
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
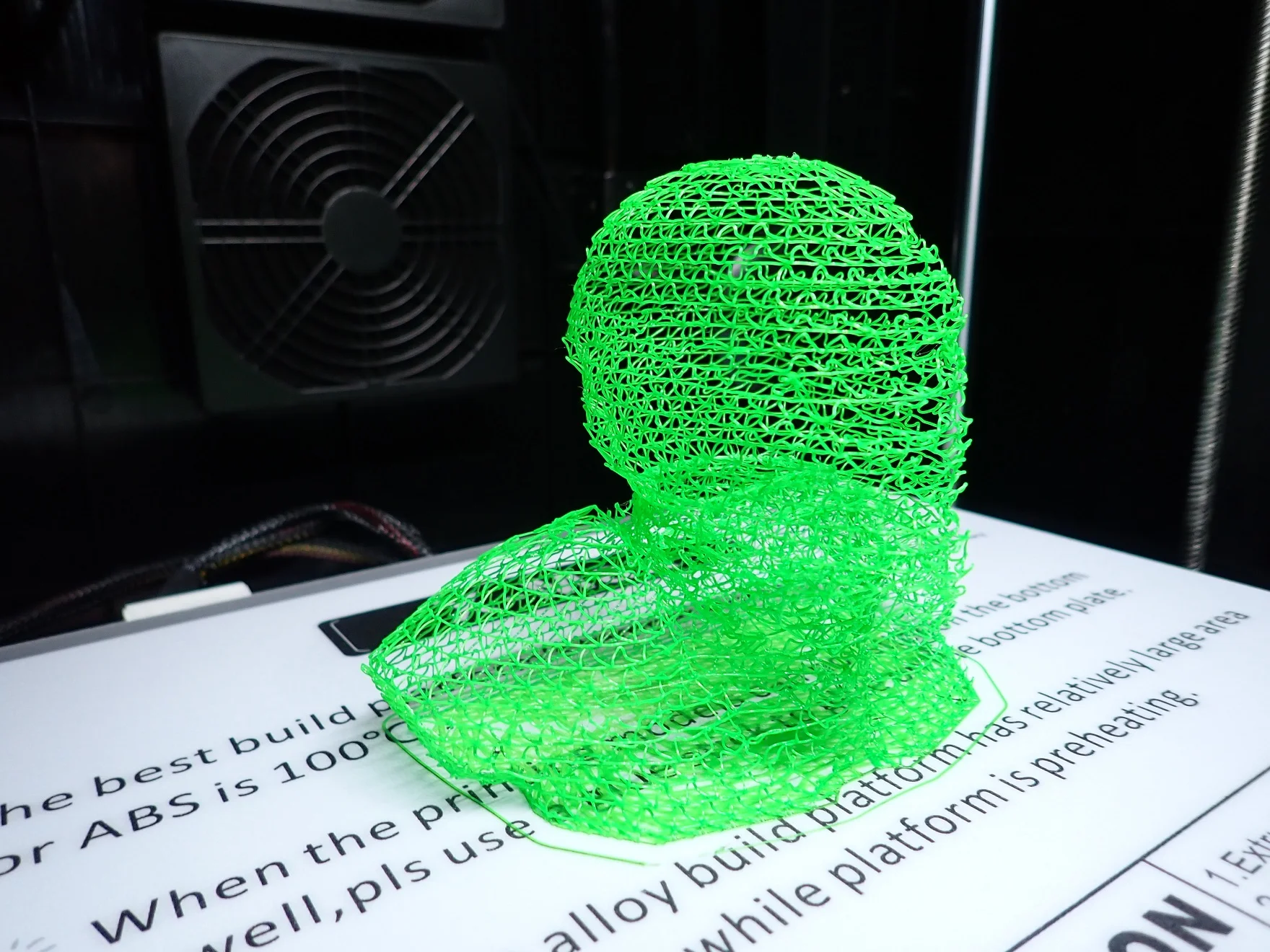
Mit dem Cura Wire Printing Modus wird nur die Außenhülle des Objekts mit einer Drahtstruktur gedruckt. Das Ergebnis ist ein transparentes Objekt mit einer netzartigen Oberfläche.
Du kannst die Drahtstruktur nach Belieben anpassen und sie dichter oder noch transparenter machen. Mit den richtigen Einstellungen lässt sie sich stabiler machen.
Wo du den Modus findest, welche Einstellungen dafür wichtig sind und wie du Fehldrucke vermeidest, erfährst du in diesem detaillierten Guide.
Wie Funktioniert Cura Wire Printing?
> Cura Wire Printing / Drahtstruktur
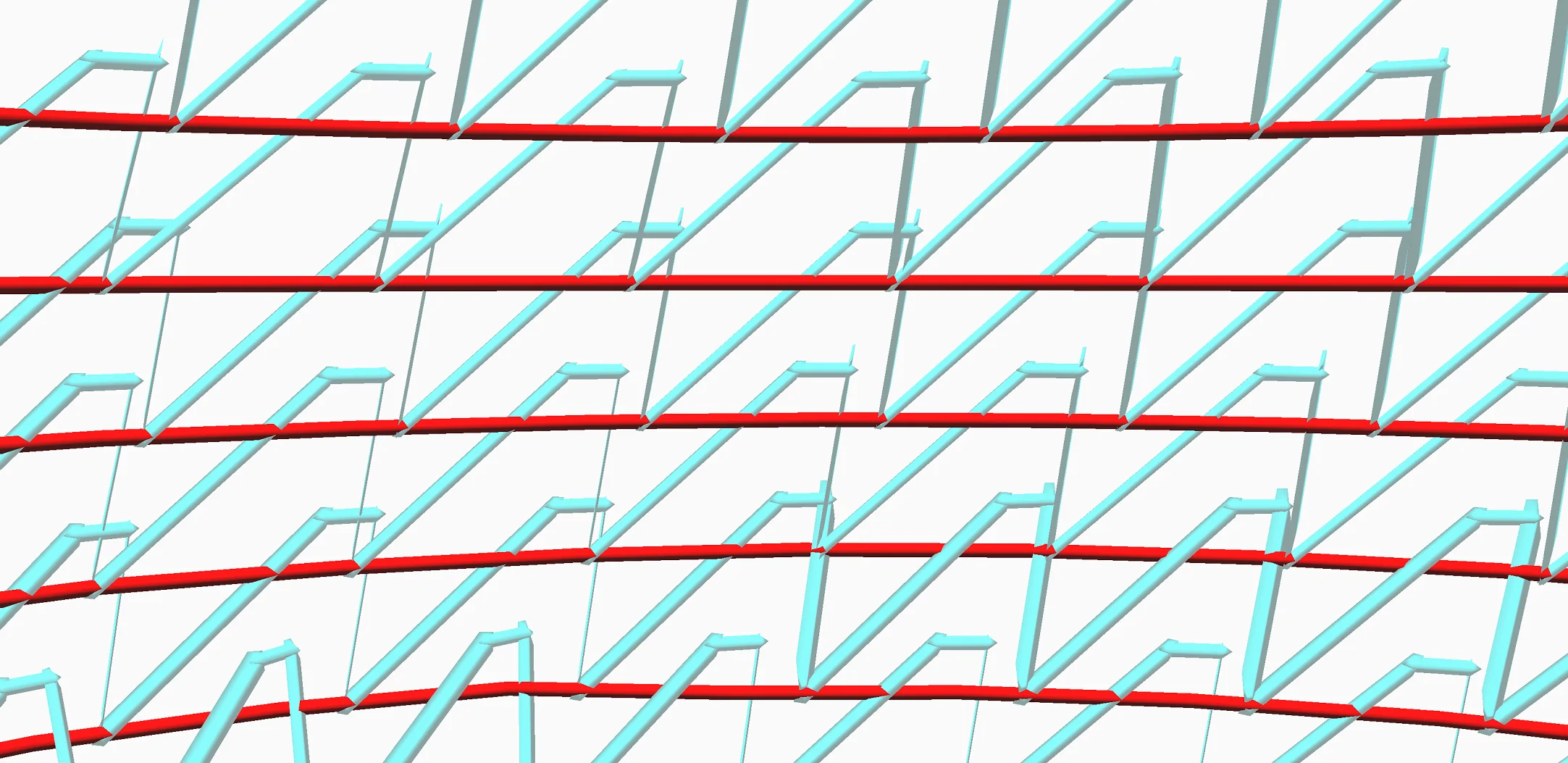
Mit der Drahtstruktur in Cura wird das verwendete Objekt so gedruckt als hättest du es mit einem 3D Stift gemalt. Die Nozzle, also die Druckdüse, verbindet die einzelnen mehrere Millimeter auseinander liegenden horizontalen Schichten mit Filament Spitzen die aussehen wie Sägezähne.
Je nachdem wie du die Einstellungen vornimmst, ist dadurch das Objekt transparenter oder dichter. Viele Standardeinstellungen in Cura werden durch die Drahtstruktur überschrieben. Du kannst zum Beispiel keinen Infill mehr bestimmen und die Werte für die Außenwände werden teilweise auch überschrieben.
Das resultierende Objekt ist transparent und nicht sehr stabil. Neben den ästhetisch interessanten Aspekten sind die Vorteile dieser Methode der niedrige Filament Verbrauch und die schnelle Druckzeit.
Wo Findet Man die Drahtstruktur in Cura?
> Cura Wire Printing / Drahtstruktur
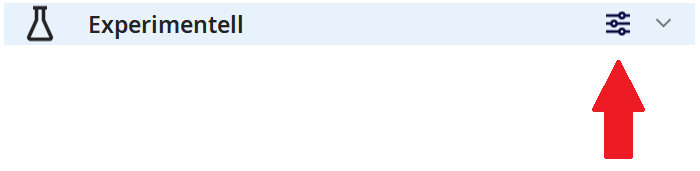
Den Cura Wire Printing Modus bzw. das Drucken mit Drahtstruktur findest du unter den experimentellen Druckeinstellungen. Falls dir diese Option nicht angezeigt wird, ist sie ausgeblendet. Standardmäßig sind viele der weniger verwendeten Einstellungen in Cura ausgeblendet bis du sie manuell einblendest. Du kannst bei den Druckeinstellungen bei jedem Dropdown-Menü auf das Einstellungen-Icon klicken und dort alle verfügbaren Einstellungen auswählen.
Du kannst auch über die Menüleiste über die Einstellungen die Sichtbarkeit der Druckeinstellungen verändern.

Keine Vorschau Möglich?
> Cura Wire Printing / Drahtstruktur
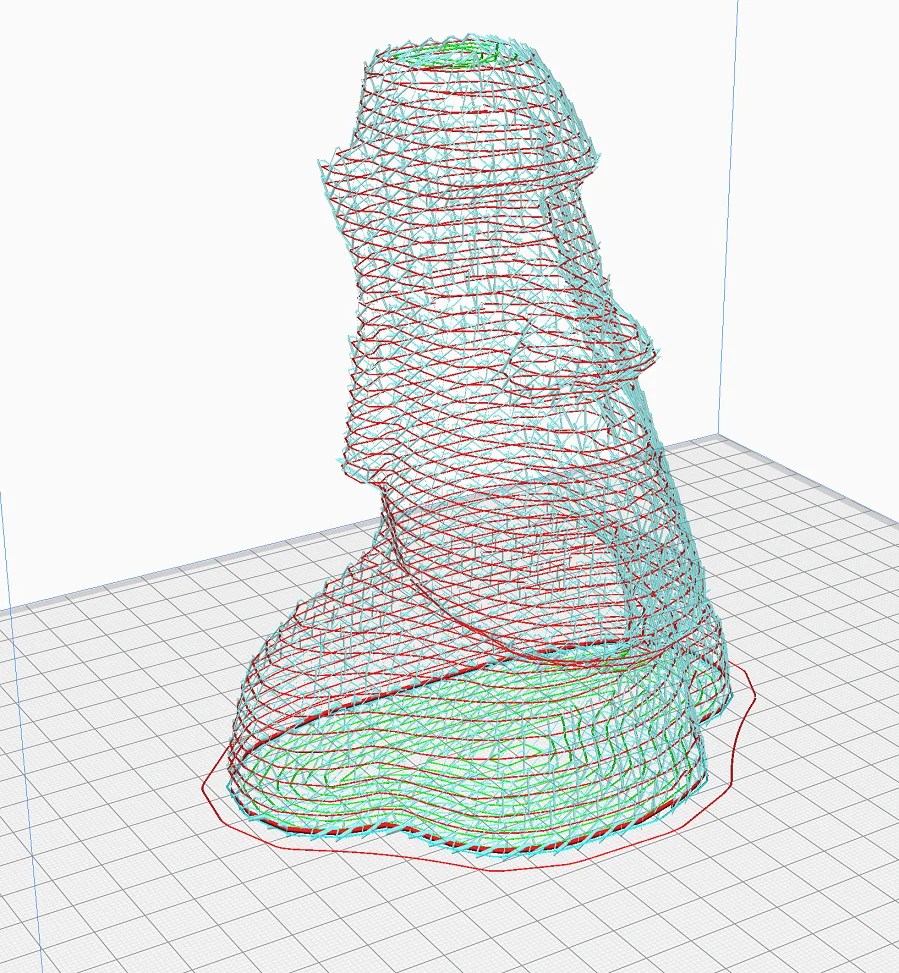
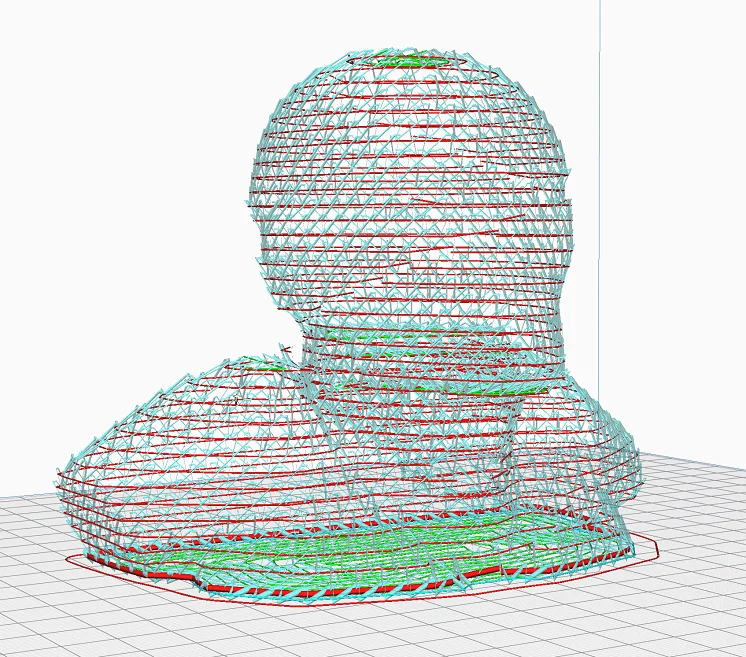
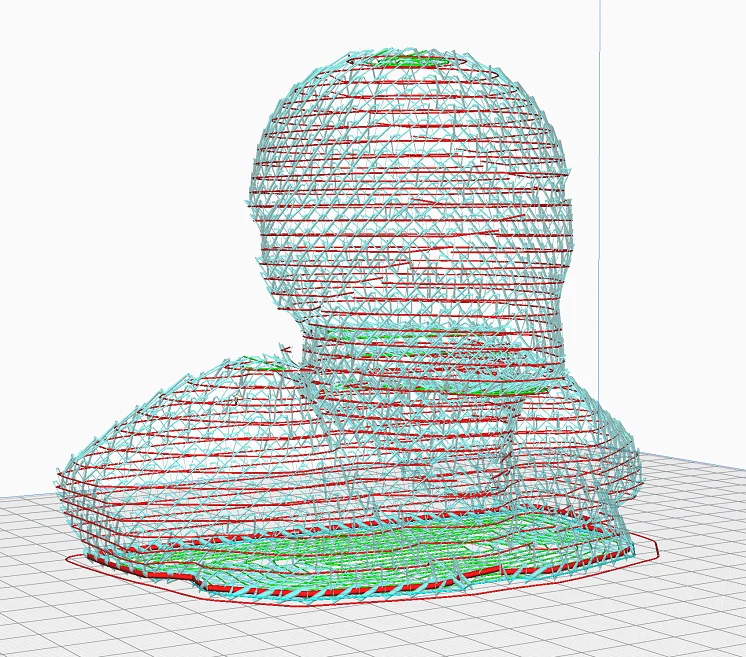
Wenn du ein Objekt mit dem Drahtstruktur Modus gesliced hast, wird dir keine richtige Vorschau angezeigt wie du es gewohnt bist. Du kannst die fertig geslicte und gespeicherte Datei dennoch mit Cura öffnen und dir so eine Vorschau anzeigen lassen.
Diverse Warnungen in Cura weisen dich dabei darauf hin, dass die angezeigte Vorschau nur den theoretischen Verlauf des Filaments zeigt. In der Realität wird der Verlauf von der Gravitation stark beeinflusst und wird nicht so regelmäßig sein.
Die Vorschau ist aber ein guter Anhaltspunkt wie dicht dein Objekt wird. Du kannst die Einstellungen daraufhin verändern. Außerdem siehst du an der Vorschau gut wie das Prinzip der Drahtstruktur funktioniert.
Drucktemperatur
> Cura Wire Printing / Drahtstruktur
Die Drucktemperatur hat einen großen Einfluss darauf wie gut dir der Druck mit der Drahtstruktur gelingt.
Je höher die Drucktemperatur ist, desto stärker fließt das Filament. Dies verbessert einerseits die Haftung zwischen den einzelnen Filament-Drähten, jedoch kann dadurch das Filament durch die Gravitation zu weit nach unten gezogen werden.
Ich empfehle dir als erstes die Standardtemperatur deines Filaments zu verwenden und die Temperatur dann an mögliche Defekte anzupassen.
Wenn du eine extrem schlechte Haftung zwischen den horizontalen Linien und den Sägezähnen bekommst, solltest du die Temperatur erhöhen. Wenn das Filament zu stark nach unten gezogen wird und zu flüssig ist, solltest du die Drucktemperatur verringern.
Kühlung
> Cura Wire Printing / Drahtstruktur
Eine weitere wichtige Einstellungen ist die Teile-Kühlung. Sie steuert wie schnell das flüssige Filament in der Luft erstarrt.
Ist die Kühlung zu stark, kann sich das Filament nicht gut genug miteinander verbinden. Ist die Kühlung zu schwach, fließt das Filament zu weit und könnte die Stabilität beeinträchtigen oder dazu führen, dass die nächsthöhere horizontale Linie auf keine Sägezahn Spitze trifft.
Im Prinzip verhält sich die Kühlung genauso wie die Drucktemperatur. Die richtige Balance zwischen Drucktemperatur und Kühlung zu finden ist der Schlüssel für perfekte Ergebnisse in diesem Modus. Wie auch bei der Drucktemperatur solltest du hier bei deinen Standard Werten beginnen und je nach Ergebnis anpassen.
Stabilität
> Cura Wire Printing / Drahtstruktur
Wie du dir sicher denken kannst, ist die Stabilität eines traditionell gedruckten Objekts sehr viel höher als Objekte mit Drahtstruktur. Du kannst die strukturelle Stabilität im Drahtstruktur-Modus trotzdem erhöhen. Im Prinzip hast Du hierfür drei Möglichkeiten:
- Linienbreite und/oder Schichtdicke erhöhen: Wenn du die Linienbreite und/oder die Schichtdicke erhöhst, wird mehr Filament pro Strecke extrudiert. Dadurch haben die einzelnen Drähte der Drahtstruktur einen dickeren Durchmesser und sind damit auch stabiler.
- Verbindungshöhe verringern: Diese Einstellung findest du unter den Optionen die erscheinen wenn du das Drucken mit Draht Struktur aktivierst (zu den einzelnen Optionen am Ende des Artikels mehr). Mit dem eingegebenen Wert bestimmst du den Abstand der horizontalen Linien. Je geringer der Abstand ist, desto dichter wird die Netzstruktur und damit wird auch die Stabilität größer.
- Düsenabstand verringern: Diese Einstellung erscheint auch erst sobald du die Drahtstruktur aktiviert hast. Sie ist etwas verwirrend, bewirkt aber bei kleineren Werten, dass der Winkel der Sägezähne spitzer wird und dadurch mehr Sägezähne zwischen den horizontalen Linien entstehen. Dadurch bekommst du eine höhere Stabilität, da insgesamt mehr Material extrudiert wird und die Dichte zunimmst.
Druckbett Haftung
> Cura Wire Printing / Drahtstruktur
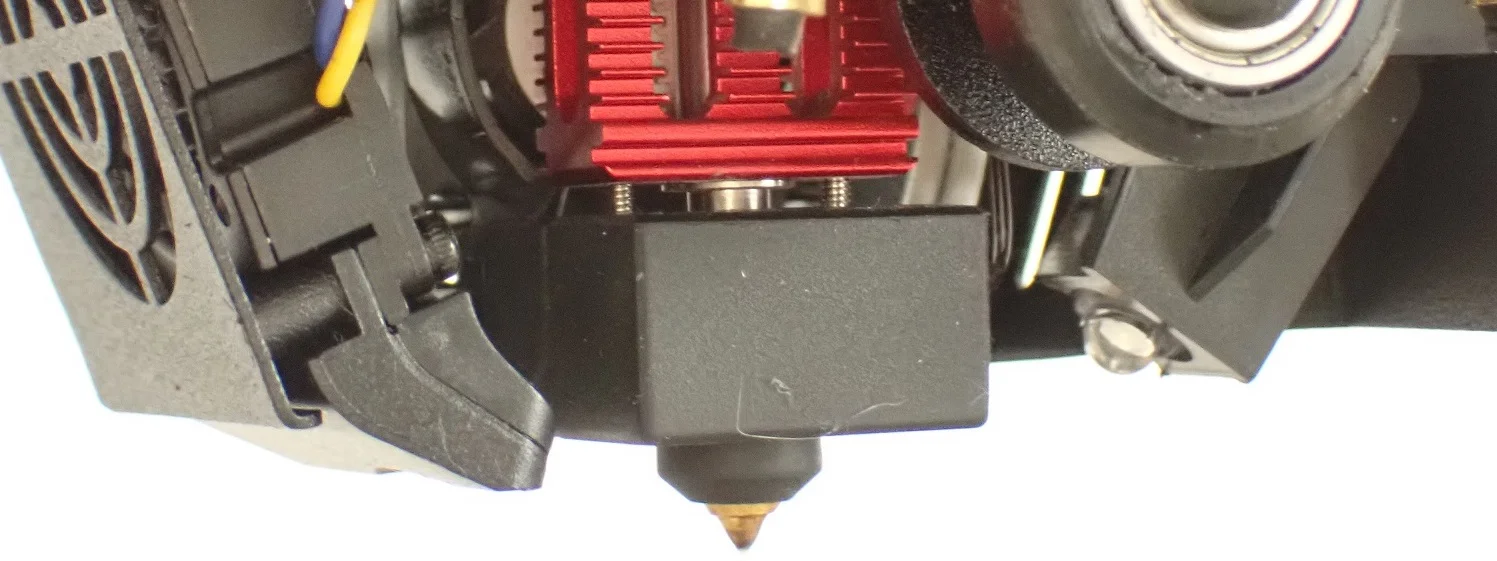
Im Cura Wire Printing Modus wird auch der Boden mit einer Drahtstruktur gedruckt. Es ist nicht möglich ein Raft oder Brim zu drucken. Dies führt dazu, dass du entweder eine viel zu schlechte Druckbett Haftung hast oder eine zu gute.
Da der Boden nur aus einzelnen Linien besteht, muss die Druckbett Haftung gut genug sein um den weiteren Verlauf des Drucks zu überstehen. Ein Glasbett, wie es der Ender 3 V2 zum Beispiel hat, ist ideal dafür.
Magnetische Druckbette mit einer extrem guten Haftung wie beim X-Max, könnten eine zu starke Druckbett Haftung herstellen. Das Entfernen des Druckobjekt könnte dann nahezu unmöglich sein ohne Schäden zu verursachen.
Testdrucke
> Cura Wire Printing / Drahtstruktur
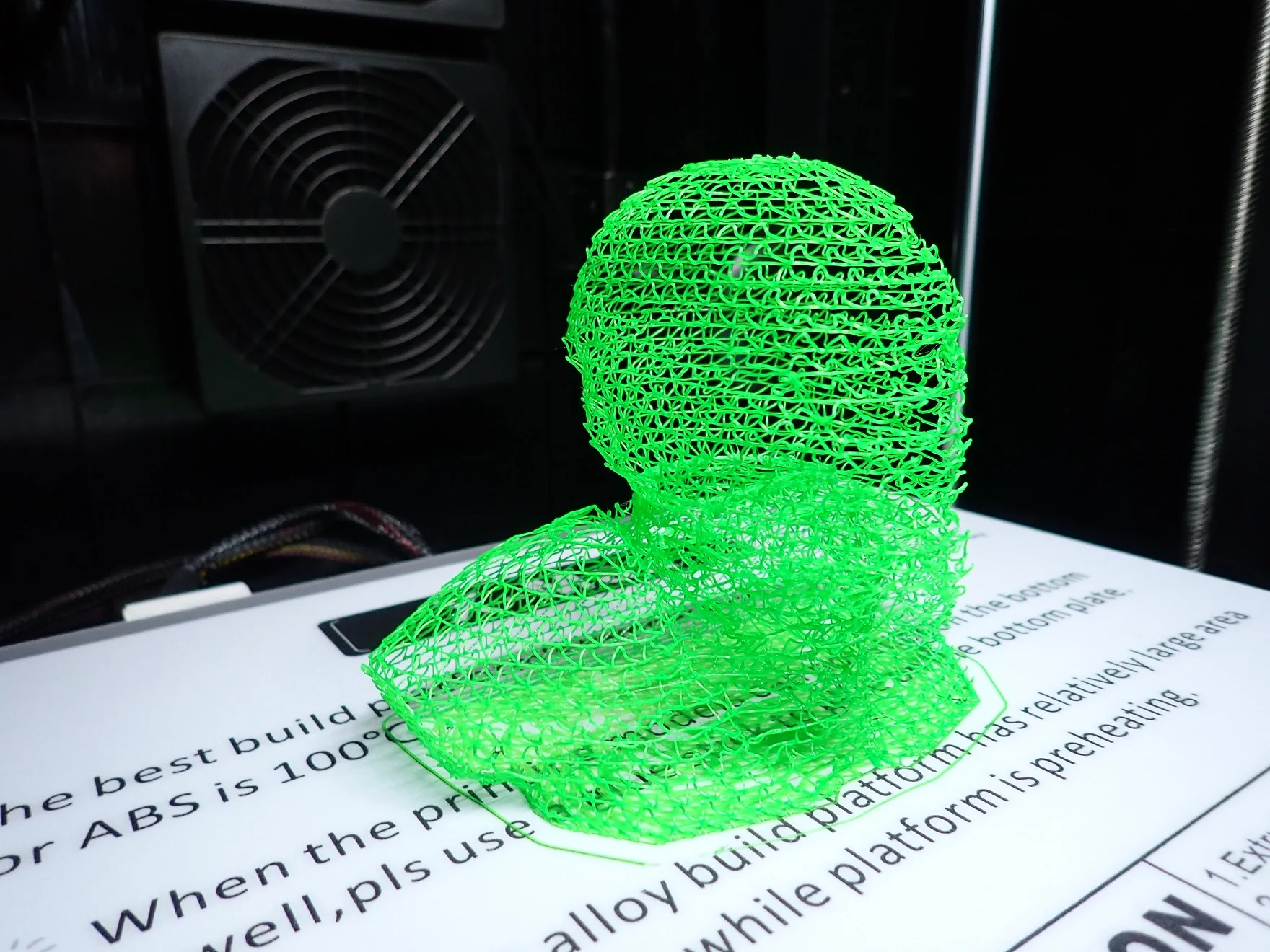
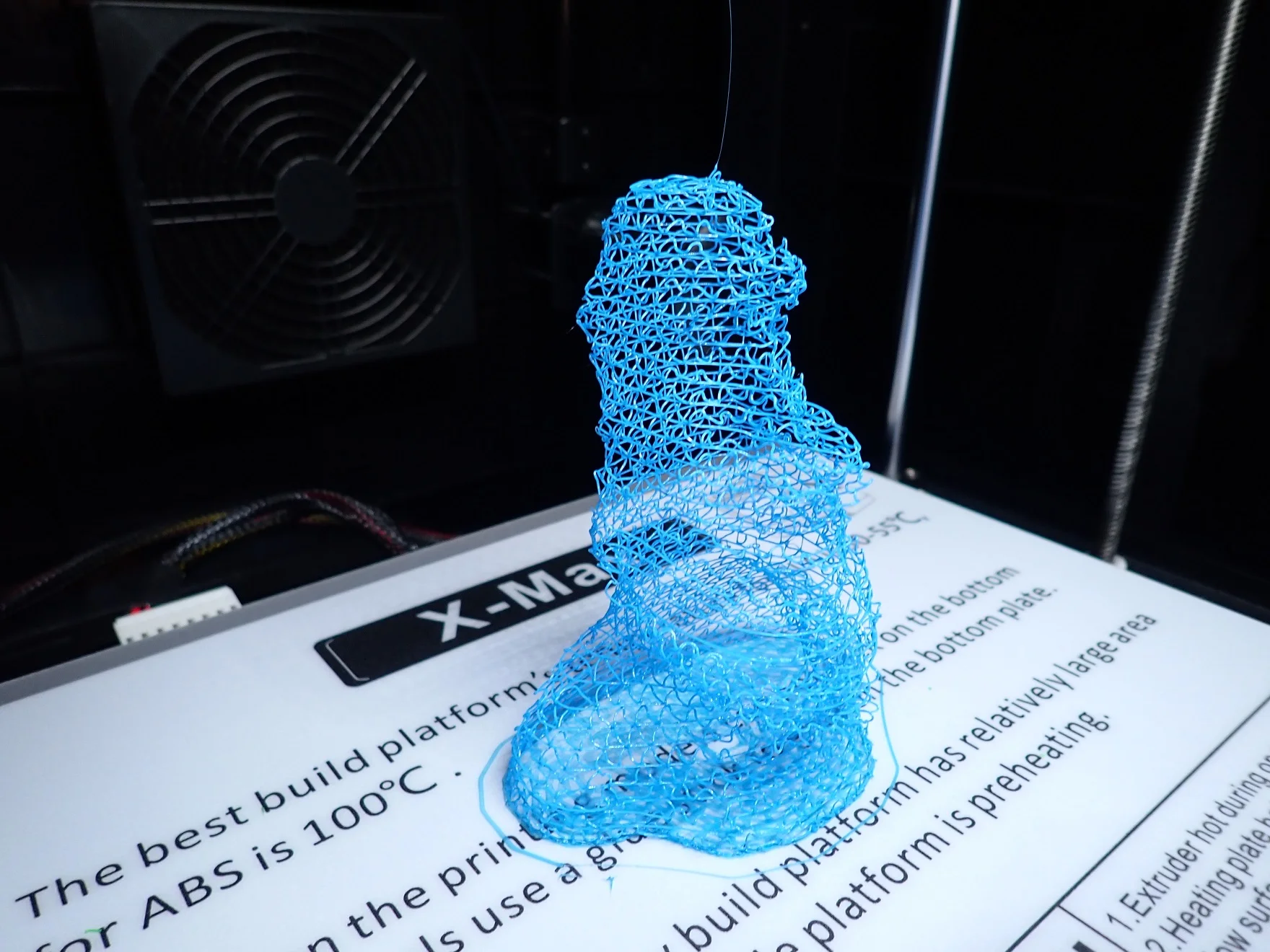
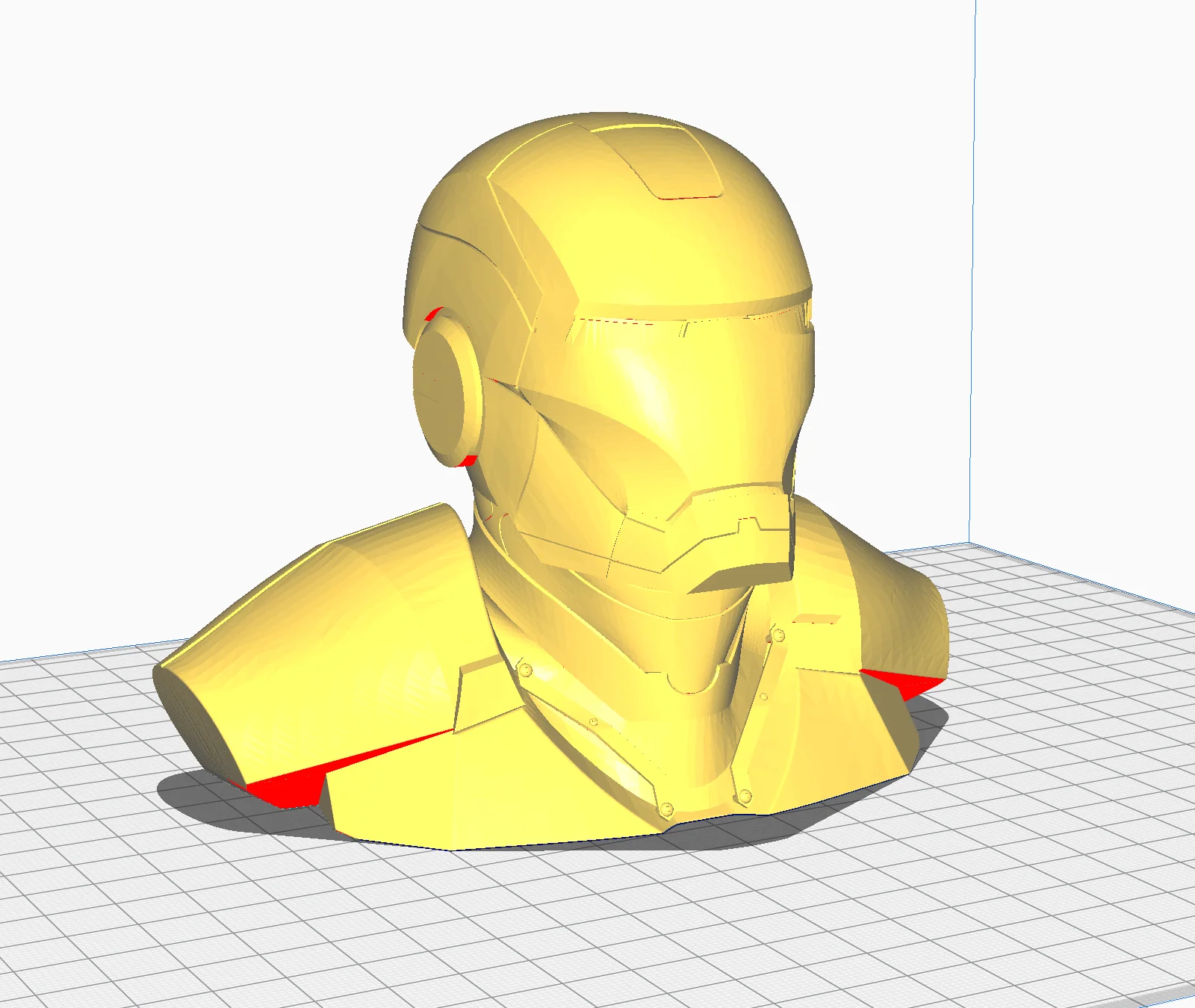
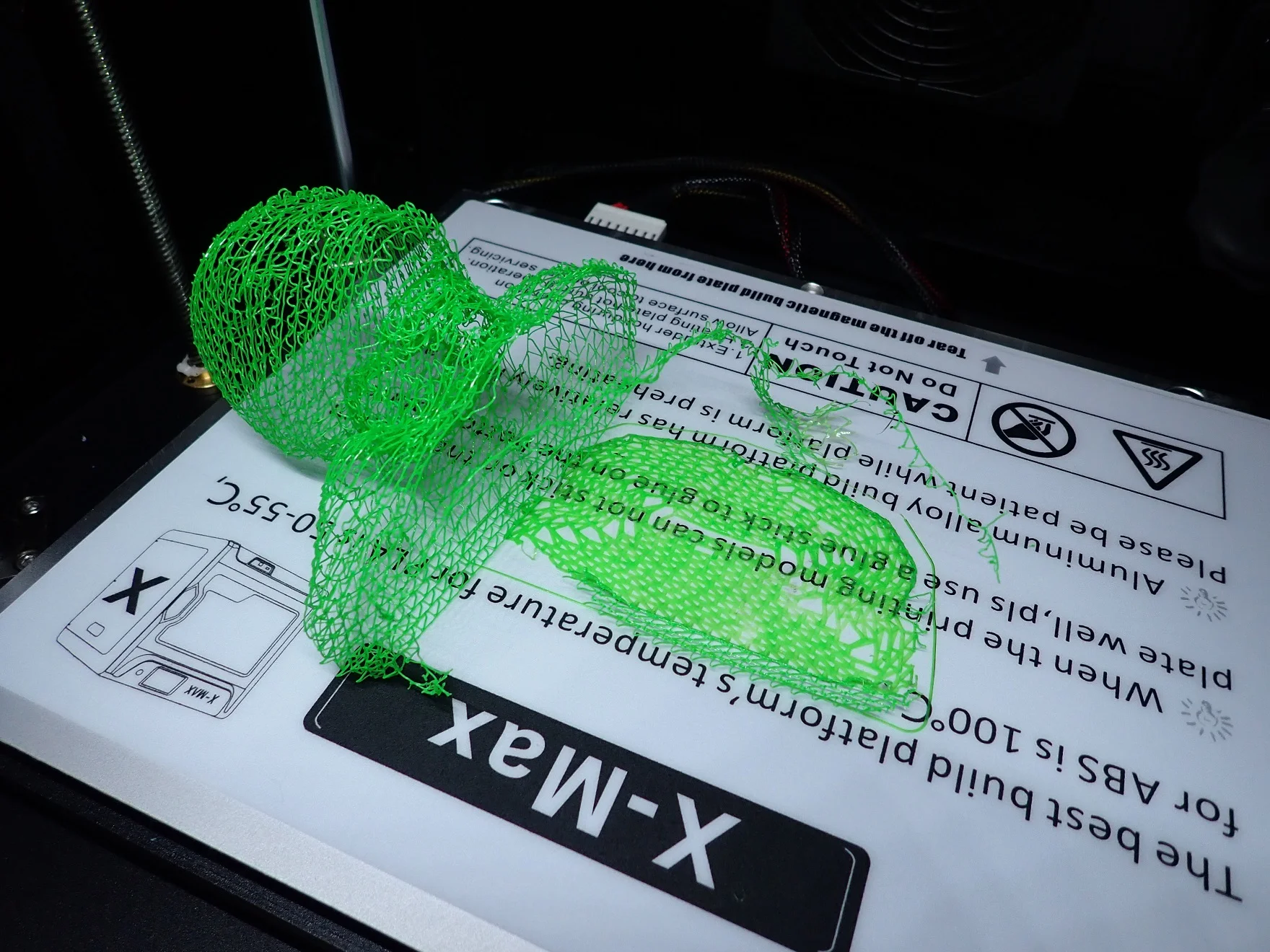
Um den Cura Wire Printing Modus bzw. die Drahtstruktur zu demonstrieren und zu testen habe ich mehrfach eine Iron Man Büste (Link zum Modell) und einige Male Osterinsel Kopf (Link zum Modell) gedruckt.
Die Objekte habe ich auf einem X-Max, einem Ender 3 V2 und einem CR-6 SE gedruckt, um die Auswirkungen von anderer Hardware auf die Einstellungen zu testen.
Es gab insgesamt nur sehr wenig Probleme mit diesem Modus. Die Standardeinstellungen in Cura sind ein sehr guter Startpunkt. Es ist aber jeweils immer möglich gewesen das Ergebnis noch weiter zu optimieren.
Als ich nur die Standardeinstellungen verwendet habe, ist es häufiger zu Löchern oder einer generell schlechten Haftung der Sägezähne zu den horizontalen Schichten gekommen. In allen Fällen war eine leichte Erhöhung der Drucktemperatur und die Anpassung der Form der Sägezähne die Lösung.
Einstellungen im Detail
> Cura Wire Printing / Drahtstruktur
Die Einstellungen für Wire Printing in Cura ändern sich laufend. Am Anfang gab es nur eine Checkbox zum aktivieren oder deaktivieren der Option. Mittlerweile (Cura 4.11.0) ist dieser Modus zwar immer noch unter den experimentellen Einstellungen, jedoch gibt es jede Menge Einstellungen, um das Ergebnis zu optimieren. Meistens sind die Standardeinstellungen jedoch schon perfekt für die meisten Drucker. Willst du die Form der Drahtstruktur trotzdem ändern, findest du hier alle Einstellungen die du brauchst.
Verbindungshöhe: Die Verbindungshöhe ist die wichtigste aller Einstellungen für die Drahtstruktur. Hiermit gibst du die Höhe zwischen zwei horizontalen Linien an. Je höher du diesen Wert einstellst, desto weiter sind die horizontalen Linien voneinander entfernt und desto durchsichtiger wird das Objekt. Wenn du die Verbindungshöhe verringerst, erhöht sich die Dichte.
Einfügeabstand für Dach: Hiermit gibst du den Abstand des Daches zum Umfang des Objekts an. Je kleiner dieser Wert ist, desto näher wird das Dach an der äußeren Hülle gedruckt.
Geschwindigkeit: Du kannst die Geschwindigkeit für verschiedene Bewegungsrichtungen und Teile des Objektes angeben. Je langsamer die Nozzle fährt, desto länger hat das flüssige Filament Zeit zu erhärten. Sollte dein Filament zu flüssig sein um in der Luft zu erstarren, könnte eine Verringerung der Geschwindigkeit helfen (genauso wie eine niedrigere Drucktemperatur oder eine höhere Kühlungsrate).
Fluss: Der Fluss gibt die Menge an extrudiertem Material an (parallel zur Extrusionsbreite). Diesen Wert hast du mit Sicherheit am Anfang mit deinen 3D Drucker schon einmal kalibriert. Für ein Draht Muster, kannst du diesen Wert für die horizontalen und senkrechten Linien ändern, um die Linien breiter oder dünner zu machen.
Verzögerung: Dies ist eine weitere Option um das Erstarren des flüssigen Filaments zu unterstützen. Bei der Verzögerung einer Bewegung bleibt die Nozzle kurz an Ort und Stelle und bewegt sich dann erst weiter. Das gibt dem flüssigen Filament etwas Zeit um zu erstarren. Wenn du also mit kühleren Temperaturen, mehr Kühlung oder einer langsameren Geschwindigkeit das Problem nicht in den Griff bekommst, ist die Verzögerung noch eine gute Möglichkeit.
Langsame Aufwärtsbewegung: Durch eine langsame Aufwärtsbewegung kann die Haftung zwischen den Schichten verbessert werden.
Herunterfallen: Mit diesem Wert gibst du die Strecke an wie weit das Filament nach einer Aufwärts-Extrusion herunterfällt. Der angegebene Wert wird dann kompensiert.
Nachziehen: Nachdem die Nozzle nach oben gefahren ist, wird sie diagonal nach unten fahren. So entsteht für jede Lage ein Sägezahnmuster. Während die Nozzle diagonal nach unten fährt, zieht sie jedoch etwas an dem schon gedruckten auf jetzt aufrecht stehenden Filament. Der Wert den du hier angibst wird kompensiert.
Strategie: Es gibt insgesamt drei verschiedene Strategien um die horizontalen Ebenen miteinander zu verbinden: Einziehen, Knoten und Kompensieren. Beim Einziehen wird nichts kompensiert und darauf gehofft, dass die nächste horizontale Lage genau an den Spitzen der Sägezähne entlangführt. Da aber nicht alle Sägezähne gleich geformt sind, könnte es sein, dass hier Lücken entstehen oder etwas Filament geschliffen wird.
Bei der Knoten-Strategie werden an den Spitzen der Sägezähne Knoten gedruckt, damit die nächste horizontale Linie auf jeden Fall daran haftet.
Beim Kompensieren wird das Verformen der einzelnen Sägezähnen mit eingerechnet, was die höchste Chance auf ein gleichmäßiges Ergebnis gibt.
Abwärtslinien geraderichten: Hier gibst zu den prozentualen Anteil der diagonalen Linie an die von einer horizontalen Linie bedeckt und so gestützt werden soll. Hiermit kann das Absinken der diagonalen Linie abgeschwächt werden.
Herunterfallen des Dachs: Hier wird die Strecke die das Dach absinkt geschätzt und kompensiert. Falls du bei deinem Druck feststellst, dass das Dach stärker absinkt, kannst du diesen Wert hier anpassen um bessere Ergebnisse zu bekommen.
Nachziehen für Dach: Da das Dach, je nach Form, etwas nachgeben wird, wird hier die Strecke kompensiert die das Filament nach unten gezogen wird.
Verzögerung für Dachumfänge: Um die Dach Umfänge besser drucken zu können, kannst du hier die Verzögerungen erhöhen.
Düsenabstand: Hiermit gibst du den Düsenabstand zu den horizontalen Abwärtslinien an. Je höher dieser Wert ist, desto flacher werden die Winkel, womit immer weniger Sägezähne entstehen.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
