
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Qidi Tech Q1 Pro ist in der Lage, perfekte Druckergebnisse zu liefern. Die erreichbare Druckqualität hängt jedoch maßgeblich von den verwendeten Slicer-Einstellungen ab.
In diesem Artikel teile ich meine kalibrierten Cura Einstellungen für den Qidi Tech Q1 Pro, um dir einen guten Start für hochwertige Druckergebnisse zu bieten. Diese Einstellungen wurden sorgfältig getestet und angepasst, um die bestmögliche Qualität bei unterschiedlichen Filamenttypen zu gewährleisten.
Perfekte Ergebnisse erzielt man jedoch nicht ausschließlich durch die Anwendung der richtigen Einstellungen; eine Kalibrierung ist ebenso entscheidend. Um dein Wissen über die Kalibrierung zu vertiefen und die besten Druckergebnisse zu erzielen, empfehle ich, auf meinen detaillierten Kalibrier-Guide oder meinen 3D-Druck-Kurs zuzugreifen.

Kalibriertes Cura-Profil
Für eine optimale Druckqualität mit minimalem Aufwand kannst du mein kalibriertes Cura-Profil für diesen 3D-Drucker herunterladen und direkt in Cura importieren. Darin sind alle Einstellungen perfekt auf diesen Drucker angepasst, wie z. B. für die Beschleunigungen, Jerk, Supports und die erste Schicht.
| PLA | ABS | TPU | PETG | |
|---|---|---|---|---|
| Drucktemperatur | 210 °C | 250 °C | 230 °C | 240 °C |
| Druckbett-Temperatur | 60 °C | 100 °C | 60 °C | 80 °C |
| Druckvolumen-Temperatur | – | 45 °C | – | – |
| Geschwindigkeit | 300 mm/s | 300 mm/s | 150 mm/s | 200 mm/s |
| Retraction | 6,5 mm mit 35 mm/s | 6,5 mm mit 35 mm/s | 7,0 mm mit 35 mm/s | 7,0 mm mit 35 mm/s |
| Kühlung | 100 % | 30 % | 100 % | 60 % |
Table of Contents:
So erstellst du ein Cura Profil für den Qidi Tech Q1 Pro
Ein Cura Profil besteht aus Maschineneinstellungen und Druckeinstellungen.
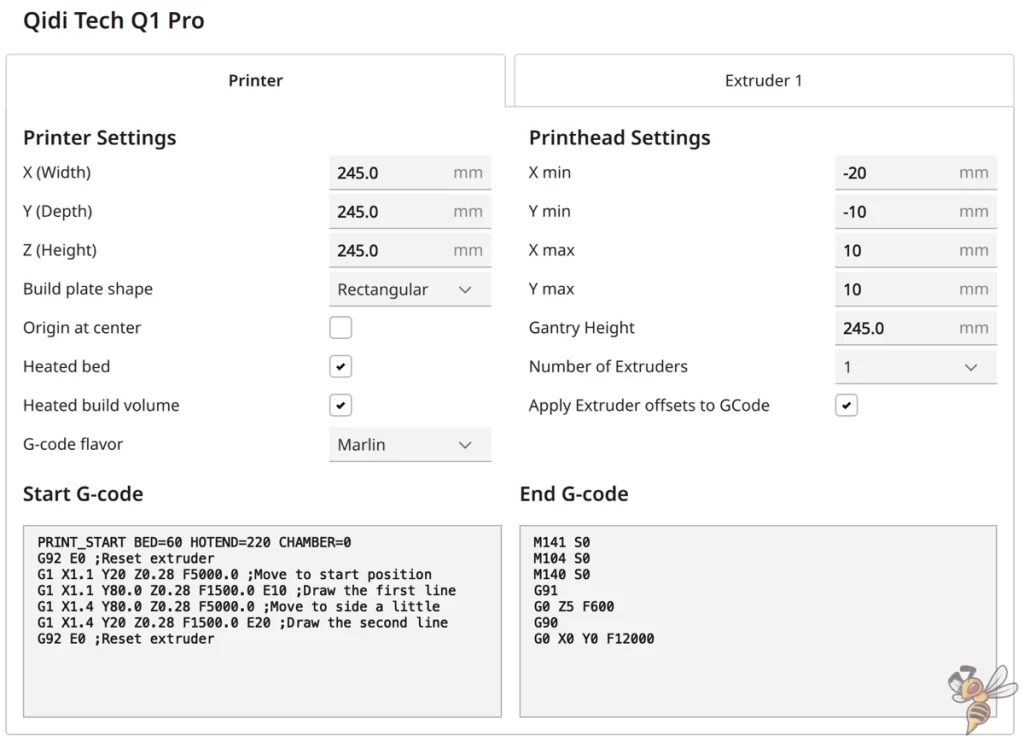
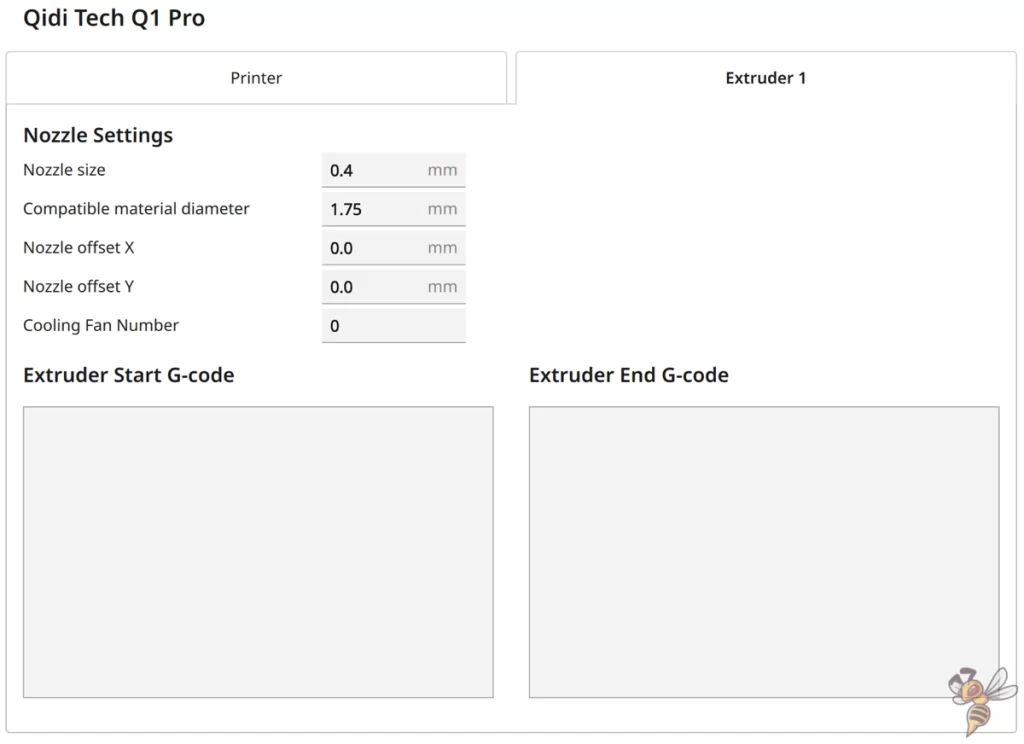
Die Maschineneinstellungen umfassen die spezifischen physikalischen Merkmale deines 3D-Druckers, wie das Druckvolumen, die Düsengröße und die maximale Geschwindigkeit, die den Rahmen für den Druckvorgang bilden.
Druckeinstellungen hingegen betreffen die Variablen jedes individuellen Druckjobs, wie Layerhöhe, Fülldichte und Temperatur, die die Qualität und die Eigenschaften des Druckobjekts beeinflussen.
Zuerst müssen die Maschineneinstellungen festgelegt werden, wobei ein leeres Profil als Grundlage dient.
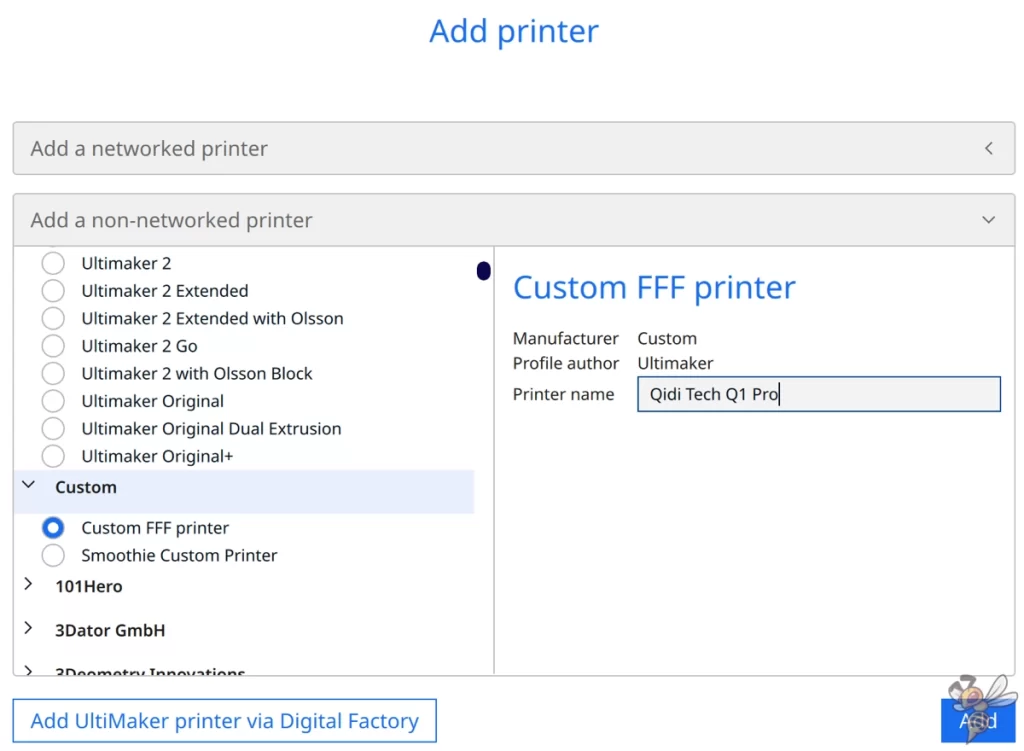
Um deinen 3D-Drucker in Cura zu integrieren, navigiere zu ‚Einstellungen‘, wähle ‚Drucker‘ und dann ‚Drucker hinzufügen‘. Klicke auf ‚Nicht-vernetzter Drucker‘, wähle ‚Custom‘ und dann ‚Custom FFF printer‘. Trage den Namen deines Druckers ein und bestätige mit ‘Hinzufügen’.
Nach der Einrichtung des Maschinenprofils ist der nächste Schritt, die Druckeinstellungen zu konfigurieren. Dieser Schritt ist ausschlaggebend, um die Qualität deiner Drucke zu optimieren. Abhängig vom verwendeten Material und dem Ziel des Druckprojekts kannst du hier Anpassungen vornehmen, um die bestmöglichen Resultate zu erreichen.
PLA Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von PLA Filament mit dem Qidi Tech Q1 Pro:
- Drucktemperatur: 210 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 300 mm/s
- Retraction: 6,5 mm mit 35 mm/s
- Kühlung: 100 %
Der Qidi Tech Q1 Pro kann PLA Filament mit wenig bis gar keinem Kalibrier-Aufwand nahezu perfekt verarbeiten. Dank seiner ausgeklügelten Technologie und der präzisen Steuerung ist der Drucker ideal darauf ausgerichtet, PLA in herausragender Qualität zu drucken.
PLA gilt generell als sehr einfach zu druckendes Material und der Qidi Tech Q1 Pro ist hervorragend geeignet, um dieses Material zu verarbeiten. Zwei der wichtigsten Einstellungen, die bei PLA optimiert werden sollten, sind die Drucktemperatur und die Retraction.
Diese Einstellungen sind entscheidend, um Stringing zu vermeiden und eine hohe Druckqualität zu gewährleisten.
Weiter unten in diesem Artikel gehe ich näher auf die Kalibrierung und Anpassungen ein, die helfen können, deine Ergebnisse weiter zu verbessern.
ABS Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von ABS Filament mit dem Qidi Tech Q1 Pro:
- Drucktemperatur: 250 °C
- Druckbett-Temperatur: 100 °C
- Druckvolumen-Temperatur: 45 °C
- Druckgeschwindigkeit: 300 mm/s
- Retraction: 6,5 mm mit 35 mm/s
- Kühlung: 30 %
ABS Filament ist bekannt für seine Neigung zu Rissen oder Warping, besonders wenn größere Objekte gedruckt werden.
Der Qidi Tech Q1 Pro ist jedoch mit einem geschlossenen Gehäuse ausgestattet, das sogar beheizt werden kann, um die Umgebungstemperatur während des Druckvorgangs zu stabilisieren. Dieses Feature spielt eine entscheidende Rolle beim Druck mit ABS, da es die Temperaturunterschiede minimiert, die zu den genannten Problemen führen können.
Dadurch ist der Qidi Tech Q1 Pro in der Lage, selbst große Objekte aus ABS ohne Risse oder Warping zu drucken, was ihn zu einer ausgezeichneten Wahl für anspruchsvolle ABS-Projekte macht.
TPU Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von TPU Filament mit dem Qidi Tech Q1 Pro:
- Drucktemperatur: 230 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 150 mm/s
- Retraction: 7,0 mm mit 35 mm/s
- Kühlung: 100 %
Der Qidi Tech Q1 Pro ist mit einem Direct Drive Extruder ausgestattet, der für das Drucken von flexiblen Filamenten wie TPU besonders gut geeignet ist. Diese Art von Extruder ermöglicht eine präzisere Förderung des Filaments direkt in die Nozzle, was bei flexiblen Materialien entscheidend ist, da diese zum Verheddern neigen können, wenn sie über längere Distanzen transportiert werden müssen.
Für den Druck mit TPU ist es besonders wichtig, die Druckgeschwindigkeit zu reduzieren. Langsames Drucken trägt dazu bei, Probleme wie Verstopfungen der Nozzle oder ungleichmäßige Extrusion zu vermeiden.
PETG Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von PETG Filament mit dem Qidi Tech Q1 Pro:
- Drucktemperatur: 240 °C
- Druckbett-Temperatur: 80 °C
- Druckgeschwindigkeit: 200 mm/s
- Retraction: 7,0 mm mit 35 mm/s
- Kühlung: 60 %
PETG ist ein beliebtes Filament aufgrund seiner Robustheit und Flexibilität, neigt jedoch stark zu Stringing. Deshalb ist es unerlässlich, die Retraction sorgfältig zu kalibrieren, um ungewünschte Fäden zwischen den Druckteilen zu minimieren.
Ein weiterer wichtiger Aspekt beim Druck mit PETG ist die Lagerung des Filaments. PETG absorbiert Feuchtigkeit aus der Luft, was zu Blasenbildung oder Stringing führen kann. Daher solltest du PETG immer trocken lagern, idealerweise in einem luftdichten Behälter mit einem Trockenmittel, um optimale Druckergebnisse zu erzielen.
Die besten Cura Einstellungen für den Qidi Tech Q1 Pro
In diesem Abschnitt findest du die optimierten Cura Einstellungen speziell für den Qidi Tech Q1 Pro. Diese Konfigurationen helfen dir, das Beste aus deinem 3D-Drucker herauszuholen, unabhängig davon, welches Material du verwendest.
Drucktemperatur
Die besten Drucktemperaturen für den Qidi Tech Q1 Pro in Cura:
- PLA: 210 °C
- ABS: 250 °C
- TPU: 230 °C
- PETG: 240 °C
Die Drucktemperatur spielt eine entscheidende Rolle für die Qualität deiner Drucke. Zu hohe oder zu niedrige Temperaturen können zu Problemen wie Stringing, Warping oder schlechter Schichthaftung führen. Es ist daher ratsam, die Drucktemperatur für jedes Material und sogar für jede Marke zu kalibrieren.
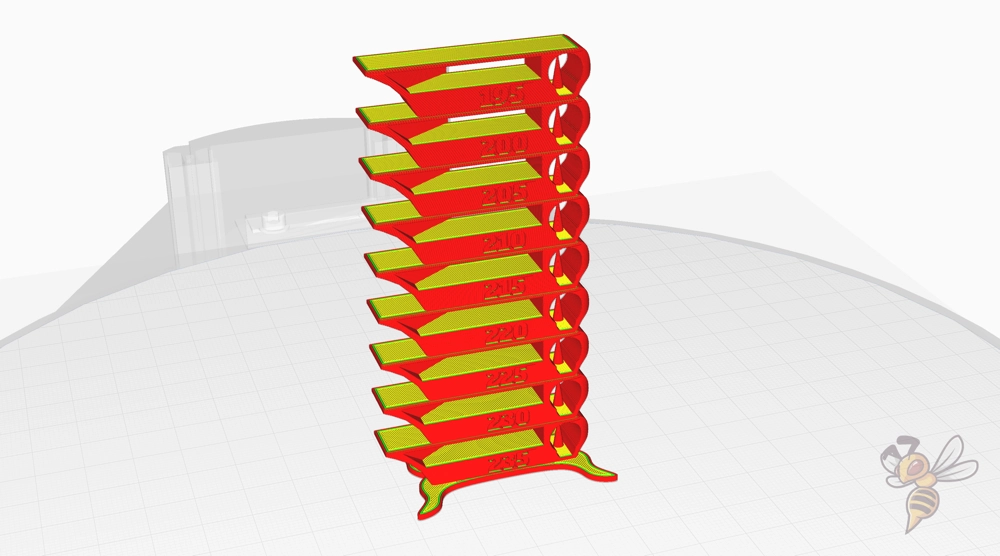
Eine effektive Methode zur Kalibrierung der Drucktemperatur ist der Druck eines Temperatur-Turms. Dabei handelt es sich um ein Testobjekt, das in unterschiedlichen Temperaturbereichen gedruckt wird, wodurch du direkt erkennen kannst, welche Temperatur die besten Ergebnisse für dein spezifisches Filament liefert.
Der Turm hilft dir, die optimale Drucktemperatur zu finden, ohne dass du zahlreiche vollständige Objekte drucken musst.
Druckbett-Temperatur
Die besten Druckbett-Temperaturen für den Qidi Tech Q1 Pro in Cura:
- PLA: 60 °C
- ABS: 100 °C
- TPU: 60 °C
- PETG: 80 °C
Die richtige Druckbett-Temperatur ist entscheidend für eine erfolgreiche erste Schicht und damit für den gesamten Druckvorgang. Sie hilft, dass das Material besser am Druckbett haftet, was Warping verhindert und eine stabile Basis für den nachfolgenden Druck schafft.
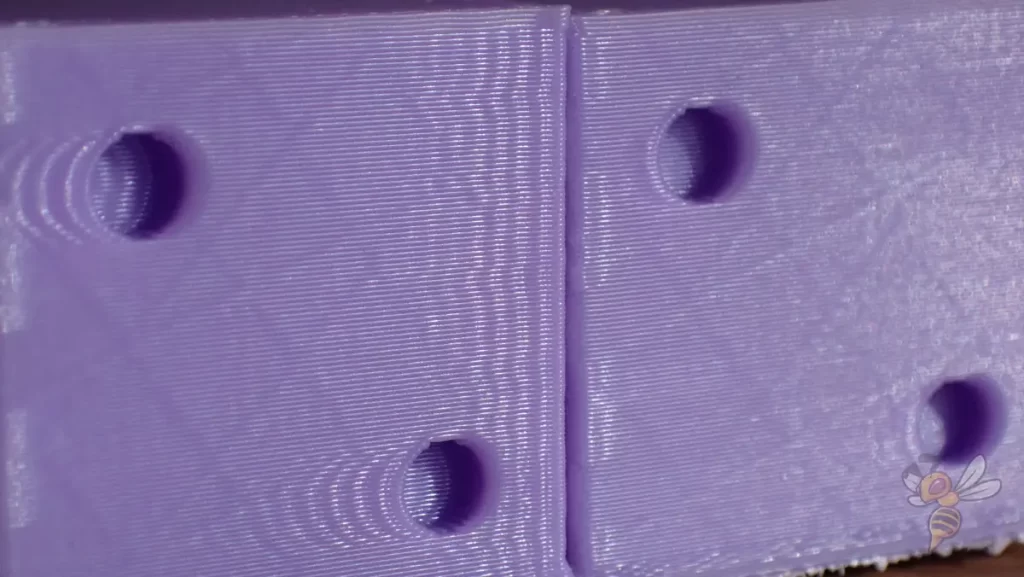
Eine zu hohe Druckbett-Temperatur kann jedoch zu einem Problem führen, das als „Elefantenfuß“ bekannt ist, bei dem die unteren Schichten des Druckobjekts sich ausdehnen und verbreitern. Dies beeinträchtigt die Präzision und das Aussehen deines Druckobjekts.
Beim Q1 Pro solltest du aber nicht auf dieses Problem stoßen, da du auch mit niedrigeren Druckbett-Temperaturen eine ausreichend gute Haftung erzielen kannst.
Druckgeschwindigkeit
Die besten Druckgeschwindigkeiten für den Qidi Tech Q1 Pro in Cura:
- PLA: 300 mm/s
- ABS: 300 mm/s
- TPU: 150 mm/s
- PETG: 200 mm/s
Die Druckgeschwindigkeit hat einen direkten Einfluss auf die Druckqualität und die Dauer des Druckvorgangs. Während eine höhere Geschwindigkeit den Druckprozess beschleunigen kann, führt sie möglicherweise zu Qualitätsverlusten wie ungenauen Details oder schlechter Schichthaftung.
Ein spezifisches Problem, das bei zu hohen Geschwindigkeiten auftreten kann, ist Ringing oder Ghosting, bei dem Vibrationen des Druckers zu Wellen oder Echos neben scharfen Kanten im Druck führen.
Um die optimale Druckgeschwindigkeit für deinen Qidi Tech Q1 Pro zu finden, empfehle ich die Durchführung eines Ringing Tests. Dieser Test hilft dir, die Geschwindigkeit zu kalibrieren, bei der dein Drucker die höchste Qualität ohne Ringing-Effekte erzielen kann.
Durch die Anpassung der Druckgeschwindigkeit an das jeweilige Material und die Komplexität des Objekts kannst du die bestmöglichen Ergebnisse erzielen.
Schichthöhe
Das sind die besten Schichthöhen für den Qidi Tech Q1 Pro in Cura:
- Dekorative Objekte: 0,1 mm
- Standard: 0,2 mm
- Grobe, schnelle Drucke: 0,3 mm
Die Schichthöhe beeinflusst direkt Qualität und Druckgeschwindigkeit. Mit 0,1 mm erhältst du detailreiche und glatte Drucke, ideal für präzise dekorative Modelle, allerdings mit längerer Druckzeit.
Die Standard-Schichthöhe von 0,2 mm ist ein ausgewogener Mittelweg für schnelle und qualitativ hochwertige Drucke. Für schnelle, funktionale Drucke ist die 0,3 mm Schichthöhe geeignet, wobei hier die Detailtreue und Oberflächenqualität nachlassen.
Flussrate
Das sind die besten Flussraten für den Qidi Tech Q1 Pro in Cura:
- Standard: 100%
- Für Über-Extrusion: 90% bis 99%
- Für Unter-Extrusion: 101% bis 110%
Die Anpassung der Flussrate sollte erst vorgenommen werden, nachdem die Drucktemperatur und Retraction kalibriert wurden. Diese beiden Faktoren haben einen erheblichen Einfluss auf die Qualität des Drucks und können oft die Ursache für Probleme sein, die zunächst wie ein Problem mit der Flussrate erscheinen.
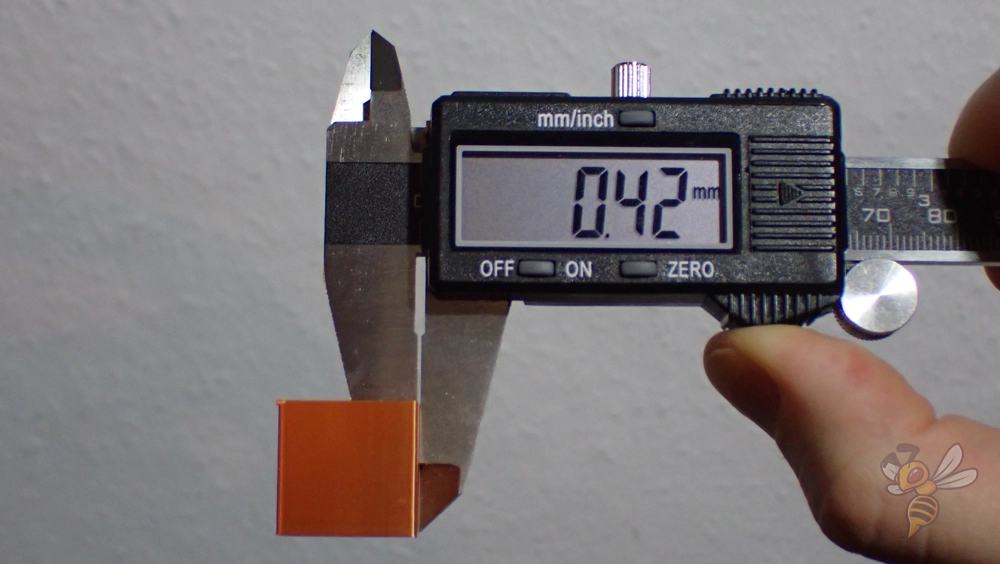
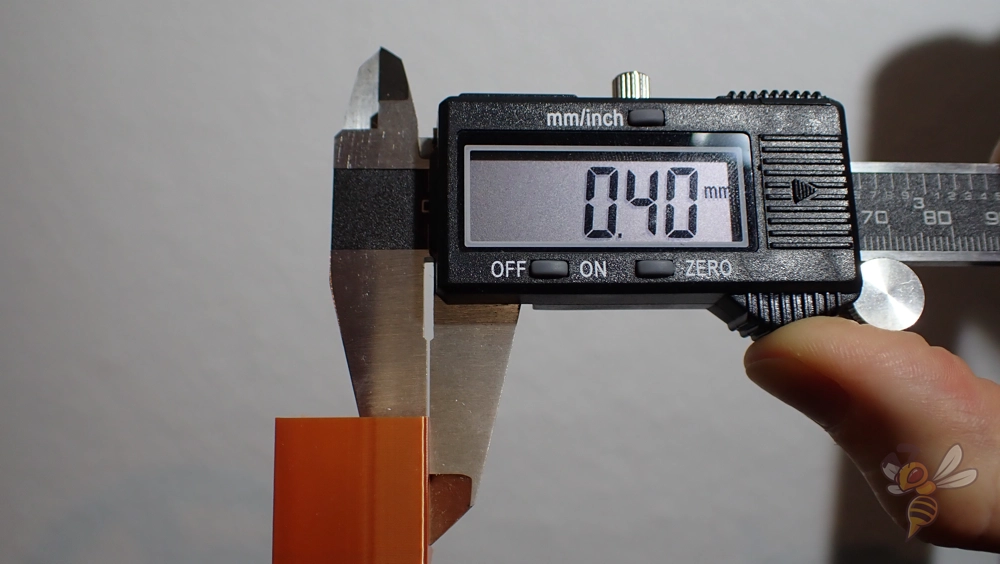
Für eine präzise Kalibrierung der Flussrate empfiehlt es sich, einen Würfel ohne Infill oder obere Schichten zu drucken. Die Wandstärke des Würfels dient dabei als Indikator, um festzustellen, ob die Flussrate erhöht oder verringert werden muss.
Eine korrekt kalibrierte Flussrate führt zu genau den Wandstärken, die in deinem Slicer eingestellt wurden, ohne dass zu viel oder zu wenig Material extrudiert wird. Diese Anpassung hilft dabei, die Genauigkeit deiner Drucke zu verbessern und Materialverschwendung zu vermeiden.
Retraction
Die besten Retraction Einstellungen für den Qidi Tech Q1 Pro in Cura:
- PLA: 6,5 mm mit 35 mm/s
- ABS: 6,5 mm mit 35 mm/s
- TPU: 7,0 mm mit 35 mm/s
- PETG: 7,0 mm mit 35 mm/s
Retraction spielt eine entscheidende Rolle bei der Vermeidung von Stringing und Verbesserung der Druckqualität. Eine Kalibrierung der Retraction zahlt sich immer aus, denn Stringing ist der erste Druckfehler, der die Oberflächenqualität deiner Drucke mit dem Q1 Pro negativ beeinträchtigen kann.
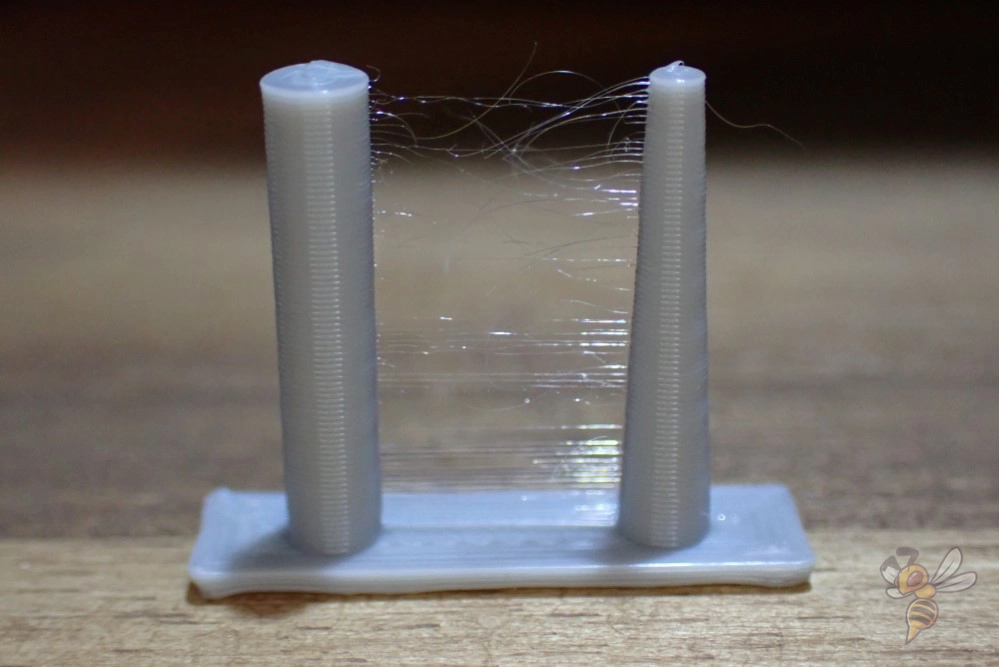
Um die Retraction richtig zu kalibrieren, solltest du spezielle Testdrucke durchführen, die auf Retraction-Probleme abzielen. Diese Tests helfen dir, die optimalen Einstellungen für Distanz und Geschwindigkeit zu finden, um Fäden und unerwünschte Materialablagerungen zwischen den Druckteilen zu minimieren.
Die Kalibrierung ist ein iterativer Prozess, bei dem du basierend auf den Testergebnissen Anpassungen vornehmen und erneut testen solltest, bis du die besten Resultate erzielst.
Infill
Die beste Infill-Dichte für den Qidi Tech Q1 Pro in Cura:
- Dekorative Objekte: 0-15%
- Standard Objekte: 15-50%
- Stabile Objekte: 50-100%
Die gewählte Infill-Dichte hängt hauptsächlich von der Funktion und den Anforderungen des Druckobjekts ab und ist weitgehend unabhängig vom verwendeten 3D-Drucker.
Für dekorative Objekte, bei denen es vorrangig um das Aussehen geht und weniger um die strukturelle Integrität, reichen geringe Infill-Dichten von 0-15%. Diese sorgen für eine schnelle Druckzeit und einen geringen Materialverbrauch, was sie ideal für Objekte macht, die nicht belastet werden.
Für Standardobjekte, die eine moderate Stabilität erfordern, empfiehlt sich eine Infill-Dichte von 15-50%. Diese Einstellung bietet einen guten Kompromiss zwischen Druckdauer, Materialverbrauch und Festigkeit.
Für Objekte, die einer hohen Belastung standhalten müssen, sollte die Infill-Dichte auf 50-100% gesetzt werden. Obwohl dies den Materialverbrauch und die Druckzeit erhöht, gewährleistet es die maximale Festigkeit und Haltbarkeit des Druckstücks.
Erste Schicht
Dies sind die besten Cura Einstellungen für die erste Schicht mit dem Qidi Tech Q1 Pro:
- Schichthöhe: 100%
- Linienbreite: 100%
- Drucktemperatur: So wie der Rest.
- Druckgeschwindigkeit: 10 mm/s
- Raft/Brim/Skirt: Skirt.
Die langsame Druckgeschwindigkeit der ersten Schicht ist entscheidend für eine gute Druckbett-Haftung und gilt als eine der wirksamsten Methoden, um sicherzustellen, dass der Druck erfolgreich beginnt. Durch das Verlangsamen der Geschwindigkeit bleibt das Filament länger heiß, was eine bessere Haftung auf dem Druckbett ermöglicht.
Das liegt daran, dass das Filament mehr Zeit hat, sich mit der Oberfläche des Druckbetts zu verbinden und abzukühlen, was zu einer stärkeren Bindung und geringeren Wahrscheinlichkeit von Warping oder anderen Haftungsproblemen führt. Diese sorgfältige Anpassung zu Beginn des Druckvorgangs trägt erheblich zur Qualität und Zuverlässigkeit des gesamten Druckprozesses bei.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
