
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Anycubic Kobra Plus kann perfekte Druckergebnisse erzielen. Doch wie bei jedem 3D-Drucker hängen diese Ergebnisse stark von den richtigen Slicer-Einstellungen ab. Die Wahl der optimalen Einstellungen kann den Unterschied zwischen gelegentlichen Druckfehlern und einem perfekten Druck ausmachen.
Obwohl für den Anycubic Kobra Plus ein vorgefertigtes Profil in Cura verfügbar ist, liefert dieses nicht immer perfekte Ergebnisse. Solche Standardprofile bieten zwar einen guten Ausgangspunkt, doch sie können nicht die spezifischen Anforderungen jedes einzelnen Druckprojekts oder Filament-Typs berücksichtigen. Daher ist es oft notwendig, individuelle Anpassungen vorzunehmen, um das Beste aus deinem 3D-Drucker herauszuholen.
In diesem Artikel teile ich meine persönlich optimierten Cura Einstellungen, die ich sorgfältig getestet und verfeinert habe. Diese Einstellungen sollen dir als solide Grundlage dienen, um eine hohe Druckqualität zu erzielen.
Um perfekte Ergebnisse zu erzielen, ist es jedoch meist notwendig, dass du eine Kalibrierung für das jeweilige Filament durchführst. Jedes Material hat seine eigenen Charakteristika und Anforderungen. Auf die wichtigsten Kalibrierungen gehe ich in diesem Artikel ein.
Für eine detaillierte Anleitung zur Kalibrierung empfehle ich dir, auf meinen ausführlichen Kalibrier-Guide oder meinen 3D-Druck-Kurs zuzugreifen. Dort findest du wertvolle Tipps und Tricks, um das Maximum aus deinem Anycubic Kobra Plus herauszuholen.
| PLA | ABS | TPU | PETG | |
|---|---|---|---|---|
| Drucktemperatur | 195 °C | 230 °C | 210 °C | 230 °C |
| Druckbett-Temperatur | 60 °C | 80 °C | 60 °C | 70 °C |
| Geschwindigkeit | 60 mm/s | 60 mm/s | 30 mm/s | 60 mm/s |
| Retraction | 6,5 mm mit 30 mm/s | 6,5 mm mit 30 mm/s | 7 mm mit 35 mm/s | 7 mm mit 30 mm/s |
| Kühlung | 100 % | 0% | 100 % | 50-100 % |
Table of Contents:
So erstellst du ein Cura Profil für den Anycubic Kobra Plus
Ein Cura Profil besteht aus zwei Hauptkomponenten: den Maschineneinstellungen und den Druckeinstellungen.
Die Maschineneinstellungen definieren die physischen Parameter deines 3D-Druckers, wie die Baugröße und die Druckkopfbewegungen. Sie sind grundlegend für die korrekte Funktion des Druckers.
Druckeinstellungen hingegen beziehen sich auf spezifische Parameter für jeden Druck, wie Schichtdicke, Füllmuster und Druckgeschwindigkeit, die das Endergebnis beeinflussen.
Als Erstes müssen die Maschineneinstellungen definiert werden. Hierfür dient das Standardprofil des Kobra Plus als Vorlage.
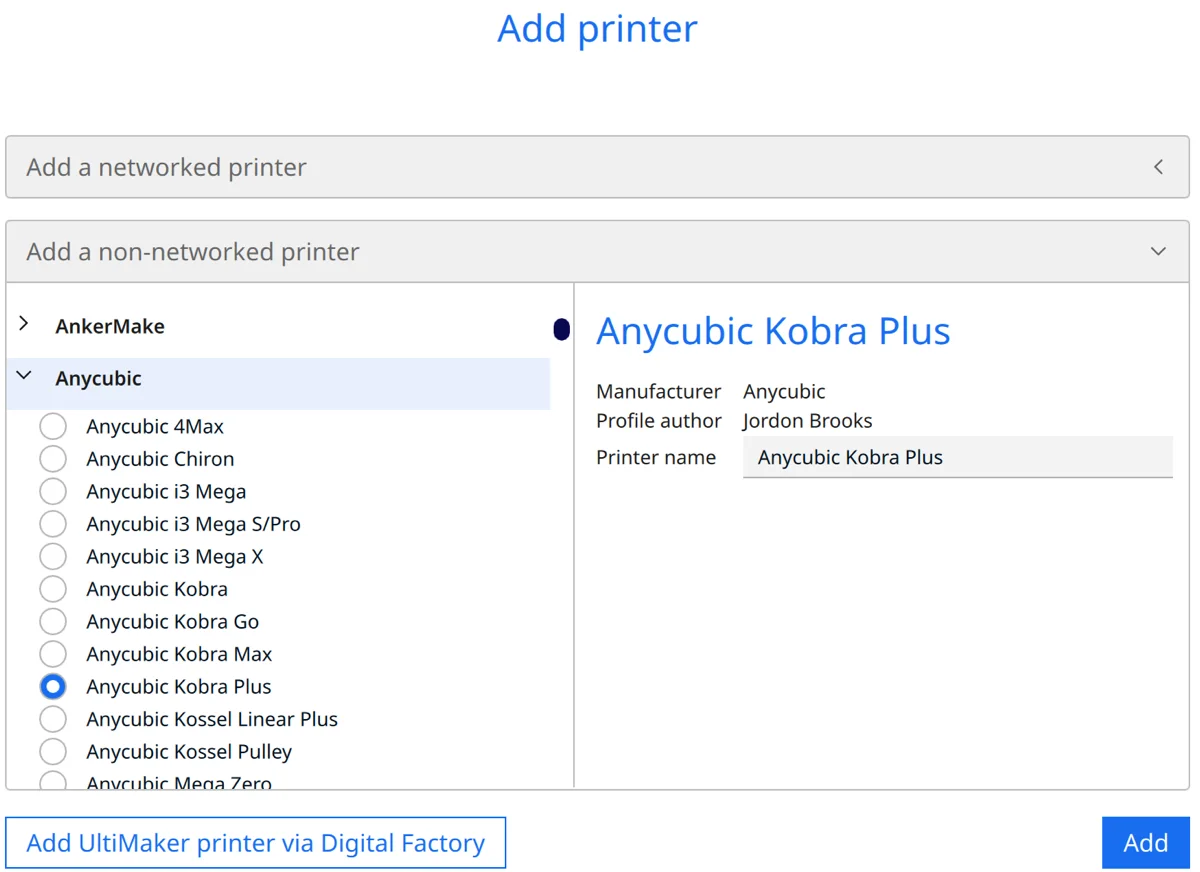
Um den Kobra Plus in Cura hinzuzufügen, klicke auf ‚Einstellungen‘, dann auf ‚Drucker‘ und anschließend auf ‚Drucker hinzufügen‘. Im nächsten Schritt klickst du auf ‚Nicht-vernetzter Drucker‘. Wähle dann ‚Anycubic‘ und ‚Anycubic Kobra Plus‘ aus. Klicke dann auf ‘Hinzufügen’.
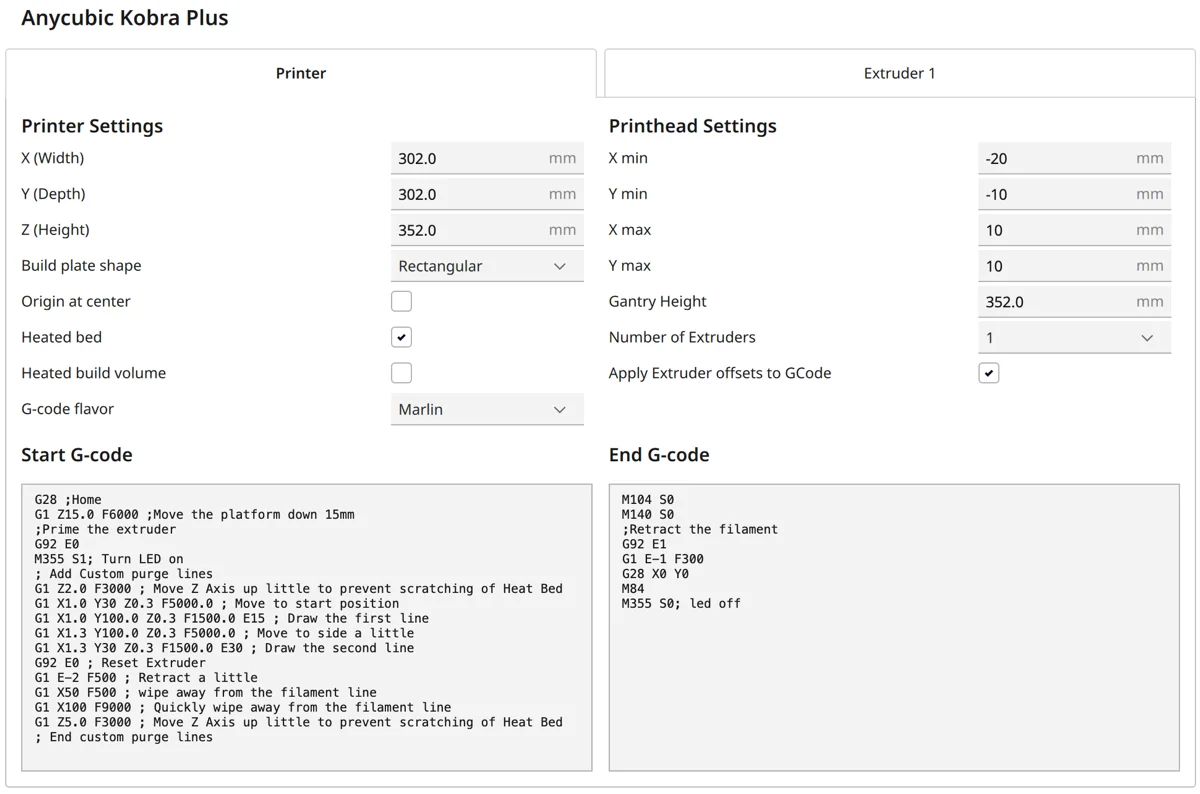
Die Maschineneinstellungen sind im obigen Screenshot abgebildet. Direkt hiernach sind die G-Code-Schnipsel noch einmal aufgeführt, um sie besser kopieren zu können:
Start G-Code:
- G28 ;Home
- G1 Z15.0 F6000 ;Move the platform down 15mm
- ;Prime the extruder
- G92 E0
- M355 S1; Turn LED on
- ; Add Custom purge lines
- G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed
- G1 X1.0 Y30 Z0.3 F5000.0 ; Move to start position
- G1 X1.0 Y100.0 Z0.3 F1500.0 E15 ; Draw the first line
- G1 X1.3 Y100.0 Z0.3 F5000.0 ; Move to side a little
- G1 X1.3 Y30 Z0.3 F1500.0 E30 ; Draw the second line
- G92 E0 ; Reset Extruder
- G1 E-2 F500 ; Retract a little
- G1 X50 F500 ; wipe away from the filament line
- G1 X100 F9000 ; Quickly wipe away from the filament line
- G1 Z5.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed
- ; End custom purge lines
End G-Code:
- M104 S0
- M140 S0
- ;Retract the filament
- G92 E1
- G1 E-1 F300
- G28 X0 Y0
- M84
- M355 S0; led off
Nachdem du das Druckerprofil erstellt hast, musst du die Druckeinstellungen festlegen. Diese Einstellungen steuern Aspekte wie die Drucktemperatur, die Schichtdicke und die Bewegungsgeschwindigkeit des Druckers.
Sie sind entscheidend für die Qualität deines Druckergebnisses und sollten sorgfältig an das zu verwendende Material und die spezifischen Anforderungen deines Projekts angepasst werden.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von PLA Filament mit dem Anycubic Kobra Plus:
- Drucktemperatur: 195 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 60 mm/s
- Retraction: 6,5 mm mit 30 mm/s
- Kühlung: 100%
Der Anycubic Kobra Plus kann PLA Filament mehr oder weniger perfekt verarbeiten, ohne dass viel Kalibrier-Aufwand erforderlich ist. Das ist einer der Gründe, warum dieser Drucker gerade für Einsteiger so attraktiv ist.
PLA ist bekannt dafür, sehr einfach zu drucken zu sein, was es zu einer ausgezeichneten Wahl für Anfänger und erfahrene Benutzer gleichermaßen macht. Der Anycubic Kobra Plus ist ideal geeignet, um PLA zu verarbeiten. Er liefert konsistente und hochwertige Ergebnisse.
Die wichtigsten Einstellungen bei PLA, die optimiert werden sollten, sind die Drucktemperatur und die Retraction. Diese Parameter sind entscheidend für die Vermeidung von Stringing und zur Erzielung einer glatten Oberfläche.
Es ist jedoch zu beachten, dass die oben angegebenen Werte nicht perfekt für jede PLA-Sorte sein werden. Weiter unten in diesem Artikel gehe ich auf die Kalibrierung ein, um die Einstellungen für verschiedene PLA-Typen anzupassen.
ABS Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von ABS Filament mit dem Anycubic Kobra Plus:
- Drucktemperatur: 230 °C
- Druckbett-Temperatur: 80 °C
- Druckgeschwindigkeit: 60 mm/s
- Retraction: 6,5 mm mit 30 mm/s
- Kühlung: 0%
ABS ist ein häufig verwendetes Filament in der 3D-Druckwelt, bekannt für seine Robustheit und Hitzebeständigkeit. Der Anycubic Kobra Plus hat allerdings kein Gehäuse, was beim Drucken von ABS zu Problemen führen kann. Ein Gehäuse hilft dabei, die Temperatur rund um das Druckobjekt konstant zu halten und Verwerfungen (Warping) zu verhindern, die bei ABS aufgrund seiner Schrumpfung bei der Abkühlung auftreten können.
Beim Drucken von kleineren Objekten mit ABS kann der Anycubic Kobra Plus jedoch durchaus gute Ergebnisse erzielen. Ein hilfreiches Tool hierfür ist der Einsatz eines Draft Shields in Cura. Dieser schafft eine Art Barriere um das Objekt, die es vor Zugluft schützt und so hilft, die Temperatur konstanter zu halten. Für größere Objekte kann es allerdings schwieriger sein, Warping zu vermeiden, insbesondere ohne ein geschlossenes Gehäuse.
TPU Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von TPU Filament mit dem Anycubic Kobra Plus:
- Drucktemperatur: 210 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 30 mm/s
- Retraction: 7 mm mit 35 mm/s
- Kühlung: 100%
Der Anycubic Kobra Plus verfügt über einen Bowden-Extruder, was beim Drucken mit flexiblen Filamenten wie TPU einige Überlegungen erfordert. Bowden-Extruder sind nicht so nah am Druckkopf positioniert wie Direktextruder, was bedeutet, dass das Filament über eine längere Distanz geführt wird.
Dies kann beim Drucken von flexiblen Materialien zu Problemen führen, da diese Materialien dazu neigen, sich in den längeren Schlauchwegen zu verformen, was zu Verstopfungen und einer ungenauen Extrusion führt.
Trotzdem ist der Anycubic Kobra Plus durchaus in der Lage, manche TPU-Sorten zu verarbeiten. Allerdings sind hierbei bestimmte Einstellungen besonders wichtig. Eine niedrigere Druckgeschwindigkeit ist entscheidend, um zu verhindern, dass das flexible Material im Extruder verhakt oder sich verformt.
Langsameres Drucken hilft, ein sauberes und genaues Ergebnis zu erzielen, da es dem Filament Zeit gibt, korrekt und ohne Verformung in der Nozzle zu fließen. Die Retraction-Einstellung ist ebenfalls wichtig, um das Stringing bei TPU zu minimieren, was bei flexiblen Materialien häufiger vorkommen kann. Eine sorgfältige Kalibrierung und Anpassung dieser Einstellungen sind Schlüssel für den erfolgreichen Druck mit TPU auf dem Anycubic Kobra Plus.
PETG Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von PETG Filament mit dem Anycubic Kobra Plus:
- Drucktemperatur: 230 °C
- Druckbett-Temperatur: 70 °C
- Druckgeschwindigkeit: 60 mm/s
- Retraction: 7 mm mit 30 mm/s
- Kühlung: 50-100%
PETG ist ein interessantes Filament, da es Eigenschaften von PLA und ABS vereint – es kombiniert die einfache Druckbarkeit von PLA mit der Stärke und Hitzebeständigkeit von ABS. Diese Balance macht PETG zu einem beliebten Filament für eine Vielzahl von Anwendungen.
Ein häufiges Problem beim Drucken mit PETG ist allerdings das Stringing, also dünne Fäden, die zwischen den Druckteilen entstehen können. Die Retraction-Einstellungen spielen daher eine entscheidende Rolle beim Drucken mit PETG und müssen sorgfältig kalibriert werden, um Stringing zu minimieren. Eine zu hohe Retraction kann andererseits zu anderen Problemen führen, wie beispielsweise zu Unter-Extrusion.
Außerdem ist es wichtig, PETG trocken zu lagern, da es hygroskopisch ist und Feuchtigkeit aus der Umgebung aufnimmt. Feuchtes PETG kann zu Problemen beim Drucken führen, wie schlechter Schichthaftung oder extremen Stringing. Daher ist eine korrekte Lagerung entscheidend, um die besten Druckergebnisse mit PETG zu erzielen.
Die besten Cura Einstellungen für den Anycubic Kobra Plus
Drucktemperatur
Die besten Drucktemperaturen für den Anycubic Kobra Plus in Cura:
- PLA: 195 °C
- ABS: 230 °C
- TPU: 210 °C
- PETG: 230 °C
Die Drucktemperatur ist eine der wichtigsten Einstellungen beim 3D-Druck, da sie einen großen Einfluss auf die Druckqualität und die Eigenschaften des fertigen Teils hat. Es ist ratsam, die Drucktemperatur für jedes Material und sogar für jede Filamentmarke zu kalibrieren.
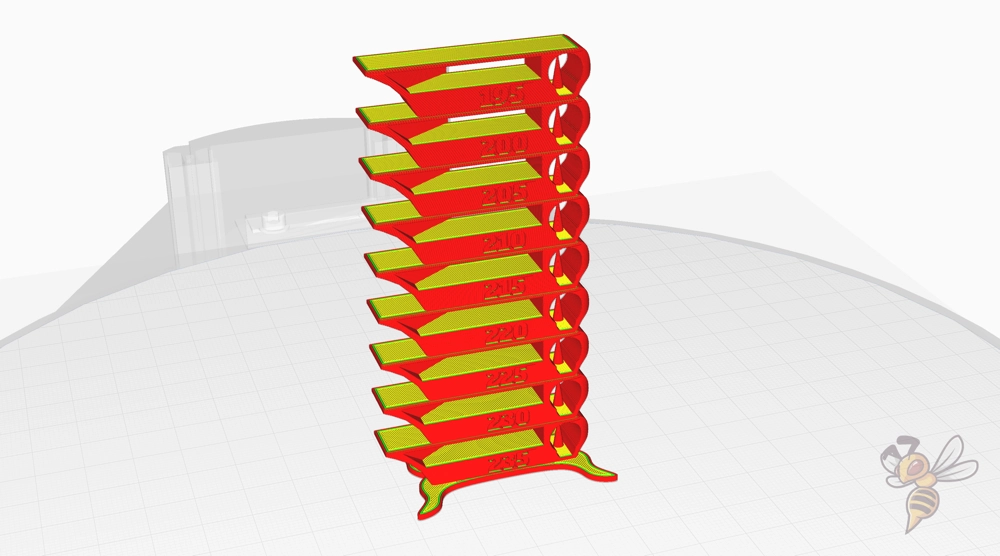
Ein effektiver Weg, um die optimale Drucktemperatur für ein spezifisches Filament zu finden, ist die Verwendung eines Temperatur-Turms.
Bei dieser Methode wird ein Testobjekt gedruckt, bei dem die Temperatur in verschiedenen Höhen des Objekts schrittweise verändert wird. Dies ermöglicht es dir, zu beobachten, wie sich Veränderungen der Drucktemperatur auf Aspekte wie Schichthaftung, Stringing und die allgemeine Druckqualität auswirken.
Indem du die Ergebnisse des Temperatur-Turms analysierst, kannst du die ideale Drucktemperatur für dein spezifisches Filament und deinen 3D-Drucker ermitteln.
Ich nutze dazu gerne diesen Turm.
Druckbett-Temperatur
Die besten Druckbett-Temperaturen für den Anycubic Kobra Plus in Cura:
- PLA: 60 °C
- ABS: 80 °C
- TPU: 60 °C
- PETG: 70 °C
Die richtige Druckbett-Temperatur ist entscheidend für die Qualität deiner 3D-Drucke. Eine angemessene Betttemperatur sorgt für eine gute Haftung der ersten Schicht auf dem Druckbett, was wiederum hilft, Probleme wie Warping oder Ablösen zu verhindern.
Besonders bei Materialien, die zum Schrumpfen neigen, wie ABS, ist eine höhere Betttemperatur wichtig, um eine gleichmäßige Ausdehnung während des Druckvorgangs sicherzustellen.
Ein häufiges Problem im 3D-Druck, bekannt als „Elefantenfuß„, tritt auf, wenn die erste Schicht des Drucks zu sehr gedrückt wird und sich ausbreitet. Dies kann oft durch eine zu hohe Druckbett-Temperatur verursacht werden. Eine genaue Kalibrierung der Druckbett-Temperatur kann dieses Problem minimieren und zu einem saubereren und präziseren Druckergebnis führen.
Druckgeschwindigkeit
Die besten Druckgeschwindigkeiten für den Anycubic Kobra Plus in Cura:
- PLA: 60 mm/s
- ABS: 60 mm/s
- TPU: 30 mm/s
- PETG: 60 mm/s
Die Druckgeschwindigkeit ist ein weiterer entscheidender Faktor beim 3D-Druck. Sie beeinflusst, wie schnell der Drucker bewegt wird, was wiederum Auswirkungen auf die Druckqualität und die Dauer des Druckvorgangs hat. Eine zu hohe Druckgeschwindigkeit kann zu Problemen wie schlechter Schichthaftung und ungenauen Drucken führen, während eine zu niedrige Geschwindigkeit den Druckprozess unnötig verlängern kann.
Für die Kalibrierung der Druckgeschwindigkeit empfehle ich die Verwendung eines Ringing-Tests. Bei diesem Test wird ein Objekt gedruckt, das speziell darauf ausgelegt ist, Probleme wie Vibrationen und Resonanzen, die durch zu hohe Geschwindigkeiten verursacht werden, sichtbar zu machen. Dieser Test hilft dabei, die optimale Geschwindigkeit für deinen Anycubic Kobra Plus und das verwendete Material zu finden, um die besten Druckergebnisse zu erzielen.
Schichthöhe
Das sind die besten Schichthöhen für den Anycubic Kobra Plus in Cura:
- Dekorative Objekte: 0,1 mm
- Standard: 0,2 mm
- Grobe, schnelle Drucke: 0,3 mm
Eine niedrigere Schichthöhe, wie 0,1 mm, ist ideal für dekorative Objekte mit hohen Detailgraden. Diese Einstellung führt zu feineren und glatteren Oberflächen, erfordert aber auch mehr Zeit für den Druck.
Die Standard-Schichthöhe von 0,2 mm ist ein guter Kompromiss zwischen Druckqualität und -geschwindigkeit. Sie eignet sich hervorragend für die meisten Druckprojekte, bei denen eine gute Balance zwischen Detailtreue und Druckzeit gefragt ist.
Wenn es hingegen um schnelle, grobe Drucke geht, ist eine Schichthöhe von 0,3 mm empfehlenswert. Diese Einstellung ermöglicht eine deutlich schnellere Fertigstellung von Drucken, allerdings auf Kosten der Detailgenauigkeit und Oberflächenqualität. Sie ist ideal für Prototypen oder Teile, bei denen die Ästhetik weniger wichtig ist.
Flussrate
Das sind die besten Flussraten für den Anycubic Kobra Plus in Cura:
- Standard: 100%
- Für Über-Extrusion: 90% bis 99%
- Für Unter-Extrusion: 101% bis 110%
Die Anpassung der Flussrate sollte erst vorgenommen werden, nachdem Drucktemperatur und Retraction sorgfältig kalibriert wurden. Die Flussrate beeinflusst, wie viel Filament während des Druckvorgangs ausgegeben wird. Eine korrekt eingestellte Flussrate sorgt für eine optimale Filamentmenge, die für saubere, starke und genaue Drucke erforderlich ist.
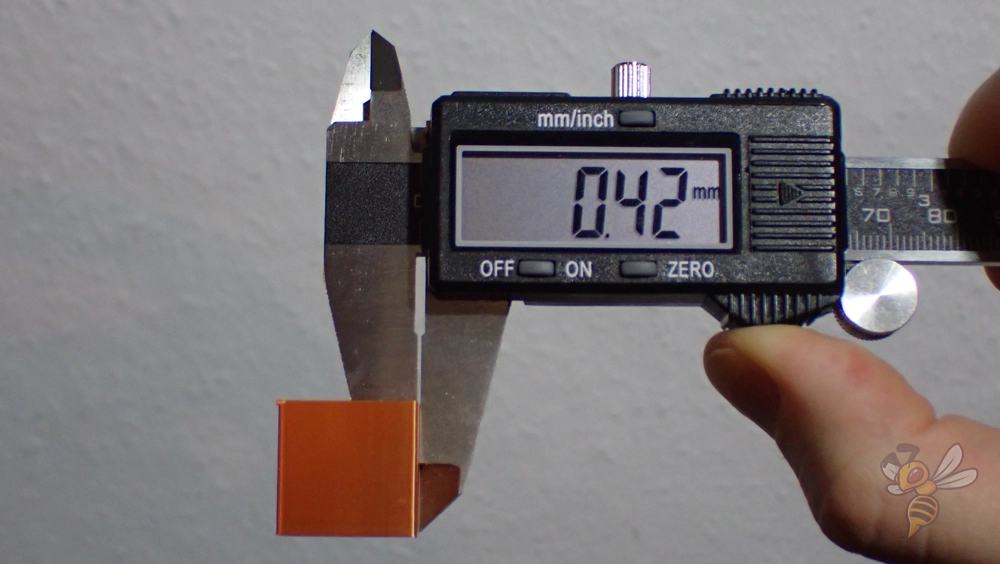
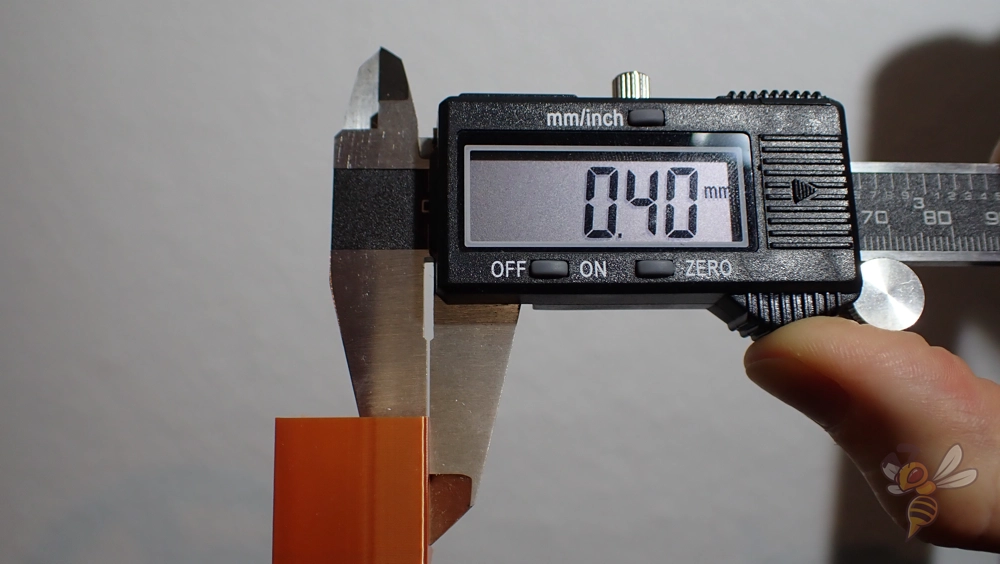
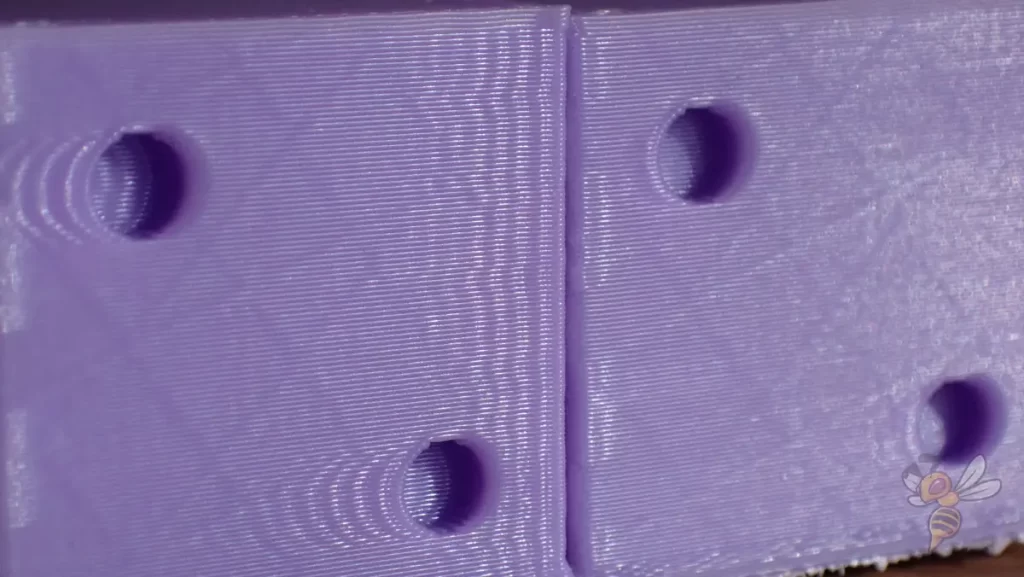
Zur Kalibrierung der Flussrate empfiehlt sich der Druck eines Würfels ohne Infill oder obere Schichten. Die Wandstärke dieses Würfels dient als Indikator dafür, ob die Flussrate angepasst werden muss.
Ist die Wand dicker als vorgesehen, deutet dies auf Über-Extrusion hin und die Flussrate sollte reduziert werden. Im umgekehrten Fall, wenn die Wand dünner als erwartet ist, liegt Unter-Extrusion vor und die Flussrate sollte erhöht werden. Diese Methode ermöglicht eine präzise Anpassung für gleichmäßige und genaue Druckergebnisse.
Retraction
Die besten Retraction Einstellungen für den Anycubic Kobra Plus in Cura:
- PLA: 6,5 mm mit 30 mm/s
- ABS: 6,5 mm mit 30 mm/s
- TPU: 7 mm mit 35 mm/s
- PETG: 7 mm mit 30 mm/s
Retraction ist ein kritischer Aspekt beim 3D-Druck, der hilft, Stringing und Oozing zu vermeiden. Es ist der Prozess, bei dem das Filament während des Druckvorgangs leicht zurückgezogen wird, wenn der Druckkopf sich bewegt, aber nicht druckt.
Die richtige Einstellung der Retraction-Distanz und -Geschwindigkeit ist entscheidend für eine saubere und präzise Druckoberfläche.
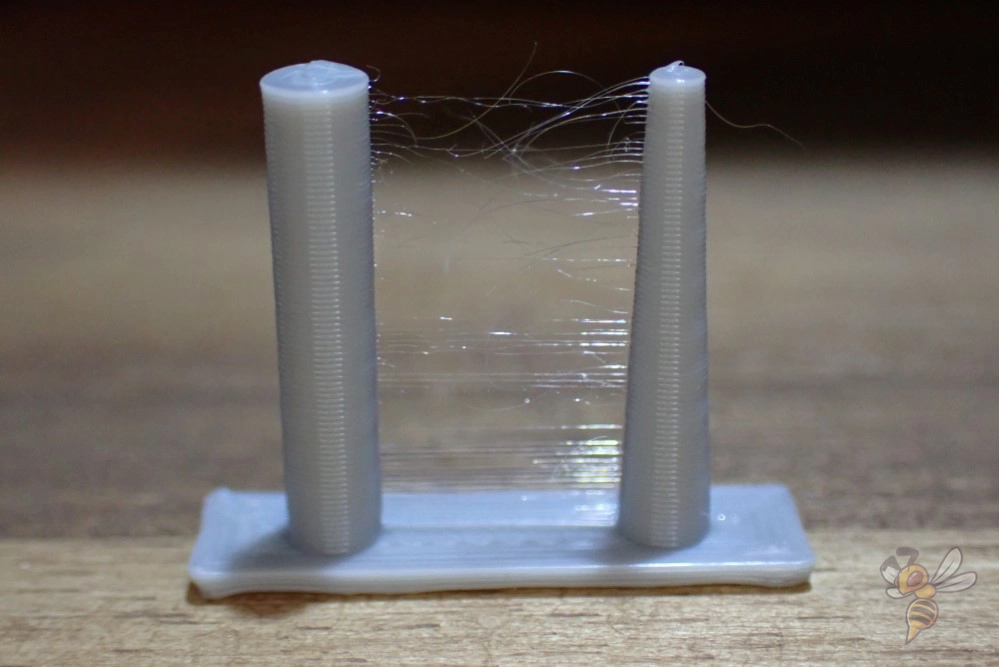
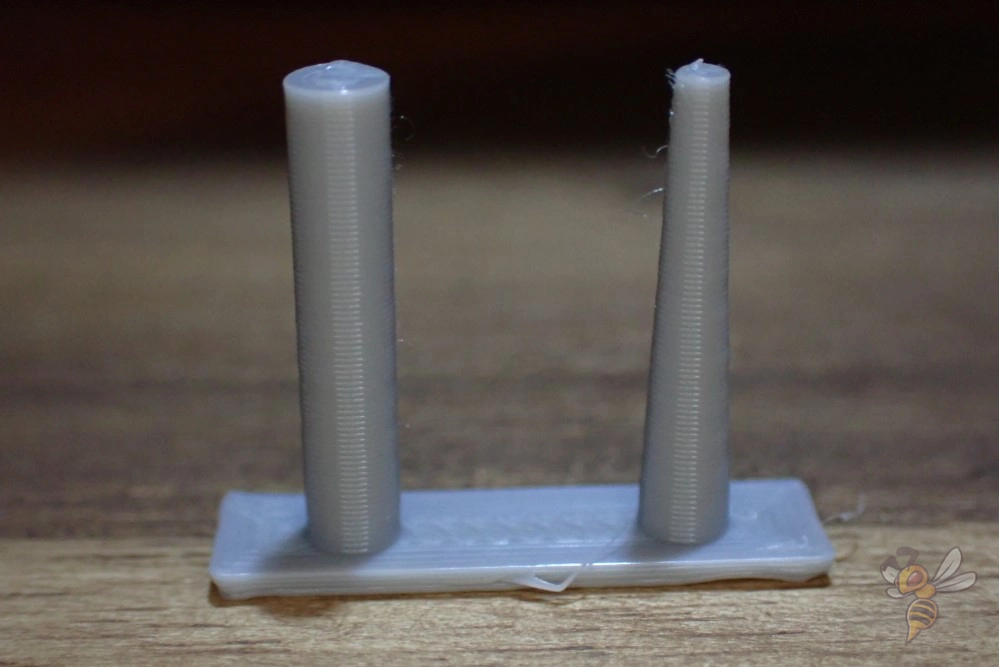
Um die Retraction richtig zu kalibrieren, kann ein spezielles Testmuster gedruckt werden, das üblicherweise aus mehreren dünnen Säulen oder Türmen besteht.
Durch die Beobachtung der Druckergebnisse bei diesen Mustern kann man erkennen, ob Stringing auftritt und die Retraction-Einstellungen entsprechend anpassen.
Eine zu hohe Retraction kann zu Problemen wie Unterextrusion oder sogar zu einem Verstopfen des Hotends führen, während eine zu niedrige Retraction das Stringing nicht effektiv verhindert. Eine sorgfältige Kalibrierung dieser Einstellungen ermöglicht es dir, optimale Ergebnisse mit deinem Anycubic Kobra Plus zu erzielen.
Infill
Die beste Infill-Dichte für den Anycubic Kobra Plus in Cura:
- Dekorative Objekte: 0-15%
- Standardobjekte: 15-50%
- Stabile Objekte: 50-100%
Infill, oder die Fülldichte, ist ein wesentlicher Faktor für die Festigkeit und das Gewicht deiner 3D-Drucke. Für dekorative Objekte, bei denen die strukturelle Festigkeit keine große Rolle spielt, ist ein niedriger Infill-Wert zwischen 0-15% ausreichend. Dies reduziert nicht nur das benötigte Filament, sondern verkürzt auch die Druckzeit.
Bei Standardobjekten, die eine moderate Festigkeit erfordern, ist eine Infill-Dichte von 15-50% empfehlenswert. Dies stellt einen guten Mittelweg zwischen Materialverbrauch, Druckdauer und struktureller Integrität dar.
Für Objekte, die hohe Belastungen aushalten müssen, wie funktionale Teile oder Werkzeuge, ist ein höherer Infill-Wert von 50-100% angebracht.
Erste Schicht
Dies sind die besten Cura Einstellungen für die erste Schicht mit dem Anycubic Kobra Plus:
- Schichthöhe: 100%
- Linienbreite: 100%
- Drucktemperatur: So wie der Rest.
- Druckgeschwindigkeit: 10 mm/s
- Raft/Brim/Skirt: Skirt.
Die erste Schicht ist entscheidend für den Erfolg des gesamten Druckprozesses. Eine langsamere Druckgeschwindigkeit für die erste Schicht ist besonders wichtig, da sie eine bessere Haftung auf dem Druckbett ermöglicht. Dies ist wahrscheinlich die wirksamste Methode, um sicherzustellen, dass der Druck stabil beginnt und das Risiko von Warping oder anderen Problemen, die durch schlechte Haftung entstehen, minimiert wird.
Zusammenfassung
Zusammenfassend sind die optimalen Cura Einstellungen für den Anycubic Kobra Plus eine Kombination aus sorgfältiger Kalibrierung und Anpassung an das jeweilige Filament und Druckprojekt. Mit den in diesem Artikel geteilten Einstellungen hast du eine solide Basis, um mit deinem Anycubic Kobra Plus hochwertige Druckergebnisse zu erzielen.
Ich hoffe, dass diese Einstellungen dir auf deinem Weg in die Welt des 3D-Drucks helfen werden. Sie sind das Ergebnis ausgiebiger Tests und Feinabstimmungen, die darauf abzielen, dir den Einstieg und die Optimierung deiner Drucke zu erleichtern.
Für detailliertere Informationen zur Kalibrierung und weiterführende Tipps empfehle ich dir, einen Blick auf den Kalibrier-Guide und den 3D-Druck-Kurs zu werfen, auf die zu Beginn dieses Artikels hingewiesen wurde. Diese Ressourcen bieten wertvolle und tiefere Einblicke in die Feinheiten des 3D-Drucks mit dem Anycubic Kobra Plus.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
