
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Cura ist einer der beliebtesten Slicer für 3D Drucker und unterstützt mittlerweile so gut wie alle gängigen 3D Drucker auf dem Markt. Die einzelnen Profile können jedoch oft optimiert werden und manchmal sind Cura-eigene Profile erst Monate nach Produktlaunch verfügbar – wie für den Ender 6.
Lange Zeit gab es kein offizielles Profil für den Ender 6 in Cura. Man musste sich entweder ein eigenes Profil erstellen oder die Einstellungen aus dem Creality Slicer verwenden. Mittlerweile gibt es in Cura ein voreingestelltes Profil, welches ein guter Startpunkt für weitere Optimierungen ist.
In diesem Artikel erfährst du alles über die besten Einstellungen für den Ender 6 von Creality, wie du das passende Profil in Cura findest und wie du dir dein eigenes Profil erstellen kannst.
Das perfekte Ender 6 Cura Profil für PLA:
- Schichtdicke: 0,12 mm
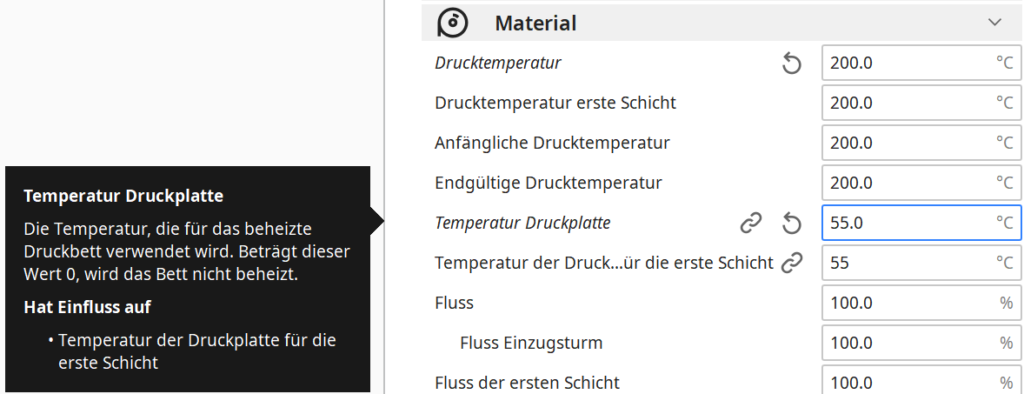
- Drucktemperatur: 200 °C
- Druckbett Temperatur: 55 °C
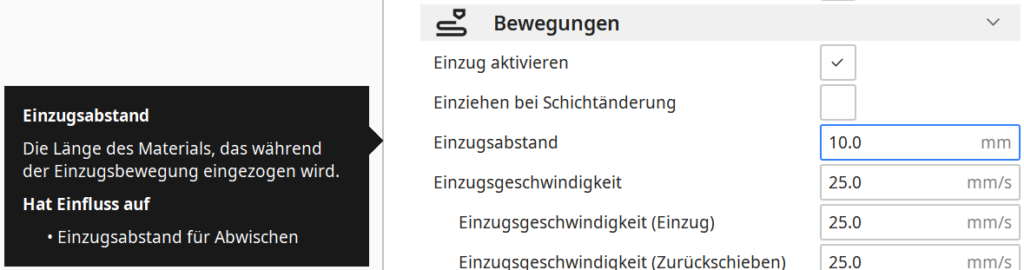
- Retraction/Einzug: 10 mm bei 25 mm/s
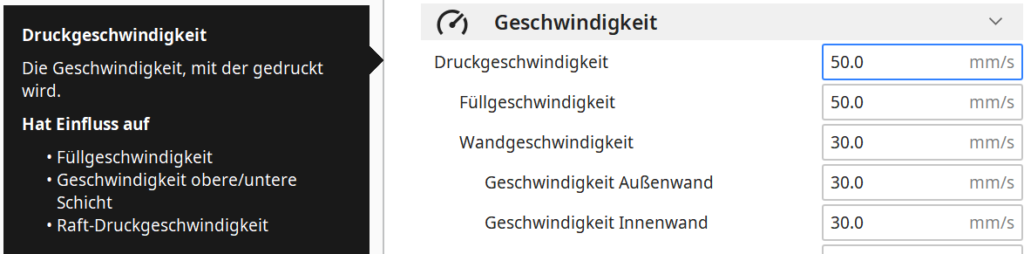
- Geschwindigkeit: 50 mm/s
- Infill: 20%
- Geschwindigkeit der ersten Schicht: 25 mm/s
- Kühlung der ersten Schichten: 0%
Table of Contents:
- 1 Ender 6 in Cura Hinzufügen > Ender 6 Cura Profil
- 2 Schichtdicke > Ender 6 Cura Profil
- 3 Drucktemperatur > Ender 6 Cura Profil
- 4 Druckbett Temperatur > Ender 6 Cura Profil
- 5 Retraction > Ender 6 Cura Profil
- 6 Geschwindigkeit > Ender 6 Cura Profil
- 7 Infill > Ender 6 Cura Profil
- 8 Erste Schichten > Ender 6 Cura Profil
Ender 6 in Cura Hinzufügen
> Ender 6 Cura Profil
Du kannst deinen Ender 6 in Cura auf drei verschiedene Arten hinzufügen:
- Cura’s Standardprofil verwenden
- Das Profil aus dem Creality Slicer in Cura übertragen
- Ein eigenes Profil erstellen
Im Folgenden zeige ich dir jede dieser Möglichkeiten und danach lernst du wie du die Einstellungen optimieren kannst.
Curas Ender 6 Standardprofil Verwenden
Das Standardprofil für den Ender 6 in Cura ist ein sehr guter Startpunkt für weitere Optimierungen. Mit diesem Standardprofil überspringst du viele Schritte bei der Erstellung eines neuen Profils.
Du musst die Dimensionen des Druckbetts und des Druckkopfs nicht selber eingeben und der G-Code ist auch schon vorhanden. Die meisten Druckeinstellungen wie die Drucktemperatur, Geschwindigkeit oder Retraction sind auch schon sehr gut voreingestellt.
Hier findest du das Standardprofil für den Ender 6 in Cura:
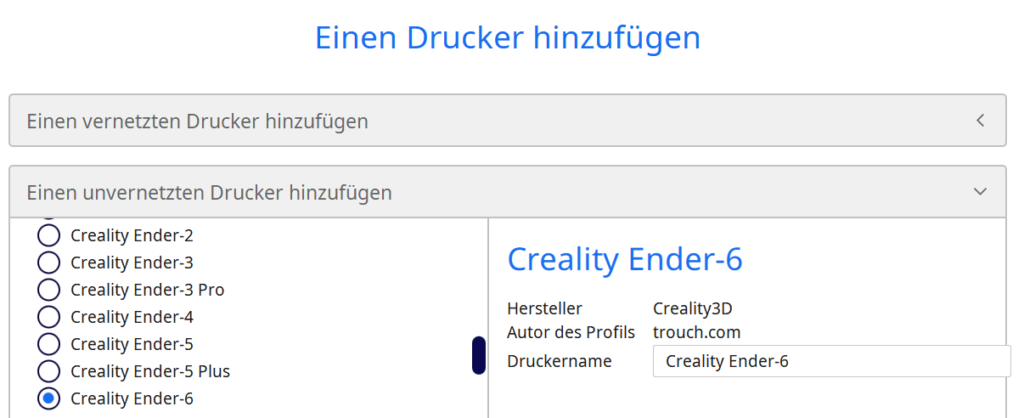
- In Cura’s Menüleiste: Einstellungen > Drucker > Drucker hinzufügen…
- Wähle “Einen unvernetzten Drucker hinzufügen” aus
- Suche nach Creality3D und wähle den Ender 6 aus
- Klicke auf “Hinzufügen”
- Klicke in den Geräteeinstellungen auf “Weiter”
Nun hast du das Standardprofil für den Creality Ender 6 geladen. Es kommt mit diversen Voreinstellungen für unterschiedliche Qualitätsstufen mit Schichtdicken von 0,12 bis 0,28 mm.
Falls du dich wunderst warum diese voreingestellten Schichtdicken ein Mehrfaches von 0,04 mm ist, liegt das an der sogenannten “magischen Zahl”. Diese Zahl ist die Schrittweite des Schrittmotors und liefert die besten Ergebnisse.
Creality’s Ender 6 Profil Verwenden
Im Slicer von Creality gibt es auch ein vorgefertigtes Profil für den Ender 6. Dieses Profil kannst du in Cura übernehmen, um die empfohlenen Einstellungen des Herstellers zu verwenden.
Eigenes Profil Erstellen
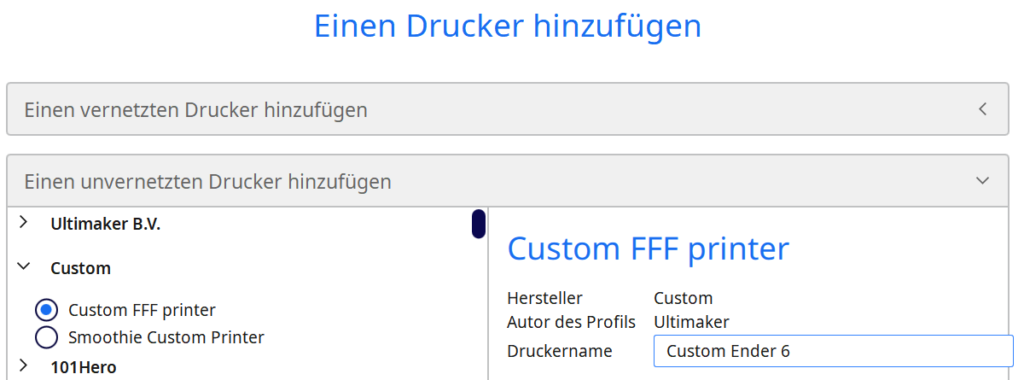
Um dir einen eigenes Profil für den Ender 6 anzulegen, musst du “Custom” und “Custom FFF Printer” auswählen und auf “Hinzufügen” klicken. Vorher kannst du ihm noch einen passenden Namen geben wie “Custom Ender 6”.
Im nächsten Bildschirm musst du die individuellen Druckereinstellungen vornehmen. Hierzu zählen die Ausmaße des Druckbetts, ob er ein beheizbares Druckbett besitzt, wie der Start und Ende G-Code aussehen soll, wie groß der Druckkopf ist und welchen Extruder du verwendest.
Die Größe des Druckbetts bzw. des Druckvolumens ist recht einfach, da sie unter den Spezifikationen des Druckers aufgelistet sind. Die Druckkopf Einstellungen sind schon etwas komplizierter, da du den Druckkopf manuell ausmessen musst. Wie du das tust kannst du in diesem Artikel nachlesen.
Der Start und Ende G-Code sieht wie folgt aus:
- START:
G28 ;Home
G92 E0 ;Reset Extruder
G1 Z2.0 F3000 ;Move Z Axis up
G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position
G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line
G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little
G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line
G92 E0 ;Reset Extruder
G1 Z2.0 F3000 ;Move Z Axis up - ENDE:
G91 ;Relative positioning
G1 E-2 F2700 ;Retract a bit
G1 E-2 Z0.2 F2400 ;Retract and raise Z
G1 X5 Y5 F3000 ;Wipe out
G1 Z10 ;Raise Z more
G90 ;Absolute positioning
G28 X Y ;Present print
M106 S0 ;Turn-off fan
M104 S0 ;Turn-off hotend
M140 S0 ;Turn-off bed
M84 X Y E Z ;Disable all steppers
Die Extruder Einstellungen betreffen die Düsengröße, den kompatiblen Material Durchmesser und speziellen G-Code.
Dies waren aber nur die Einstellungen für den Drucker. Die Druckeinstellungen für Schichtdicken, Drucktemperatur, Retraction, etc. musst du dann noch weiter anpassen. Du kannst dich an den Standardwerten dieses Guides richten und diese dann weiter für dein Gerät optimieren.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
Schichtdicke
> Ender 6 Cura Profil
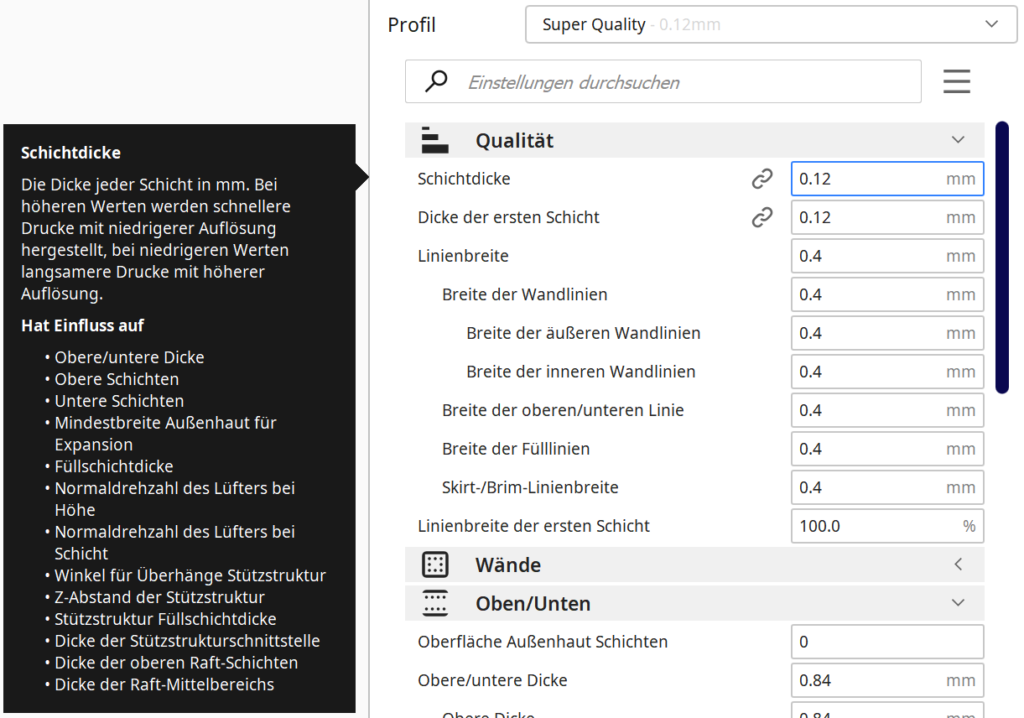
Neben der XY-Auflösung deines 3D Druckers, ist die Schichtdicke für die Genauigkeit zuständig. Wenn du die Schichtdicke halbierst, wird die Auflösung in Z-Richtung verdoppelt und liefert glattere Oberflächen.
Du kannst die Schichtdicke aber nicht willkürlich klein wählen, da diese vom Extruder, dem verwendeten Material, den Schrittmotoren und vielen anderen Faktoren abhängt. Außerdem solltest du beachten, dass kleinere Schichtdicken zwar genauere Ergebnisse liefern, aber wesentlich länger zum Drucken benötigen (wie die Schichtdicke und der Düsendurchmesser mit der Druckzeit zusammenhängt, erfährst du in diesem Artikel).
Die idealen Schichtdicken sind ein Mehrfaches der Schrittweite des Schrittmotors in der Z Achse. Beim Ender 6 hat der Schrittmotor der Z-Achse eine Schrittweite von 0,04 mm. Dieser Wert wird auch als “magic number” bezeichnet, da das Ergebnis auf magische Weise besser wird, wenn man mit Vielfachen dieser Zahl rechnet.
Mit diesem Wert kannst du folgende Schichtdicken mit dem Ender 6 erreichen:
- 0,08 mm: Extrem feine Qualität, aber an der Grenze des Machbaren und sehr langsam
- 0,12 mm: Feine Qualität, langsam
- 0,16 mm: Gute Qualität, eher langsam
- 0,20 mm: Standard
- 0,24 mm: Gröber aber schneller
- 0,28 mm: Grob und schnell
Drucktemperatur
> Ender 6 Cura Profil
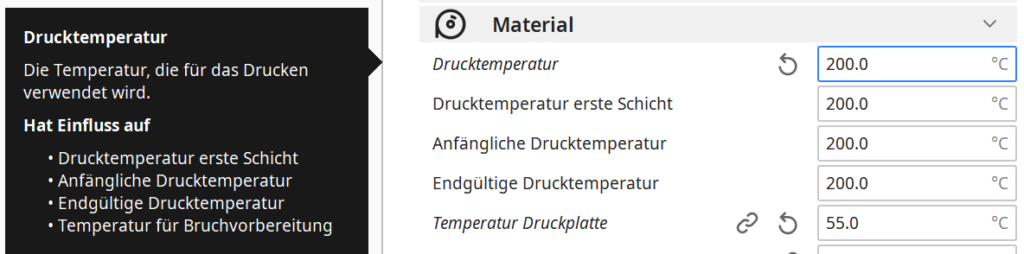
Eine falsche Drucktemperatur kann zu diversen Druckfehlern führen (schlechte Druckbett Haftung, Warping, Über-Extrusion, Unter-Extrusion, Pickel, usw.). Die richtige Druck Temperatur hängt vom verwendeten Material ab.
Für PLA sind Temperaturen zwischen 180 und 220 °C sinnvoll, für ABS zwischen 220 und 250 °C und für PETG zwischen 220 und 245 °C. Der Ender 6 kann aber auch noch andere Filamente drucken.
Ein guter Startpunkt für die einzelnen Materialien sind beim Ender 6 wie folgt:
- PLA: 200 °C
- ABS: 230 °C
- PETG: 240 °C
Aber auch zwei Filamente aus demselben Material aber von verschiedenen Herstellern oder manchmal sogar Chargen, können eine andere Temperatur benötigen. Deshalb solltest du mit jedem neuen Filament die richtige Temperatur mit einem geeigneten Kalibrier-Objekt finden.
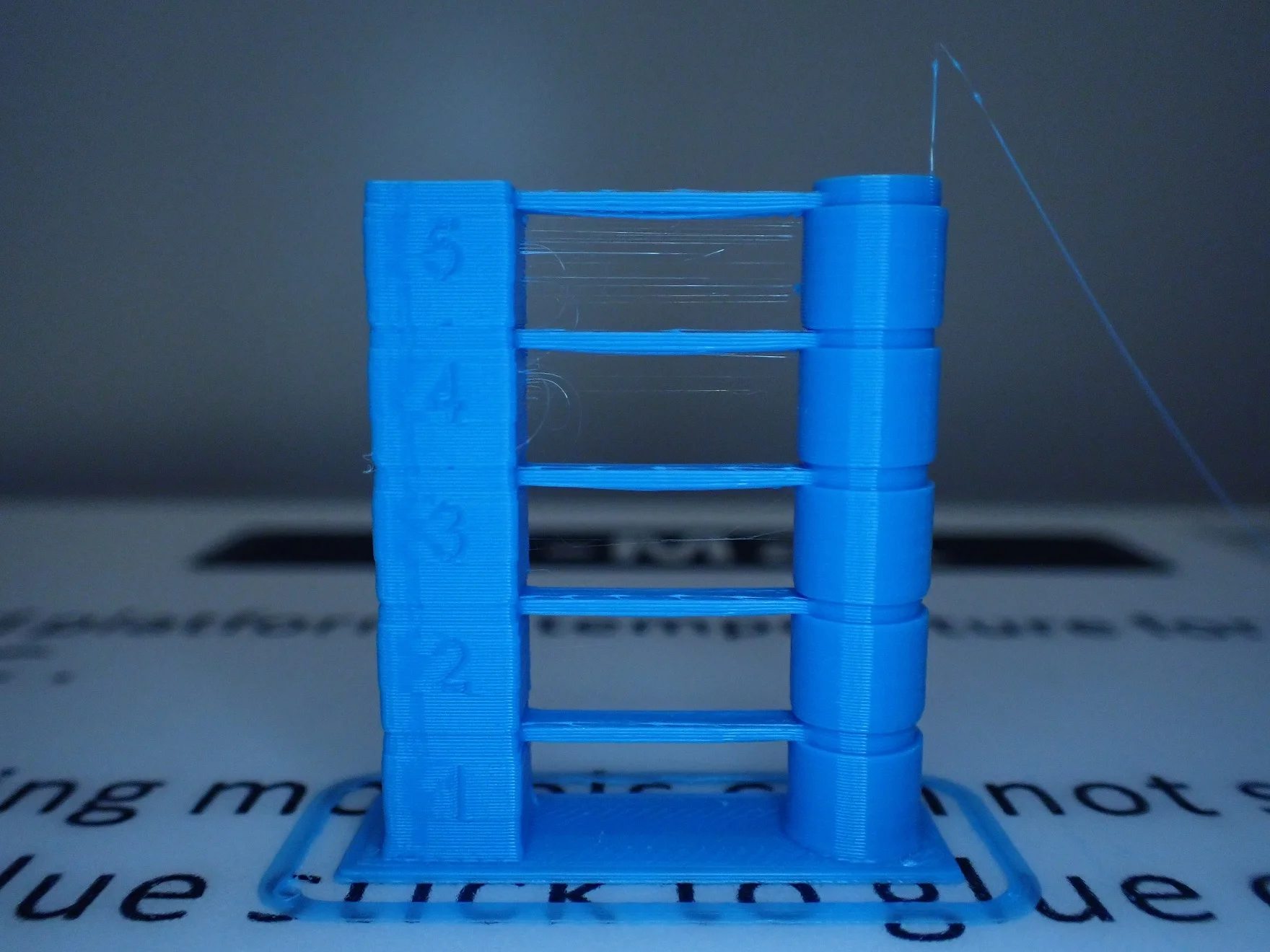
Es gibt sogenannte Temperatur-Türme mit denen du einfach die richtige Drucktemperatur für das jeweilige Filament finden kannst. Auf Thingiverse gibt es viel gute Designs (Link zu einem sehr beliebten Temperatur-Turm).

Druckbett Temperatur
> Ender 6 Cura Profil
Genauso wie die Drucktemperatur auch, ist die Druckbett Temperatur abhängig von deinem verwendeten Filament. Die richtige Druckbett Temperatur sorgt für eine gute Druckbett Haftung und verhindert Warping.
Die folgenden Werte sind Standard-Richtwerte die du noch weiter optimieren kannst. Normalerweise reichen sie für die meisten Filamente aus. Falls du eine schlechte Druckbett Haftung hast, kannst du die Temperatur etwas erhöhen, wenn deine ersten Schichten zu einem Elefantenfuß zusammengedrückt werden, solltest du sie verringern.
Hier sind gute Standardwerte für die Druckbett Temperatur des Ender 6:
- PLA: 55 °C
- ABS: 110 °C
- PETG: 70 °C
Retraction
> Ender 6 Cura Profil
Wenn der Druckkopf von einem Ort zum anderen fährt ohne dabei zu drucken, würde ohne den Einzug bzw. Retraction überschüssiges Material aus der Nozzle austreten. Dies würde dann zu Stringing und unschönen Klecksen führen.
Die richtige Einstellung für die Retraction zu finden ist also extrem wichtig für ein hochqualitatives Ergebnis. Die Einstellungen für den Einzug teilen sich auf in die Einzugslänge und die Einzugsgeschwindigkeit.
Diese Standardeinstellungen für die Retraction sind ein guter Startpunkt:
- PLA: 10 mm bei 25 mm/s
- ABS: 10 mm bei 35 mm/s
- PETG: 8 mm bei 25 mm/s
Wenn du Stringing beobachtest, solltest du auf jeden Fall ein Kalibrierobjekt drucken und die Einstellungen für die Einzugslänge und die Einzugsgeschwindigkeit jeweils in kleinen Schritten ändern, um die optimale Einstellung zu finden (Link zu Thingiverse).
Beachte, dass du immer nur einen Wert pro Test änderst, um die Auswirkungen der richtigen Änderung zuordnen kannst.
Geschwindigkeit
> Ender 6 Cura Profil
Auch wenn der Ender 6 mit extrem schnellen Druckgeschwindigkeiten beworben wird (bis zu 150 mm/s), sind langsamere Werte besser geeignet, um eine bessere Qualität zu bekommen.
Die versprochenen 150 mm/s kommen daher, dass die Konstruktion des Ender 6 extrem stabil ist und es auch bei hohen Geschwindigkeiten kaum zu Vibrationen kommt. Da der Ender 6 jedoch die Standard Creality Nozzle verwendet, hat er auch vergleichbare Flussraten. Die extrem hohe Druckgeschwindigkeit wäre nur bei sehr dünnen und flachen Drucklinien möglich.
Aber auch wenn du nicht ganz bis an das Maximum gehen möchtest, kannst du Objekte mit geringerer Genauigkeit mit Geschwindigkeiten von bis zu 120 mm/s drucken. Je schneller du wirst desto ungenauer wird der Druck.
Ansonsten bist du gut mit folgenden Standardwerten beraten:
- PLA: 50 mm/s
- ABS: 50 mm/s
- PETG: 40 mm/s
- TPU oder andere flexible Filamente: 30 mm/s
Infill
> Ender 6 Cura Profil
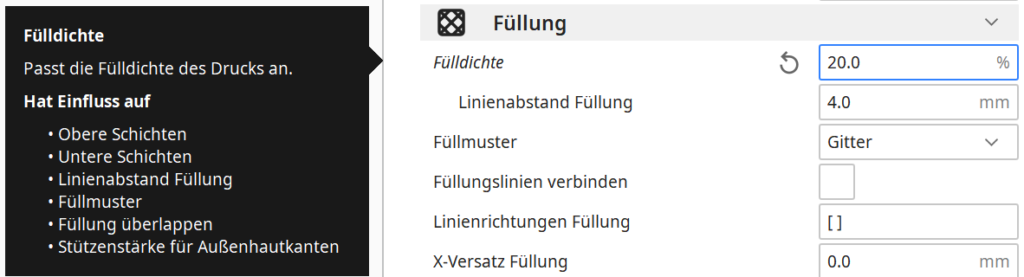
Mit dem Füllmuster und seiner Dichte kannst du die Stabilität deines Druckobjekt beeinflussen. Durch eine höhere Dichte wird das Objekt stabiler. Die perfekte Infill Dichte hängt nicht von dem verwendeten Material oder dem Drucker ab, sie ist nur davon abhängig welchen Zweck das Druckobjekt hat und wie stabil es sein muss.
Für dekorative Objekte eignen sich Infill Dichten von 5% bis 10% und für funktionelle Objekte, die z.B. einen mechanischen Zweck erfüllen müssen, eignen sich 50% bis 100% (100% bedeutet, dass das Objekt solide ist).
- Dekorativ: 5-10%
- Standard: 20%
- Stabil: 50-100%
Welche Infill Muster für welche Zwecke am besten geeignet sind, kannst du in diesem Artikel nachlesen: 3D Druck Infill Guide | Grundlagen, Muster und Stabilität
Erste Schichten
> Ender 6 Cura Profil
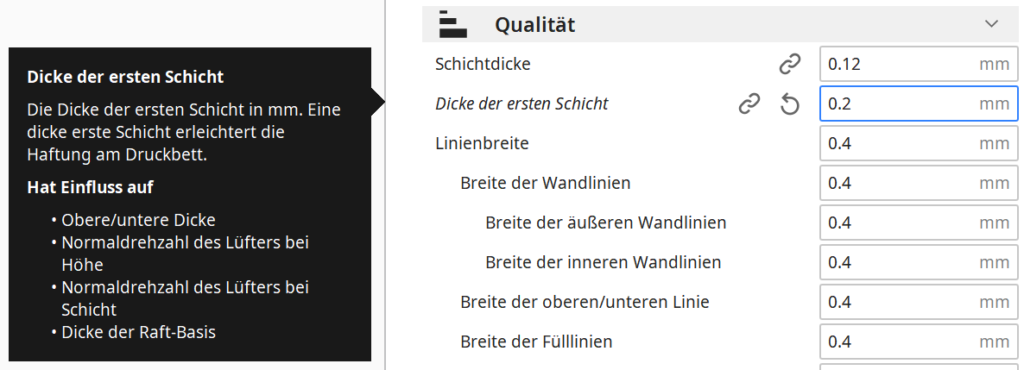
Um eine gute Druckbett Haftung herzustellen, sind die Einstellungen für die ersten Schichten entscheidend. Das texturierte Druckbett aus gehärtetem Glas gibt dem Ender 6 eine sehr gute Druckbett Haftung für die meisten Filamente.
Zusammen mit der richtigen Druckbett Temperatur, sind die folgenden Standardwerte für die ersten Schichten meistens ausreichend um eine gute Druckbett Haftung zu gewährleisten:
- Dicke der ersten Schicht: 0,2-0,3 mm
- Geschwindigkeit der ersten Schicht: 25 mm/s oder weniger
- Anzahl der langsamen Schichten: 3-5
- Anfängliche Lüfterdrehzahl: 0%
Beim Ender 6 ist es sehr selten, dass du die Druckbett Haftung durch Hilfsmittel wie Blue Tape verbessern musst. Mit den richtigen Einstellungen kannst du mit dem hochwertigen Druckbett und den richtigen Temperaturen eine sehr gute Druckbett Haftung herstellen.
Wenn du Probleme hast mit Druckbett Haftung solltest du als erstes die Geschwindigkeit der ersten Schicht reduzieren und die Anzahl der langsamen Schichten erhöhen. Achte außerdem darauf dass die anfängliche Lüfterdrehzahl auf 0% steht, da eine Kühlung zu dem Zeitpunkt zu starkem Warping und einem Abheben vom Druckbett führen würde.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
