
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!

Schichtverschiebungen oder Layer Shifts im 3D-Druck sind extrem frustrierend und können viel Zeit, Nerven und Filament kosten. Kommt es zu einem Layer Shift, ist der Rest des Objekts oberhalb der Stelle, wo er aufgetreten ist, verschoben.
Die häufigsten Ursachen für Schichtverschiebungen im 3D-Druck sind nicht stramm gezogene Zahnriemen, eine schlechte Druckbett-Haftung oder überhitzte Elektronik. Falls die Ursache unklar ist, kann die Aktivierung des Z-Hops helfen, um Kollisionen der heißen Nozzle mit dem Druckobjekt zu vermeiden.
In diesem Artikel zeige ich dir Schritt für Schritt, welche Lösungen du anwenden kannst, um Schichtverschiebungen zu vermeiden. Die Reihenfolge in diesem Artikel ist auch die Reihenfolge oder Priorität, in der du sie anwenden solltest.
Table of Contents:
Nivelliere das Druckbett

Bei den meisten 3D-Druckfehlern ist es sinnvoll als allererstes das Druckbett neu zu nivellieren. Auch beim Schichtversatz oder Layer Shift kann dies helfen. Ein schlecht nivelliertes Druckbett kann Layer Shifts durch eine schlechte Druckbett-Haftung auslösen.
Das Ziel bei der Druckbett Nivellierung ist es, die Druckbett Oberfläche parallel zur Bewegungsebene des Druckkopfes auf der XY-Ebene einzustellen. Anders gesagt muss der Abstand zwischen der Nozzle und dem Druckbett überall auf dem Druckbett gleich sein.
Die meisten 3D-Drucker besitzen Stellschrauben unter den vier Ecken ihres Druckbettes. Mit der Papiermethode kannst du damit den Abstand zwischen der Nozzle und dem Druckbett an den vier Ecken gleich einstellen.
Als grobe Faustregel gilt, dass der Abstand so gewählt sein sollte, dass du das Stück Papier mit etwas Reibung zwischen der Nozzle und dem Druckbett bewegen kannst. Dadurch wird das Filament leicht auf das Druckbett gedrückt und kann somit in die kleinen Löcher und Risse der Druckbett-Oberfläche fließen und sich dort festhalten.
Der Abstand zwischen der Nozzle und dem Druckbett (z-Offset) darf aber auch nicht zu klein sein, da du sonst einen Elefantenfuß hervorrufst.

Es gibt auch 3D Drucker mit einer automatischen Druckbett Nivellierung. Hier wird und der Abstand und die Neigung des Druckbettes durch einen Sensor, der im Druckkopf verbaut ist, gemessen. Die gemessenen Werte werden während des Drucks dazu verwendet, um die Neigung auszugleichen.
Aber auch bei 3D Druckern mit einem solchen Sensor musst du den z-Offset manuell einstellen. Beliebte Sensoren sind unter anderem der CR-Touch und der BL-Touch.
Spanne die Zahnriemen

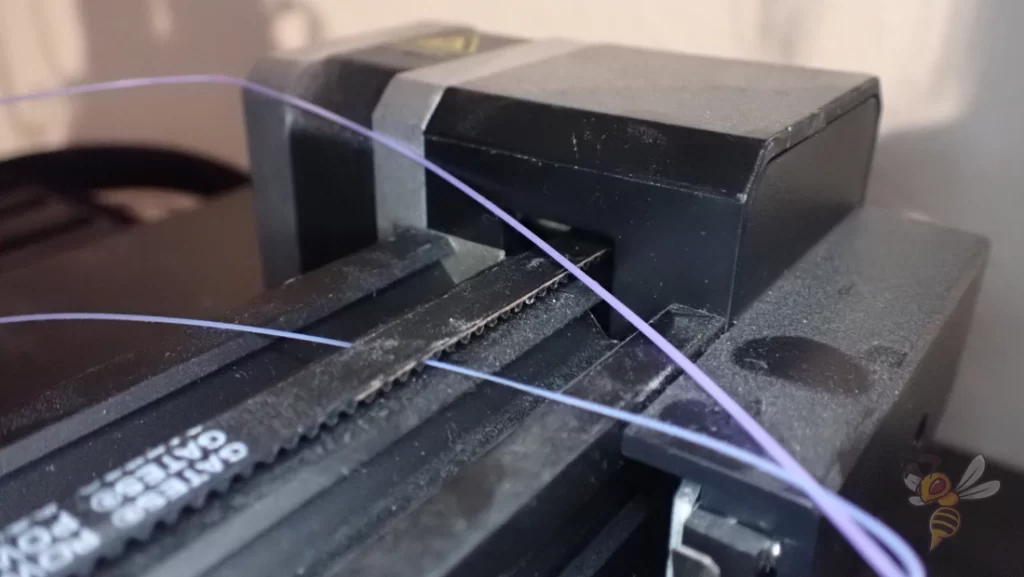
Der häufigste Grund, warum es zu einem Schichtversatz oder Layer Shift im 3D Druck kommt, sind zu schwach gespannte Zahnriemen an der x- und/oder der y-Achse. Sind die Zahnriemen zu schwach gespannt, kann der Schrittmotor durchrutschen, wodurch mindestens einen Schritt ausgelassen wird.
Um zu prüfen, ob die Spannung der Zahnriemen an der x- und y-Achse deines 3D Druckers ausreichend ist, kannst du sie mit dem Finger anschnipsen. Wenn sie zu locker sind, entsteht gar kein Geräusch, sind sie zu stark angezogen, ist das Geräusch sehr hoch.
Du solltest noch in der Lage sein den Zahnriemen mit dem Finger leicht zur Seite zu ziehen, locker hängen darf er aber nicht. Wenn er zu stramm gespannt ist, kann ein Zahnriemen auf Dauer reißen.
Bei modernen 3D-Druckern ist es üblich, dass es an der x- und y-Achse jeweils einen Zahnriemenspanner gibt. Mit diesen Drehschrauben kannst du die Spannung bequemen einstellen.
Bei älteren 3D-Druckern kann es sein, dass du für das Spannen der Zahnriemen die jeweilige Achse teilweise demontieren musst. Falls dein 3D-Drucker zu diesen älteren Modellen gehört, wäre ein Upgrade sinnvoll. Es gibt für viele 3D-Drucker kaufbare und druckbare Riemenspanner.
Verbessere die Druckbett-Haftung

Ein Schichtversatz oder Layer Shift wird im 3D Druck häufig durch eine schlechte Druckbett-Haftung ausgelöst. Die Druckbett-Haftung kann durch einen kleineren z-Offset, niedrigere Geschwindigkeiten, Klebstoffe und andere Methoden verbessert werden.
Wenn die Druckbett-Haftung die Ursache für einen Layer Shift ist, gibt es meistens nur einen oder nur wenige Schichtversätze. Oft endet der Druck dann damit, dass die heiße Nozzle das gesamte Druckobjekt mit sich schiebt.
In seltenen Fällen kann die Haftung aber auch gerade noch so gut sein, dass das Druckobjekt wieder haftet und der restliche Druck ganz normal ausgeführt wird. In beiden Fällen solltest du folgende Maßnahmen ergreifen, um die Druckbett-Haftung zu erhöhen.
Druckbett reinigen: Damit das heiße Filament auf dem Druckbett haften kann, dürfen keine Fremdkörper wie Filament Reste oder Staub auf dem Druckbett vorhanden sein. Reinige das Druckbett vor jedem neuen Druck, um die beste Druckbett-Haftung zu gewährleisten.

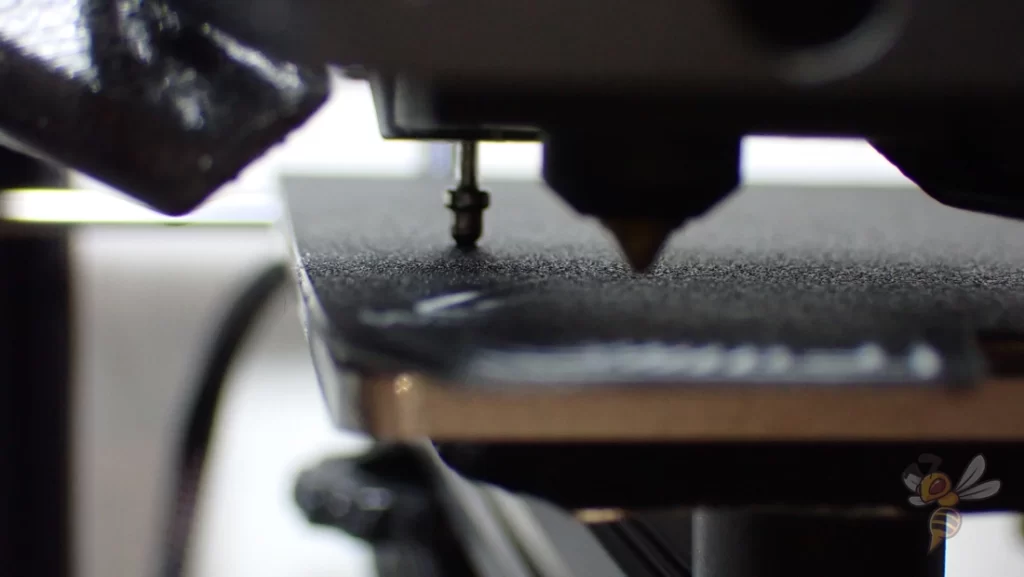
Abstand der Nozzle zum Druckbett verringern: Die erste Schicht sollte etwas auf das Druckbett gequetscht werden, damit das heiße Filament in alle kleinen Ritzen und Löcher der Oberfläche eindringen kann. Nur so entsteht eine gute Druckbett-Haftung.
Der Abstand darf aber nicht so klein sein, dass die Extrusion verhindert wird oder ein Elefantenfuß entsteht.
Druckgeschwindigkeit der ersten Schicht verringern: Die Druckgeschwindigkeit sollte bei der ersten Schicht nur 5 bis 10 mm/s betragen, um eine gute Druckbett-Haftung zu gewährleisten. Durch die geringe Geschwindigkeit bleibt das Filament länger heiß und kann sich so besser mit dem Druckbett verbinden.
Kühlung der ersten Schicht deaktivieren: Für die meisten Filamente solltest du die Kühlung für die erste Schicht deaktivieren. Dies hat den gleichen Grund wie eine langsamere Druckgeschwindigkeit – das Filament bleibt länger heiß und flüssig.
Druckbett Temperatur erhöhen: Auch mit einer höheren Druckbett-Temperatur bleibt das Filament länger flüssig und kann besser in die kleinen Löcher und Risse des Druckbetts eindringen und sich dort festhalten.
Dickere erste Schicht: Auch dieser Ansatz trägt dazu bei, dass das Filament länger heiß bleibt und damit mehr Zeit hat eine gute Verbindung zum Druckbett einzugehen.

Mauseohren verwenden: Um die Druckbett-Haftung zu erhöhen, kannst du auch sogenannte Mauseohren verwenden, die die Verbindungsfläche zwischen dem Objekt und dem Druckbett punktuell erhöhen. Durch die größere Verbindungsfläche entsteht eine bessere Haftung. Die Mauseohren lassen sich nach dem Druck ganz einfach entfernen, größtenteils ohne Rückstände.
Klebstoff auftragen: Für den 3D-Druck eignen sich normale Klebestifte, Blue Tape oder Haarspray. Die besten Ergebnisse wirst du jedoch mit speziellen 3D-Druck Klebstoffen erzielen. Einer davon ist Magigoo, mit dem ich schon gute Erfahrungen gemacht haben.
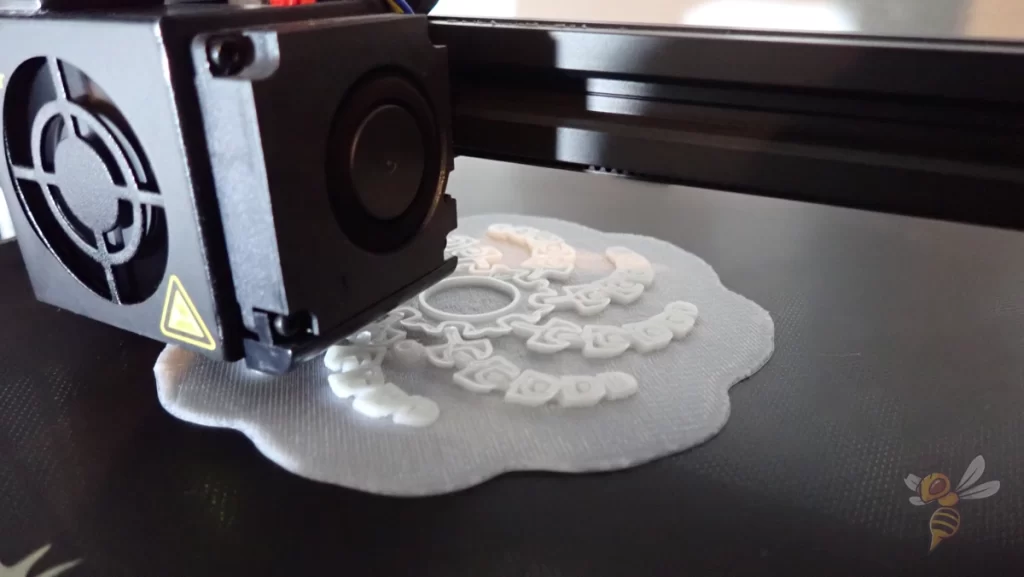
Raft verwenden: Ein Raft besteht aus mehreren Schichten Filament, die unter der ersten Schicht des Objekts auf das Druckbett gedruckt werden. Damit erhält das Druckobjekt gewissermaßen ein neues Druckbett, auf dem es ideal haftet. Da das Raft eine so große Oberfläche besitzt, ist seine Haftung um ein Mehrfaches größer als die des Objekts.
Druckbett austauschen: Falls keine dieser Methoden funktioniert hat, um die Haftung ausreichend zu erhöhen, kannst du noch dein Druckbett gegen ein besseres austauschen. Für die meisten Filamente hat sich PEI* als ideal erwiesen.
Falls du mehr über die einzelnen Schritte erfahren möchtest, wie du die Druckbett-Haftung erhöhen kannst, kannst du dir diesen Artikel durchlesen: 3D Druck haftet nicht am Bett: Alle Lösungen im Praxistest
Reduziere die Druckgeschwindigkeit
Wenn die Druckgeschwindigkeit zu hoch eingestellt ist, können die Schrittmotoren manchmal nicht mithalten. Falls du Layer Shifts beobachtest, solltest du die Druckgeschwindigkeit auf die Hälfte des eingestellten Wertes einstellen und prüfen, ob das Problem dadurch gelöst wird.
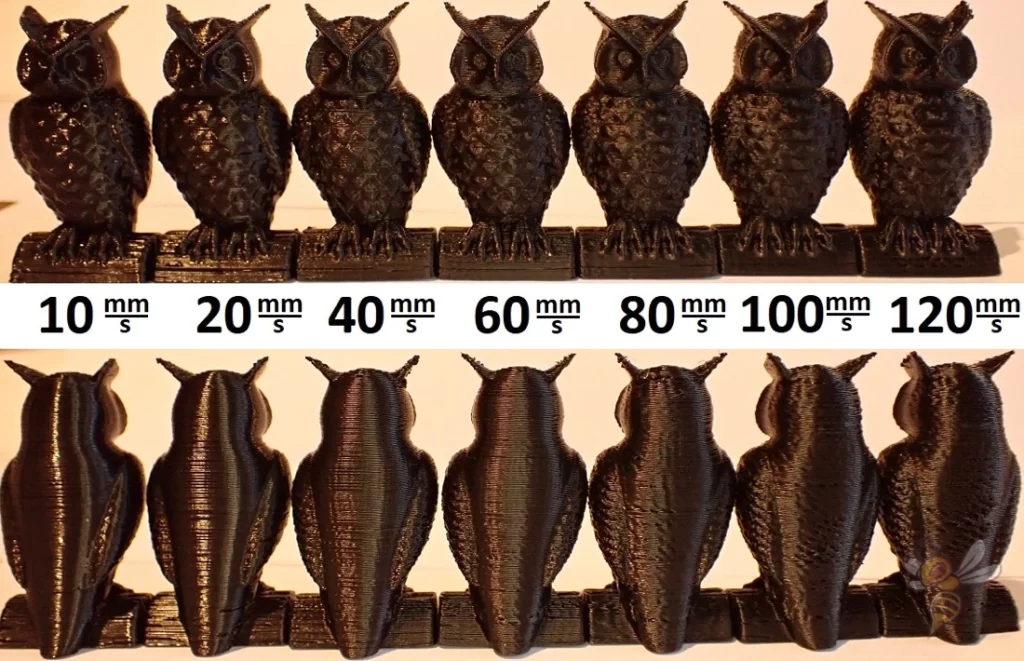
Typische Druckgeschwindigkeiten bei FDM 3D-Druckern liegen zwischen 40 und 80 mm/s. Mit höheren Druckgeschwindigkeiten nimmt nicht nur die Druckqualität ab, es können auch Druckfehler wie Layer Shifts auftreten.
Wenn die Druckgeschwindigkeit zu hoch eingestellt ist, können die Schrittmotoren die gewünschte Geschwindigkeit manchmal nicht umsetzen und bewegen sich weniger als gefordert. Dadurch verändert sich die Endposition der Nozzle relativ zur vorherigen Schicht.
Manchmal tritt auch eine Kombination aus einer zu hohen Druckgeschwindigkeit und zu schwach gespannten Zahnriemen auf. Bei niedrigen Druckgeschwindigkeiten kann es sein, dass die Zahnriemen nicht durchrutschen und bei hohen Druckgeschwindigkeiten schon. Die Lösung ist hierbei erst die Zahnriemenspannung zu prüfen und wenn der Druckfehler dann immer noch besteht, die Druckgeschwindigkeit zu reduzieren.
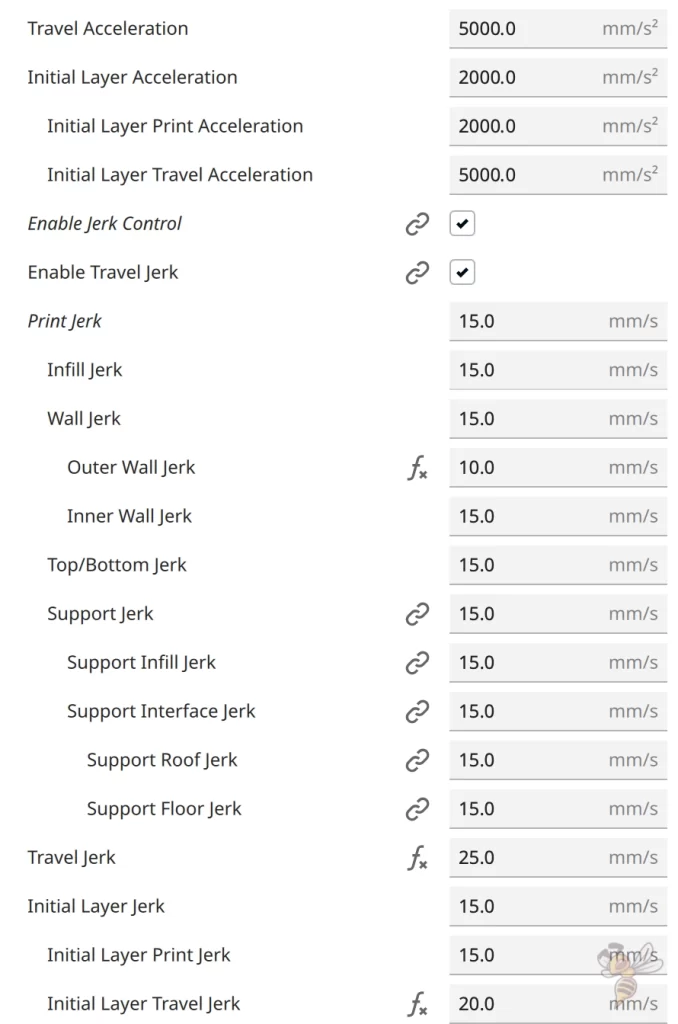
Neben einer zu hohen Druckgeschwindigkeit können auch zu hohe Beschleunigungen beim Wechsel der Bewegungsrichtung ein Durchrutschen der Zahnriemen verursachen. In den meisten Slicern kannst du die Beschleunigungskontrolle aktivieren und die maximale Beschleunigung definieren.
Normalerweise wird diese Funktion verwendet, um Druckfehler wie Ringing oder Ghosting, die durch Vibrationen des Druckkopfes ausgelöst werden, zu vermeiden. Niedrigere Beschleunigungen können aber auch dazu führen, dass der Zahnriemen nicht mehr durchrutscht.
Je schwerer der Druckkopf ist, desto kleiner sollten die Beschleunigungen eingestellt werden. Je höher das Gewicht des Druckkopfes ist, desto träger wird er. Bei schnellen Richtungswechseln würde ein solch schwerer Druckkopf eine starke Kraft auf den Zahnriemen und den Schrittmotor ausüben. Die Wahrscheinlichkeit eines Durchrutschens ist dadurch um ein Vielfaches erhöht.
Es ist daher üblich bei Direct Drive Extrudern eine niedrigere Beschleunigungsgrenze zu wählen als bei Bowden Extruder, da erstere meistens schwerer sind.
Kühle die Elektronik
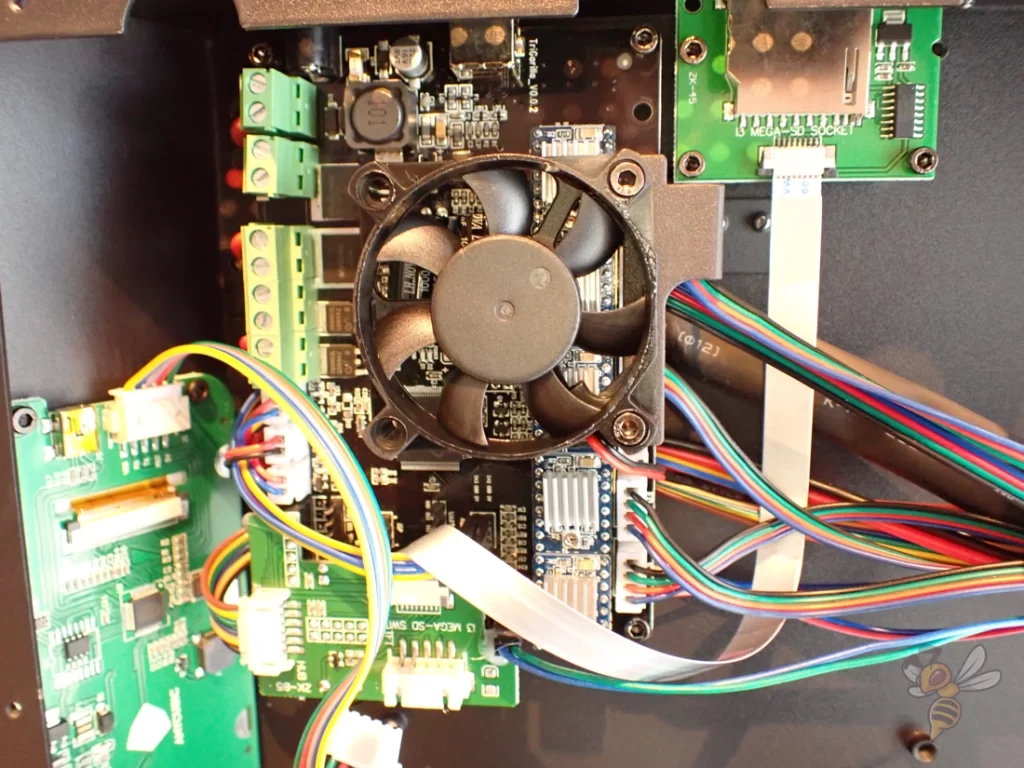
Layer Shifts können auftreten, wenn die Schrittmotor-Treiber auf dem Mainboard des 3D-Druckers überhitzen. Die Überhitzung führt dazu, dass der Schrittmotor einzelne Schritte auslässt. Eine adäquate Kühlung der Bauteile behebt den Fehler.
Um die Schrittmotor-Treiber zu kühlen, kannst du improvisieren oder ein permanentes Upgrade installieren. Improvisierte Lösungen wären etwa einen Lüfter neben den 3D-Drucker zu stellen oder ihn an einem kälteren Ort zu platzieren.
Du kannst aber auch permanente einen Lüfter im Gehäuse des 3D-Druckers installieren, um die warme Luft besser abzutransportieren. Eine andere Möglichkeit wäre es, bessere passiv Kühler auf den Schrittmotor-Treibern zu montieren.
Aktiviere den Z-Hop
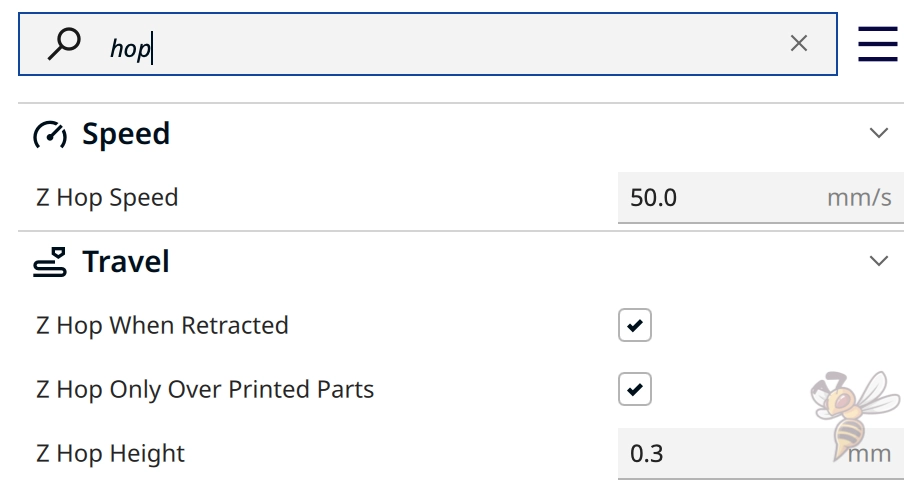
Layer Shifts können entstehen, wenn die Nozzle zwischen zwei Extrusionen über schon gedruckt Teile fährt und dort hängen bleibt. Durch die Aktivierung des Z-Hops fährt die Nozzle nach der Extrusion ein kleines Stück nach oben und verhindert so Kollisionen mit schon gedruckten Teilen.
Manchmal kann es vorkommen, dass ein gedrucktes Stück durch Warping etwas nach oben ragt. An solchen Stellen kann die Nozzle hängen bleiben und das Objekt vom Druckbett stoßen. In den meisten Slicern kannst du den Z-Hop individuell einstellen und definieren wie groß er sein soll und über welchen Flächen er ausgeführt werden soll.
Meistens sind die Layer Shifts, die durch eine Kollision ausgelöst werden, einmalig und treten nicht häufiger während des Drucks auf. Und die Folge ist dann meistens, dass die Nozzle das Druckobjekt den Rest des Drucks hin und her schiebt und die berühmten Spaghetti entstehen.
In seltenen Fällen kann die Druckbett-Haftung aber so gut sein, dass das Druckobjekt nach dem Verrücken wieder haftet. Theoretisch könnte das Druckobjekt also bei jeder Schicht erneut verrückt werden. Es entsteht ein Treppeneffekt.
Vermeide Starke Vibrationen

Starke Vibrationen können dazu führen, dass der Zahnriemen seine Haftung am Schrittmotor verliert und durchrutscht. Dies kann zu Layer Shifts führen.
Du musst den 3D-Drucker nicht nur vor starken Vibrationen schützen, die durch äußere Einflüsse passieren (wie ein versehentliches Anstoßen der Arbeitsfläche oder ähnliches), du kannst ihn auch vor seinen eigenen Vibrationen schützen, indem du ihm dämpfende Füße gibst.
Diese hier* zum Beispiel sind für jeden 3D-Drucker passend.
Der Vorteil solcher Stoßdämpfer ist, dass sie nicht nur mechanische Vibrationen dämpfen, sondern auch akustische. Die Gesamtlautstärke des 3D-Druckers wird dadurch etwas reduziert.
Du kannst dir aber auch selbst Stoßdämpfer drucken. Auf Portalen wie Thingiverse findest du viele Designs andere Nutzer, die dasselbe Problem hatten. Sie sind so designt, dass du dafür meistens auch kein flexibles Filament benötigst und PLA oder PETG ausreicht.
Vermeide Kollisionen

Kollisionen des Druckkopfes mit den Achsen oder dem Druckobjekt können Layer Shifts hervorrufen.
Wenn der Druckkopf am Anfang des 3D Drucks nicht richtig in der Home Position steht, kann er mit dem Anfang oder dem Ende seiner Achse oder dem Druckbett kollidieren. Du wirst dann ein lautes Knacken oder Rattern hören, wenn der Schrittmotor durchrutscht und versucht den Druckkopf gegen das Objekt fahren zu lassen.
Im Start G-Code deines 3D-Druckers sollte deshalb auf jeden Fall der G28 G-Code für das Anfahren der Home Position stehen.
Der häufigere Fall, wie durch Kollisionen Layer Shifts hervorgerufen werden können ist, dass die Nozzle mit dem Druckobjekt kollidiert. Normalerweise sollte dies nicht passieren, aber wenn es zu Warping kommt, können Teile des Objekts nach oben vorstehen.
Sollte dies der Fall sein, solltest du sicherstellen, dass das Druckbett nivelliert ist und die Druckbett-Haftung ausreicht, um Warping der ersten Schichten zu verhindern.
Eine Notlösung wäre auch hier den Z-Hop zu aktivieren oder die Bewegungsgeschwindigkeit zwischen den Extrusionen zu verringern. Wenn die Bewegungsgeschwindigkeit gering ist, schmilzt die heiße Nozzle Hindernis im Weg einfach weg.
Entferne Fremdkörper

Fremdkörper in der Mechanik der Achsen können zu Schichtversätzen bzw. Layer Shifts führen. Der häufigste Fall ist, dass sich Filament Reste am Förderrad des Schrittmotors gesammelt haben und den Zahnriemen entweder blockieren oder durchrutschen lassen.
Falls du Layer Shifts beobachtest, solltest du also auch einmal die komplette Mechanik der Achsen reinigen. Meistens reicht es Filament Reste mit den Fingern oder einer Pinzette zu entfernen.
Fette den 3D-Drucker

Schlecht gefettete Achsen können zu Schicht Verschiebungen bzw. Layer Shifts führen.
Um die Achsen zu fetten, benötigst du normales Schmierfett oder spezielles 3D-Drucker Fett*. Trage jedoch nicht zu viel auf und achte auf Verschmutzungen, da sich verdrecktes Fett ansammeln und auch zu Blockaden des Schrittmotors führen kann.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
