
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Anycubic ist ein sehr bekannter Hersteller von 3D Druckern. Aber auch die Filamente sind sehr beliebt in der 3D Druck Community. Lange ist das Anycubic PLA Filament* schon ein Bestseller. In diesem Artikel wird das Filament auf Herz und Nieren geprüft.
Das Anycubic PLA Filament hat eine homogene Dicke mit einer Toleranz von ± 0,02 mm und einen Temperaturbereich von 190-230 °C. Es erzeugt eine hervorragende Druckbett Haftung, ist sehr ordentlich gewickelt und vakuumverpackt. Das Filament lohnt sich sowohl für Anfänger als auch Experten.
Neben den Eigenschaften des Filaments, wird in diesem Artikel auch die Verarbeitbarkeit und die Performance im Druck getestet. Außerdem lernst du wie man den 3D Drucker auf jedes neue Filament kalibrieren kann.

Preis prüfen bei:
Table of Contents:
Technische Daten
- Temperaturbereich: 190 – 230 °C
- Druckbett Temperatur: 50 – 80 °C
- Filament-Genauigkeit: 1,75 mm ± 0,02 mm
- Verpackung: Vakuumverpackt, geordnet gewickelt
- Gewicht: 1 kg Filament + 0,35 kg Spule
- Spulen Dimensionen: Höhe = 60 mm; Innendurchmesser = 75 mm; Außendurchmesser = 200 mm
Wicklung

Bei Filamenten schlechter Qualität ist nicht nur das Material unzureichend, auch die Wicklung auf der Spule ist chaotisch. Wenn das Filament nicht ordentlich gewickelt ist, kann es sich beim Abrollen durch den 3D Drucker verheddern. Dann versucht der Extruder mehr Filament zu laden, zieht aber vergeblich am Filament und der Druck schlägt fehl.
Dieser Druckfehler ist immer sehr ärgerlich, weshalb es sich allein schon aus diesem Grund lohnt in hochwertiges Filament zu investieren. Beim Anycubic PLA Filament war jede einzelne Wicklung perfekt auf der Spule aufgerollt. Man erkennt deutlich, dass der Hersteller das Aufwickeln im Griff hat.
Dicke


Die Dicke des Filaments muss gleichbleibend sein, damit immer dieselbe Menge an Filament extrudiert wird. Ist die Dicke des Filaments nicht homogen, ist die Linienbreite unterschiedlich je nachdem ob gerade ein dickeres Stück Filament extrudiert wurde oder ein dünneres Stück Filament.
Damit also eine gleichbleibende Qualität über das gesamte Objekt sichergestellt ist, darf die Dicke des Filaments sich nur innerhalb einer bestimmten und sehr kleinen Toleranz bewegen. Anycubic gibt dafür eine Toleranz von ± 0,02 mm an.
Ich habe das Filament über mehrere Wicklungen mit einem Messschieber vermessen und kam auf eine maximale Abweichung von 0,01 mm. Dies ist extrem gut, liegt in der Messunsicherheit und sollte eine gleichbleibende Druckqualität sicherstellen – zumindest was die Extrusion angeht.
Kalibrierung
Immer wenn du grundlegende Dinge an deinem 3D Druck System änderst (wie die Nozzle, das Filament, oder sogar den 3D Drucker) solltest du die neue Kombination kalibrieren, um gute Ergebnisse zu bekommen.
Beim PLA Filament von Anycubic brauchte ich nicht viel Kalibrieraufwand, um die perfekten Einstellungen zu finden. Die hohe Qualität des Filaments vergibt so manchen Fehler!
Auch wenn es dutzende Einstellungen im Slicer gibt mit denen du das Ergebnis des 3D Drucks optimieren kannst, sind insbesondere diese drei Einstellungen wichtig:
- Flussrate
- Druck Temperatur
- Einzug / Retraction
Zu diesen drei wichtigen 3D Druck Parametern gibt es unzählige Kalibrierobjekte. Du findest sie auf Portalen wie Thingiverse oder in Plugins beliebter Slicer. Ich selber verwende gerne das “Calibration Shapes” Plugin in Cura. Mit diesem Plugin kannst du direkt in Cura passende Kalibrierobjekte laden und anpassen.
Die beste Strategie einen 3D Drucker zu kalibrieren ist es von einem vorhandenen Standardprofil im Slicer auszugehen. Du versuchst dich dann in kleinen Schritten der perfekten Einstellung zu nähern und dabei immer nur eine Einstellung zu verändern, damit du weißt auf welche Änderung das Ergebnis zurückzuführen ist.
Hier findest du die besten Cura Profile beliebter 3D Drucker:
- Beste Cura-Einstellungen für den Ender 3 S1 – Guide & Liste
- Bestes Ender 6 Cura Profil | Beste Einstellungen
- Ender 5 (Plus/Pro) Cura-Profil | Die besten Einstellungen
- Die Besten Cura Einstellungen für den Anycubic Mega S
- Beste Cura-Einstellungen für den Ender 3 – Guide & Liste
Flussrate

Wenn die Flussrate nicht richtig kalibriert ist, wird zu viel oder zu wenig Filament extrudiert und die Linienbreite entspricht in der Realität nicht dem was du im Slicer eingegeben hast.
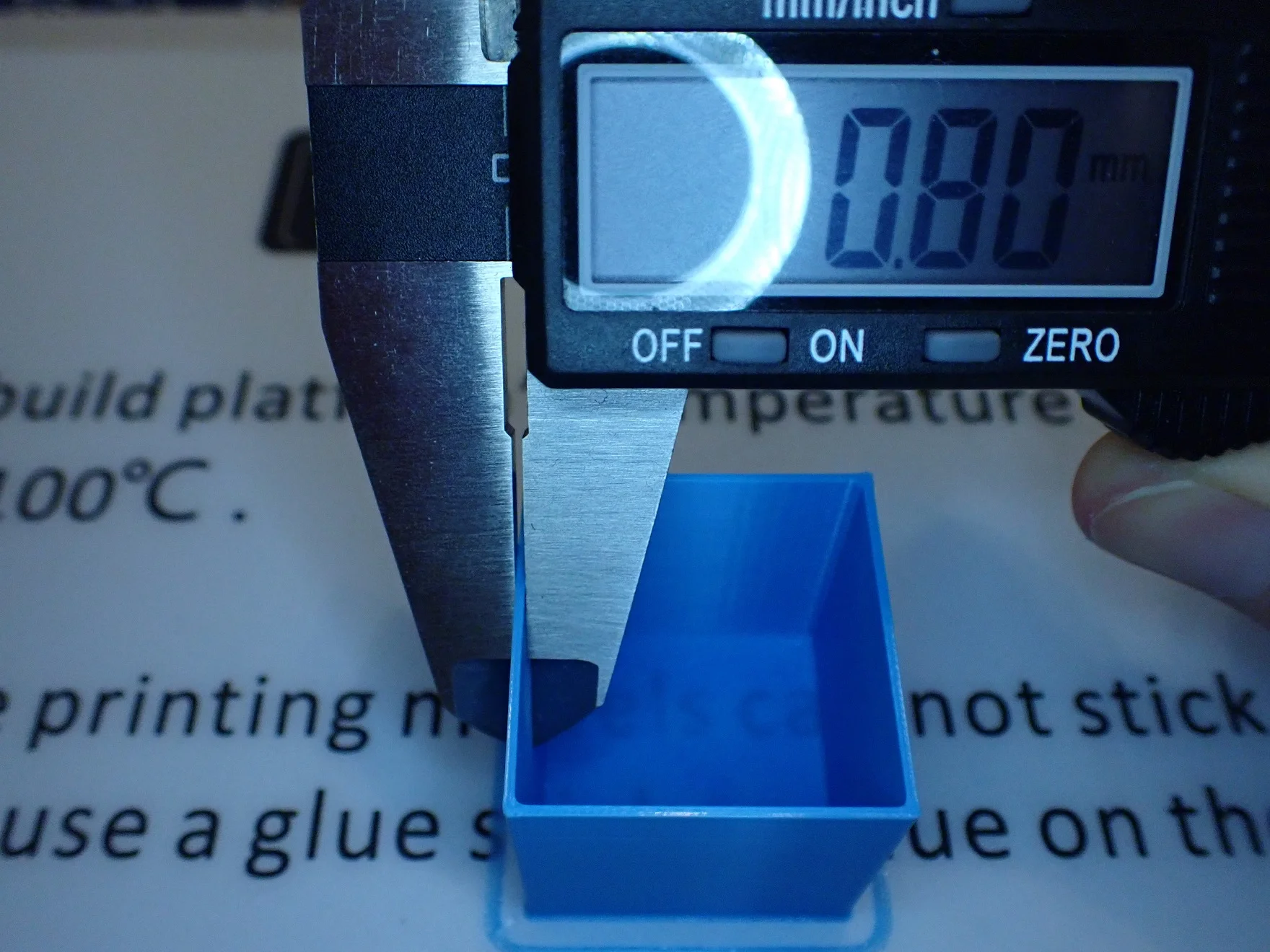
Um die Flussrate zu kalibrieren, musst du einen hohlen Würfel, ohne Infill, ohne obere Schichten und mit zwei Wänden drucken. Nachdem du den Würfel gedruckt hast, kannst du die Wandstärke ausmessen und die Flussrate prüfen.
Beispiel:
- Anzahl Wände = 2
- Linienbreite = 0,4 mm
- Dicke der Wand SOLL = 0,8 mm
- Dicke der Wand IST = 0,82 mm
- Flussrate um 2,5% zu hoch
Formel: ((Ist-Soll)/(Anzahl Wände))/Linienbreite - Neue Flussrate = 97,5%
Um die neue Flussrate zu testen solltest du den Druck einmal wiederholen und gegebenenfalls die Flussrate erneut anpassen.
Temperatur

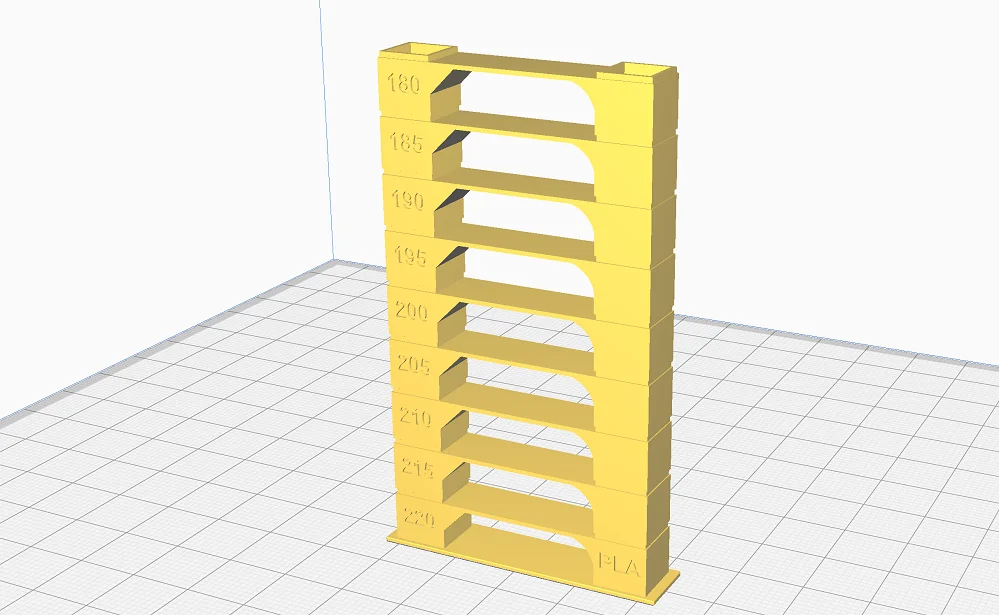
Eine falsche Drucktemperatur kann zu sehr vielen Druckfehlern führen. Um sie richtig zu kalibrieren brauchst du nur ein einziges Objekt zu drucken. Ein sogenannter Temperatur Turm ist in mehrere Etagen aufgeteilt die durch ein Skript im Slicer mit verschiedenen Temperaturen gedruckt werden.
Die Geometrie des Turms ist so gestaltet, dass sie Druckfehler begünstigt. Daher wirst du nach dem Druck schnell sehen welche Temperatur am wenigsten Druckfehler produziert hat. Im Plugin “Calibration Shapes” in Cura sind auch passende Skripts enthalten mit denen du den Temperatur Turm drucken kannst. In diesem Skript kannst du angeben bei welchen Schichten welche Temperaturen verwendet werden sollen.
Retraction

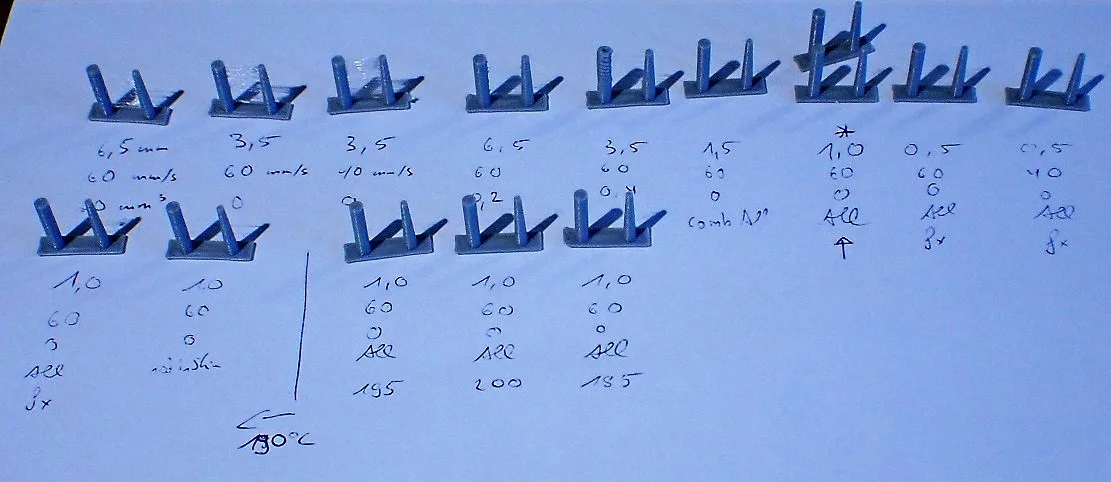
Stringing zählt zu den häufigsten Problemen im 3D Druck. Auch PLA bleibt davon nicht verschont. Neben der Temperatur und der Qualität des Filaments, zählt der Einzug bzw. die Retraction zu den wichtigsten Faktoren beim Stringing. Die falschen Einstellungen können schnell zu Frustration führen, weshalb es so wichtig diese zu kalibrieren.
An Kalibrierobjekten für die Retraction mangelt es nicht, mein Favorit kommt jedoch auch aus dem Plugin “Calibration Shapes” in Cura. Dieser kleine Test ist innerhalb von wenigen Minuten gedruckt, wodurch du schnell hintereinander verschiedenste Einstellungen testen kannst.
Druckbett Haftung
Ich habe das PLA Filament von Anycubic auf verschiedenen Druckbett Oberflächen getestet. Die beste Druckbett Haftung gab es auf einem PEI Druckbett*.
Aber auch Glas, Blue Tape und andere Druckbett Oberflächen sind für das PLA Filament von Anycubic geeignet. Jedoch brauchte ich bei diesen Oberflächen bei sehr filigranen ersten Schichten Hilfsmittel wie Magigoo um eine ausreichende Haftung zu generieren.
Schichthaftung
Die Haftung der einzelnen Schichten untereinander ist wichtig für die mechanische Stabilität des fertigen Objekts. Wenn die Haftung zu gering ist, können sich die ausgekühlten Schichten voneinander lösen. Aber auch während des Drucks ist eine gute Haftung untereinander wichtig für ein erfolgreiches Ergebnis.
Mit den richtigen Einstellungen, die ich wie oben beschrieben kalibriert habe, gab es keinerlei Probleme mit der Schichthaftung beim Anycubic PLA Filament.
Stringing
Stringing kann auch abhängig von der Qualität des Filaments sein. Minderwertiges Filament neigt häufiger zu Stringing, da schlechtere Materialien und Verunreinigungen präsent sein können.
Wenn das Material nicht homogen ist, kommt es schnell zu Stringing. Das PLA Filament von Anycubic wird professionell hergestellt und aus hochwertigen Materialien produziert. Natürlich kann es dann immer noch mit den falschen Einstellungen für die Druck Temperatur und die Retraction zu Stringing kommen. Bei hochwertigen Filamenten ist es aber viel einfacher die richtigen Einstellungen zu finden.
Verunreinigungen
Wird ein Filament aus minderwertigen Materialien mit Verunreinigungen hergestellt, können diese während des Drucks zu diversen Problemen führen. Wie gerade schon angesprochen, kann dies zu Stringing führen. Es kann aber auch sein, dass diese Verunreinigungen während der Extrusion zu Blasen oder Verfärbungen führen.
Nach mehreren hundert Metern verbrauchtem PLA Filament von Anycubic ist mir keine Verunreinigung aufgefallen.
Ergebnisse
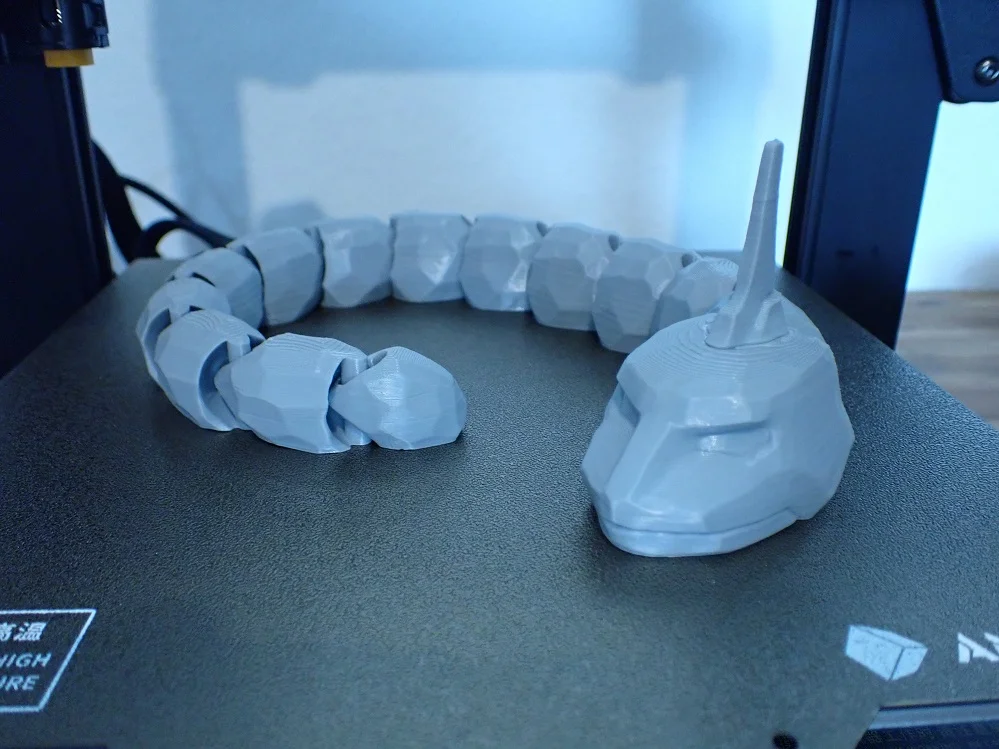



Neben diversen Kalibrierobjekten habe ich auch andere Modelle mit dem PLA Filament von Anycubic gedruckt:
All diese Objekte wurden nahezu fehlerfrei gedruckt mit etwas Stringing hier und da.
Preis prüfen bei:
Fazit
Das PLA Filament von Anycubic* bietet durch seine gute Performance und seinen niedrigen Preis ein sehr gutes Preis-Leistungs-Verhältnis. Ich konnte in meinem praktischen Test keine großen Nachteile entdecken, weshalb ich es jedem empfehlen kann.
Falls du dich für dieses Filament entscheiden solltest, solltest du auch daran denken es trocken zu lagern. Am besten geht dies in passenden, luftdichten Filamentboxen*.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
