
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Neptune 3 Plus von Elegoo ist ein nahezu perfekter großformatiger 3D-Drucker. Damit du auch eine perfekte Druckqualität erhältst, musst du aber auch die richtigen Einstellungen in Cura wählen.
Die richtigen Cura Einstellungen für den Neptune 3 Plus sind im Elegoo Cura Slicer enthalten. Sie können kopiert oder exportiert und in Cura eingefügt werden. Für perfekte Ergebnisse müssen einige Einstellungen jedoch kalibriert werden.
Wie du die richtigen Einstellungen in Cura definierst, welche Maschineneinstellungen du benötigst und wie du die wichtigsten Einstellungen kalibrierst, zeige ich dir in diesem detaillierten Guide.
| PLA | ABS | TPU | PETG | |
|---|---|---|---|---|
| Drucktemperatur | 210-220 °C | 250-260 °C | 215-220 °C | 225-235 °C |
| Druckbett-Temperatur | 60-65 °C | 90-95 °C | 60-70 °C | 65-75 °C |
| Druckgeschwindigkeit | 60 mm/s | 60 mm/s | 30 mm/s | 50 mm/s |
| Retraction | 2.5 mm bei 20 mm/s | 2.5-3.0 mm bei 20-30 mm/s | 3.0-4.0 mm bei 20-30 mm/s | 2.5-3.0 mm bei 20-25 mm/s |
| Kühlung | 100% | 0% + Gehäuse | 100% | 50-100% |

Kalibriertes Cura-Profil
Für eine optimale Druckqualität mit minimalem Aufwand kannst du mein kalibriertes Cura-Profil für diesen 3D-Drucker herunterladen und direkt in Cura importieren. Darin sind alle Einstellungen perfekt auf diesen Drucker angepasst, wie z. B. für die Beschleunigungen, Jerk, Supports und die erste Schicht.
Table of Contents:
Ein Profil für den Neptune 3 Plus in Cura Erstellen
Um ein neues Profil für den Neptune 3 Plus in Cura anzulegen, erstellst du ein blankes Profil, fügst die richtigen Maschineneinstellungen ein und passt die Druckeinstellungen für das jeweilige Filament und den Extruder an.
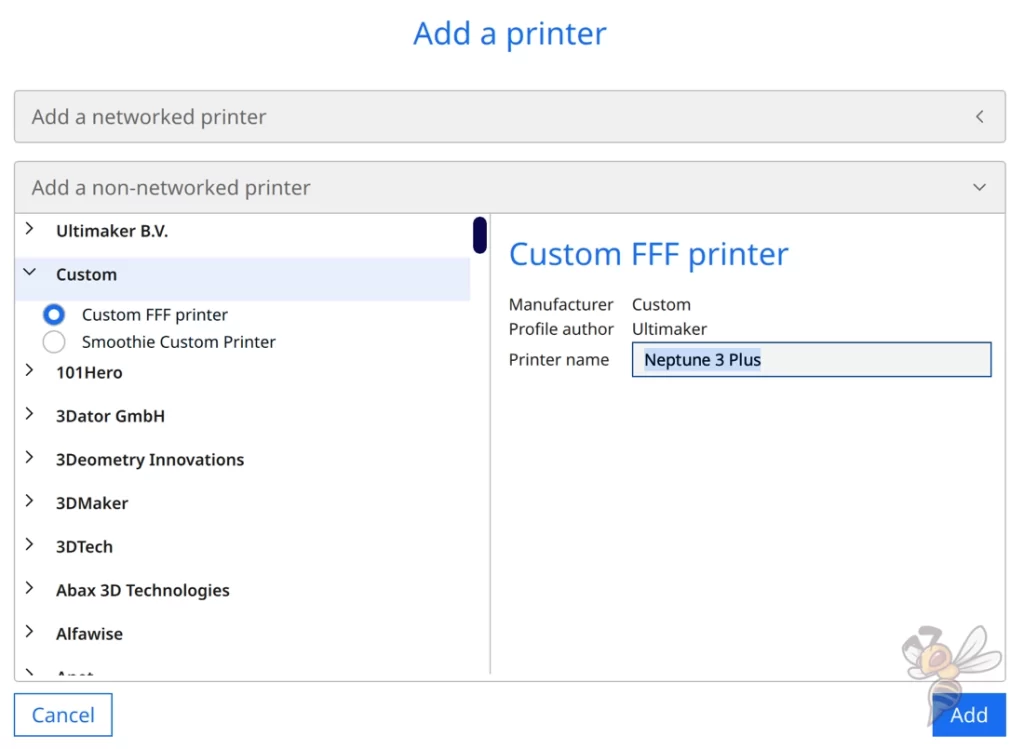
Um ein neues Profil zu erstellen, klickst du oben in der Menüleiste auf “Settings” > “Printer” > “Add printer …”.
Es öffnet sich ein Auswahlmenü, in dem du verschiedene Hersteller und deren Drucker auswählen kannst. Es kann sein, dass es zu dem Zeitpunkt an dem du diesen Artikel liest schon ein vorgefertigtes Profil in Cura für den Neptune 3 Plus gibt. Zur Veröffentlichung dieses 3D-Druckers und mehrere Wochen und Monate danach gab es jedoch noch keins.
Deswegen wählst du in diesem Fall “Custom” > “Custom FFF Printer”. Benenne den neuen 3D-Drucker “Neptune 3 Plus”.
Es öffnen sich als Nächstes die Maschineneinstellungen, in denen du unter anderem die Größe des Druckvolumens definierst und was der 3D-Drucker am Anfang und Ende jedes Auftrags ausführen soll.
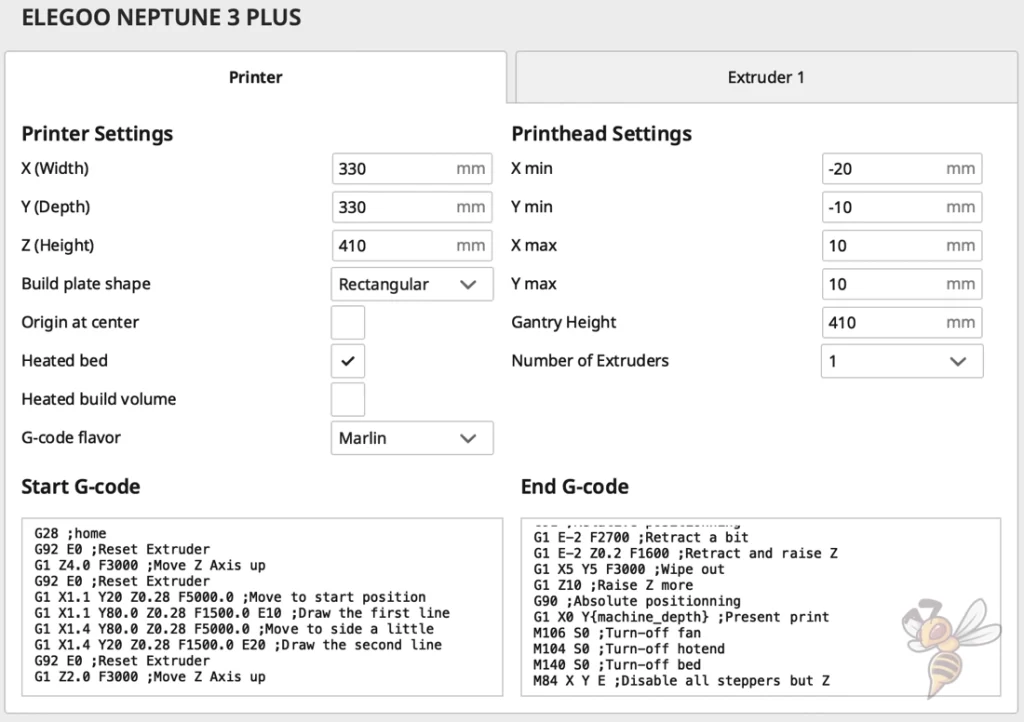
Die G-Code-Schnipsel, die du unten in den Maschineneinstellungen definierst, bewirken etwa, dass der Druckkopf in die Home Position fährt und vor dem eigentlichen Objekt eine Linie am Rand des Druckbetts druckt, um die Extrusion anzuregen und überschüssiges Material abstreifen (ähnlich wie bei einem Skirt).
Hier sind die jeweiligen G-Codes:
Start G-Code:
- G28 ;home
- G92 E0 ;Reset Extruder
- G1 Z4.0 F3000 ;Move Z Axis up
- G92 E0 ;Reset Extruder
- G1 X1.1 Y20 Z0.28 F5000.0 ;Move to start position
- G1 X1.1 Y80.0 Z0.28 F1500.0 E10 ;Draw the first line
- G1 X1.4 Y80.0 Z0.28 F5000.0 ;Move to side a little
- G1 X1.4 Y20 Z0.28 F1500.0 E20 ;Draw the second line
- G92 E0 ;Reset Extruder
- G1 Z2.0 F3000 ;Move Z Axis up
End G-Code:
- G91 ;Relative positioning
- G1 E-2 F2700 ;Retract a bit
- G1 E-2 Z0.2 F1600 ;Retract and raise Z
- G1 X5 Y5 F3000 ;Wipe out
- G1 Z10 ;Raise Z more
- G90 ;Absolute positioning
- G1 X0 Y{machine_depth} ;Present print
- M106 S0 ;Turn-off fan
- M104 S0 ;Turn-off hotend
- M140 S0 ;Turn-off bed
- M84 X Y E ;Disable all steppers but Z
Wenn du die Maschineneinstellungen wie oben beschrieben definiert hast und sie danach schließt, werden mehrere Profile mit verschiedenen Schichthöhen erstellt.
Hier sind aber an vielen Stellen nur Standardwerte eingetragen, mit denen du keine ausreichenden Ergebnisse mit dem Neptune 3 Plus erzielen wirst. Außerdem müssen sie auf die jeweils verwendete Filamentsorte abgestimmt werden. Welche Einstellungen sich am besten für den Neptune 3 Plus eignen und wie du diese kalibrierst, ist Bestandteil dieses Artikels.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Neptune 3 Plus für PLA:
- Drucktemperatur: 210-220 °C
- Druckbett-Temperatur: 60-65 °C
- Druckgeschwindigkeit: 60 mm/s
- Einzug (Retraction): 2,5 mm bei 20 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
PLA gehört zu den beliebtesten Filamenten im 3D-Druck. Dies liegt hauptsächlich daran, dass es günstig und sehr einfach zu verarbeiten ist.
Jeder 3D-Drucker auf dem Markt kann PLA verarbeiten. Es gibt trotzdem einige Dinge, die du dabei beachten musst, um perfekte Ergebnisse zu erzielen.
Als Erstes ist es wichtig, die richtige Drucktemperatur einzustellen. Wenn die Drucktemperatur zu hoch ist, können Druckfehler wie Stringing oder sogar Blobs entstehen. Eine zu niedrige Drucktemperatur kann aber auch zu Ungenauigkeiten und anderen Unter-Extrusions-Phänomenen führen.
Ein guter Startwert für die Drucktemperatur ist bei PLA beim Neptune 3 Plus zwischen 210 und 220 °C. Beachte auch die empfohlene Drucktemperatur des Herstellers des Filaments.
Worüber du dir beim Neptune 3 Plus und PLA kaum Sorgen machen musst, ist die Druckbett-Haftung. Daher ist es nicht ganz so wichtig, welche Temperatur du für das Druckbett wählst. Am besten ist es, wenn du mit dem Standardwert von 60 °C startest.
Wenn du das Druckbett richtig nivelliert hast und die Druckgeschwindigkeit für die erste Schicht reduzierst, wirst du eine perfekte Druckbett-Haftung bekommen.
Die Retraction beträgt bei PLA beim Neptune 3 Plus 2,5 mm bei einer Retraction Geschwindigkeit von 20 mm/s. Dieser Wert muss auf jeden Fall für das jeweils verwendete Filament kalibriert werden.
Wie du das machst, erfährst du später in diesem Artikel. Auch zwei PLA Filamente von unterschiedlichen Herstellern können sich so stark unterscheiden, dass du unterschiedliche Retraction Werte verwenden musst.
ABS Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Neptune 3 Plus für ABS:
- Drucktemperatur: 250-260 °C
- Druckbett-Temperatur: 90-95 °C
- Druckgeschwindigkeit: 60 mm/s
- Einzug (Retraction): 2,5-3,0 mm bei 20-30 mm/s
- Kühlung: 0% + Gehäuse
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
ABS ist stabiler und haltbarer als PLA. Daher ist es sehr beliebt für mechanische Anwendungen. Es ist aber deutlich schwieriger, dieses Filament zu verarbeiten.
Einerseits ist es schwieriger die richtigen Drucktemperaturen zu finden und andererseits muss die Umgebungstemperatur während des Drucks warm und konstant bleiben. Ansonsten kann sich das ABS Filament während des Drucks verziehen oder vom Druckbett lösen (Warping).
Bei kleineren Objekten, die nur wenige Zentimeter hoch sind, ist dieser Effekt oft so klein, dass du den Druck auch ohne besondere Maßnahmen starten kannst. Ansonsten benötigst du ein passendes 3D-Drucker-Gehäuse, um die Temperatur im Druckvolumen homogen warm halten kannst.
Die Druckbett-Haftung von ABS ist auf PEI einwandfrei, kann jedoch verbessert werden. Als erste Maßnahme solltest du die Druckgeschwindigkeit für die erste Schicht reduzieren. Dies gibt dem flüssigen Filament mehr Zeit, sich mit der Oberfläche des Druckbetts zu verbinden.
Wenn das nicht funktioniert, kannst du auch einen Klebstoff wie Magigoo verwenden. Ansonsten kannst du dir die einzelnen Methoden zur Verbesserung der Druckbett-Haftung auch in diesem Artikel anschauen.
TPU Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Neptune 3 Plus für TPU:
- Drucktemperatur: 215-220 °C
- Druckbett-Temperatur: 60-70 °C
- Druckgeschwindigkeit: 30 mm/s
- Einzug (Retraction): 3,0-4,0 mm bei 20-30 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Da der Neptune 3 Plus mit einem Direct Drive Extruder ausgestattet ist, kann er flexible Filamente wie TPU ausgezeichnet verarbeiten.
Der Unterschied zwischen einem Direct Drive Extruder und einem Bowden Extruder liegt darin, dass die Strecke zwischen dem Extruder und der heißen Nozzle bei einem Direct Drive Extruder viel kürzer ist.
Der Extruder schiebt das Filament vorwärts. Ein flexibles Filament kann ein Teil dieser Bewegungen ausgleichen, was zu Ungenauigkeiten in der Extrusion führt. Je länger die Strecke zwischen dem Extruder und der Nozzle ist, desto mehr kann das Filament kompensieren. Daher ist es oft fast unmöglich, mit einem Bowden Extruder flexibles Filament fehlerfrei zu drucken.
Genau deswegen ist die wichtigste Einstellung bei TPU die Retraction. Du wirst sie Retraction viel länger kalibrieren müssen als bei PLA oder anderen starren Filamenten.
PETG Einstellungen
Das hier sind die richtigen Cura Einstellungen für den Neptune 3 Plus für PETG:
- Drucktemperatur: 225-235 °C
- Druckbett-Temperatur: 65-75 °C
- Druckgeschwindigkeit: 50 mm/s
- Einzug (Retraction): 2,5-3,0 mm bei 20-25 mm/s
- Kühlung: 50-100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
PETG ist neben ABS auch sehr beliebt für mechanische Anwendungen oder für den Außenbereich. Es ist einfacher zu drucken als ABS und hat trotzdem eine sehr hohe Stabilität und Stärke.
Das Problem bei PETG ist jedoch, dass es sehr stark zu Stringing neigt. Die Drucktemperatur und die Retraction müssen hier genau eingestellt werden, um fehlerfrei zu drucken.
Für die Retraction kannst du deine PLA Einstellungen übernehmen und von dort aus weiter optimieren. Ich würde dir auf jeden Fall eine genaue Kalibrierung empfehlen, wenn du mit PETG arbeiten möchtest. Wie du dies machst, erfährst du später in diesem Artikel.
Außerdem ist die Kühlrate unterschiedlich zwischen verschiedenen PETG Sorten. Manche benötigen viel Kühlung, damit sie keine Fäden ziehen, andere benötigen jedoch nur 50%.
Das Druckbett des Neptune 3 Plus ist auch für PETG optimal geeignet. Bei manchen PETG Sorten kann es jedoch sein, dass du etwas nachhelfen musst.
Beste Cura Einstellungen für den Neptune 3 Plus

Drucktemperatur
Die besten Drucktemperaturen für den Neptune 3 Plus in Cura:
- PLA: 210-220 °C
- ABS: 250-260 °C
- TPU: 215-220 °C
- PETG: 225-235 °C
Wenn du die Temperatur des Hotends nicht richtig einstellst, kann es zu diversen Druckfehlern kommen. Bei zu hohen Werten tritt das Filament unkontrolliert aus, da es zu flüssig ist. Stringing entsteht. Bei zu niedrigen Werten könnten Löcher entstehen oder die Schichthaftung leidet.
Die in diesem Artikel angegebenen Werte sind für den Neptune 3 Plus gute Richtwerte für die einzelnen Filamente. Auch solltest du auf die Angaben des Herstellers achten, die meistens auf der Spule des Filaments stehen.
Das Hotend des Neptune 3 Plus erreicht eine maximale Temperatur von 260 °C. Damit kannst du alle Standard-Filamente verarbeiten und viele der exotischeren Materialien.
Die Drucktemperatur zählt zu den wichtigsten Einstellungen. Daher ist es wichtig, sie für jedes Filament zu kalibrieren, um die besten Ergebnisse zu erhalten.
Druckbett-Temperatur
Die besten Druckbett-Temperaturen für den Neptune 3 Plus in Cura:
- PLA: 60-65 °C
- ABS: 90-95 °C
- TPU: 60-70 °C
- PETG: 65-75 °C
Die Druckbett-Temperatur ist wichtig für die Druckbett-Haftung. Ist sie zu niedrig, ist die Haftung zu schlecht und das Objekt könnte sich ganz oder teilweise vom Druckbett lösen. Wenn Temperatur jedoch zu hoch ist, erzeugst du einen Elefantenfuß.
Ich habe in meinem praktischen Test des Neptune 3 Plus die Druckbett-Temperatur und ihre Homogenität nachgemessen. Die Verteilung der Temperatur ist sehr gleichmäßig, obwohl das Druckbett so groß ist. Die absolute Temperatur ist jedoch ein paar Grad niedriger als der Wert, der im Menü eingegeben wird.
Du kannst also bis zu fünf Grad höher einstellen, um auf die empfohlenen Werte zu kommen. Achte dabei darauf, ob sich ein Elefantenfuß bildet. Dann musst du die Temperatur wieder etwas verringern und andere Methoden zur Verbesserung der Druckbett-Haftung anwenden.
Druckgeschwindigkeit
Die beste Druckgeschwindigkeit für den Neptune 3 Plus in Cura:
- PLA: 60 mm/s
- ABS: 60 mm/s
- TPU: 30 mm/s
- PETG: 50 mm/s
Die optimale Druckgeschwindigkeit ist abhängig davon, was für einen Extruder du verwendest und wie gut die Qualität sein soll. Im Prinzip stellst du die Druckgeschwindigkeit so hoch ein, dass noch keine Druckfehler wie Ringing oder Ghosting erscheinen.
Solche Druckfehler werden nämlich durch Vibrationen des Druckkopfes erzeugt. Je schwerer der Druckkopf ist, desto schneller werden solche Vibrationen erzeugt. Daher ist es meistens so, dass 3D-Drucker mit schweren Direct Drive Extrudern langsamer drucken können als solche mit einem leichten Bowden Extruder.
Da der Neptune 3 Plus einen mittelgroßen Druckkopf mit Direct Drive Extruder besitzt, liegt seine Druckgeschwindigkeit auch bei relativ normalen Werten für kartesische 3D-Drucker.
Die oben aufgeführten Richtwerte sollten dir gute Ergebnisse mit den jeweiligen Filamenten geben. Achte bei flexiblen Filamenten wie TPU darauf, dass die Druckgeschwindigkeit erheblich langsamer sein sollte als bei anderen Filamenten.
Schichthöhe
Die besten Schichthöhen für den Neptune 3 Plus in Cura:
- Dekorative Objekte: 0,08-0,12 mm
- Standard: 0,16-0,20 mm
- Grobe, schnelle Drucke: 0,24-0,28 mm
Welche Schichthöhe du verwenden kannst, ist hauptsächlich davon abhängig, welche Nozzle du verwendest und wie genau der Extruder des 3D-Druckers arbeitet.
Mit der mitgelieferten 0,4 mm Nozzle und dem genau arbeitenden Direct Drive Extruder des Neptune 3 Plus kannst du Schichthöhen von 0,05 mm erreichen. Ich würde dir jedoch empfehlen bei 0,08 mm anzufangen und höchstes 0,3 mm zu verwenden.
Je dünner die Schichten sind, desto feiner wird die Oberfläche. Der Nachteil ist jedoch, dass die Druckzeit proportional dazu zunimmt. Feinere Drucke benötigen sehr viel länger als grobe.
Je nachdem welchen Verwendungszweck du für dein Objekt im Auge hast, solltest du also die richtige Schichthöhe wählen, um dir Druckzeit zu sparen. Falls dein Objekt nur einen mechanischen Einsatz haben wird, würde sich eine größere Schichthöhe anbieten.
Flussrate
Die beste Flussrate für den Neptune 3 Plus in Cura:
- Standardwert: 100%
- Bei Über-Extrusion: 90% bis 99%
- Bei Unter-Extrusion: 101% bis 110%
Die Flussrate beträgt standardmäßig immer 100%. Nur falls du Über-Extrusionen oder Unter-Extrusion nicht in den Griff bekommst, kannst du mit der Flussrate das Problem lösen.
Die Flussrate bestimmt, wie viel Filament pro Sekunde extrudiert wird. Durch eine Veränderung der Flussrate ändert sich zwar nicht die Druckzeit, die gedruckten Linien werden aber bei einer höheren Flussrate dicker oder dünner bei kleineren.
Da die Flussrate einen so großen Effekt auf das Druckergebnis hat, gehört sie zu den Einstellungen, die kalibriert werden sollten.
Einzug (Retraction)
Die besten Einstellungen für den Einzug (Retraction) für den Neptune 3 Plus in Cura:
- PLA: 2,5 mm bei 20 mm/s
- ABS: 2,5-3,0 mm bei 20-30 mm/s
- TPU: 3,0-4,0 mm bei 20-30 mm/s
- PETG: 2,5-3,0 mm bei 20-25 mm/s
Die Retraction ist im 3D-Druck eine der wichtigsten Einstellungen. Sie ist stark davon abhängig, was für einen Extruder der 3D-Drucker verwendet und ist für jeden 3D-Drucker und auch für jedes Filament unterschiedlich.
Der Neptune 3 Plus besitzt einen Direct Drive Extruder, bei dem die Retraction Distanzen relativ kurz sind. Auch die Retraction Geschwindigkeiten sind im unteren Bereich, wenn man ihn mit anderen Extrudern vergleicht.
Nur eine gut eingestellte Retraction kann Druckfehler wie Stringing vermeiden. Neben der Drucktemperatur ist die Retraction die wichtigste Einstellung, die du kalibrieren solltest, um optimale Ergebnisse zu erzielen.
Infill
Die beste Infill Dichte für den Neptune 3 Plus in Cura:
- Deko-Objekte: 0-15%
- Standardobjekte: 15-50%
- Stabile Objekte: 50-100%
Wie stabil das gedruckte Objekt wird, bestimmst du nicht nur über die Filament Sorte, du kannst die Stabilität auch in einem hohen Maße durch den Infill an deine gewünschten Anforderungen anpassen.
Je dichter das Filament im Inneren des Objekts ist, desto stabiler wird das Objekt. Daher eignen sich höhere Dichten für mechanisch eingesetzte Objekte und niedrigere Dichten für dekorative Zwecke.
Du kannst beim Infill aber nicht nur die Dichte spezifizieren, auch das Muster hat einen Einfluss auf die Druckzeit und die Stabilität.
Hohe Stabilität (für stabile Objekte):
- Würfel
- Würfel-Unterbereich
- Octet
- Gyroid
Mittlere Stabilität (für Standardobjekte):
- Gitter
- Dreiecke
- Tri-Hexagonal
Niedrige Stabilität (für Deko-Objekte):
- Linien
- Zickzack
- Blitz
Erste Schicht
Das sind die besten Cura Einstellungen für die erste Schicht beim Neptune 3 Plus:
- Schichthöhe: 100-200% der normalen Schichthöhe (höhere Werte, um Druckbett Haftung zu erhöhen)
- Linienbreite: 100-200% der normalen Linienbreite (höhere Werte, um Druckbett Haftung zu erhöhen)
- Drucktemperatur: So wie der Rest des Objekts oder 5-10 °C höher für eine bessere Druckbett-Haftung.
- Druckgeschwindigkeit: 50% der normalen Druckgeschwindigkeit (also 25 mm/s bei einer normalen Druckgeschwindigkeit von 50 mm/s) oder 5-10 mm/s für eine hohe Druckbett-Haftung
- Flussrate: 100-110% (höhere Werte bei einer schlechten Druckbett-Haftung)
Die erste Schicht ist im 3D-Druck die wichtigste. Der Neptune 3 Plus besitzt ein PEI Druckbett, dass eine exzellente Druckbett-Haftung für die meisten Filamente bietet. Falls das Objekt während des Drucks verrutscht oder das Filament erst gar nicht auf dem Druckbett haftet, gibt es ein paar Methoden, die Haftung zu erhöhen.
Mit den oben aufgelisteten Werten kannst du die Druckbett-Haftung mit Cura erhöhen. Besonders wichtig ist dabei eine niedrigere Druckgeschwindigkeit für die erste Schicht. Falls du noch andere Methoden ausprobieren möchtest, kannst du auch in diesen Artikel hinein schauen: 3D Druck haftet nicht am Bett: Alle Lösungen im Praxistest
Cura Einstellungen Kalibrieren für den Neptune 3 Plus
Drucktemperatur Kalibrieren
Um die optimalen Werte für die Drucktemperatur zu finden, kannst du ein geeignetes Objekt bei verschiedenen Temperaturen drucken, um dich schrittweise dem optimalen Wert zu nähern.
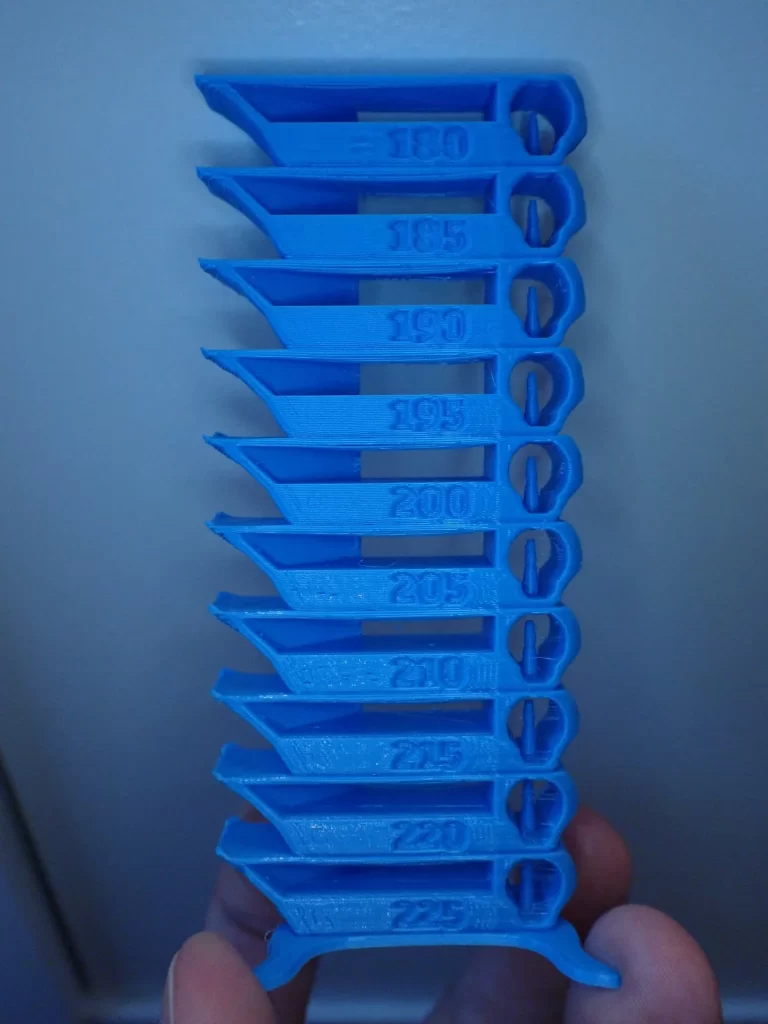
Es gibt aber auch sogenannte Temperatur-Türme, bei denen du die richtige Temperatur mit nur einem Druck feststellen kannst. Sie bestehen aus mehreren Ebenen der gleichen Geometrie. Die einzelnen Ebenen werden bei verschiedenen Temperaturen gedruckt. So kannst du nach dem Druck sofort sehen, welche Temperatur du verwenden solltest.

Lies den detaillierten Kalibrier-Guide:
3D-Drucker Kalibrierung: Schritt-für-Schritt Anleitung
Flussrate Kalibrieren
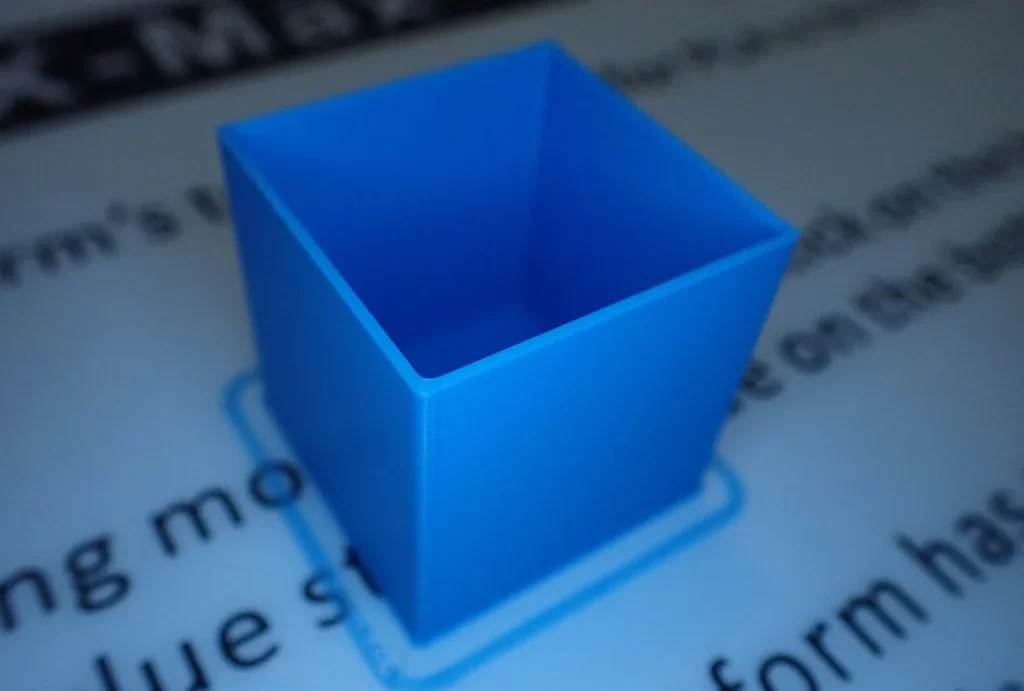
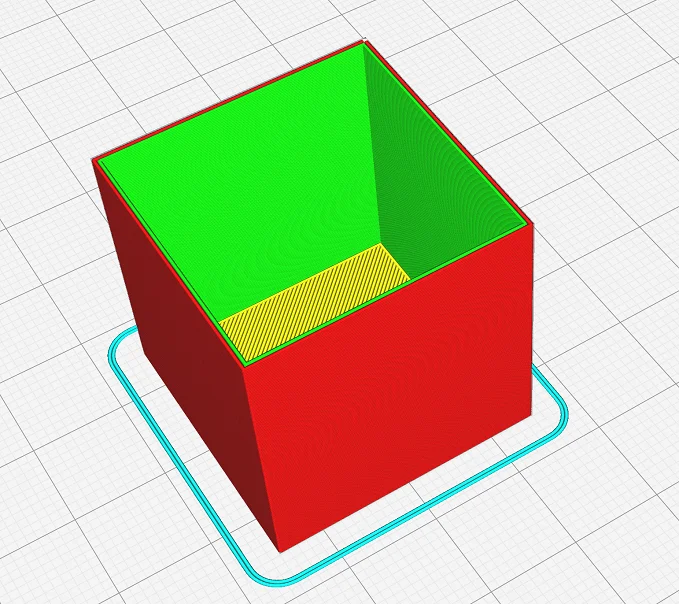
Bei der Kalibrierung der Flussrate gleichst du die reale Linienbreite mit der theoretischen in Cura ab. Ich verwende dazu meistens einen offenen Würfel mit zwei bis drei Wandlinien.
Nach dem Druck kann ich mit einem Messschieber die Wandstärke messen und sie mit dem theoretischen Wert vergleichen. Ist die reale Wandstärke zu groß, kann ich die Flussrate verringern, um sie dem theoretischen Wert anzugleichen.
Meistens benötigst du für diese Kalibrierung mehrere Durchgänge, bis du den richtigen Wert gefunden hast.
Normalerweise sollte die Flussrate nur wenige Prozent vom Standardwert von 100 % abweichen. Falls nicht, solltest du deine anderen Einstellungen noch einmal überprüfen, da hier wahrscheinlich ein Fehler besteht.
Einzug Kalibrieren
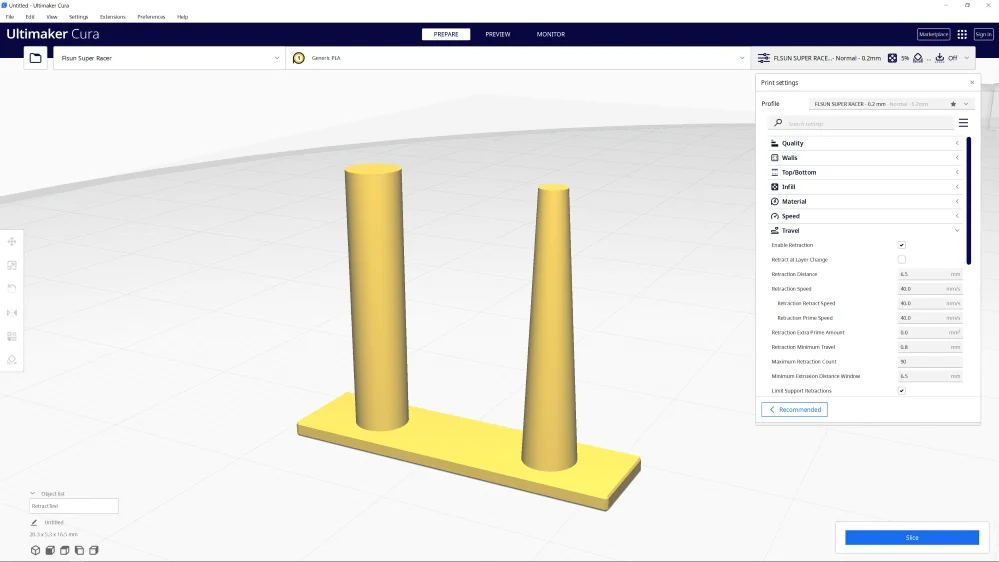
Bei der Retraction musst du hauptsächlich die Retraction Distanz und die Retraction Geschwindigkeit kalibrieren. Es gibt zwar noch etliche andere Einstellungen zur Retraction in Cura, jedoch sind diese beiden Werte die wichtigsten.
Ich kalibriere die Retraction am liebsten mit einem kleinen Objekt, das mindestens zwei Säulen aufweist. Ein solches Objekt ist innerhalb von wenigen Minuten gedruckt und provoziert Stringing – den ersten und offensichtlichsten Fehler, der bei falschen Retraction Einstellungen entsteht.
Passe die Einstellungen für die Retraction in kleinen Schritten an und drucke das Objekt neu, um dich schrittweise den perfekten Werten zu nähern.
Fazit
Mit den Werten aus diesem Artikel und den Maschineneinstellungen solltest du dir ein gutes Profil für den Neptune 3 Plus in Cura erstellen können.
Denke dabei daran, dass diese Werte nur Richtwerte sind und du sie auf deinen 3D-Drucker und das jeweils verwendete Filament optimieren musst.
Du wirst wahrscheinlich auch ohne Optimierung gute Ergebnisse erzielen, für perfekte Ergebnisse ist eine Kalibrierung jedoch unbedingt notwendig.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
