
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Um das volle Potenzial des Elegoo Neptune 4 Max auszuschöpfen, sind die richtigen Slicer-Einstellungen entscheidend. Cura eignet sich gut für diesen riesigen 3D-Drucker, jedoch brauchst du die richtigen Einstellungen im Cura Profil, um gute Ergebnisse zu erhalten.
In diesem Artikel zeige ich dir, wie du ein neues Profil in Cura anlegst und ich teile meine Cura-Einstellungen, die ich speziell für den Elegoo Neptune 4 Max optimiert habe. Diese Einstellungen bieten dir eine solide Grundlage für hohe Druckqualität.
Trotzdem wirst du damit wahrscheinlich keine perfekten Ergebnisse auf Anhieb bekommen, da sich jedes Filament anders verhält. Die Einstellungen in diesem Artikel sollen dir einen guten Start für weitere Optimierungen geben. Wie man die Einstellungen kalibriert, erfährst du auch in diesem Artikel.
Wenn du mehr über die spezifische Kalibrierung deines 3D-Druckers erfahren möchtest, empfehle ich dir, einen Blick auf meinen detaillierten Kalibrierungs-Guide oder meinen 3D-Druck-Kurs zu werfen. Dort findest du tiefergehende Informationen und Anleitungen, um das Beste aus deinem Elegoo Neptune 4 Max herauszuholen.
Tipp: Führe „Input Shaping“ im Menü regelmäßig aus, um die Druckqualität bei hohen Geschwindigkeiten zu verbessern!
| PLA | ABS | TPU | PETG | |
|---|---|---|---|---|
| Drucktemperatur | 220 °C | 240 °C | 210 °C | 230 °C |
| Druckbett-Temperatur | 60 °C | 80 °C | 60 °C | 70 °C |
| Geschwindigkeit | 250 mm/s | 250 mm/s | 100 mm/s | 250 mm/s |
| Retraction | 0,5 mm mit 45 mm/s | 0,6 mm mit 40 mm/s | 0,7-1,0 mm mit 45 mm/s | 0,6-0,8 mm mit 50 mm/s |
| Kühlung | 100 % | 0% | 100 % | 50-100 % |
Table of Contents:
So erstellst du ein Cura Profil für den Elegoo Neptune 4 Max
Das gesamte Cura Profil für deinen Elegoo Neptune 4 Max teilt sich in zwei Hauptbereiche: die Maschineneinstellungen und die Druckeinstellungen. Während die Maschineneinstellungen die grundlegenden Parameter deines 3D-Druckers definieren, wie z.B. die Druckbettgröße und die G-Code-Einstellungen, beschäftigen sich die Druckeinstellungen mit den spezifischen Parametern für jeden Druck, wie z.B. Temperatur und Geschwindigkeit.
Als Erstes müssen die Maschineneinstellungen definiert werden, wofür du ein leeres Profil als Vorlage verwenden kannst.
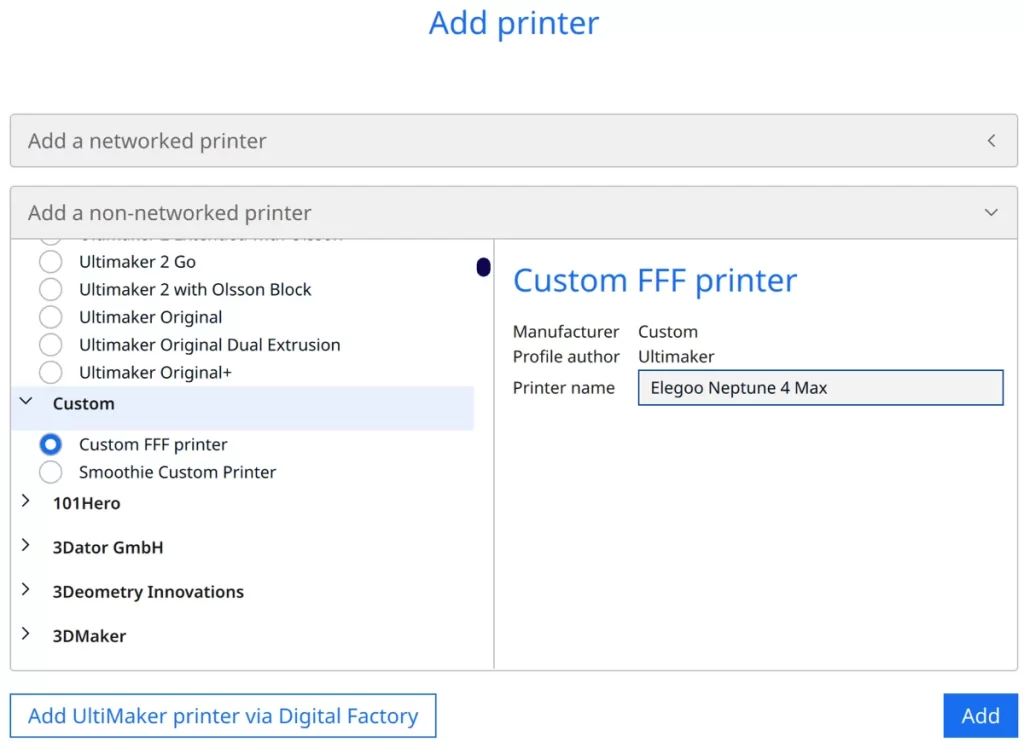
Um deinen 3D-Drucker in Cura hinzuzufügen, klicke zuerst auf ‚Einstellungen‘, dann auf ‚Drucker‘ und schließlich auf ‚Drucker hinzufügen‘. Wähle dann ‚Nicht-vernetzter Drucker‘ und klicke auf ‚Custom‘ und ‚Custom FFF printer‘. Gib den Namen deines Druckers ein und klicke auf ‘Hinzufügen’.
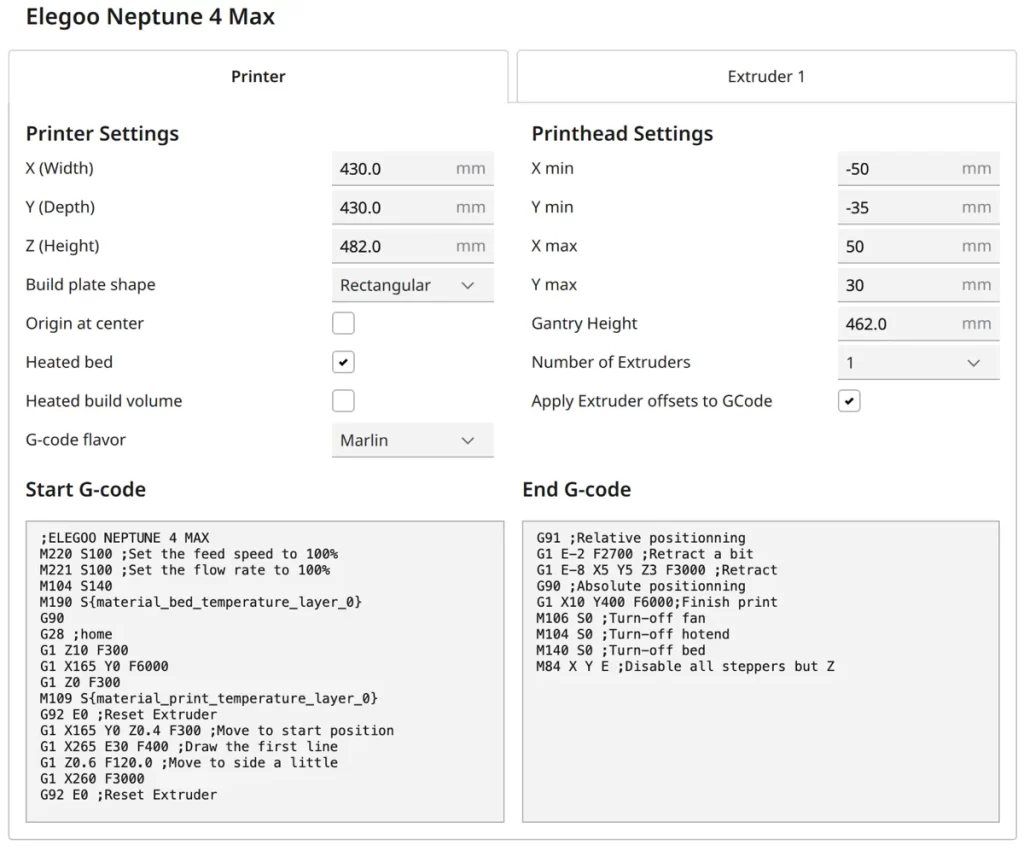
Die Maschineneinstellungen, wie im obigen Screenshot zu sehen, sind entscheidend für das Funktionieren deines 3D-Druckers. Hier findest du die G-Code-Schnipsel noch einmal aufgeführt, um sie einfacher kopieren zu können:
Start G-Code:
- M220 S100 ;Set the feed speed to 100%
- M221 S100 ;Set the flow rate to 100%
- M104 S140
- M190 S{material_bed_temperature_layer_0}
- G90
- G28 ;home
- G1 Z10 F300
- G1 X165 Y0 F6000
- G1 Z0 F300
- M109 S{material_print_temperature_layer_0}
- G92 E0 ;Reset Extruder
- G1 X165 Y0 Z0.4 F300 ;Move to start position
- G1 X265 E30 F400 ;Draw the first line
- G1 Z0.6 F120.0 ;Move to side a little
- G1 X260 F3000
- G92 E0 ;Reset Extruder
End G-Code:
- G91 ;Relative positionning
- G1 E-2 F2700 ;Retract a bit
- G1 E-8 X5 Y5 Z3 F3000 ;Retract
- G90 ;Absolute positionning
- G1 X10 Y400 F6000;Finish print
- M106 S0 ;Turn-off fan
- M104 S0 ;Turn-off hotend
- M140 S0 ;Turn-off bed
- M84 X Y E ;Disable all steppers but Z
Nachdem du das Druckerprofil erstellt hast, ist es an der Zeit, die Druckeinstellungen festzulegen. Diese Einstellungen beinhalten die spezifischen Details für jedes Druckprojekt, wie die Drucktemperatur, die Geschwindigkeit und die Retraction-Einstellungen.
Diese Druckeinstellungen sind anpassbar und können für verschiedene Materialien, wie PLA, ABS, TPU und PETG, variiert und in einzelnen Cura Profilen gespeichert werden, um die bestmöglichen Druckergebnisse zu erzielen.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von PLA Filament mit dem Elegoo Neptune 4 Max:
- Drucktemperatur: 220 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 250 mm/s
- Retraction: 0,5 mm mit 45 mm/s
- Kühlung: 100 %
Der Elegoo Neptune 4 Max kann PLA Filament sehr effizient verarbeiten, oft ohne viel Kalibrierungsaufwand. Dies ist besonders vorteilhaft für Anfänger in der Welt des 3D-Drucks, da PLA eines der einfachsten Materialien zum Drucken ist.
Beim Verwenden von PLA Filament ist es wichtig, einige Grundlagen zu beachten. Die oben angegebenen Werte stellen einen guten Ausgangspunkt dar, aber es kann sein, dass für deine spezifischen Projekte oder PLA-Sorten weitere Optimierungen nötig sind.
Weiter unten in diesem Artikel gehe ich darauf ein, wie man die wichtigsten Einstellungen davon kalibrieren kann, um sicherzustellen, dass du die bestmöglichen Druckergebnisse mit deinem Elegoo Neptune 4 Max erzielst.
ABS Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von ABS Filament mit dem Elegoo Neptune 4 Max:
- Drucktemperatur: 240 °C
- Druckbett-Temperatur: 80 °C
- Druckgeschwindigkeit: 250 mm/s
- Retraction: 0,6 mm mit 40 mm/s
- Kühlung: 0 %
ABS (Acrylnitril-Butadien-Styrol) ist ein beliebtes Filament im 3D-Druck, bekannt für seine hohe Festigkeit und Wärmebeständigkeit. Diese Eigenschaften machen es ideal für funktionale Teile und Objekte, die hohen Temperaturen oder mechanischen Belastungen ausgesetzt sind.
Allerdings kann das Drucken mit ABS relativ anspruchsvoll sein, da es zu Warping und Rissen neigt, besonders wenn die Druckumgebung nicht optimal ist.
Der Elegoo Neptune 4 Max hat kein geschlossenes Gehäuse, was bedeutet, dass Temperaturschwankungen und Zugluft den Druck von ABS-Filament beeinträchtigen können.
Für kleinere ABS-Objekte kann der Neptune 4 Max durchaus fehlerfrei drucken. Um Warping zu vermeiden, ist es hilfreich, eine niedrigere Druckgeschwindigkeit für die erste Schicht einzustellen, um eine bessere Haftung am Druckbett zu gewährleisten. Außerdem kann die Verwendung eines Draft Shields in Cura helfen, den Effekt von Zugluft zu minimieren und eine stabilere Druckumgebung zu schaffen.
TPU Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von TPU Filament mit dem Elegoo Neptune 4 Max:
- Drucktemperatur: 210 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 100 mm/s
- Retraction: 0,7-1,0 mm mit 45 mm/s
- Kühlung: 100 %
TPU ist ein flexibles Filament, das sich durch seine Elastizität und Dehnbarkeit auszeichnet. Der Elegoo Neptune 4 Max ist gut geeignet, um solche flexiblen Filamente zu verarbeiten, insbesondere dank seines Direct Drive Extruders. In diesem Artikel erfährst du, warum dies von Vorteil ist.
Die Druckgeschwindigkeit bei TPU muss wesentlich geringer sein als bei starren Filamenten. Dies liegt daran, dass TPU aufgrund seiner Flexibilität während des Druckvorgangs leicht verformt werden kann. Eine langsamere Druckgeschwindigkeit gewährleistet, dass das Filament gleichmäßig und ohne Verzerrungen extrudiert wird und sich nicht so schnell im Extruder verheddert.
Außerdem neigt TPU stark zu Stringing, also dem Bilden von feinen Fäden zwischen den Druckteilen. Deshalb ist es wichtig, besonders bei diesem Filament die Retraction-Einstellungen und die Drucktemperatur sorgfältig zu kalibrieren. Eine genaue Einstellung dieser Parameter kann entscheidend sein, um ein sauberes Druckergebnis ohne unerwünschte Fäden zu erzielen.
PETG Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von PETG Filament mit dem Elegoo Neptune 4 Max:
- Drucktemperatur: 230 °C
- Druckbett-Temperatur: 70 °C
- Druckgeschwindigkeit: 250 mm/s
- Retraction: 0,6-0,8 mm mit 50 mm/s
- Kühlung: 50-100 %
PETG-Filament zeigt oft eine Tendenz zum Stringing, jedoch lässt sich der Elegoo Neptune 4 Max durch entsprechende Einstellungen effektiv darauf einstellen, um dieses Problem zu minimieren. Die vorgeschlagenen Werte für Retraction und Drucktemperatur bieten eine solide Basis für gute Druckergebnisse. Um jedoch eine perfekte Qualität zu erzielen, ist eine gezielte Kalibrierung erforderlich, die speziell auf das verwendete PETG-Filament abgestimmt ist (weitere Details dazu findest du später im Artikel).
Die Eigenschaften von PETG-Filamenten variieren stark, vor allem hinsichtlich des Kühlungsbedarfs. Daher ist es entscheidend, die Kühlungseinstellungen auf das jeweilige Filament, das du benutzt, abzustimmen.
Manche PETG-Varianten erfordern eine intensivere Kühlung für optimale Druckergebnisse, während andere mit weniger Kühlung besser verarbeitet werden können. Solche Anpassungen sind wesentlich, um sowohl die Qualität als auch die Gleichmäßigkeit deiner PETG-Drucke zu gewährleisten.
Die besten Cura Einstellungen für den Elegoo Neptune 4 Max
In den folgenden Abschnitten werden wir uns detailliert mit den einzelnen Druckeinstellungen befassen und erklären, wie du sie für deinen Elegoo Neptune 4 Max in Cura optimal kalibrieren kannst.
Drucktemperatur
Die besten Drucktemperaturen für den Elegoo Neptune 4 Max in Cura:
- PLA: 220 °C
- ABS: 240 °C
- TPU: 210 °C
- PETG: 230 °C
Die Einstellung der richtigen Drucktemperatur ist entscheidend für die Qualität deines 3D-Drucks. Eine zu hohe Temperatur kann zu Verformungen und Stringing führen, während eine zu niedrige Temperatur möglicherweise nicht ausreicht, um das Filament richtig zu schmelzen, was zu einer schlechten Schichthaftung führen kann.
Die hier angegebenen Temperaturwerte bieten einen soliden Ausgangspunkt für die meisten Filamente, aber für perfekte Ergebnisse sollten sie auf das spezifische Filament, das du verwendest, feinabgestimmt werden.
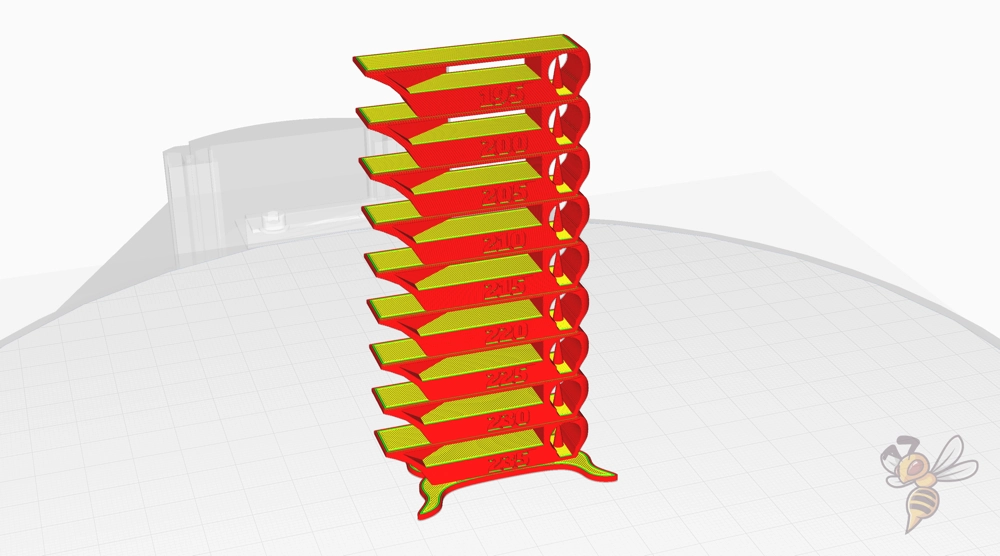
Eine effektive Methode, um die ideale Drucktemperatur für deinen 3D-Drucker zu ermitteln, ist der Druck eines Temperatur-Turms. Dieser Test hilft dir dabei, die optimale Temperatur für jedes Filament zu finden und so die Druckqualität zu maximieren.
Hier sind die einzelnen Schritte der Temperaturkalibrierung im Detail erklärt:
- Vorbereitung eines Temperatur-Turms: Ein Temperatur-Turm wird in verschiedenen Temperaturbereichen gedruckt, normalerweise in 5°C-Schritten. Beim Druck ändert der Drucker die Temperatur in diesen Schritten, sodass du sehen kannst, wie unterschiedliche Temperaturen den Druck beeinflussen.
- Anpassen der G-Code-Einstellungen: Bevor du den Temperatur-Turm druckst, musst du den G-Code so anpassen, dass er die Temperatur in den definierten Schritten ändert. In Cura musst du dafür ein Skript erstellen (hier ein Guide dazu).
- Drucken und Auswerten: Drucke den Temperatur-Turm und beobachte die Ergebnisse. Die Abschnitte, die die beste Oberflächenqualität, geringstes Stringing und beste Schichthaftung zeigen, geben dir die optimale Drucktemperatur für dieses spezifische Filament an.
- Anpassung der Druckeinstellungen: Sobald du die ideale Temperatur identifiziert hast, passe deine Druckeinstellungen entsprechend an und speichere sie. Verwende diese Temperatur für zukünftige Drucke mit demselben Filamenttyp.
- Wiederholen bei Bedarf: Da jedes Filament unterschiedlich ist, solltest du diesen Vorgang für jeden neuen Filamenttyp oder sogar jede neue Filamentrolle wiederholen.
Druckbett-Temperatur
Die besten Druckbett-Temperaturen für den Elegoo Neptune 4 Max in Cura:
- PLA: 60 °C
- ABS: 80 °C
- TPU: 60 °C
- PETG: 70 °C
Die richtige Druckbett-Temperatur bei einem 3D-Drucker ist wichtig, um eine gute Haftung des ersten Layers zu gewährleisten und Verzug (Warping) zu verhindern. Eine optimale Betttemperatur sorgt dafür, dass die erste Schicht gleichmäßig und fest auf dem Druckbett aufliegt.
Vermeide zu hohe Druckbett-Temperaturen. Ansonsten droht ein sogenannter Elefantenfuß. Dieser Druckfehler tritt auf, wenn die unteren Schichten des Drucks durch die Hitze zu stark expandieren und sich verbreitern, was zu einer ungleichmäßigen Basis des gedruckten Objekts führt.
Das Einstellen der richtigen Druckbett-Temperatur beim Elegoo Neptune 4 Max ist dank seines PEI-Druckbetts, das eine hervorragende Haftung für die meisten Filamente bietet, in der Regel nicht sehr schwierig. Die oben angegebenen Werte sollten bereits eine einwandfreie Haftung des Druckbetts ermöglichen. Sollte dies nicht der Fall sein, kann die Temperatur in kleinen Schritten erhöht werden. Weitere Tipps zur Verbesserung der Druckbett-Haftung findest du weiter unten in diesem Artikel.
Druckgeschwindigkeit
Die besten Druckgeschwindigkeiten für den Elegoo Neptune 4 Max in Cura:
- PLA: 250 mm/s
- ABS: 250 mm/s
- TPU: 100 mm/s
- PETG: 250 mm/s
Eine falsch eingestellte Druckgeschwindigkeit kann verschiedene Auswirkungen auf deine Drucke haben. Eine zu langsame Druckgeschwindigkeit führt zu unnötig langen Druckzeiten, was letztendlich Zeitverschwendung bedeutet.
Allerdings kann eine zu hohe Geschwindigkeit zu Druckfehlern wie Ringing und Ghosting führen. Ringing ist ein Effekt, bei dem Vibrationen des Druckers Wellenmuster auf der Oberfläche des Druckstücks hinterlassen, während Ghosting ungewollte Schatten oder Echos von scharfen Kanten oder sonstigen Details auf der Oberfläche erzeugt.
Der Elegoo Neptune 4 Max verfügt über das „Input Shaping“ Feature, dass Vibrationen durch hohe Geschwindigkeiten minimieren kann. Nutze es regelmäßig!
Um die maximale Druckgeschwindigkeit zu finden, bei der noch keine Druckfehler entstehen, solltest du auch diese Einstellung kalibrieren.
Hier ist eine detaillierte Anleitung zur Kalibrierung der Druckgeschwindigkeit:
- Testdruck starten: Beginne mit einem Testdruck. Ich verwende gerne diesen Würfel.
- Standardgeschwindigkeit festlegen: Starte mit einer Standardgeschwindigkeit, die allgemein für das von dir verwendete Material empfohlen wird. Die oben genannten Geschwindigkeiten können als Ausgangspunkt dienen.
- Schrittweise Anpassung: Ändere die Geschwindigkeit in deinem Slicer schrittweise. Erhöhe oder verringere die Geschwindigkeit um 10-20 mm/s für jede Testversion, um den Einfluss der Geschwindigkeitsänderungen zu beobachten.
- Beobachtung der Druckqualität: Achte während des Druckens auf die Qualität der ersten Schichten. Suche nach Anzeichen von Ringing, Ghosting oder anderen Druckfehlern.
- Feinabstimmung: Finde die höchste Geschwindigkeit, bei der dein Drucker noch qualitativ hochwertige Ergebnisse liefert, ohne Anzeichen von Ringing oder anderen Problemen.
- Wiederholen für verschiedene Filamente: Unterschiedliche Materialien reagieren unterschiedlich auf verschiedene Geschwindigkeiten. Wiederhole den Kalibrierungsprozess für jedes Material, das du verwendest.
Schichthöhe
Das sind die besten Schichthöhen für den Elegoo Neptune 4 Max in Cura:
- Dekorative Objekte: 0,1 mm
- Standard: 0,2 mm
- Grobe, schnelle Drucke: 0,3 mm
Für dekorative Objekte ist eine Schichthöhe von 0,1 mm ideal. Diese feine Schichthöhe erzeugt hochdetaillierte, glatte Oberflächen, die besonders bei Modellen mit vielen kleinen Details vorteilhaft sind. Allerdings erhöht sich dadurch die Druckzeit signifikant, da mehr Schichten für den Aufbau des Objekts benötigt werden.
Eine Schichthöhe von 0,2 mm gilt als Standard für viele Druckprojekte. Diese Einstellung bietet einen guten Kompromiss zwischen Druckqualität und Druckgeschwindigkeit. Sie ist ideal für alltägliche Druckaufgaben, bei denen eine gute Oberflächenqualität gewünscht wird, aber die Druckzeit auch eine Rolle spielt.
Die Schichthöhe von 0,3 mm ist perfekt für grobe, schnelle Drucke. Diese Einstellung reduziert die Druckzeit erheblich, da weniger Schichten benötigt werden, um das Objekt aufzubauen. Natürlich führt dies zu sichtbaren Schichten und einer raueren Oberfläche, was aber bei vielen Anwendungen akzeptabel ist.
Flussrate
Das sind die besten Flussraten für den Elegoo Neptune 4 Max in Cura:
- Standard: 100%
- Für Über-Extrusion: 90% bis 99%
- Für Unter-Extrusion: 101% bis 110%
Die Flussrate ist ein wichtiger Parameter, der angibt, wie viel Filament während des Druckprozesses extrudiert wird. Eine korrekt eingestellte Flussrate gewährleistet, dass die richtige Menge an Filament verwendet wird.
Es ist wichtig, dass die Temperatur und die Retraction korrekt kalibriert sind, bevor du die Flussrate anpasst, da diese Einstellungen einen direkten Einfluss auf die Menge an extrudiertem Filament haben können.
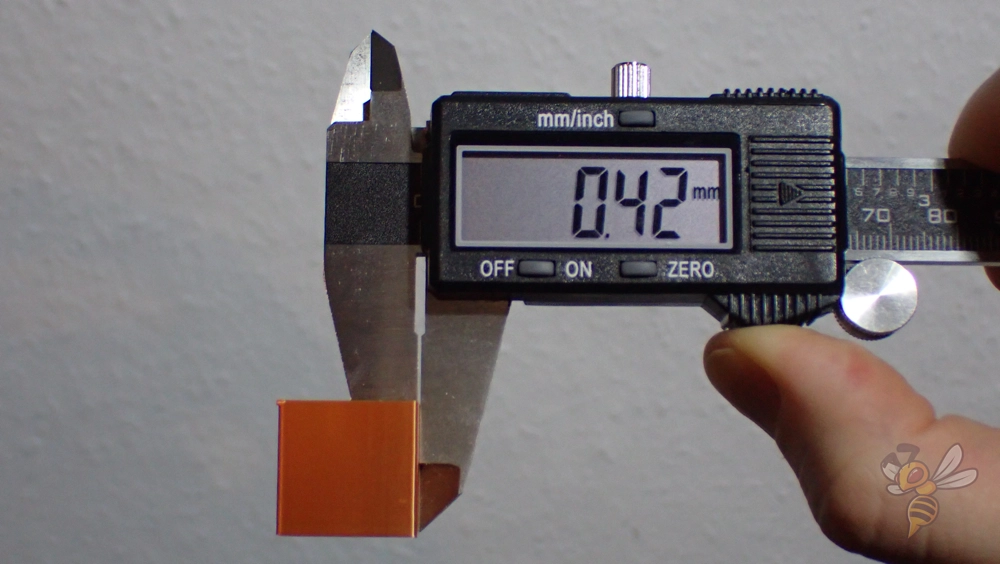

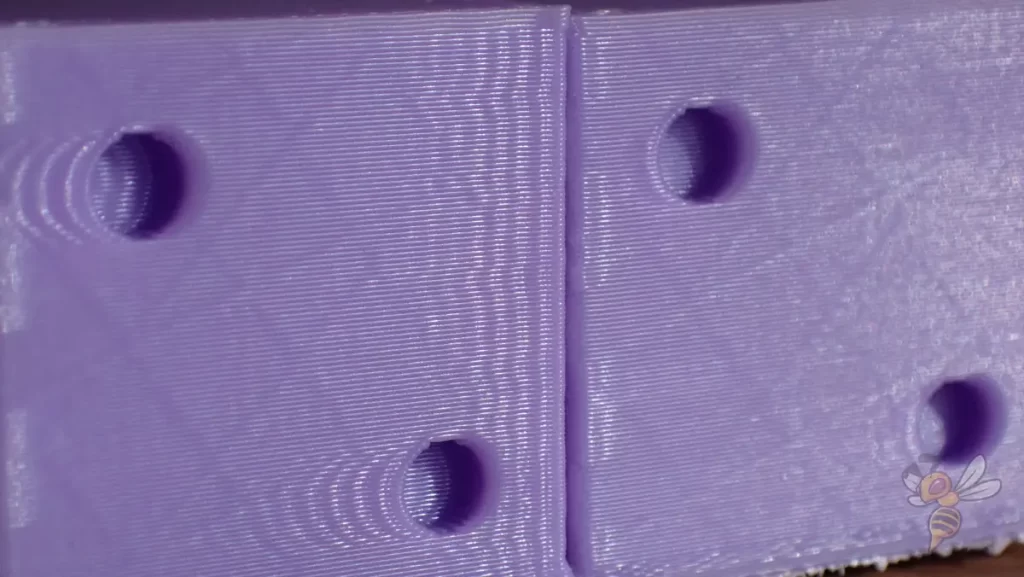
Zur Kalibrierung der Flussrate eignet sich ein einfacher Testdruck, wie zum Beispiel der Druck eines Würfels ohne Infill oder obere Schichten. Dies ermöglicht dir, nach dem Drucken die Wandstärke genau zu messen und die Flussrate entsprechend anzupassen. Folge diesen Schritten:
- Drucke einen Testwürfel: Wähle einen einfachen Würfel als Testmodell. Stelle sicher, dass der Würfel keine Füllung (Infill) oder obere Schichten hat, sodass du die einzelnen Wände gut messen kannst.
- Messe die Wandstärke: Nach dem Druck verwende einen Messschieber, um die Dicke der Wände des Würfels zu messen. Die gemessene Dicke sollte der in Cura eingestellten Wandstärke entsprechen.
- Berechne die erforderliche Anpassung: Wenn die gemessene Wandstärke größer ist als die eingestellte Wandstärke, deutet das auf eine Über-Extrusion hin. In diesem Fall solltest du die Flussrate verringern. Ist die gemessene Wandstärke geringer, liegt eine Unter-Extrusion vor, und du solltest die Flussrate erhöhen.
- Passe die Flussrate in Cura an: Basierend auf deinen Messungen, passe die Flussrate in Cura an. Wenn du eine Über-Extrusion feststellst, reduziere die Flussrate auf 90% bis 99%. Bei Unter-Extrusion erhöhe sie auf 101% bis 110%.
- Wiederhole den Test: Nachdem du die Anpassungen vorgenommen hast, wiederhole den Testdruck und die Messung, um sicherzustellen, dass die Flussrate jetzt korrekt eingestellt ist. Möglicherweise sind mehrere Iterationen erforderlich, um die optimale Einstellung zu finden.
Retraction
Die besten Retraction Einstellungen für den Elegoo Neptune 4 Max in Cura:
- PLA: 0,5 mm mit 45 mm/s
- ABS: 0,6 mm mit 40 mm/s
- TPU: 0,7-1,0 mm mit 45 mm/s
- PETG: 0,6-0,8 mm mit 50 mm/s
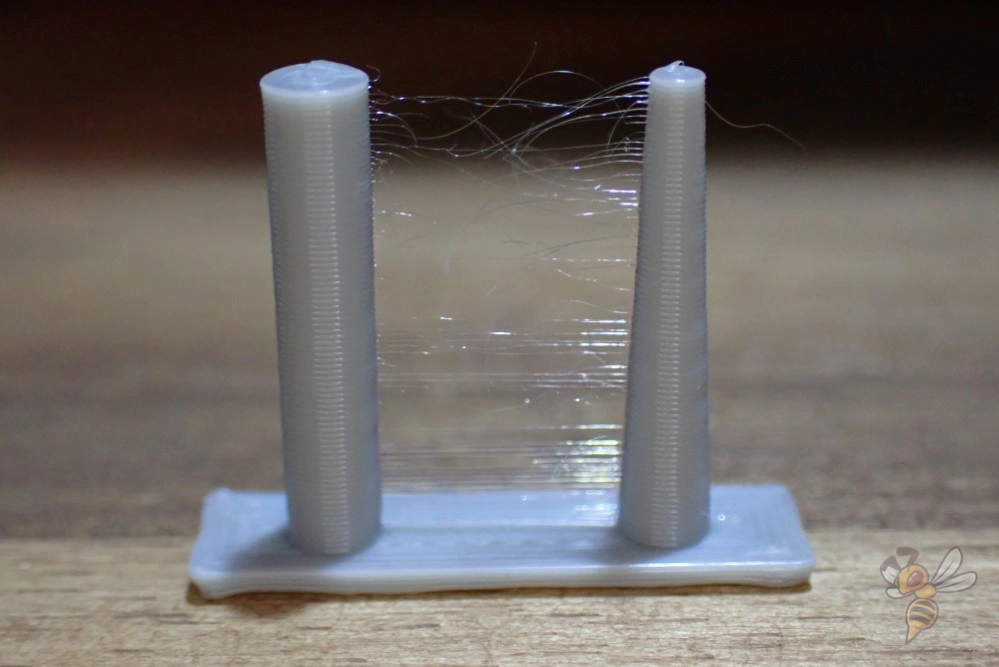
Eine falsch eingestellte Retraction beim Elegoo Neptune 4 Max kann schnell zu Druckfehlern wie Stringing führen. Stringing entsteht, wenn während des Druckvorgangs kleine Fäden zwischen den Druckteilen gezogen werden, was besonders beim Wechsel von einer Stelle zur nächsten auftritt.
Die richtige Einstellung der Retraction verhindert diese Fäden, indem sie das Filament leicht zurückzieht, um ein Auslaufen während der Bewegung zu verhindern.
Um die Retraction bei einem FDM 3D-Drucker zu kalibrieren, kannst du die folgenden Schritte befolgen:
- Wähle ein geeignetes Testmodell: Ein gutes Testmodell für Retraction ist ein Modell mit Säulen oder Türmen, da diese die Bewegung des Druckkopfes zwischen den Punkten gut simulieren.
- Drucke das Testmodell: Verwende die aktuelle Retraction-Einstellung, um das Testmodell zu drucken. Beobachte, ob und wie viel Stringing auftritt.
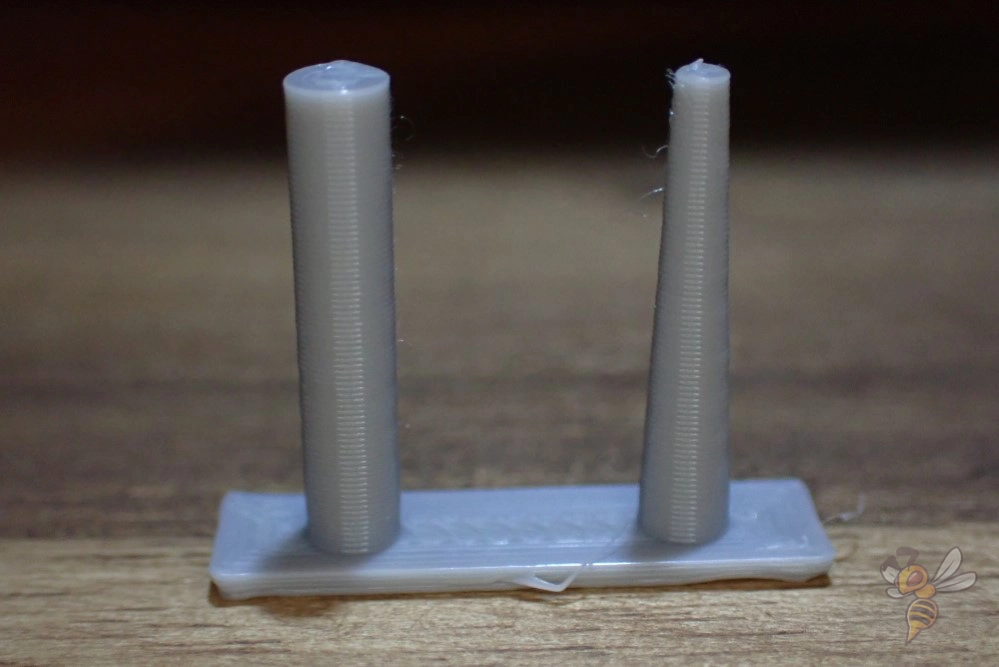
- Anpassen der Retraction-Einstellungen: Wenn du Stringing bemerkst, erhöhe die Retraction-Distanz schrittweise um 0,1 mm und die Geschwindigkeit um 5 mm/s. Wiederhole den Druck, um zu sehen, ob sich das Stringing verringert.
- Optimieren der Einstellungen: Finde das Gleichgewicht zwischen zu wenig und zu viel Retraction. Zu viel Retraction kann zu anderen Problemen wie unzureichender Extrusion am Anfang eines Druckabschnitts führen.
- Protokolliere deine Ergebnisse: Halte die Einstellungen fest, die für unterschiedliche Materialien die besten Ergebnisse liefern.
Infill
Die beste Infill-Dichte für den Elegoo Neptune 4 Max in Cura:
- Dekorative Objekte: 0-15%
- Standard Objekte: 15-50%
- Stabile Objekte: 50-100%
Die Infill-Dichte ist ein wichtiger Faktor im 3D-Druck, da sie die Festigkeit, das Gewicht und den Materialverbrauch deiner Druckobjekte beeinflusst. Diese Werte sind im Wesentlichen druckerunabhängig, was bedeutet, dass sie für die meisten FDM-Drucker, einschließlich des Elegoo Neptune 4 Max, gelten.
Erste Schicht
Dies sind die besten Cura Einstellungen für die erste Schicht mit dem Elegoo Neptune 4 Max:
- Schichthöhe: 100%
- Linienbreite: 100%
- Drucktemperatur: So wie der Rest
- Druckgeschwindigkeit: 10 mm/s
- Raft/Brim/Skirt: Skirt
Für einen erfolgreichen 3D-Druck ist es wesentlich, dass die erste Schicht gut auf dem Druckbett haftet. Die vorgeschlagenen Einstellungen sorgen in der Regel bei den meisten Filamentarten für eine starke Haftung der ersten Schicht.
Sollten dennoch Haftungsprobleme auftreten, können Veränderungen an Parametern wie Schichthöhe, Linienbreite und Druckbett-Temperatur hilfreich sein. In Situationen, in denen die Haftung besonders kritisch ist, wie bei großen Objekten oder Drucken mit speziellen Haftungsanforderungen, können Hilfsmittel wie Raft oder Brim zum Einsatz kommen.
Ein wichtiger Aspekt für eine qualitativ hochwertige erste Schicht ist, das Filament möglichst lange heiß und flüssig zu halten. Je länger das Filament in diesem Zustand verbleibt, desto besser kann es sich mit der Druckbettoberfläche verbinden.
Die Druckgeschwindigkeit spielt hier eine Schlüsselrolle. Indem die Geschwindigkeit für die erste Schicht reduziert wird, verbleibt das Filament länger über dem Druckbett, was die Wärmeübertragung und folglich die Haftung verbessert.
Aus diesem Grund wird die Druckgeschwindigkeit für die erste Schicht auf 10 mm/s eingestellt. Dies ermöglicht es dem Filament, gleichmäßig und sicher auf dem Druckbett zu haften und bildet damit eine stabile Grundlage für die darauf folgenden Schichten.
Zusammenfassung
Ich hoffe, dass die in diesem Artikel geteilten Einstellungen hilfreich waren und dir als solide Basis für erste Schritte mit dem Neptune 4 Max mit Cura dienen.
Bei weiteren Fragen oder für detailliertere Informationen zur Kalibrierung können der zu Beginn des Artikels erwähnte Kalibrierungs-Guide und der 3D-Druck-Kurs herangezogen werden.
Viel Spaß mit deinem Neptune 4 Max!
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
