
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Überhänge und Brücken gehören im 3D-Druck zu den Druckfehlern, welche den Unterschied zwischen einem hervorragenden und schlechten Druck darstellen. Wenn du die geeigneten Einstellungen wählst, kannst du vermeiden, dass sich deine Überhänge und Brücken hochbiegen.
Hier sind unsere Tipps, um Wölbungen und andere Fehler bei Überhängen zu vermeiden:
- Kleinere Schichtdicke
- Tiefere Temperaturen
- Mit Druckgeschwindigkeit experimentieren
- Größere Extrusionsbreite
- PLA macht die schönsten Überhänge
- Infill Dichte erhöhen
- Schneller kühlen
- Gezielte Supportstrukturen
Auf die einzelnen Punkte gehen wir im weiteren Verlauf des Artikels näher drauf ein.
Um deine Maßnahmen zu prüfen, findest du in diesem Artikel geeignete Testobjekte. Und hier findest du allgemeine Tipps für bessere Überhänge.
Table of Contents:
Schichtdicke
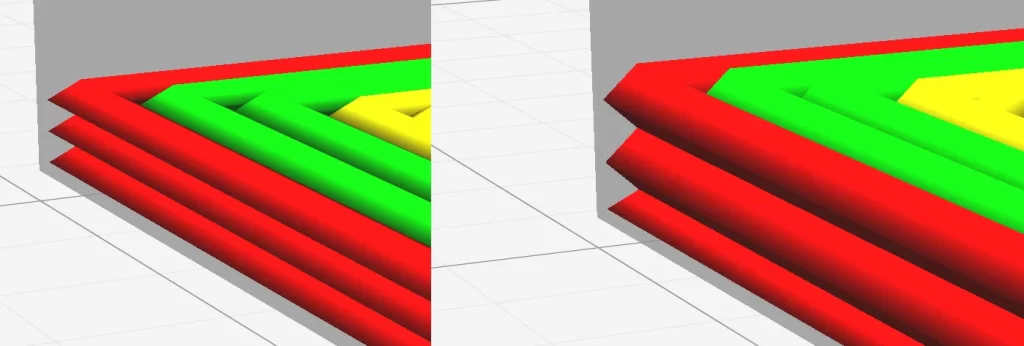
Wenn du Überhänge sauber drucken möchtest, solltest du mit einigen Parametern spielen. Leider haben nur wenige User den Faktor der Schichtdicke auf dem Radar.
Bedenke, dass die ideale Schichtdicke für einen sauberen Überhang das A und O ist. Eine großzügige Schichtdicke bietet mehr Auflagefläche, während eine dünnere Schichtdicke weniger Leerraum bedeutet. Ein geringerer Leerraum sorgt für sauberere Überhänge und du kannst den Winkel, in welchem du Überhänge druckst, bei einer geringeren Schichtdicke erhöhen.
Der Grund hierfür ist, dass der gedruckte Werkstoff eine leicht gequetschte runde Schicht ist. Bedenke, dass mehrere kleine Würste ein saubereres Abbild darstellen als wenige große Filament-Stränge.
Geeignete Temperatur

Ein weiterer Faktor für schöne Überhänge stellt die passende Temperatur dar.
Wenn du die Temperatur zu hoch wählst, fängt der Werkstoff bei extremeren Winkeln leicht an, zu hängen.
Sollte die Temperatur zu niedrig sein, besteht das Risiko, dass sich der Werkstoff mit der darunterliegenden Layer nicht schön verbindet.
Generell solltest du die Temperatur für den Überhang-3D-Druck so kalt wie möglich einstellen. Je heißer der Werkstoff ist, desto flüssiger wird das Filament und umso eher beginnt es, herunterzuhängen.
Das Problem hierbei ist, dass das Verhalten des Übergangs und der Brücke sehr stark vom verwendeten Filament abhängt.
Beachte, dass nicht nur unterschiedliche Filament-Typen wie beispielsweise PLA, ABS, PETG und TPU andere Drucktemperaturen benötigen, sondern auch dieselben Materialien von verschiedenen Herstellern.
Tipp für die ideale Drucktemperatur:
Besonders hilfreich erweisen sich Temperatur-Türme. Mit diesem kannst du das Druckverhalten von Werkstoffen beim 3D-Druck von Überhängen bei unterschiedlichen Temperaturen testen.
Für perfekte Ergebnisse solltest du den Temperatur-Turm für jedes Filament eines neuen Materials bzw. Herstellers einsetzen, damit du die ideale Einstellung für deine Überhänge und Brücken findest.
Druckgeschwindigkeit
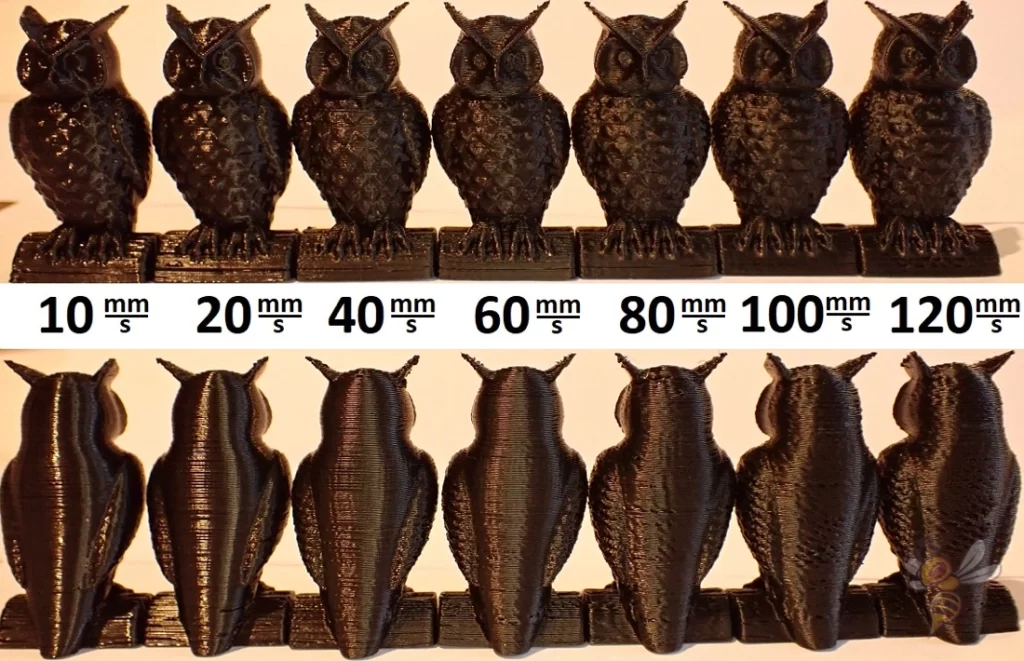
Auch die Geschwindigkeit ist für die Druckqualität des Überhangs oder der Brücke ein wichtiges Kriterium. Leider können wir dir nicht mit einer allgemeingültigen Empfehlung für die Druckgeschwindigkeit weiterhelfen. Einige Werkstoffe liefern bessere Druckergebnisse, wenn du langsam druckst, während bei anderen Filamenten eine höhere Druckgeschwindigkeit anzuraten ist.
Du findest die geeignete Druckgeschwindigkeit nur durch Experimentieren heraus.
Auch wenn dein Slicer mit keinem eigenen Wert für die Geschwindigkeit für Brücken und Überhänge aufwartet, bieten einige Cheats die Möglichkeit, mit diesem Parameter zu spielen. Wenn du einen Slic3r besitzt, kannst du mit der Option „Detect bridging perimeters“ die entsprechenden Einstellungen für den Druck von Brücken treffen.
Extrusions- und Düsenbreite

Eine größere Extrusionsbreite kann sich bei extremen Überhängen als hilfreich erweisen. Je breiter die Linien gedruckt werden, desto einfacher ist es eine stabile Konstruktion bei Überhängen zu drucken.
Die Extrusionsbreite kann maximal 200% des Nozzle Durchmessers betragen. Bei einer normalen 0,4 mm Nozzle würde dies also eine Linienbreite von maximal 0,8 mm begeben.
Wenn du das Filament breiter extrudieren möchtest, solltest du zu einer größeren Düse greifen. Wenn das Filament noch breiter gedruckt wird, kann ein stärkerer Überhang-Winkel erreicht werden. Grund hierfür ist, dass die Auflagefläche größer ist.
Druckreihenfolge der Außenhaut
Die äußeren Schichten solltest du stets von innen nach außen drucken. Achte darauf, dass die äußerste Schicht besonders langsam gedruckt wird.
Wenn du Überhänge druckst, ist es anzuraten, den Druck von innen nach außen durchzuführen. Die äußerste Schicht solltest du besonders langsam drucken.
Speziell bei starken Überhängen ist der Druck von innen nach außen empfehlenswert. Grund hierfür ist, dass die kritische, äußere Außenschicht sowohl an der Layer darunter, als auch am Infill anhaften kann.
Qualität des Filaments

Beim 3D-Druck spielt die Qualität des verwendeten Werkstoffs eine entscheidende Rolle. Einige Filamente und Marken zeichnen sich bei Überhängen und Brücken durch bessere Druckergebnisse aus als andere.
PLA ist dafür bekannt, dass es ein hochpräzises Filament ist. Wenn du Überhänge und Brücken mit PLA druckst, brilliert dieser Werkstoff!
Die Filamente HIPS und ABS sind für Überhängen und Brücken weniger geeignet. Beide Werkstoffe produzieren bei gleicher Schichtdicke und geringeren Winkeln unschöne hängende Schleifen und hässliche Überhänge.
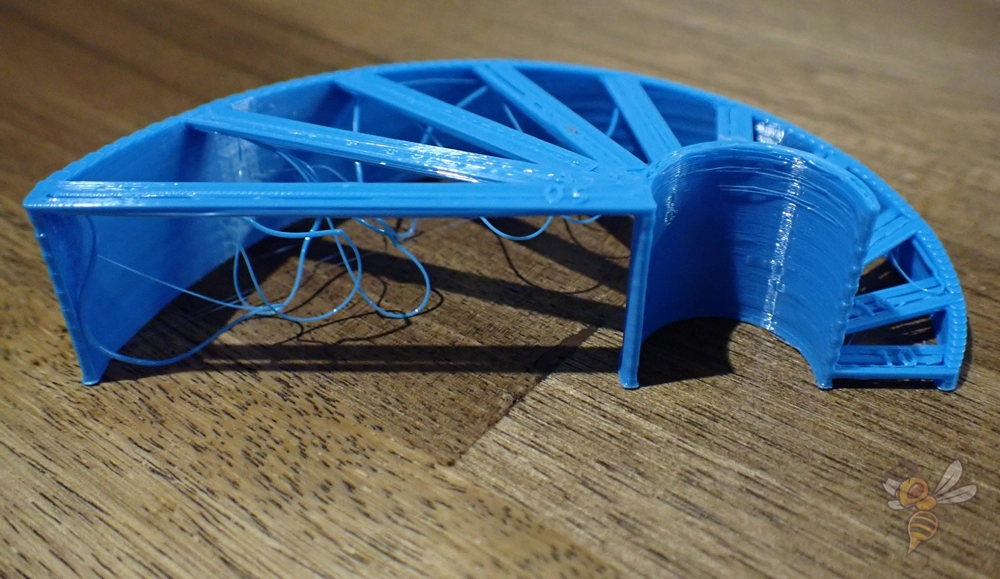
Einige Werkstoffe tendieren dazu, sich beim 3D-Druck von Überhängen während des Drucks nach oben zu wölben. Diese Wölbung wirkt sich negativ auf die Druckqualität und das Erscheinungsbild des Objekts aus.
Das Druckergebnis wird auch dann verschlechtert, wenn der Druckkopf von innen gegen die nach oben gewölbte Stelle drückt und der Druck somit wieder in die geeignete Höhe heruntergedrückt wird.
Den absoluten Qualitätstod stellt ein Druckkopf dar, der auf den hochgewölbten Werkstoff von außen fährt. Du nimmst hierbei je nach Filament sogar ein unangenehmes Geräusch wahr. Bedenke, dass sich dein Druckobjekt im schlimmsten Fall sogar von Druckbett lösen kann und somit dein Druckobjekt ruiniert ist.
Im besten Fall ist einfach nur das Erscheinungsbild des Überhangs oder der Brücke hässlich oder weist Löcher an jenen Stellen auf, in welche der Druckkopf gefahren ist.
Maßnahmen bei sich nach oben wölbenden Überhängen
Wir möchten dir einige Maßnahmen näher bringen, wenn sich die gedruckten Überhänge nach oben wölben.
Slicer-Einstellungen gegen die Kopf-Kollision
Du kannst diesem Super-GAU entgegenwirken, indem du die Funktion „Z-Hop“ aktivierst. Diese Einstellung bewirkt, dass der Druckkopf bei allen Leerbewegungen zuerst ein wenig angehoben wird und vor der folgenden Extrusion etwas abgesenkt wird. Wenn du die ideale Einstellung getroffen hast, schwebt der Druckkopf im Falle von Leerbewegungen über den gewölbten Überhang hinweg.
Wenn du einen Slic3r besitzt, wählst du bei den Druckereinstellungen die Option „Lift Z“ aus. Als Faustregel empfiehlt sich hierbei ein Wert zwischen 0,3 und 0,8 mm. Die exakte Einstellung kannst du nur durch Experimente treffen.
Bedenke, dass die Einstellung „Z-Hop“ die Druckdauer etwas verlängert. Der Zeitverlust hält sich allerdings in Grenzen, weil beim Großteil der zu druckenden Objekte nur wenig Leerbewegungen absolviert werden müssen.
Neue Wege um die Außenschicht
Ein weiteres hilfreiches Feature beim Slic3r ist die Einstellung „avoid crossing perimeters. Als Besitzer eines Slic3rs findest du dieses Feature in den Druckeinstellungen bei „Layers and perimeters“.
Wenn du diese Einstellung triffst, versucht dein Slicer einen neuen Weg zu finden, der um die Außenschichten führt. Dies erweist sich speziell bei sich nach außen wölbenden Außenschichten von Vorteil.
Du musst damit rechnen, dass sich die Druckzeit ein wenig verlängert. Jedoch solltest du den geringen Zeitverlust in Kauf nehmen, um das Druckergebnis zu verbessern.
Wölbungen durch entsprechende Slicer-Einstellungen verhindern
Sinnvoller als die Umschiffung hochgewölbten Überhänge ist die Änderung der Slicer-Einstellungen, sodass eine Wölbung nach oben gar nicht erst auftritt.
Sich wölbende Überhänge sehen selbst bei einem erfolgreichen Druckprozess immer hässlich aus.
Du kannst Wölbungen durch vier Slicer-Einstellungen verhindern.
Dichte erhöhen
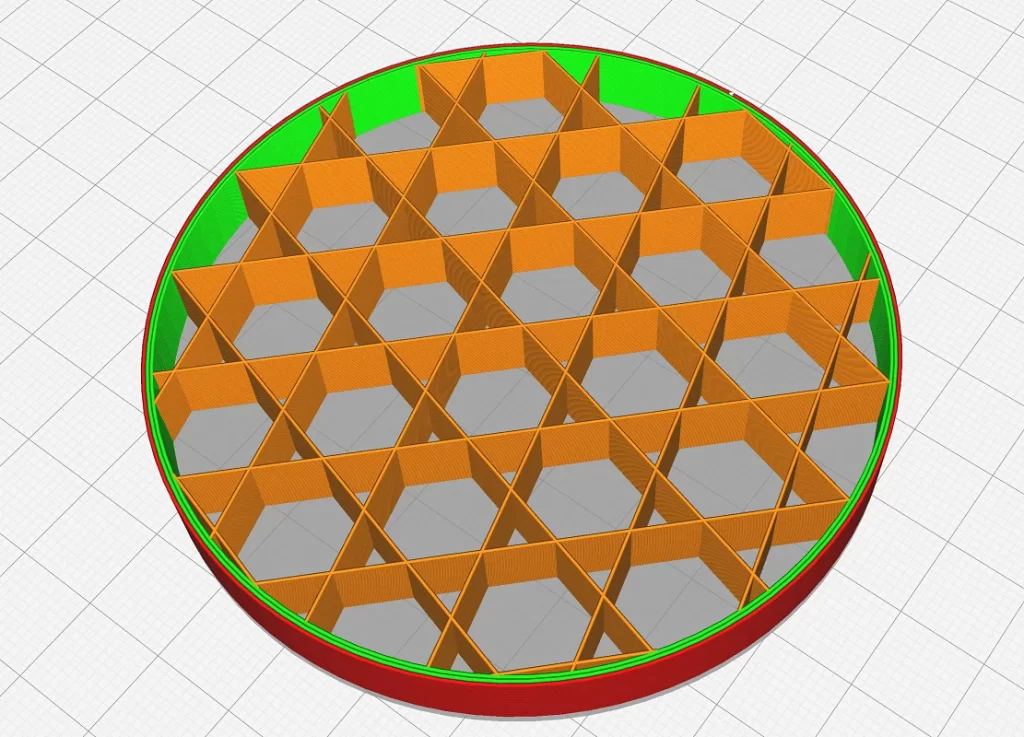
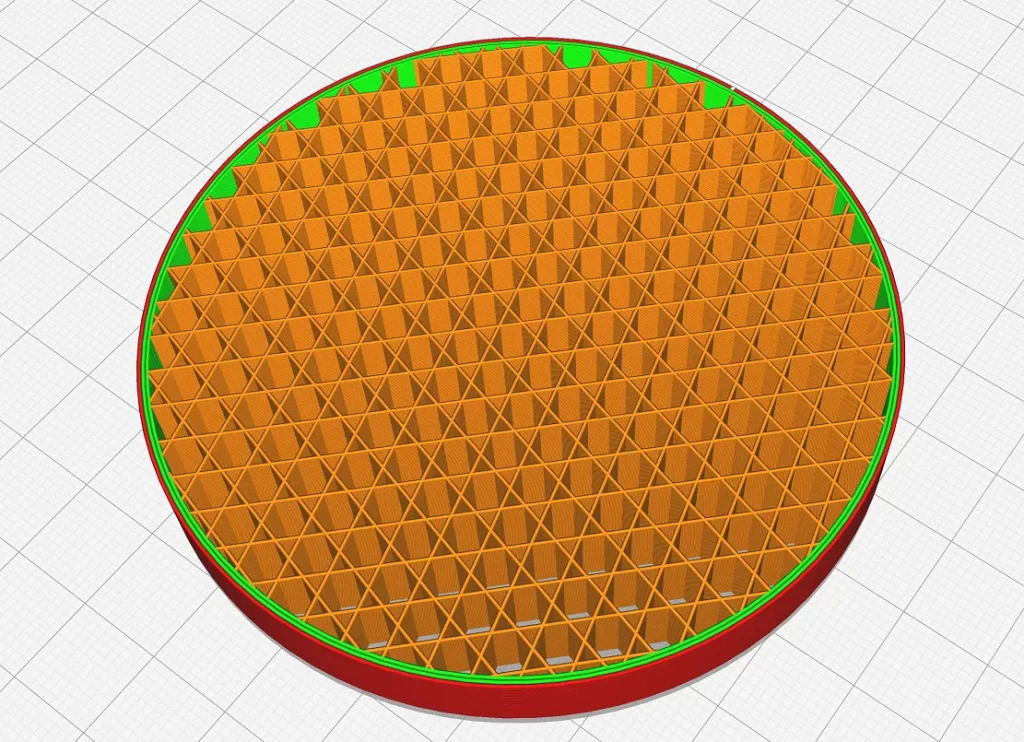
Erhöhe die innere Dichte, welche zu einer Maximierung der Objekt-Stabilität führt.
Du kannst die Dichte erhöhen, indem du mehr Infill einsetzt. Alternativ oder ergänzend kannst du mehr Außenschichten drucken, welche für dickere Wände sorgen.
Je dichter dein Druckobjekt ist, desto geringer ist die Gefahr, dass sich die Schichten nach außen wölben.
Zudem beeinflusst auch das Infill-Muster die Dichte. Eine hohe Dichte bietet das Muster „gyroid“, während das Infill-Muster „rectlinear“ weniger Dichte bietet.
Kühlung erhöhen

Die zweite Option, die für Wölbungen relevant ist, stellt die Lüftergeschwindigkeit dar.
Wenn der Lüfter gegen den extrudierten Werkstoff bläst, kann das Filament schneller abkühlen und aushärten. Somit hat das extrudierte Filament weniger Zeit zum Heruntertropfen und Wölben. Der Werkstoff erstarrt durch die Lüftung bereits in der Luft.
Achte daher darauf, dass du den Objektlüfter beim Druck von Brücken und Überhängen auf das Maximum für das jeweilige Filament hochfährst.
Respektiere dabei, dass jedes Filament spezielle Anforderungen hat.
Wenn du Drucke mit ABS ausführst, solltest du deinen Lüfter niemals auf 100 Prozent einstellen. Bei ABS führt ein zu 100 Prozent laufender Lüfter zu Rissen, die aufgrund von Schrumpfung beim Abkühlen entstehen. Beim Druck mit ABS solltest du den Lüfter für den Druck von Überhängen und Brücken nur auf etwa 50 Prozent einstellen.
Stelle den Lüfter so ein, dass sich der Überhang direkt im Luftstrom des Objektlüfters befindet. Nur wenn du den Lüfter entsprechend positionierst, kann eine ideale Kühlung gewährleistet werden. Schon eine geringfügige Drehung deines Druckobjekts kann schon Wunder wirken. Ein direkt vom Lüfter angeblasener Überhang wird wesentlich sauberer gedruckt als ein im Windschatten liegender Überhang.
Generieren von Stützstrukturen
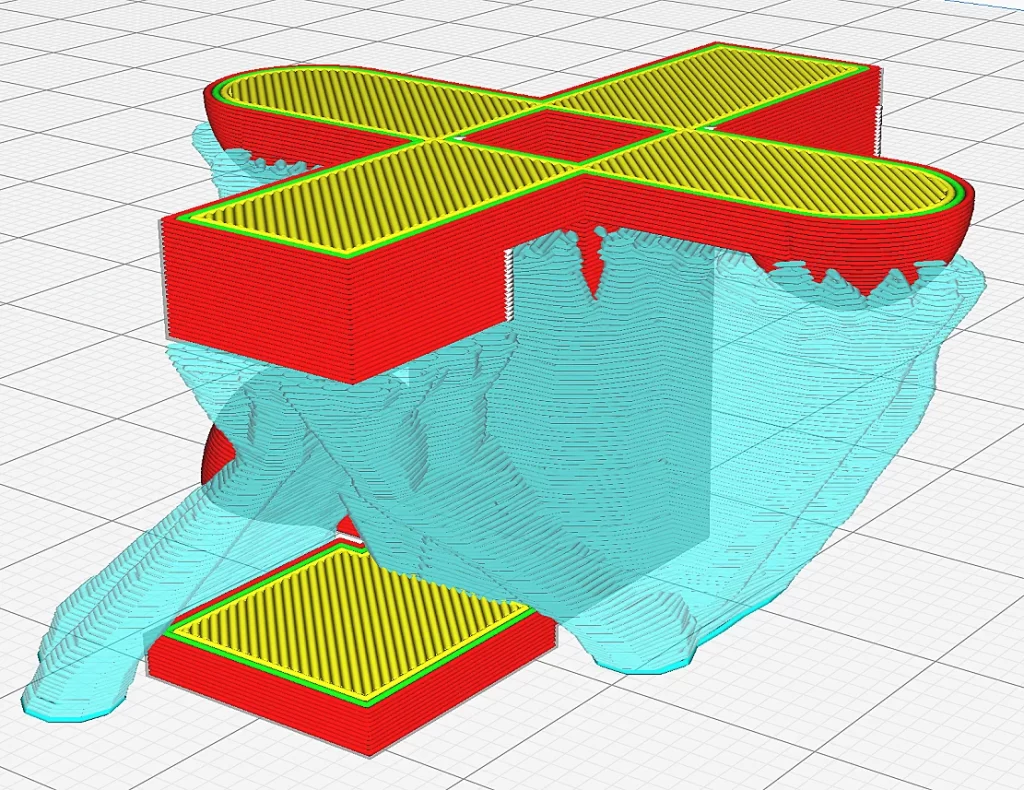
Die dritte Einstellung, die du mit dem Slicer treffen kannst, stellen Stützkonstruktionen direkt unter dem Überhang dar. Stützstrukturen sind hervorragend dafür geeignet, Wölbungen des Überhangs oder einer Brücke entgegenzuwirken. Grund hierfür ist, dass die gedruckten Überhänge und Brücken an den Stützkonstruktionen anhaften und du somit eine hässliche Wölbung verhindern kannst.
Achte darauf, dass du die Stützkonstruktionen keinesfalls zu weit von den Überhängen und Brücken entfernt planst, da eine Verbindung zur Stützkonstruktion erforderlich ist.
Beim Slic3r kannst du die Einstellung „Contact Z Distance“ reduzieren. Eine weitere Einstellung beim Slic3r ist die Funktion “ XY separation between an object and its support“. Diese Einstellung findest du bei „Print Settings“ unter „Support Material“.
Rotation des Druckobjekts
Die vierte Einstellungsmöglichkeit stellt eine Rotation deines Druckobjekts im Slicer dar. Speziell dann, wenn dein Drucker mit einer simplen Lüfter-Düse samt Luftauslass-Schlitz ausgestattet ist. Die Kühlung ist wesentlich effizienter, wenn der Überhang oder die Brücke vom Lüfter direkt angeblasen wird.
Welche Winkel sind druckbar?
Wenn du Überhänge druckst, werden diese bei zunehmendem Winkel zuerst unsauber und hässlich, bevor sich die gedruckten Schleifen wölben. Die meisten 3D-Drucker sind in der Lage, Überhänge bis zu 45 Grad zu drucken.
Wenn du Überhänge bis zu 70 Grad anstrebst, sind die geeigneten Einstellungen und das richtige Material Grundvoraussetzungen.
Bedenke, dass der Druck von linearen und konkaven Überhängen einfacher ist als jener von konvexen Überhängen.
Zudem ist auch die Größe deines Druckobjekts ausschlaggebend. Bei großen und massiven Druckobjekten kannst du extremere Winkel drucken als bei sehr feinen Strukturen wie beispielsweise schrägen Verstrebungen wie beim Eiffelturm.
Investiere Zeit in Überhang-Testobjekte, mit welchen du herausfinden kannst, welche Einstellungen sich für welche Winkel eignen.
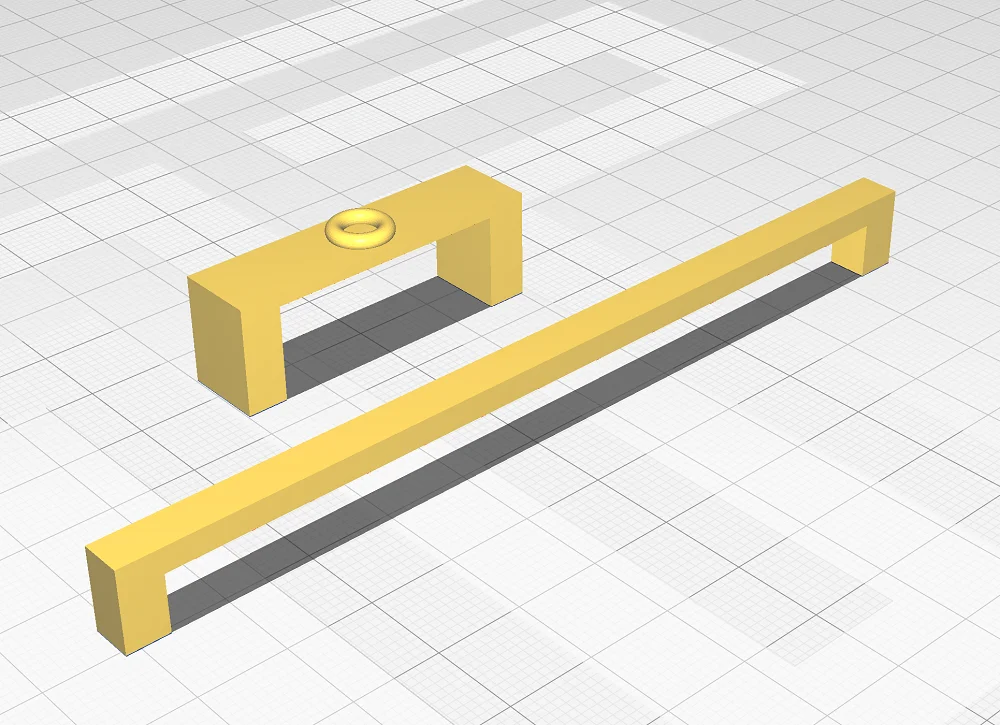
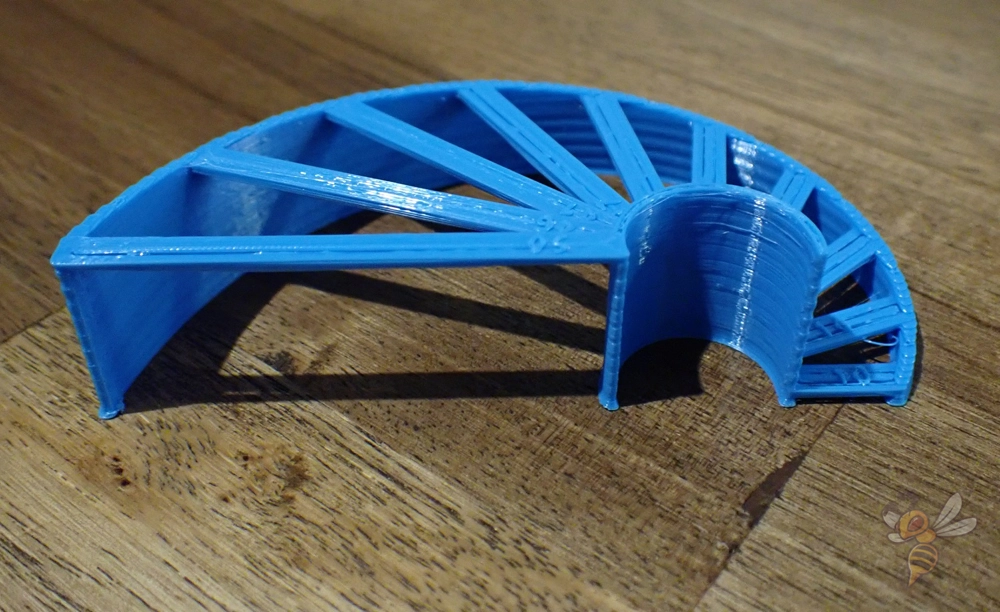
Brücken

Brücken stellen einen Sonderfall dar, da es sich um einen 90-Grad-Überhang handelt. Bedenke, dass das Filament am anderen Ende andocken muss.
Gute 3D-Drucker sind in der Lage, mit den geeigneten Einstellungen und hochwertigen Werkstoffen zwischen acht und zehn Zentimeter zu überbrücken, ohne dass der Werkstoff nach unten hängt.
Brücken-Einstellungen im Slicer
Bei Slic3r kannst du gleich mit mehreren Werten spielen, um ansehnliche Brücken herzustellen.
Du regelst die Geschwindigkeit des Lüfters beim Druck von Brücken, indem du unter „Filament Settings“ und „Cooling“ die Einstellung „Bridges Fan Speed“ optimierst.
Wenn du eine Brücke mit PLA drucken möchtest, empfiehlt sich der Wert von 100 Prozent, während du für den ABS-Druck nur 30 Prozent einstellen solltest.
Ändere die Extrusionsrate beim Druck von Brücken unter „Advanced“. Diese Einstellung findest du bei „Print Settings“. Klicke nun auf „Bridge Flow Ratios” und ändere die Flussrate des Filaments. Achte darauf, dass der Wert unter eins liegt, damit so wenig Werkstoff wie möglich extrudiert wird. Beginne mit 0,8 und führe Änderungen in besonders kleinen Schritten aus.
Ebenfalls bei „Print Settings“ findest du unter „Speed“ die Einstellung „Bridges Speed“. Hier kannst du die Geschwindigkeit für den Druck der Brücke festlegen.
Für einen Druck mit PLA empfiehlt sich eine Einstellung zwischen 30 und 40 Millimetern je Sekunde.
Die Einstellung „Bridges Acceleration“ bezieht sich auf die Druckkopf-Beschleunigung bei Brücken.
Verhindere den Druck von Supportmaterial unter Brücken unter „Support material“ und „Don’t support Bridges“.
Wenn du einen fixen Winkel einstellen möchtest, in dem dein 3D-Drucker das Infill der Brücken druckt, solltest du die Option „Bridging Angle“ unter „Infill“ auswählen.
Nur wenn der Wert 0 eingegeben ist, versucht dein Slic3r, den idealen Winkel für die jeweils zu druckende Brücke selbst zu ermitteln.
Als Simplify3D-User wählst du hierfür die Option „Use fixed Bridging Angle“.
Eine empfehlenswerte experimentelle Option findest du beim Slic3r unter „Layers and perimeters“. Klicke auf „Detect bridging perimeters“. Nur mit dieser Einstellung behandelt dein Slic3r alle Außenschichten wie ein Infill.
Solltest du den Simplify3D verwenden, heißt diese Option „Apply Bridging to Perimeters“.
Diese Option solltest du stets beim Druck von Brücken mit problematischen Filamenten wie beispielsweise ABS aktivieren.
Auch in Cura gibt es spezielle Bridge Settings, mit denen du das Hochbiegen von Überhängen vermeiden kannst.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
