgen einer falschen Temperatureinstellung ist Stringing. Wenn die Temperatur zu hoch ist, kann das Filament bei Bewegungen aus der Nozzle austreten und dünne Stränge oder Fäden zwischen den Teilen deines Drucks verursachen.
Das kann die Ästhetik deines 3D-Modells ruinieren und muss nachbearbeitet werden, um es zu entfernen.
Und schließlich kann eine falsch eingestellte Temperatur zu einer Über- oder Unter-Extrusion führen. Das bedeutet, dass der Drucker entweder zu viel oder zu wenig Filament durch die Nozzle drückt.
Eine Über-Extrusion führt zu Klecksen und Pickeln auf deinem Druck, während eine Unter-Extrusion Lücken in den Schichten deines Drucks verursachen kann.
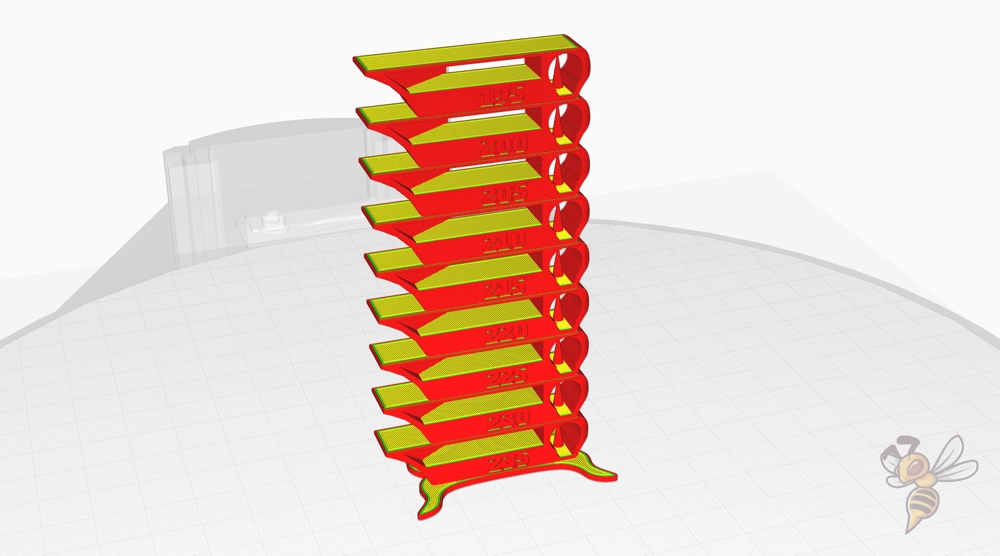
Um die Drucktemperatur zu kalibrieren, druckst du zunächst einen Temperaturturm. Dabei handelt es sich um ein 3D-Modell, das speziell dafür entwickelt wurde, unterschiedliche Temperaturen auf verschiedenen Schichten des Drucks zu testen. Du kannst viele kostenlose Temperaturturm-Modelle online finden.
Lade das Temperaturturm-Modell in deine Slicing-Software. Weise den verschiedenen Abschnitten des Turms in aufsteigender oder absteigender Reihenfolge unterschiedliche Temperaturen zu. So kannst du sehen, wie sich dein Filament bei verschiedenen Temperaturen verhält.
Nachdem der Druck abgeschlossen ist, solltest du den Temperaturturm genau untersuchen. Achte auf die Qualität, die Glätte und die Details der einzelnen Abschnitte. Der Abschnitt mit der besten Qualität zeigt die optimale Temperatur für dein Filament an.
Druckbetttemperatur
Die besten Druckbetttemperaturen für den Neptune 4 in Cura:
- PLA: 60 °C
- ABS: 90 °C
- TPU: 70 °C
- PETG: 70-75 °C
Das Erreichen der höchstmöglichen Druckbetttemperatur ist für die Haftung des Drucks von Vorteil. Es ist jedoch wichtig, dass du es nicht zu weit treibst. Eine Überhitzung kann zu einem häufigen Problem führen, das als „Elefantenfuß“ bekannt ist.
Der Elefantenfuß entsteht, wenn sich die unteren Schichten deines Drucks nach außen ausdehnen und die Form verzerren. Um dieses Problem zu vermeiden, ist ein empfindliches Gleichgewicht erforderlich.
Hohe Temperaturen erhöhen zwar die Haftung, aber es ist wichtig, die oben empfohlenen Höchstwerte nicht zu überschreiten.
Dank der PEI-Beschichtung des Neptune 4-Druckers ist es ganz einfach, die richtige Temperatur für das Druckbett zu finden. Die PEI-Beschichtung verbessert die Haftung und erleichtert es, eine gute Druckqualität zu erzielen, ohne die Temperaturen übermäßig anzupassen. Die oben angegebenen empfohlenen Temperaturen sollten ausreichen.
Druckgeschwindigkeit
Die beste Druckgeschwindigkeit für den Neptune 4 in Cura:
- PLA: 250 mm/s
- ABS: 250 mm/s
- TPU: 40-80 mm/s
- PETG: 200 mm/s
Das Drucken mit hohen Geschwindigkeiten führt oft zu einem Problem, das als Ringing oder Ghosting bekannt ist. Dieses Problem äußert sich in Form von Echos oder Wellen um die scharfen Ecken deines 3D-Modells.
Ringing oder Ghosting entsteht, wenn die Bewegung des Druckers Vibrationen verursacht. Je schneller sich der Drucker bewegt, desto stärker werden diese Vibrationen.
Deshalb ist es wichtig, die Druckgeschwindigkeit innerhalb der empfohlenen Grenzen zu halten, um solche Probleme zu vermeiden und eine optimale Druckqualität zu gewährleisten.
Der Neptune 4 Drucker, der mit Klipper ausgestattet ist, kann mit beeindruckenden Geschwindigkeiten drucken. Die Effizienz und Präzision von Klipper ermöglichen einen schnellen Druck, ohne dass die Qualität des Ergebnisses darunter leidet.
Meiner Erfahrung nach hat das Einhalten der oben genannten Werte jedoch die besten Ergebnisse gebracht.
Beim Druck mit TPU auf dem Neptune 4 sind niedrigere Geschwindigkeiten wichtig. Diese Anforderung ergibt sich aus den einzigartigen Eigenschaften von TPU als flexibles, weiches Material.
Der Versuch, TPU mit hohen Geschwindigkeiten zu drucken, kann zum Verklemmen des Filaments oder zu einer schlechten Schichthaftung führen, was die Qualität des Endprodukts beeinträchtigt.
Schichthöhe
Die besten Schichthöhen für den Neptune 4 in Cura:
- Dekorative Objekte: 0,1 mm
- Standard: 0,2 mm
- Grobe, schnelle Drucke: 0,3 mm und höher
Der Neptune 4-Drucker wird mit einer 0,4-mm-Nozzle geliefert, die die optimale Schichthöhe vorgibt. Wenn du dekorative Objekte mit filigranen Details erstellen möchtest, wird eine Schichthöhe von 0,1 mm empfohlen. So erhältst du eine sehr detaillierte und glatte Oberfläche, die für die Ästhetik entscheidend ist.
Für Standarddrucke, bei denen Geschwindigkeit und Qualität im Einklang stehen, ist eine Schichthöhe von 0,2 mm angemessen. Diese Einstellung ist für allgemeine Anwendungsfälle üblich, da sie gute Details liefert und die Druckzeiten angemessen sind.
Wenn die Geschwindigkeit im Vordergrund steht, solltest du eine Schichthöhe von 0,3 mm oder mehr wählen. Dies eignet sich besonders für grobe Entwürfe oder Prototypenteile, bei denen feinere Details nicht so wichtig sind.
Die dickeren Schichten beschleunigen den Druckprozess, auch wenn dadurch ein gewisser Grad an Details verloren geht.
Bedenke aber, dass diese Werte nur Richtwerte sind. Je nach Anwendungsbereich deines Drucks musst du die Schichthöhe möglicherweise anpassen.
Experimentiere mit verschiedenen Einstellungen, um herauszufinden, was für deine Bedürfnisse am besten geeignet ist, und behalte dabei die Möglichkeiten der 0,4 mm Nozzle im Auge.
Flussrate
Die optimale Flussrate in Cura für den Neptune 4 ist:
- Standardwert: 100%
- Für Über-Extrusion: 90% bis 99%
- Für Unter-Extrusion: 101% bis 110%
Die Flussrate ist eine Schlüsselvariable beim 3D-Druck, die sich auf die Qualität der Drucke auswirkt. Sie ist die Geschwindigkeit, mit der das Filament durch die Nozzle gedrückt wird. In Cura ist die ideale Flussrate des Neptune 4 standardmäßig auf 100% eingestellt.
Allerdings ist der Druck nicht immer perfekt. Manchmal wird zu viel Filament (Über-Extrusion) oder zu wenig Filament (Unter-Extrusion) durch die Nozzle gepresst.
Um diese Probleme zu beheben, musst du die Flussrate anpassen. Bei Über-Extrusion reduziere den Wert auf 90% bis 99%. Bei Unter-Extrusion erhöhst du den Wert auf 101% bis 110%.
Bevor du die Flussrate anpasst, solltest du sicherstellen, dass die Drucktemperatur und die Retraction richtig kalibriert sind. Diese beiden Faktoren haben einen großen Einfluss auf die Qualität deiner 3D-Drucke.
Sobald diese Faktoren optimiert sind, kannst du mit der Feinabstimmung der Flussrate fortfahren, um die besten Druckergebnisse zu erzielen.
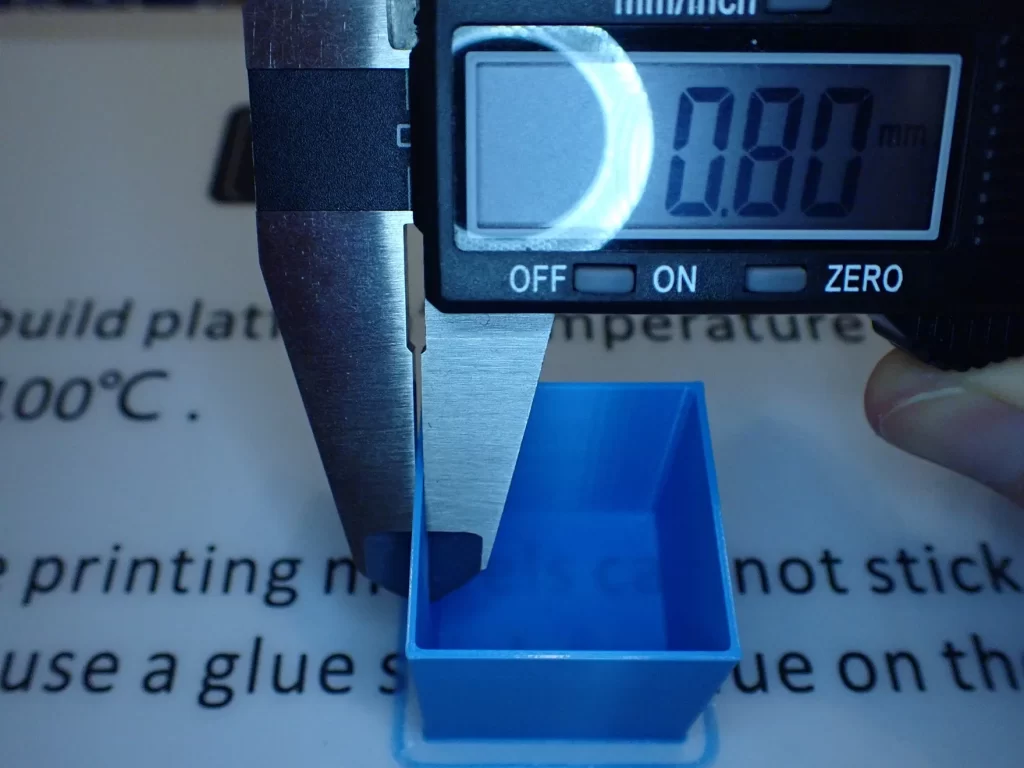
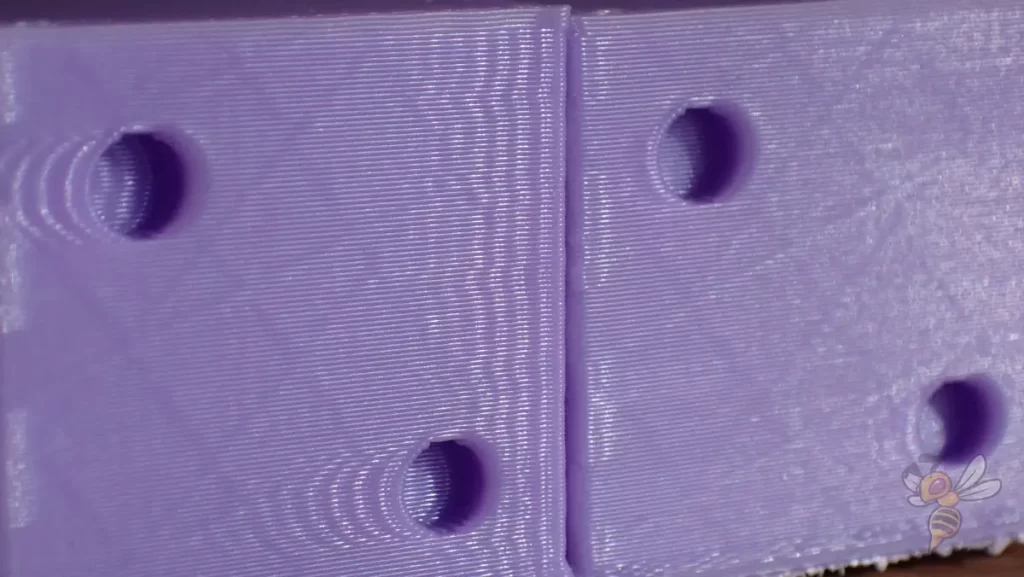
Um deine Flussrate zu kalibrieren, druckst du zunächst einen hohlen Würfel mit zwei Wänden. Es ist wichtig, dass du ein Modell ohne Füllung oder Deckschichten verwendest, um die Genauigkeit der Messung zu gewährleisten.
Achte darauf, dass der Würfel ausreichend groß ist, etwa 20 mm auf jeder Seite, damit er genügend Oberfläche für genaue Messungen bietet.
Als Nächstes misst du die Wandstärke deines gedruckten Würfels mit einem digitalen Messschieber. Dieses Werkzeug liefert präzise Messungen, die für die Kalibrierung wichtig sind.
Nimm mehrere Messungen an verschiedenen Stellen entlang der Seiten des Würfels vor, um mögliche Unregelmäßigkeiten im Druck zu berücksichtigen.
Teile schließlich die durchschnittlich gemessene Wandstärke durch zwei und vergleiche sie mit der Wandstärke der Schneidemaschine. Wenn die Werte übereinstimmen, ist deine Flussrate gut kalibriert.
Wenn der gemessene Wert höher ist, musst du die Flussrate verringern. Umgekehrt musst du die Flussrate erhöhen, wenn sie niedriger ist.
Wiederhole diesen Vorgang so lange, bis die gemessene Dicke mit dem Wert der Schneidemaschine übereinstimmt.
Retraction
Optimale Retraction-Einstellungen für den Elegoo Neptune 4 in Cura:
- PLA: 0,5 mm bei 45 mm/s
- ABS: 0,5 mm bei 45 mm/s
- TPU: 0,5-1,0 mm bei 35-45 mm/s
- PETG: 0,5 mm bei 40 mm/s
Falsche Retraction-Einstellungen können zu Stringing führen, ein häufiges Problem beim 3D-Druck, bei dem dünne Kunststoffstränge einzelne Teile des Drucks miteinander verbinden.
Stringing tritt auf, wenn geschmolzener Kunststoff aus der Nozzle tropft, während sie sich zu einer neuen Stelle bewegt.
Die aufgeführten Retraction-Einstellungen für verschiedene Materialien sind ein guter Ausgangspunkt für die Ersteinrichtung des Neptune 4.
Perfekte Druckergebnisse erfordern jedoch eine Kalibrierung, die auf deine spezifischen Einstellungen und die Eigenschaften des von dir verwendeten Materials zugeschnitten ist.
Die regelmäßige Kalibrierung deiner Retraction-Einstellungen stellt sicher, dass deine 3D-Drucke ein sauberes Aussehen ohne unerwünschte Fäden oder Kleckse haben. Wenn du dir keine Zeit für die Kalibrierung nimmst, kann das die Druckqualität beeinträchtigen.
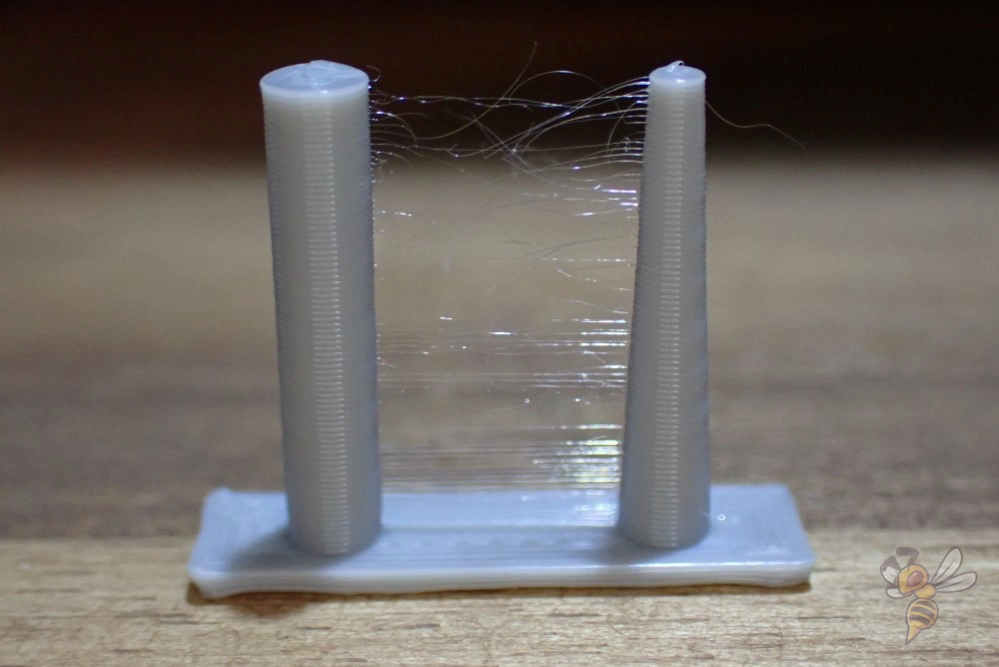
Beginne die Kalibrierung der Retraction mit einem einfachen Objekt. Wähle ein 3D-Objekt mit zwei Spalten. So hat der Extruder ausreichend Spielraum, um das Filament zurückzuziehen.
Stelle zunächst die Retraction-Distanz ein. Beginne mit einem niedrigen Wert, z.B. 0,5 mm. Drucke das Objekt und beobachte das Ergebnis.
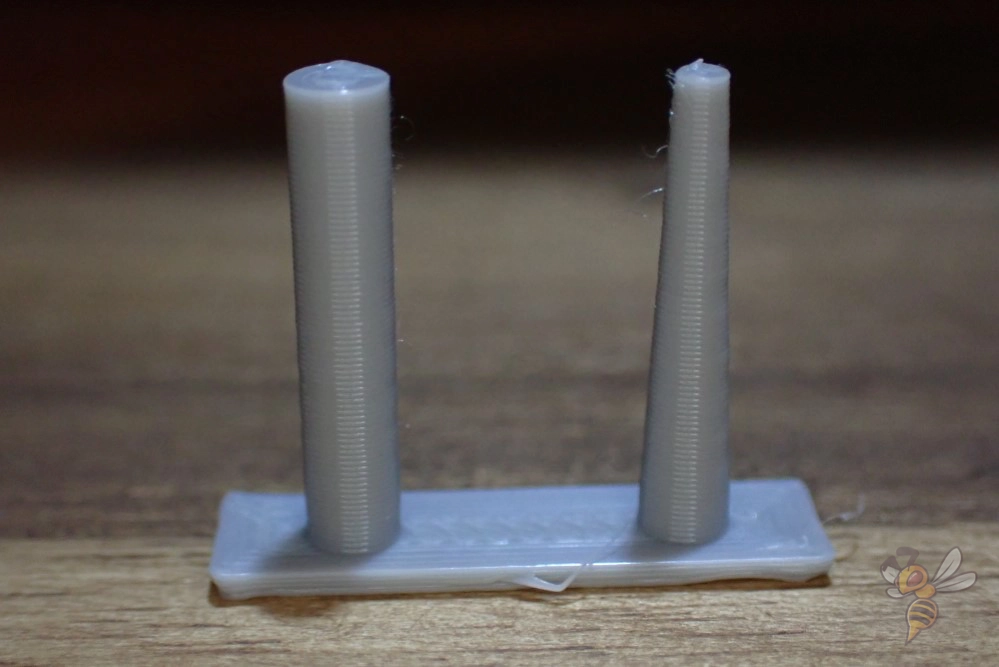
Wenn der Druck Stringing aufweist, erhöhe die Retraction-Distanz in kleinen Schritten. Wiederhole den Druck nach jeder Einstellung. Passe den Abstand so lange an, bis sich keine Fäden mehr zwischen den Spalten bilden.
Wenn du die ideale Einstellung für den Abstand gefunden hast, bleibe bei ihr. Die Kalibrierung ist ein iterativer Prozess. Er erfordert Zeit und Geduld, aber das Ergebnis ist es wert: präzise, hochwertige 3D-Drucke.
Infill
Die optimale Infill-Dichte für den Neptune 4 in Cura ist wie folgt eingestellt:
- Dekorative Objekte: 0-15%
- Standard-Objekte: 15-50%
- Stabile Objekte: 50-100%
Dekorative Objekte benötigen eine geringere Infill-Dichte, in der Regel zwischen 0% und 15%, da ihr Hauptzweck die Ästhetik und nicht die Funktionalität ist.
Mit einer geringeren Füllung sind diese Modelle schneller zu drucken und verbrauchen weniger Filament, was sowohl Zeit als auch Materialkosten spart.
Bei Standardobjekten ist ein Gleichgewicht zwischen Festigkeit und Materialeffizienz erforderlich, sodass 15-50% Infill eine gute Wahl sind.
Diese Gegenstände müssen unter Umständen eine gewisse Last tragen oder regelmäßig benutzt werden, was eine dichtere Struktur als bei rein dekorativen Gegenständen erfordert, ohne dass der Materialverbrauch zu hoch ist.
Stabile Objekte erfordern eine höhere Füllung, die normalerweise zwischen 50 und 100 % liegt.
Diese 3D-Drucke sind für starke Beanspruchung oder strukturelle Anwendungen gedacht, bei denen Steifigkeit und Haltbarkeit wichtiger sind als die Menge des verwendeten Filaments oder die Druckgeschwindigkeit.
Erste Schicht
Hier sind die empfohlenen Cura-Einstellungen für die erste Schicht mit dem Neptune 4:
- Schichthöhe: Stelle 100-200% der normalen Schichthöhe ein, um die Haftung des Druckbetts zu verbessern.
- Linienbreite: Erhöhe auf 100-200% der normalen Linienbreite, um die Haftung des Druckbetts zu verbessern.
- Drucktemperatur: Behalte dieselbe bei oder erhöhe sie um 5-10 °C, um die Haftung des Druckbetts zu verbessern.
- Druckgeschwindigkeit: Setze sie auf 50 % der normalen Druckgeschwindigkeit (z. B. 25 mm/s bei einer Druckgeschwindigkeit von 50 mm/s) oder auf 5-10 mm/s für eine bessere Druckbetthaftung.
- Flussrate: Stelle sie auf 100-110% ein oder erhöhe sie weiter, wenn die Druckbett-Haftung schlecht ist.
- Raft/Brim/Skirt: Nicht notwendig, da der Neptune 4 ein PEI-Druckbett hat.
Wärmeres Filament haftet besser am Druckbett. Durch die höhere Temperatur hat das Material mehr Zeit, eine feste Verbindung mit der Oberfläche herzustellen.
Dieser Prozess ist wichtig, um die Gesamtstabilität des gedruckten Objekts zu verbessern. Eine gut haftende erste Schicht sorgt für eine starke Grundlage und minimiert das Risiko von Druckfehlern.
Die empfohlenen Einstellungen für die erste Schicht sind so gewählt, dass die Viskosität des Filaments verlängert wird. Diese verlängerte Viskosität fördert eine stärkere Verbindung mit dem Druckbett.
Wenn du das Filament über einen längeren Zeitraum bei einer höheren Temperatur hältst, wird dieser Prozess erleichtert. Ziel ist es, eine feste Verbindung zu erreichen, die die Gesamtstabilität des gedruckten Objekts optimiert.
Fazit
Der Neptune 4 ist ein genialer 3D-Drucker und derzeit mein Favorit unter den FDM-3D-Druckern der Einstiegsklasse ist. Sein volles Potenzial kann er jedoch nur mit den richtigen Cura-Einstellungen entfalten.
Die richtigen Einstellungen machen einen gewaltigen Unterschied in der Qualität der Drucke aus. Um die besten Ergebnisse zu erzielen, ist es wichtig, die Einstellungen für jede Schicht, vor allem für die erste Schicht, fein abzustimmen.
Ich hoffe, die Werte in diesem Artikel haben dir geholfen, dein 3D-Druckerlebnis mit dem Neptune 4 zu verbessern. Wenn du noch weitere Tipps benötigst, solltest du dich für den umfassenden Kurs anmelden, auf den ich am Anfang dieses Artikels verwiesen habe.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
