
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Creality Ender 3* ist extrem beliebt – er ist einer der meistverkauften 3D-Drucker weltweit. Das liegt hauptsächlich am herausragendem Preis-Leistungs-Verhältnis, der einfachen Bedienung und der Open-Source Strategie des Herstellers, was DIY-Upgrades möglich macht.
Auch was die Auswahl an Filamenten angeht, kann sich der Ender 3 sehen lassen. In diesem Artikel gehen wir auf alle Filamente ein, die der Ender 3 verarbeiten kann und geben dir Tipps zu Temperaturen, Druckgeschwindigkeiten und anderen Einstellungen.
Hier ist vorab eine Tabelle der 4 gängigsten Ender 3 Filamente, um alle Einstellungen auf einem Blick sehen zu können:
| PLA | ABS | PETG | TPU | |
|---|---|---|---|---|
| Extruder Temperatur | 180 – 230 °C | 220 – 240 °C | 230 – 250 °C | 220 – 240 °C |
| Druckbett Temperatur | 40 – 60 °C | 80 – 100 °C | 70 – 90 °C | 40 – 60 °C |
| Druckgeschwindigkeit | max. 60 mm/s | max. 60 mm/s | max. 60 mm/s | max. 30 mm/s |
| Rückzugsabstand | 5 mm | 5 mm | 5 – 7 mm | so klein wie möglich |
| Rückzugsgeschwindigkeit | 45 mm/s | 45 mm/s | min. 40 mm/s | max. 30 mm/s |
| Kühlung | Ja | Ohne | Ja | Ja |
Die Ender 3 Düse – Ein Upgrade lohnt sich!
Der Ender 3 ist anspruchslos und lädt zum Experimentieren mit unterschiedlichen Filamenten ein. Neben den verschiedenen Kunststoff-Filamenten lassen sich auf dem Drucker auch mit ungewöhnlichen Materialien, beispielsweise Wachsfilamente*, gute Ergebnisse erzielen. Allerdings setzt die standardmäßig verwendete Messingdüse eine Grenze bei den Druckmaterialien.
Messing ist für abrasive Filamente wie Holz* oder Metallfüllungen* nicht hart genug. Der Druckfaden würde sich nach wenigen Stunden in die Düse einarbeiten und sie damit unbrauchbar machen. Um diese Materialien verarbeiten zu können, ist deshalb zumindest ein Upgrade des Hotends erforderlich.
Glücklicherweise gibt es hierfür schon eine Lösung: Mit der Micro Swiss – TwinClad XT* steht eine spezielle Hartmetall-Düse zur Verfügung, mit der sich die abrasiven Filamente wie Holz, Carbon oder Metall verarbeiten lassen.
Ender 3 Filamente
PLA
PLA*, die „Polymilchsäure“, ist das am weitesten verbreitete Druckfilament überhaupt. Deshalb ist seine Verarbeitung auf dem Ender 3 besonders problemlos. Tatsächlich ist der 3D-Drucker auf die Verwendung von PLA hin optimiert.
Die Druckdaten für PLA sind folgende:
- Verarbeitungstemperatur: 190 – 220 °C
- Druckgeschwindigkeit: 60 mm/s (empfohlener Wert)
- Rückzugsabstand: 5 mm
- Geschwindigkeit vom Rückzug: 45 mm/s
- Kühlung: erforderlich
Diese grundlegenden technischen Kenndaten werden vom Ender 3 erfüllt. Seine Temperatur in der Düsenspitze liegt exakt in dem Bereich, der für die Herstellung von extrudiertem PLA erforderlich ist.
PLA hat die angenehme Eigenschaft, nicht unbedingt ein beheiztes Druckbett zu benötigen. Dieses ist zwar in einem Ender 3 vorhanden. Der Drucker ist aber serienmäßig mit einer biegsamen Druckplatte ausgestattet. Durch leichtes Biegen springt damit praktisch jedes Produkt problemlos wieder ab.
Nachteilig an der Druckplatte ist, dass sie eine raue Unterseite erzeugt. Beim Drucken mit PLA ist deshalb als Unterlage eine Glasplatte* empfohlen. Diese ist nicht nur stets absolut eben. Sie gewährleistet auch, dass die Unterseite des Drucks spiegelglatt wird. Um dennoch einen hinreichend stabilen Haftgrund zu erzeugen genügt es, die Glasplatte mit ein wenig Haarspray einzusprühen.
Verwandter Artikel:
Beste Methoden zur Optimierung der Ender 3 Glasbett Haftung
Natürlich ist es immer ratsam, sich genau über das zu bestellende PLA-Filament zu informieren. Das gilt vor allem für den Temperaturbereich. Es kann durchaus passieren, dass der eine oder andere Hersteller hier eine Abweichung angibt, die außerhalb der Höchsttemperatur des Ender 3 liegt.
Worauf beim Verarbeiten von PLA nicht verzichtet werden kann, ist die Kühlluft. Die Druckstelle muss stets unter einem gleichmäßigen, kühlenden Luftstrom liegen. Das gewährleistet eine schnelle Aushärtung und erstklassige Druckergebnisse. Hier sei noch einmal auf die Community und die verfügbaren Upgrades verwiesen. Für die Frage der Bauteilbelüftung und Filamentkühlung stehen einige interessante Dateien zum Download bereit.

Beim Drucken von PLA ist es wichtig, dass der Drucker nicht eingehaust wird. Auch wenn du es gerne „ordentlich“ hast und für deinen Drucker ein schönes Gehäuse gebaut hast, beim PLA-Druck kann das zu Problemen führen.
Die niedrige Schmelztemperatur des Filaments reagiert empfindlich auf Stauwärme. Vor allem die Zahnräder im Vorschub können sich in einem geschlossenen Gehäuse so stark erwärmen, dass sie die Extrusionstemperatur des Materials erreichen. Dann wickelt sich dein Filamentfaden um diese Zahnräder und erreicht die Hotend-Spitze nicht mehr. Das ruiniert nicht nur den Druck, sondern hat immer aufwendige Reparatur- und Reinigungsarbeiten zur Folge.
PLA ist nur sehr schwierig zu recyceln. Mit Hausmitteln oder geringen Investitionen ist das nicht möglich. Was aber erstaunlicherweise funktioniert, ist die Kompostierung. PLA ist einer der am Besten biologisch abbaubaren Kunststoffe und wird sogar als „Bioplastik“ bezeichnet.
Diese Kompostierung geht zwar nicht in deiner eigenen Biomülltonne, jedoch wird es in speziellen industriellen Anlagen schon erfolgreich umgesetzt.
ABS
ABS*, das Acrylnitril-Butadien-Styrol-Copolymer, ist so etwas wie das „Urgestein“ des 3D-Drucks. Es war praktisch das erste Filament, welches für Consumer-Drucker zur Verfügung stand.
Was am Anfang die Druckerszene erst begeistert hat, sorgte schnell für zahlreiche Kopfschmerzen. ABS ist ein anspruchsvolles Material, welches die Einhaltung aller notwendigen Parameter strikt einfordert. Andernfalls sind krumme oder fehlerhaft gedruckte Erzeugnisse unvermeidlich.
Der Ender 3 eignet sich zwar grundsätzlich auch für die Verarbeitung von ABS. Jedoch sind dazu viele Feineinstellungen erforderlich.
Ein enormer Vorteil von ABS sei aber erwähnt: Das Polymer ist als thermoplastischer Kunststoff zu 100 % recyclingfähig. Tatsächlich bietet die Industrie schon Mini-Extrusionsmaschinen* an, mit denen du aus deinen Fehldrucken und Reststoffen wieder neues Filament herstellen kannst. Das ist nicht ganz billig, aber je nach Druckmenge kann sich diese Investition lohnen.
ABS hat folgende Druckparameter:
- Temperatur in der Düse: mindestens 230 °C im Extruder
- Temperatur auf der Platte: zwischen 80 und 100 °C
- Haftunterstützung auf Platte: zwingend erforderlich
- Druckgeschwindigkeit: maximal 60 mm/s besser weniger
- Rückzugsabstand: 5 mm
- Rückzugsgeschwindigkeit: 45 mm/s
- Kühlluft: Verzicht empfohlen
ABS ist bekannt dafür, dass es heiß gedruckt werden muss. 230 °C sind ein guter Mittelwert. Du solltest dich aber so dicht wie möglich an das Optimum heranarbeiten, um bestmögliche Ergebnisse zu erhalten. Das kann auch bedeuten, dass du die Spitze auf 250 °C aufheizen musst.
Der „Warping-Effekt“ ist beim erstarrenden ABS besonders gefürchtet. Das harte und spröde Material zieht sich beim Erkalten zusammen. Besonders bei monolithischen Bauteilen kann es dann passieren, dass sich die Ecken durch die ungleichmäßigen inneren Spannungen aufbiegen.
Mit einer aufgeheizten Druckplatte kannst du diesen Effekt verhindern. Aber Vorsicht: 100 °C heißt „kochend heiß“. Die Verwendung von wärmefesten Handschuhen ist beim Arbeiten mit ABS absolut unverzichtbar!
Du musst Maßnahmen treffen, mit denen dein Bauteil ordentlich auf der Druckplatte haftet. Das verhindert ein Verrutschen während des Druckvorgangs und trägt ebenfalls dazu bei, den „Warping“-Effekt zu vermeiden. Hier kann schon eine Klebefläche einen ausreichenden Haftgrund liefern.
ABS Druck braucht etwas Zeit. Überschreite deshalb nicht die empfohlene Druckgeschwindigkeit. Ab 60 mm/s musst du mit steigenden Qualitätseinbußen rechnen.
Eine allmähliche Abkühlung des Drucks beugt inneren Spannungen vor. Durch das beheizte Druckbett kühlt dein gedrucktes Produkt so gleichmäßig aus, dass es nicht krumm wird. Eine Bauteilkühlung würde dem nur entgegenwirken. Lass deshalb beim Drucken mit ABS dein Kühllüfter ausgeschaltet.
PETG
PETG* ist eine Variante des Polyethylenterephthalat. Im Grunde ist es ganz normales PET, wie es auch für Getränkeflaschen verwendet wird, mit einer Erweiterung durch Glykol.
Es verbindet die Vorteile von PLA und ABS. Der Druck ist einfach und die Ergebnisse sind detailreich und präzise.
PETG-Filament benötigt folgende Einstellungen:
- Drucktemperatur: 230 – 250 °C
- Plattentemperatur: Für die ersten Schichten 110 °C, ab 5 mm Bauhöhe kann sie auf 70 °C reduziert werden.
- Plattenhaftung: erforderlich, jedoch in Kombination mit einem Trennmittel
- Druckgeschwindigkeit: 60 mm/s max.
- Rückzugshöhe: 5 – 7 mm
- Rückzugsgeschwindigkeit: 40 mm/s mindestens
- Bauteilkühlung: erforderlich
- Erste Schichthöhe auf der Grundplatte: 0,3 mm
PETG erfordert einen ausgesprochenen Heißdruck. Die Drucktemperatur kann bei 250 °C liegen. Die meisten Filament-Hersteller haben inzwischen für diesen Typ aber eine Verarbeitungstemperatur von 240 °C eingestellt. Das liegt gerade noch in dem Temperaturbereich, mit dem der Ender 3 optimal arbeiten kann.
PETG hat auch eine Tendenz zum Verziehen. Diese ist jedoch nicht so stark ausgeprägt wie beim ABS Filament. Es genügt daher, durch eine heiß eingestellte Druckplatte die ersten Schichten sicher und gerade anhaften zu lassen. Danach lässt sich die Temperatur problemlos reduzieren. Das spart nicht nur teuren Strom, sondern macht das Handling auch sicherer.
Die ideale Kombination für die Klebe/Trennschicht ist blaues Malerband und Haarspray. Während des Drucks haftet das Solid dann hinreichend fest. Es lässt sich nach dem Abschluss aber einfach ablösen.
PETG lässt sich mit bis zu 60 mm/s drucken. Jedoch solltest du diese Druckgeschwindigkeit nur wählen, wenn du keine hohen Ansprüche an die Außenkontur und die Festigkeit legen möchtest. Mit einer Reduzierung der Geschwindigkeit um 50 % erzielst du wesentlich bessere Ergebnisse. Das verdoppelt zwar auch die Zeit für den Druck aber das ist besser, als Filament auf ein unbefriedigendes Ergebnis zu verschwenden.
Beim Thema „Rückzug“ ist PETG etwas trickreich. Es neigt aufgrund seiner hohen Verarbeitungstemperatur zum Tropfen und zum Fäden ziehen. Gleichzeitig erkaltet es zügig. Ein zu hoher Rückzug bildet am Hotend schnell einen Tropfen, der den Druck blockieren lässt. Es ist empfohlen, dass du den Rückzug an jedem Projekt individuell ermittelst.
Er liegt immer zwischen 5 und 7 mm. Gehe ebenso bei der Wahl der Rückzugsgeschwindigkeit schrittweise vor. Beginnend mit 40 mm/s kannst du dich in Schritten von 5 mm/s an die optimale Einstellung heranarbeiten.
Die Qualität deiner Ausdrucke wird durch eine leistungsstarke Kühlung maßgeblich beeinflusst. Bei eingeschaltetem Lüfter sind die Details präziser zu erkennen. Dagegen sorgt ein ausgeschalteter Lüfter dafür, dass sich die einzelnen Schichten fester miteinander verbacken. Möchtest du also ein detailreiches, ästhetisches Bauteil herstellen, ist ein eingeschalteter Lüfter empfohlen.
Möchtest du aber ein robustes Bauteil für statische Anwendungen anfertigen, lass den Lüfter ausgeschaltet. Der Unterschied kann gravierend sein.
Arbeite beim Drucken mit PETG immer mit einer Grundschicht. Diese sollte so locker wie möglich aufgetragen werden. Lass also deinen extrudierten Faden aus einer Höhe von ca. 0.3 mm auf die vorbereitete Heizplatte gleiten ohne ihn anzudrücken. Erst wenn du eine Grundschicht gelegt hast, kannst du den Druckabstand wieder verringern.
TPU
Es muss nicht immer ein sprödes Solid sein, was aus dem 3D-Drucker heraus kommt. Viele Anwender sind auf den Geschmack mit Gummi gekommen und wollen flexible und elastische Bauteile herstellen.
Die Anwendungen reichen vom Quietscheentchen für die Badewanne bis zu Dichtungen für die KFZ-Reparatur. Allerdings bedeutet TPU* „Thermoplastisches Polyurethan“. Bei der späteren Verwendung musst du daher die zulässigen Betriebstemperaturen einhalten. Sonst wird sich dein Bauteil unter einer zu hohen Temperatur verformen.
Schließlich bedeutet „Thermoplastisch“ nichts anderes als „unter Wärme verformbar“. Die Wärmebeständigkeit von TPU liegt bei ca. 115 °C.
An diesem Filament ist etwas problematisch, dass es sich nicht nachbearbeiten lässt. Schleifen, Zerspanen und Glätten ist am fertigen Produkt kaum möglich. Es ist daher erforderlich, dass du deinen Ender 3 präzise einstellst.
Dann kannst du aber äußerst interessante Produkte für anspruchsvolle Aufgaben herstellen, zum Beispiel Zahnriemen für genau getaktete Übersetzungen. Über einen Abriss brauchst du dir später dafür keine Sorgen zu machen. Die meisten TPU-Filamente ermöglichen eine Dehnung von 550 – 750 %.

TPU ist außerdem im fertig verarbeiteten Zustand wasserfest und resistent gegen Öle, Fette und Laugen. Bei Kontakt mit Alkohol oder Säuren kann es sich auflösen. Vor der Verarbeitung musst du das TPU Filament so trocken wie möglich halten.
Es ist „hygroskopisch“. Das bedeutet, es zieht Wasser an. Durchfeuchtetes TPU kann das Druckergebnis stark beeinträchtigen, da die Feuchtigkeit im Extruder verdampft und Blasen bildet. Das senkt die Qualität des Produkts erheblich.
Lagere dein TPU-Filament in einer luftdichten Box und lege ein Baumwollsäckchen mit Salz oder Silicagel dazu. So bleibt dein elastisches Material dauerhaft vor Feuchtigkeit geschützt.

Verwandter Artikel:
3D-Drucken: Filamente Trocknen: PLA, ABS, Nylon und Co.
TPU wird von den meisten Herstellern in drei Ausführungen angeboten:
- Soft/Semisoft
- Medium
- Hart
Die Stufe „Soft“ eignet sich für Gummiprodukte ohne nachträglichen Einbau oder nur mit einer geringen Belastung. Es ist sehr elastisch und hat mit 550 % die niedrigste Bruchdehnung.
Die Stufe „Medium“ ist am weitesten verbreitet und bietet sehr gute Allround-Eigenschaften.
Insgesamt lassen sich deshalb mit TPU-Filament äußerst interessante Produkte herstellen, mit denen du deine 3D-gedruckten Objekte hervorragend ergänzen kannst. Typische Anwendungen für TPU-Produkte sind folgende:
- Prallschutz
- Rutschhemmung
- Kraftübertragung
- Griffe
- Polster
- Dichtungen
- Abriebschutz
Für die Verarbeitung von TPU benötigt dein Ender 3 Drucker folgende Einstellungen:
- Drucktemperatur: 220 – 240 °C
- Druckplattentemperatur: Kein Aufheizen erforderlich, wenn doch 40 – 60 °C
- Plattenhaftung: erforderlich
- Druckgeschwindigkeit: maximal 30 mm/s
- Rückzug: so gering wie möglich
- Rückzuggeschwindigkeit: maximal 30 mm/s
- Kühlung: erforderlich
TPU hat eine hohe Schmelztemperatur. Deshalb muss der Ender 3 über den gesamten Druckvorgang die Temperatur von 220-240 °C halten.
Die Druckplatte musst du nicht aufheizen. Als elastisches Filament gibt es beim Drucken mit TPU kein Warping. Wenn du dennoch mit einer warmen Druckplatte arbeiten möchtest, begrenze die Temperatur auf 60 °C.
Für die Bauteihaftung ist die bewährte Kombination aus blauem Malerband und Haarspray auch beim Druck mit TPU optimal.
So flexibel und dauerhaft TPU-gedruckte Produkte später sind, so anspruchsvoll sind sie bei der Druckgeschwindigkeit. Eine Geschwindigkeit von 30 mm/s ist wirklich das Maximum, was du mit diesem Filament fahren kannst. Gehe lieber auf Nummer sicher und wähle eine Druckgeschwindigkeit von 20 – 25 mm/s. So gefährdest du nicht deine Bauteilqualität.
Die Folge von einem hohen Rückzug ist bei TPU, dass sich das elastische Filament am Extruder aufwickelt. Vermeide das, indem du den Rückzug so klein wie möglich hältst. Behalte die Druckgeschwindigkeit beim Rückzug bei, so vermeidest du erfolgreich Rückzugprobleme.
TPU muss beim Drucken gekühlt werden. Nutze den integrierten Lüfter. Besser noch, verwende eine Lüfteroptimierung, wie sie dir die Community für dein Gerät zum Selbstausdruck anbietet.

Verwandter Artikel:
3D-Druck mit TPU: Eigenschaften, Tipps & beste Einstellungen
HIPS
HIPS* bedeutet „High Impact Polystyrene“. Es handelt sich um eine Art aufgeschäumten Kautschuk. Seine Verwendung im 3D Druck ist recht speziell. Da es sich unter Limonsäure auflöst, wird es vorwiegend für die Herstellung von auswaschbaren Stützstrukturen verwendet.
In dieser Funktion ist es beim Ender 3 jedoch nicht standardmäßig nutzbar, da dieser Drucker nur einen Druckkopf hat. Für das gleichzeitige Drucken eines Produkts und der Stützstruktur aus einem anderen Filament ist ein Dual-Extruder-Drucker erforderlich.
Du kannst deinen Ender 3 aber auch auf einen Dual Extruder upgraden! In unserem Guide dazu erfährst du alle Details:
Dennoch ist HIPS auch als normales Druckmaterial verwendbar. Es ist ausgesprochen preiswert. Das macht es für Testdrucke oder einfache Funktionsmodelle gut verwendbar.
Problematisch am HIPS-Filament ist seine geringe Auflösung. Bedingt durch seine Materialeigenschaften ist das Ausdrucken von feinen Konturen und filigranen Details nicht möglich. Das Filament ist jedoch steifer und abriebfester als ABS. Außerdem hat es nicht den starken Warping Effekt wie das spröde Standardmaterial für den 3D-Druck. Mit einer Dichte von knapp 1.1 ist es sehr leicht.
Die häufigste Anwendung für HIPS-Filament sind einfache, robuste Bauteile. Schutzhüllen, Gehäuse, Deckel aus HIPS bieten gute mechanische Eigenschaften bei geringem Eigengewicht.
Die Verarbeitung des Filaments ist anspruchsvoll, weil dabei hohe Temperaturen benötigt werden.
Die Druckparameter für HIPS-Material sind folgende:
- Drucktemperatur: Mindestens 230 °C
- Druckplattentemperatur: Mindestens 100 °C
- Haftunterstützung: empfohlen
- Druckgeschwindigkeit: Maximal 60 mm/s besser weniger
- Rückzugsabstand: 5 mm
- Rückzugsgeschwindigkeit: 45 mm/s
- Bauteilkühlung: nicht empfohlen
HIPS ist ein Hochtemperatur-Filament, welches für optimale Ergebnisse am Hotend zwischen 230 und 245 °C benötigt. Das schafft der Ender 3 auch in der Standard-Ausführung noch ganz gut. Entsprechend seiner Heißverarbeitung, benötigt HIPS auch eine aufgeheizte Druckplatte.

(Quelle: simplify3d)
Das Heizbett sollte über den gesamten Druckvorgang hinweg eine Temperatur zwischen 100 und 115 °C halten. So wird Warping vermieden. Noch bessere Ergebnisse erzielst du, wenn du den ganzen Bauraum aufheizt. Das ist allerdings nicht ganz einfach und erfordert einiges an Aufwand. Sonst kann es passieren, dass die Zusatzheizung deinen Drucker beschädigt.
HIPS ist bei der Oberfläche der Druckplatte recht anspruchslos. Lediglich blankes Metall ist ungeeignet, da der Druck fest darauf kleben bleibt. Für glatte Oberflächen an der Unterseite ist Glas optimal. Ansonsten sind die üblichen Tricks wie Malerband (auf Temperaturfestigkeit achten!) beim Drucken mit HIPS anwendbar.
Auf eine Kühlung solltest du vollständig verzichten. Lass den Drucker das Produkt fertigstellen und anschließend langsam abkühlen. So vermeidest du den Warping Effekt am besten.
PVA
PVA* bedeutet „Polyvinylalkohol“. Obwohl die Substanz in der allgemeinen Chemie auch mit PVAL oder PVOH abgekürzt wird, hat sich im 3D-Druck die Bezeichnung „PVA-Filament“ durchgesetzt. Dieses Material ist äußerst speziell und nur für erfahrene Anwender empfohlen.
(Quelle: zortrax)
Seine hauptsächliche Verwendung ist die Herstellung von Stützstrukturen. Es ist in dieser Funktion sehr beliebt, weil es wasserlöslich ist. Diese Eigenschaft schränkt die Nutzung von PVA allerdings auch stark ein, da es praktisch für nichts anderes verwendet werden kann.
Für den Ender 3 ist das normalerweise ein Problem. Als Single-Extruder Drucker kann PVA kaum sinnvoll eingesetzt werden. Höchstens die Herstellung von Gießkernen wäre eine Option. Jedoch wird auch diese Verwendung spätestens beim Eingipsen des Gießkerns problematisch, weil ihn die Restfeuchte im Gips angreifen wird.
Falls du deinen Ender 3 nicht zu einem Dual Extruder upgraden möchtest, ist PVA kaum für dich sinnvoll. Falls du Gießkerne herstellen möchtest, wäre das bewährte Moldlay Wachsfilament* wesentlich sinnvoller. Es ist ähnlich teuer, lässt sich aber besser handhaben.
Moldlay Wachsfilament
Moldlay ist das beliebteste Wachsfilament für 3D-Drucker. Es ist zwar etwas teuer, aufgrund seiner niedrigen Dichte aber auch sehr ergiebig.
Allerdings ist das Drucken mit Wachs eine Herausforderung. Die hergestellten Produkte sind praktisch nur als Gießkern für das Wachsausschmelzverfahren zu gebrauchen. Wenn du das einmal ausprobieren möchtest, empfehlen wir dir Zinn als Gießmaterial.
Dieses benötigt nur niedrige Temperaturen und ist gutmütig in der Handhabung. Außerdem kannst du für die Herstellung von Zinnguss auch eine Gießform aus Silikon herstellen. Damit kannst du, im Gegensatz zur Gipsform, auch mehrere Abgüsse machen.
Wichtig ist, dass du den Gießkern vor dem Metallguss vollständig ausschmilzt und anschließend die (abgekühlte) Hohlform reinigst. Dazu eignet sich beispielsweise Isopropylalkohol.
Der Vorteil von Moldlay Wachsfilament ist, dass du keine UV-Kammer zum Aushärten brauchst.
Vom Zinn kannst du dich dann zum Aluminium vorarbeiten. Dieses ist mit seinen ca. 600 °C Gießtemperatur auch noch einigermaßen sicher handzuhaben. Allerdings benötigst du dafür bereits einiges an Zusatzequipment und eine umfassende Schutzausrüstung. Gleiches gilt, wenn du Kupfer gießen möchtest.
Bewahre deine gedruckten Wachs-Objekte im Kühlschrank auf, bis du sie weiter verwendest. So bleiben sie in Form.
Die Druckparameter für Moldlay Wachsfilament sind folgende:
- Drucktemperatur: 170 – 180 °C
- Druckplatte: NICHT beheizen
- Druckgeschwindigkeit 35 – 100 m/s
Dank der biegsamen Druckplatte und der hohen Klebekraft des Wachsfilaments, ist keine Maßnahme zur Haftung erforderlich. Biege die Druckplatte nach der Fertigstellung des Drucks etwas an, dann springt das Modell ab.
Metall-Filamente
Obwohl manche Ratgeber von der Verwendung von Metall-Filamenten* im Ender 3 abraten, haben wir eine andere Meinung. Die Verarbeitung dieser speziellen Druckmaterialien auf dem Ender 3 ist unter bestimmten Voraussetzungen möglich.
Die bisherige Kritik bezog sich vor allem auf die Hot End Düse. Diese ist beim Ender 3 im Lieferzustand aus Messing gefertigt. Dieses robuste Material stößt bei der Verarbeitung des stark abrasiven Metall-Filaments an seine Grenzen.
Die Düse reißt schnell aus und erzeugt ein unsauberes Druckergebnis. Jedoch bietet die Industrie genau zu diesem Zweck hartverchromte Düsen an. Diese halten die harten Metallpartikel im Filament gut aus.
Darüber hinaus bietet der Zubehörmarkt spezielle Vorschübe für Metall-Filamente an, mit denen der Druck optimiert wird.
Der Markt an Metall-Filamenten ist sehr dynamisch. Praktisch jeden Monat erscheint ein neues Produkt, welches mit innovativen Eigenschaften beeindrucken kann. Für den Einstieg in den Metalldruck mit dem Ender 3 empfehlen wir das MetalFil Filament von FormFutura*. Mit den hohen Metallanteil handelt es sich dabei tatsächlich um ein „echtes“ Metallfilament und nicht einfach nur um eingefärbtes Plastik.

(Quelle: reddit)
Der günstige Kilopreis täuscht leider sehr. Auf einer Rolle mit 1 kg sind gerade einmal ca. 130 Meter Filament aufgewickelt. Je höher der Kupferanteil im Filament aber ist, desto kürzer wird die nutzbare Länge. Wenn man dagegen den halben Kilometer zum Vergleich nimmt, den ein Kilogramm ABS-Filament anbietet, dann wird metallisches Druckmaterial sehr teuer.
Die Metallfilamente haben aufgrund ihres hohen Anteils an Kunststoff (in der Regel PLA oder ABS) ähnliche Druckparameter. Schließlich wird beim Extrudieren nur das Plastik aufgeschmolzen und nicht das Metall. Trotzdem haben die Produkte ganz erstaunliche Eigenschaften. So sind sie äußerst robust und problemlos schleifbar. Selbst eine Hochglanzpolitur ist möglich.
Die üblichen Druckparameter für den Metalldruck sind folgende:
- Drucktemperatur: 210 °C
- Druckgeschwindigkeit: 30 – 60 mm/s
- Heizbett: 60 °C
Holz-Filamente
Bei den Holz-Filamenten* entsteht das gleiche Problem wie bei den Metall-Filamenten, wenn du sie auf deinem Ender 3 verarbeiten möchtest.
Die Partikel sind für die Messingdüse einfach zu hart. Bevor du sie dir deshalb mit dem Holzfilament ruinierst, passe bitte deinen Drucker vorher darauf an. Das Drucken mit diesem Werkstoff kann sehr interessante Ergebnisse liefern. Die Produkte bekommen einen warmen, natürlichen Farbton. Sie sind sehr gut schleifbar und fühlen sich auch an wie Holzprodukte.
Hast du deinen Ender 3 auf Holzdruck umgerüstet, empfehlen wir dir das EasyWood Holzfilament* mit 1,75 mm Durchmesser. Der Hersteller bietet es in diversen Farben an. Da alle natürlich sind, lassen sie sich auch sehr gut kombinieren.

Holz-Filament bietet dir einige Vorteile. Zum einen ist es sehr preiswert. Da es so eine niedrige Dichte hat, ist es auch sehr ergiebig. Auf einer Rolle hast du über 500 Meter Material. Da kannst du schon ordentlich drucken. Hatchbox empfiehlt dir folgende Parameter für seine Holzfilamente:
- Drucktemperatur: 180 – 220 °C
- Druckplatte: Keine Aufheizung erforderlich
Bei allen anderen Parametern kannst du dich an den Einstellungen von PLA orientieren.
Der Ender 3
Wer nach einem preiswerten aber erstaunlich leistungsstarken Filament-3D-Drucker sucht, der kommt am Ender 3 von Creality* nicht vorbei.
Der sehr günstige Drucker bietet eine deutlich größere Leistung als der Ender 2. Mit einem Bauvolumen von 220 x 220 x 250 mm³ und einer Schichthöhe ab 1/10 Millimeter lassen sich mit dem Ender 3 schon große und detailreiche Prints herstellen.
Darüber hinaus ist er hinreichend hochwertig konstruiert, einfach im Zusammenbau und in der Bedienung auch für Einsteiger geeignet. Es verwundert deshalb nicht, dass das Gerät schon fast so etwas wie ein Standard-Drucker für Neulinge und Begeisterte geworden ist.
(Quelle: creality3dofficial)
Seine enorme Verbreitung hat einen äußerst praktischen Nebeneffekt. Die Ender 3 Community ist riesig. Foren und Gruppen gibt es ebenso zuhauf wie frei herunterladbare Modelle.
Interessanterweise sind ein großer Teil dieser kostenlosen Blaupausen äußerst praktische Tools und Erweiterungen, welche die Leistung und den Komfort des Ender 3 deutlich anheben können. Von innovativen Filamentführungen, optimierten Gehäusen oder Hilfskonstruktionen für eine verbesserte Belüftung – mithilfe dieser Upgrades lässt sich der Ender 3 auf ein erstaunlich leistungsstarkes Niveau steigern.
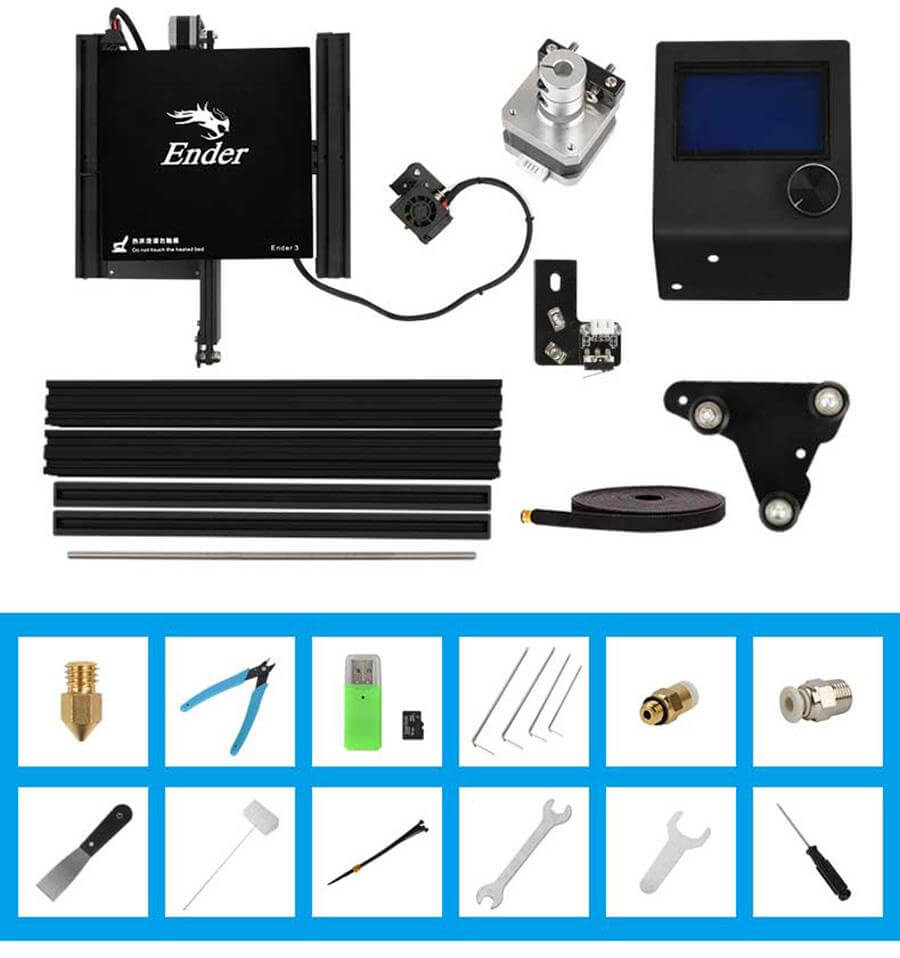
Die Bedienung ist anwenderfreundlich. Für den Aufbau liegt nicht nur eine detaillierte Aufbauanleitung auf Papier vor. Darüber hinaus ist auf der mitgelieferten SD-Karte eine animierte Bauanleitung integriert, mit der wirklich jedes Detail punktgenau dargestellt ist. Das Handling für die ersten Testdrucke ist ebenso einfach. Zum Erstellen eigener 3D Solids liegt dem Lieferumfang eine unkomplizierte aber sehr leistungsstarke Software bei. Mit ihr lassen sich eigene Modelle erstellen, importierte Dateien verarbeiten oder sogar mit Scans arbeiten.
Für den Ender 3 finden sich auf den einschlägigen Kanälen Unmengen an informativen Videos. In Vergleichstests schlägt sich das Gerät sehr wacker.
Wenn er einem Konkurrenzmodell unterliegt, dann sind nur Kleinigkeiten die Ursache dafür. So beklagen sich einige Anwender etwas über die teilweise unsaubere Verarbeitung und mangelhafte Detailqualität. Das mitgelieferte Werkzeug ist nicht überzeugend, ebenso können diverse Schrauben nach wenigen Testläufen ihren Dienst versagen.
Aber bitte – bei einem Drucker für den Preis kann man keinen Goldstandard erwarten. Ein ordentlicher Satz an eigenem Werkzeug gehört zu einem Hobby-Creator dazu. Die Verschraubung ist normgerecht, sodass sich beim nächsten Baumarkt für alles Ersatz schaffen lässt.
Niedriger Preis, einfache Bedienung, große Community und günstige Ausbau- und Reparaturmöglichkeiten machen damit den Ender 3 zu so etwas wie einem „Volksdrucker“.
Fazit: Perfekter Einstieg zum Experimentieren
Der Ender 3 ist nicht nur ein sehr preiswerter Drucker. Er unterstützt auch praktisch jedes verfügbare Filament ohne großen Aufwand.
Die Umrüstung auf abrasive Materialien wie Holz oder Metall ist sehr preiswert und schnell durchgeführt. Insgesamt steht dir mit diesem Drucker ein Gerät zur Verfügung, dass dich zum Experimentieren und Ausprobieren geradezu einlädt.
Wir wünschen dir viel Spaß bei der Erforschung der Möglichkeiten von deinem Ender 3.
Falls du noch bei der Recherche bist welchen Ender-3D-Drucker du kaufen möchtest, ist unsere Empfehlung aber, gleich sich für den nur etwas teureren Ender 5* zu entscheiden. Er bietet praktisch die gleichen Features wie der Ender 3, hat aber einen wesentlich größeren Bauraum.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
