
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der BQ-Hurakan oder BIQU-Hurakan verwendet Klipper als Firmware und einen Beschleunigungssensor, wodurch die Druckqualität erhöht wird. Jedoch benötigst du trotzdem die richtigen Druckeinstellungen, um davon profitieren zu können.
Um ein Cura Profil für den BQ-Hurakan anzulegen, kann das Standardprofil des Biqu B1 verwendet und angepasst werden. Neben ein paar der Maschineneinstellungen, müssen auch diverse Druckeinstellungen angepasst werden.
Wie du all dies tust und welche Cura Einstellungen für den BQ-Hurakan am besten sind, erfährst du in diesem Artikel. Für einen schnellen Einstieg ist hier noch eine Übersichtstabelle für die empfohlenen Werte für die wichtigsten Standard Filamente.
| PLA | ABS | PETG | |
|---|---|---|---|
| Drucktemperatur | 200-205 °C | 240-245 °C | 240-250 °C |
| Druckbett-Temperatur | 60 °C | 90 °C | 70 °C |
| Druckgeschwindigkeit | 60 mm/s | 60 mm/s | 60 mm/s |
| Retraction | 4 mm bei 100 mm/s | 4 mm bei 90 mm/s | 3-4 mm bei 80-100 mm/s |
| Kühlung | 100 % | 0% + Gehäuse | 50-100 % |

Kalibriertes Cura-Profil
Für eine optimale Druckqualität mit minimalem Aufwand kannst du mein kalibriertes Cura-Profil für diesen 3D-Drucker herunterladen und direkt in Cura importieren. Darin sind alle Einstellungen perfekt auf diesen Drucker angepasst, wie z. B. für die Beschleunigungen, Jerk, Supports und die erste Schicht.
Table of Contents:
Ein Profil für den BQ-Hurakan in Cura Erstellen
Der einfachste Weg um ein Cura Profil für den BQ-Hurakan zu erstellen ist es, das Standardprofil des Biqu 1 zu verwenden, umzubenennen und ein paar Maschineneinstellungen auf den BQ-Hurakan anzupassen.
Die einzelnen Schritte, um dies in Cura zu machen:
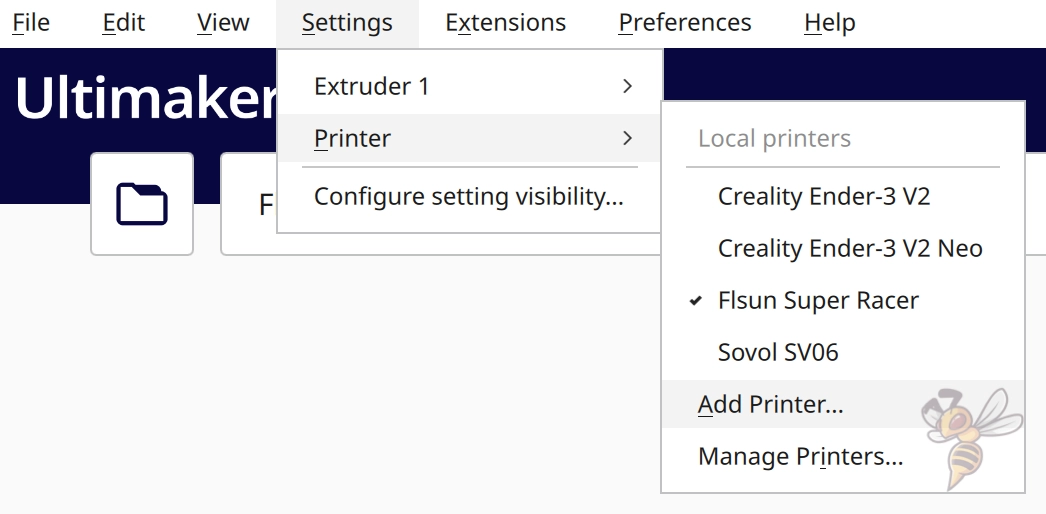
- Klicke in der Menüleiste auf “Einstellungen” > “Drucker” > “Drucker hinzufügen”.
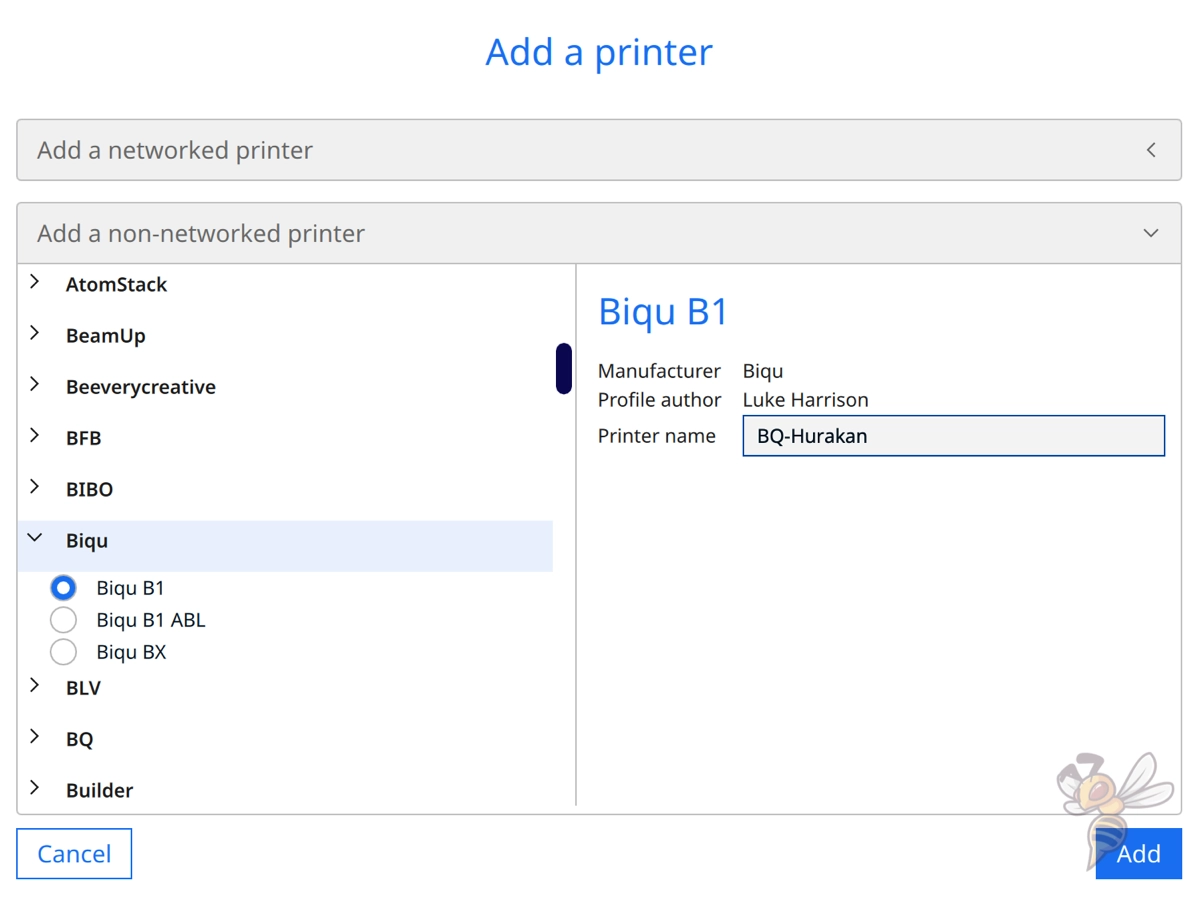
- Suche nach Biqu unter den Herstellern und wähle den Biqu B1 aus.
- Nenne den neuen 3D-Drucker BQ-Hurakan.
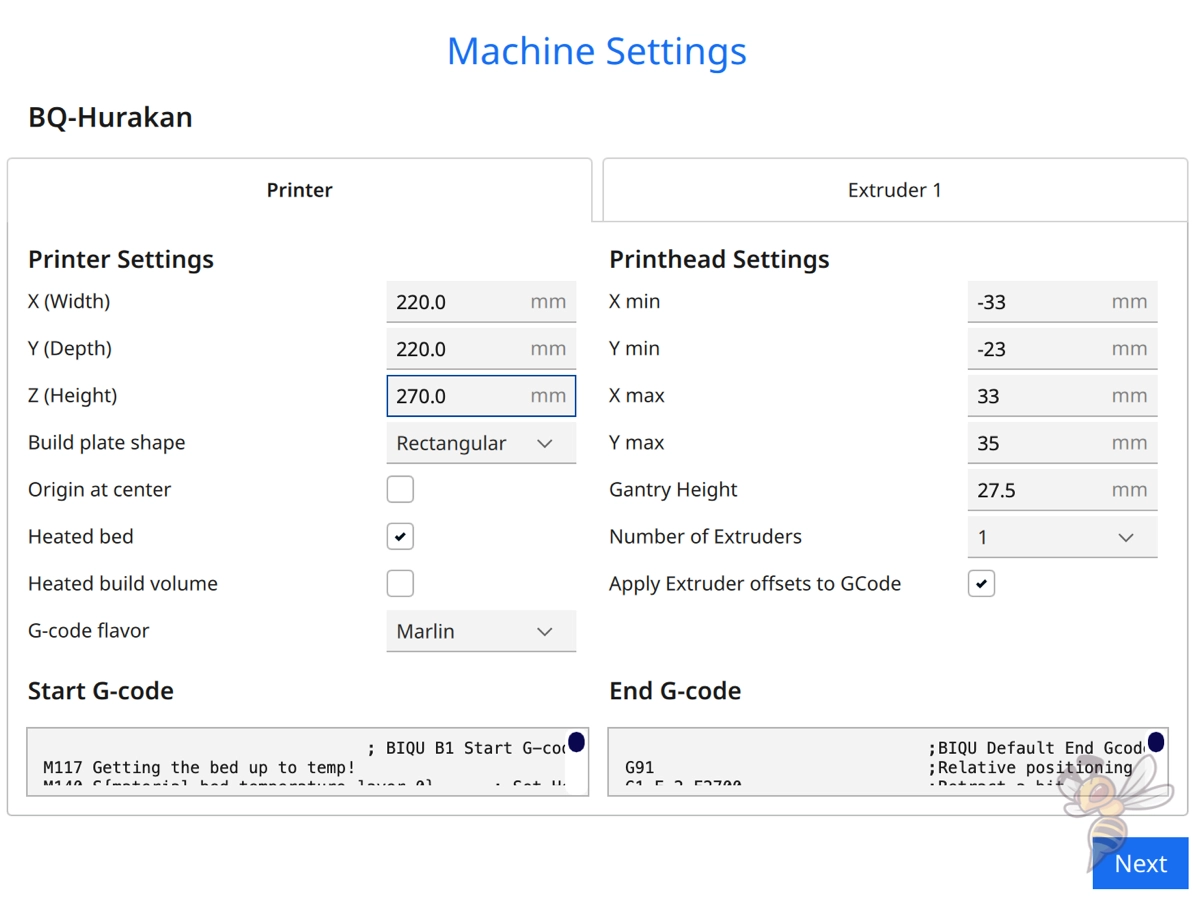
- Passe die Maschineneinstellungen wie im Screenshot angegeben an.
- Füge den Start und End G-Code ein (siehe unten).
- Passe die Druckeinstellungen an den BQ-Hurakan und das jeweils verwendete Filament an.
Neben den Dimensionen des 3D Druckers und seines Druckkopfes sind in den Maschineneinstellungen noch die G-Code-Schnipsel wichtig. Diese Kommandos werden vor und nach jedem Druck ausgeführt. Sie sorgen zum Beispiel dafür, dass der Druckkopf jedes Mal auf die Home Position fährt oder er vor dem Druck eine Linie auf die linke Seite des Druckbetts druckt, um die Extrusion anzuregen und überschüssiges Material abzustreifen.
Start G-Code:
- M117 Getting the bed up to temp!
- M140 S{material_bed_temperature_layer_0} ; Set Heat Bed temperature
- M190 S{material_bed_temperature_layer_0} ; Wait for Heat Bed temperature
- M117 Getting the extruder up to temp!
- M104 S{material_print_temperature_layer_0} ; Set Extruder temperature
- G92 E0 ; Reset Extruder
- M117 Homing axes
- G28 ; Home all axes
- M109 S{material_print_temperature_layer_0} ; Wait for Extruder temperature
- G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed
- G1 X4.1 Y20 Z0.3 F5000.0 ; Move to start position
- M117; Purging
- G1 X4.1 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line
- G1 X4.4 Y200.0 Z0.3 F5000.0 ; Move to side a little
- G1 X4.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line
- G92 E0 ; Reset Extruder
- M117 Lets make
- G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed
- G1 X5 Y20 Z0.3 F5000.0 ; Move over to prevent blob squish
End G-Code:
- G91; Relative positioning
- G1 E-2 F2700; Retract a bit
- G1 E-2 Z0.2 F2400 ;Retract a bit more and raise Z
- G1 X5 Y5 F3000 ;Wipe out
- G1 Z10 ;Raise Z by 10mm
- G90 ;Return to absolute positioning
- G1 X0 Y{machine_depth} ;TaDaaaa
- M106 S0 ;Turn-off fan
- M104 S0 ;Turn-off hotend
- M140 S0 ;Turn-off bed
- M84 X Y E ;Disable all steppers but Z
Nachdem du in die Maschineneinstellungen vorgenommen hast und den Drucker hinzufügst, wird Cura Profile für die Druckeinstellungen erstellen mit Standardwerten, die nicht auf den BQ-Hurakan angepasst sind. Viele davon sind unabhängig vom 3D Drucker, manche jedoch sehr. Vor allem solche Einstellungen wie die Retraction sind sehr individuell für jeden 3D Drucker.
Natürlich spielt es auch eine große Rolle, mit welchem Filament gedruckt wird. Daher gehen wir nun auf die besten Cura Einstellungen für den BQ-Hurakan mit den wichtigsten Standard Filamenten ein.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen auf einen Blick
Das hier sind die richtigen Cura Einstellungen für den BQ-Hurakan für PLA:
- Drucktemperatur: 200-205 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 60 mm/s
- Einzug (Retraction): 4 mm bei 100 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
PLA lässt sich am einfachsten von allen 3D Druck Filamenten drucken. Trotzdem ist es wichtig, die Druckeinstellungen richtig einzustellen, da es sonst zu diversen Druckfehlern kommen kann.
Die Einstellung, bei der du dir am wenigsten Gedanken machen musst, ist die Druckbett-Temperatur. Der BQ-Hurakan verfügt über ein PEI-beschichtetes Druckbett, auf dem PLA Filament nahezu perfekt haftet. Solange das Druckbett richtig nivelliert ist, wird PLA auch bei sehr filigranen Objekten optimal darauf haften.
Du brauchst also bei der Druckbett-Temperatur nicht viel auszuprobieren, bis du die richtige Einstellung gefunden hast. Die oben angegebenen 60 °C sind ideal für PLA.
Da der BQ-Hurakan über einen Bowden-Extruder verfügt, kann es sein, dass du die oben angegebenen Werte für die Retraction leicht für das jeweils verwendete PLA Filament anpassen musst. Wie du die Retraction kalibrierst, erfährst du weiter unten in diesem Artikel.
ABS Einstellungen auf einen Blick
Dadurch, dass der BQ-Hurakan so hohe Temperaturen erreichen kann, kannst du mit ihm auch hervorragend mit ABS drucken. Die einzige Hürde, die du haben wirst, ist Warping bei großen Objekten. ABS schrumpft nämlich beim Abkühlen und kann sich so während des Drucks vom Druckbett lösen oder komplett verziehen.
Kleinere Objekte sind jedoch ohne Probleme druckbar. Wenn du auch größere Objekte mit dem BQ-Hurakan aus ABS drucken möchtest, wäre ein passendes 3D Drucker Gehäuse ratsam, um die Umgebungstemperatur gleichmäßig warmzuhalten. Dieses Zelt von Creality ist dafür perfekt geeignet.
Falls du trotzdem Probleme mit der Druckbetthaftung haben solltest, solltest du die Druckgeschwindigkeit für die erste Schicht reduzieren, am besten auf 5 bis 10 mm/s. Dadurch kühlt das gedruckte Filament langsamer aus und kann sich besser mit der Druckbett Oberfläche verbinden.
TPU Einstellungen auf einen Blick
Der BQ-Hurakan ist für so gut wie alle Filamente hervorragend geeignet. Nur für flexible Filamente wie TPU ist der Bowden-Extruder zu anfällig für Ungenauigkeiten in der Extrusion.
Bei einem Bowden-Extruder ist die Strecke zwischen und dem Extruder, also dem Punkt an dem das Filament angetrieben wird, und der Nozzle sehr viel länger als bei dem Direct Drive Extruder. Auf dieser langen Strecke kann das flexible Filament die Bewegungen des Extruders teilweise ausgleichen.
Dadurch kann es zu Druckfehlern wie Stringing kommen oder sogar zu Verstopfungen der Nozzle.
Das heißt aber nicht, dass TPU komplett unmöglich ist mit dem BQ-Hurakan. Falls du es trotzdem probieren möchtest, solltest du die Druckgeschwindigkeit reduzieren, am besten auf 20 bis 30 mm/s und mit der Retraction herumexperimentieren, bis du einen akzeptablen Wert gefunden hast.
PETG Einstellungen auf einen Blick
Das hier sind die richtigen Cura Einstellungen für den BQ-Hurakan für PETG:
- Drucktemperatur: 250-250 °C
- Druckbett-Temperatur: 70 °C
- Druckgeschwindigkeit: 60 mm/s
- Einzug (Retraction): 3-4 mm bei 80-100 mm/s
- Kühlung: 50-100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Die richtigen Einstellungen für PETG zu finden, ist oft nicht leicht. PETG neigt nämlich stark dazu, Fäden ziehen. Um das Stringing bei PETG in den Griff zu bekommen, ist es nötig neben der richtigen Drucktemperatur auch die Retraction korrekt einzustellen.
Ich habe die oben angegebenen Einstellungen mit zwei verschiedenen PETG Sorten getestet. Die Ergebnisse waren jeweils einwandfrei, jedoch zwischen den beiden Sorten unterschiedlich. Es ist also wichtig, dass du besonders die Retraction kalibrierst – mehr dazu später.
Auch unterscheiden sich verschiedene PETG Filamente darin, dass sie eine unterschiedliche Kühlung während des Drucks benötigen. Meistens erreichst du gute Ergebnisse mit einer Kühlrate von 100%, manchmal solltest du sie jedoch reduzieren. Auch hier gilt es also etwas zu experimentieren.
Beste Cura Einstellungen für den BQ-Hurakan
Nachdem wir auf die Cura Einstellungen für den BQ-Hurakan für die verschiedenen Standard Filamente angegangen sind, schauen wir uns nun die einzelnen Einstellungen im Detail an.
Drucktemperatur
Die besten Drucktemperaturen für den BQ-Hurakan in Cura:
- PLA: 200-205 °C
- ABS: 240-245 °C
- PETG: 250-250 °C
Die Drucktemperatur ist eine der ersten Einstellungen, die du für das jeweilige Filament anpassen musst. Wenn die Drucktemperatur falsch eingestellt ist, können diverse Druckfehler auftreten. Auch kann die Druckbetthaftung oder die Schichthaftung unter einer falsch eingestellten Temperatur leiden.
Da das Hotend des BQ-Hurakan eine maximale Temperatur von 260 °C erreichen kann, kannst du damit alle Standard Filamente und viele der exotischeren Filamente problemlos verarbeiten.
Meiner Erfahrung nach, ist die eingestellte Temperatur am 3D Drucker auch sehr nahe an der tatsächlichen Temperatur. Beim BQ-Hurakan kannst du also meistens die empfohlenen Drucktemperaturen des Herstellers als guten Startwert für weitere Optimierungen verwenden.
Druckbett-Temperatur
Die besten Druckbett-Temperaturen für den BQ-Hurakan in Cura:
- PLA: 60 °C
- ABS: 90 °C
- PETG: 70 °C
Die Druckbett-Temperatur ist einzig und allein dafür wichtig, um eine gute Druckbetthaftung für das jeweils verwendete Filamente zu erzeugen.
Die oben angegebenen Werte für die verschiedenen Filamente sollten optimale Richtwerte abgeben. Meistens sind sie sogar schon optimal. Das PEI-beschichtete Druckbett des BQ-Hurakan bietet an sich schon eine hervorragende Haftung, wodurch es nicht nötig ist lange nach der richtigen Druckbett-Temperatur zu suchen. Meistens kannst du auch mit der Temperatur etwas nach unten gehen, um einen Elefantenfuß durch zu hohe Temperaturen zu vermeiden.
Druckgeschwindigkeit
Die beste Druckgeschwindigkeit für den BQ-Hurakan in Cura:
- PLA: 60 mm/s
- ABS: 60 mm/s
- PETG: 60 mm/s
Was die Druckgeschwindigkeit angeht, ist der BQ-Hurakan sehr flexibel. Durch Klipper und den Beschleunigungssensor, werden Vibrationen ausgeglichen, die durch zu schnelle Bewegungen des Druckkopfs entstehen. Dadurch sind höhere Druckgeschwindigkeiten möglich, ohne dabei Druckfehler wie Ringing oder Ghosting hervorzurufen.
Trotzdem ist eine Druckgeschwindigkeit von 60 mm/s ein guter Richtwert, mit dem du starten kannst. Diese Geschwindigkeit ist im Vergleich zu anderen kartesischen FDM 3D Druckern schon gut und du kannst hier mit Sicherheit noch weiter nach oben gehen, wenn dir Zeit wichtig ist.
Schichthöhe
Die besten Schichthöhen für den BQ-Hurakan in Cura:
- Dekorative Objekte: 0,1 mm
- Standard: 0,2 mm
- Grobe, schnelle Drucke: 0,3 mm
Die Schichthöhe ist unabhängig vom 3D Drucker. Sie hängt nur von der verwendeten Nozzle ab. Der BQ-Hurakan kommt standardmäßig mit einer 0,4 mm Nozzle, so wie die meisten anderen 3D Drucker auch.
Die verwendete Schichthöhe sollte sich im Bereich zwischen 25 und 75% des Nozzle Durchmessers bewegen. Also im Fall einer 0,4 mm Nozzle, kannst du Schichthöhen von 0,1 bis 0,3 mm verwenden.
Je kleiner die Schichthöhe ist, desto feiner wird die Oberfläche. Je gröber die Schichthöhe ist, desto weniger Zeit benötigt der Druck. Es hängt also vom Anwendungsbereich des Objektes ab, welche Schichthöhe du verwendest.
Flussrate
Die beste Flussrate für den BQ-Hurakan in Cura:
- Standardwert: 100%
- Bei Über-Extrusion: 90% bis 99%
- Bei Unter-Extrusion: 101% bis 110%
Eine Anpassung der Flussrate kann Druckfehler, die durch eine Über-Extrusion oder eine Unter-Extrusion hervorgerufen werden, eliminieren. Wie du die Flussrate kalibrierst, erfährst du weiter unten in diesem Artikel.
Du kannst die Flussrate aber auch nur für die erste Schicht anpassen und durch eine leichte Erhöhung die Druckbett-Haftung verbessern. Dabei besteht aber die Gefahr, dass du künstlich einen Elefantenfuß erzeugst. Sei also vorsichtig mit dieser Einstellung.
Einzug (Retraction)
Die besten Einstellungen für den Einzug (Retraction) für den BQ-Hurakan in Cura:
- PLA: 4 mm bei 100 mm/s
- ABS: 4 mm bei 90 mm/s
- PETG: 3-4 mm bei 80-100 mm/s
Die Einstellungen für die Retraction sind beim BQ-Hurakan essenziell, um klassische Druckfehler wie Stringing zu vermeiden. Die oben angegebenen Werte sollten solche Druckfehler vermeiden, jedoch wird es mit Sicherheit nötig sein, sie auf das jeweils verwendete Filament abzustimmen.
Beim BQ-Hurakan ist die Retraction Geschwindigkeit ungewöhnlich hoch. Trotzdem habe ich damit die besten Ergebnisse bekommen. Außerdem wird dieser Wert von BIQU empfohlen.
Infill
Die beste Infill Dichte für den BQ-Hurakan in Cura:
- Deko-Objekte: 0-15%
- Standardobjekte: 15-50%
- Stabile Objekte: 50-100%
Mit dem Infill, also der Struktur des Filaments im Inneren des Objekts, kannst du dessen Stabilität beeinflussen. Je mehr Filament im Inneren gedruckt wird, also je höher die Infill Dichte ist, desto stabiler wird das fertige Objekt.
Falls das Objekt nur dekorative Zwecke hat, brauchst du nicht so viel Filament im Inneren. Infill Dichten von 0 bis 15% sind hier ratsam, um Filament und Druckzeit zu sparen. Falls du jedoch Objekte drucken möchtest, die sehr stabil sein sollen, solltest du mit Dichten von 50% oder mehr arbeiten.
Neben der Dichte ist aber auch das Muster des Infills entscheidet darüber, wie stabil das Objekt wird. Es gibt Muster, die schnell gedruckt werden können, dafür aber nicht ganz so stabil sind und es gibt Muster, die sehr kompliziert sind, dafür jedoch eine hohe Stabilität bieten.
Hohe Stabilität (für stabile Objekte):
- Würfel
- Würfel-Unterbereich
- Octet
- Gyroid
Mittlere Stabilität (für Standardobjekte):
- Gitter
- Dreiecke
- Tri-Hexagonal
Niedrige Stabilität (für Deko-Objekte):
- Linien
- Zickzack
- Blitz
Erste Schicht
Das sind die besten Cura Einstellungen für die erste Schicht beim BQ-Hurakan:
- Schichthöhe: 100-200% der normalen Schichthöhe (höhere Werte, um Druckbett Haftung zu erhöhen)
- Linienbreite: 100-200% der normalen Linienbreite (höhere Werte, um Druckbett Haftung zu erhöhen)
- Drucktemperatur: So wie der Rest des Objekts oder 5-10 °C höher für eine bessere Druckbett Haftung.
- Druckgeschwindigkeit: 50% der normalen Druckgeschwindigkeit (also 25 mm/s bei einer normalen Druckgeschwindigkeit von 50 mm/s) oder 5-10 mm/s für eine hohe Druckbett Haftung
- Flussrate: 100-110% (höhere Werte bei einer schlechten Druckbett Haftung)
Beim BQ-Hurakan brauchst du dir gar nicht so viele Gedanken über die erste Schicht zu machen. Durch das PEI-beschichtete Druckbett reicht es meistens aus, die Druckbett-Temperatur und den z-Offset richtig einzustellen, um eine perfekte Haftung zu erzeugen.
Falls du trotzdem Probleme haben solltest, kannst du mit den oben beschriebenen Cura Einstellungen die Druckbetthaftung erhöhen. Dabei zielen diese Einstellungen darauf ab, dass das Filament länger benötigt, um abzukühlen. Je länger es heiß auf dem Druckbett liegt, desto besser kann es in die feinen Ritzen der PEI-Beschichtung fließen und eine gute Haftung erzeugen.
Cura Einstellungen Kalibrieren für den BQ-Hurakan
Auch wenn die in diesem Artikel angegebenen Werte gute Richtwerte für die den BQ-Hurakan darstellen, wirst du optimale Ergebnisse nur erreichen, wenn du die wichtigsten Einstellungen kalibrierst.
Jeder 3D-Drucker und jedes Filament ist etwas anders, wodurch auch die Druckeinstellungen auf die jeweilige Kombination kalibriert werden muss.
Um diese Einstellungen zu kalibrieren, benötigst du geeignete Objekte. Diese Objekte wurden dazu designt, bestimmte Druckfehler zu provozieren. So kannst du die Einstellungen in kleinen Schritten anpassen und das Ergebnis beobachten.
Du findest solche Objekte auf den meisten Portalen, auf denen es Druckdateien gibt (wie Thingiverse) oder im Calibration Shapes Plug-in von Cura.

Lies den detaillierten Kalibrier-Guide:
3D-Drucker Kalibrierung: Schritt-für-Schritt Anleitung
Drucktemperatur Kalibrieren
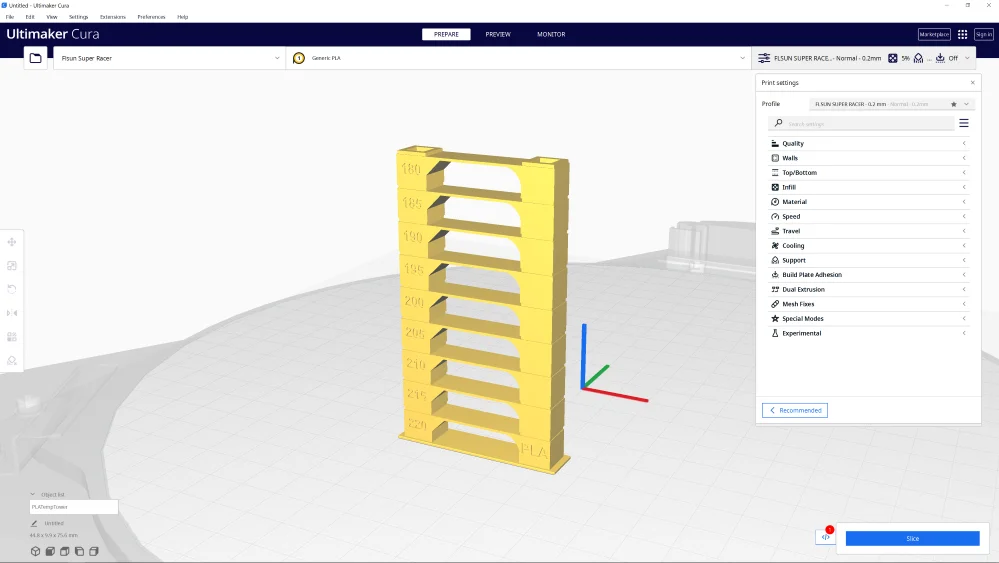
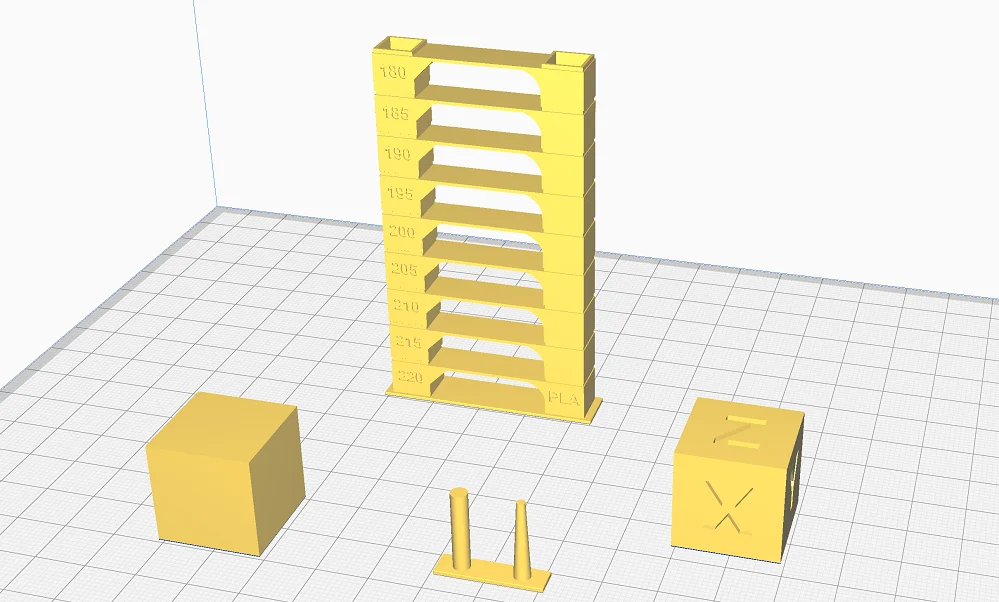
Auch um die Drucktemperatur zu kalibrieren, gibt es viele verschiedene Objekte. Mein Favorit darunter ist der klassische Temperatur-Turm. Ein solcher Turm besteht aus mehreren Ebenen, die bei verschiedenen Temperaturen gedruckt werden.
Wenn das Objekt fertig gedruckt wurde, kannst du dann sofort sehen, bei welcher Temperatur die wenigsten Druckfehler entstanden sind.
Flussrate Kalibrieren
Bei der Kalibrierung der Flussrate geht es darum, dass die tatsächlich gedruckte Linienbreite so breit ist wie in Cura angegeben. Es gibt mehrere Optionen, wie du dies kalibrieren kannst.
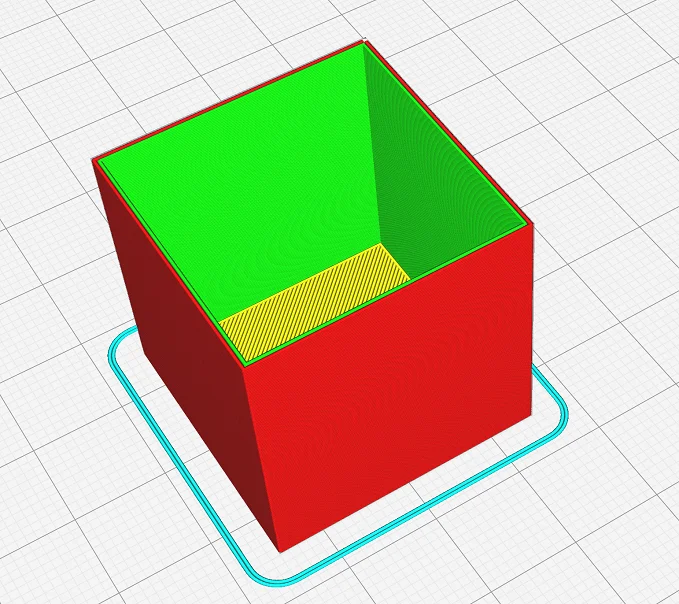
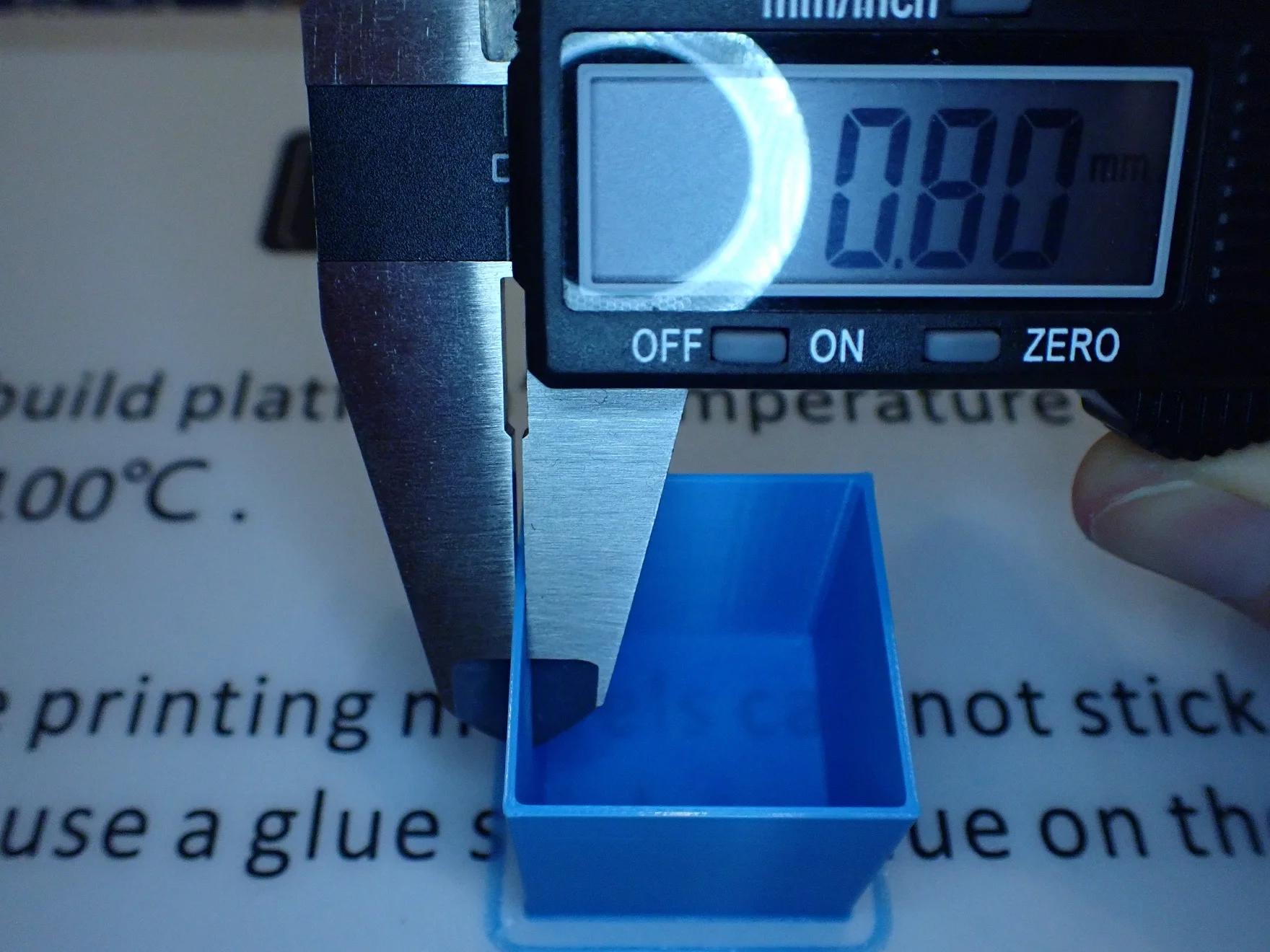
Ich drucke dazu meistens einen hohlen Würfel ohne Deckel, damit ich nach dem Druck die Wandstärke mit einem Messschieber ausmessen kann. Achte dabei darauf, wie viele Wandlinien du eingestellt hast, da du dich sonst wunderst, warum die Wandstärke ein Mehrfaches deiner Linienbreite beträgt.
Aus dem gemessenen Wert kannst du die tatsächliche Linienbreite berechnen und mit dem Wert in Cura vergleichen. Passe die Einstellung so lange an, bis die beiden Werte identisch sind.
Retraction Kalibrieren
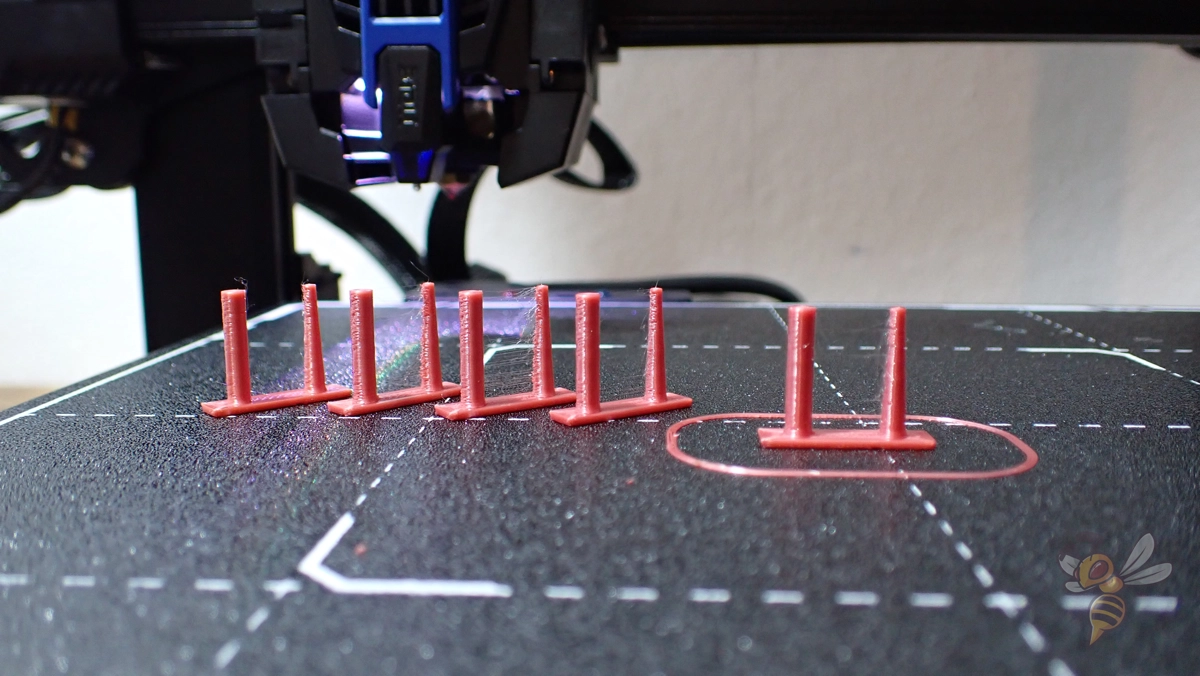
Bei der Kalibrierung der Retraction geht es darum, Druckfehler wie Stringing zu vermeiden. Daher bieten sich Objekte an, bei denen Stringing sofort offensichtlich wäre. Eines der einfachsten Objekte dafür sind die beiden kleinen Säulen aus dem Calibration Shapes Plug-in.
Wenn Retraction Einstellung nicht optimal ist, entstehen zwischen diesen beiden Säulen feine Filament Fäden. Starte bei den oben angegebenen Werten für die Retraction für das jeweilige Filament und passe die Retraction Distanz und die Retraction Geschwindigkeit jeweils in kleinen Schritten an, bis du keine oder nur extrem wenige feine Härchen siehst.
Fazit
Ich hoffe, dieser Artikel hilft dir dabei, die optimalen Cura Einstellungen für deinen BQ-Hurakan zu finden. Es ist immer ein sehr befriedigendes Erfolgserlebnis, wenn man nach einer Kalibrierung perfekte Ergebnisse erzielt – viel Erfolg!
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
