
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Cura bietet zwar ein vorgefertigtes Profil für den Anycubic Kobra Go, aber dieses Standardprofil liefert nicht immer die besten Ergebnisse. Es ist wie ein Einheitsrezept, das nicht unbedingt auf alle Zutaten passt. Gerade bei 3D-Druckern kann die Vielzahl an Materialien und die Komplexität der Projekte dazu führen, dass ein ‚One-Size-Fits-All‘-Ansatz nicht die gewünschte Druckqualität bringt.
In diesem Artikel teile ich daher meine eigenen Cura-Einstellungen für den Kobra Go, die ich sorgfältig getestet und optimiert habe. Diese Einstellungen bieten dir eine solide Grundlage für eine hohe Druckqualität mit deinem Anycubic Kobra Go. Von der richtigen Drucktemperatur bis hin zur Geschwindigkeit – diese angepassten Einstellungen sollen dir dabei helfen, von Anfang an bessere Ergebnisse zu erzielen.
Perfekte Druckergebnisse erreichst du jedoch nur, wenn du dein Gerät und das verwendete Material genau kalibrierst! Jedes Filament hat seine Besonderheiten, und kleine Anpassungen können einen großen Unterschied machen. Daher gehe ich in diesem Artikel auch auf die wichtigsten Kalibrierungen ein, damit du mit deinem Kobra Go Cura Profil perfekte Ergebnisse mit jedem Filament erhältst.
Für tiefergehendes Wissen über die Kalibrierung deines 3D-Druckers und die Feinabstimmung der Materialien empfehle ich, einen Blick in meinen detaillierten Kalibrierungs-Guide zu werfen oder meinen umfassenden 3D-Druck-Kurs zu besuchen. Hier lernst du, wie du dein Gerät auf jedes Projekt perfekt abstimmen kannst.
Table of Contents:
So erstellst du ein Cura Profil für den Anycubic Kobra Go
Das gesamte Cura Profil teilt sich auf in die Maschineneinstellungen und die Druckeinstellungen. Während die Maschineneinstellungen grundlegende Informationen über deinen 3D-Drucker definieren, wie zum Beispiel Abmessungen und Fähigkeiten, befassen sich die Druckeinstellungen mit spezifischen Parametern für jeden Druckvorgang, wie Druckgeschwindigkeit und Temperatur.
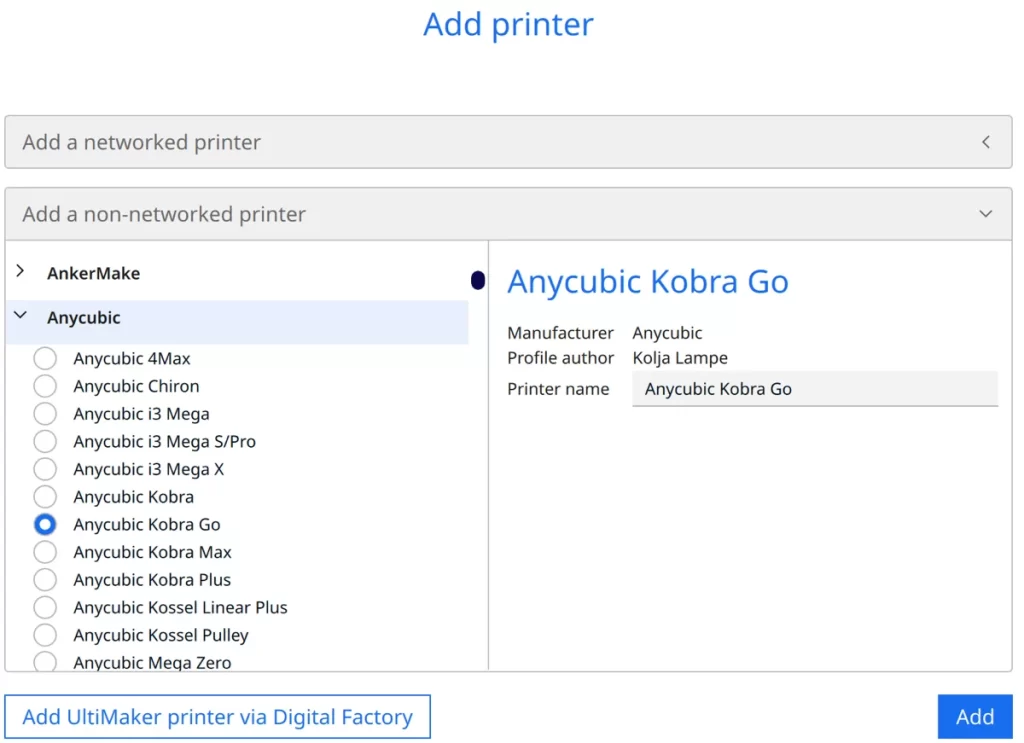
Um den Kobra Go 3D-Drucker in Cura hinzuzufügen, klicke auf ‚Einstellungen‘, dann auf ‚Drucker‘ und wähle ‚Drucker hinzufügen‘. Im nächsten Schritt klickst du auf ‚Nicht-vernetzter Drucker‘ und wählst dann ‚Anycubic‘ und ‚Anycubic Kobra Go‘ aus. Klicke dann auf ‘Hinzufügen’.
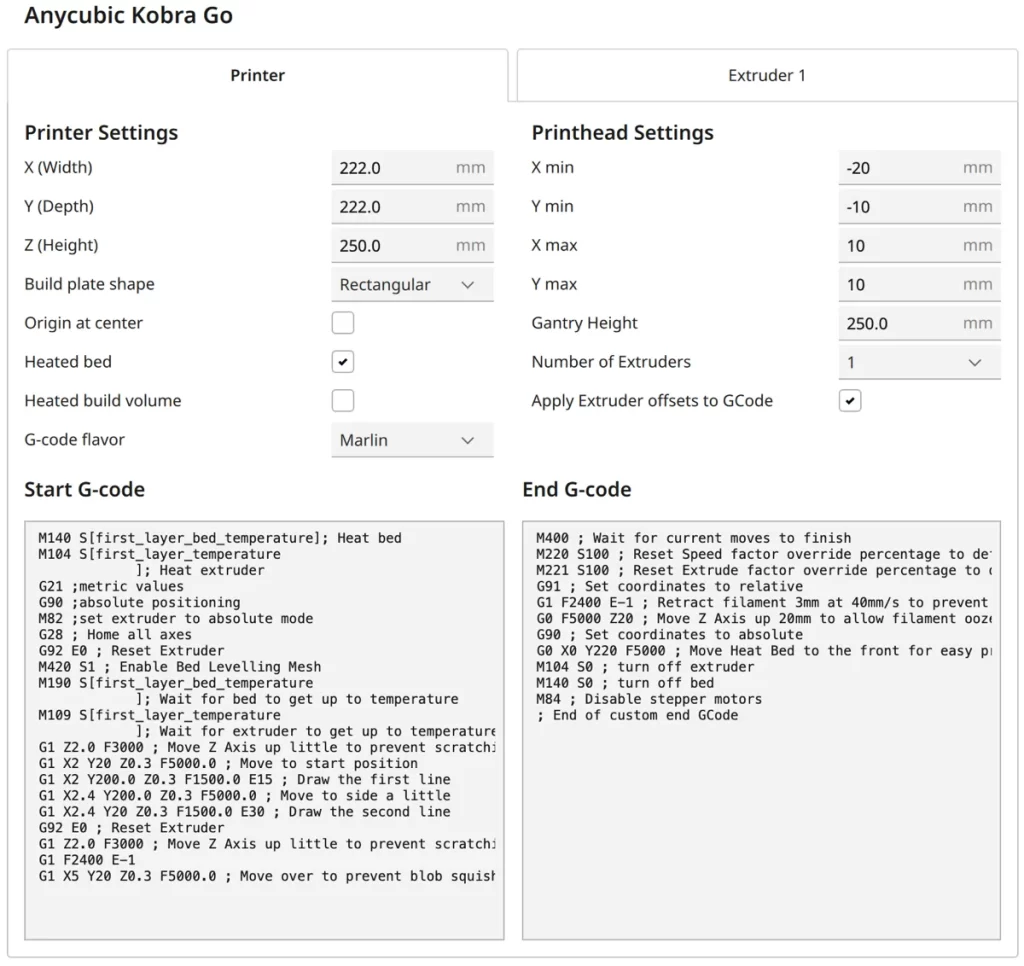
Die Maschineneinstellungen, die im Standardprofil enthalten sind, kannst du unverändert übernehmen.
Nachdem du das Druckerprofil erstellt hast, müssen die Druckeinstellungen festgelegt werden. Hier definierst du die spezifischen Parameter für jeden Druck, wie die Temperatur des Extruders und des Bettes, Druckgeschwindigkeit, Kühlung und mehr. Diese Einstellungen sind entscheidend, um die bestmögliche Qualität und Zuverlässigkeit bei deinen Druckprojekten zu erreichen.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von PLA Filament mit dem Anycubic Kobra Go:
- Drucktemperatur: 190-200 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 50 mm/s
- Retraction: 6-7 mm mit 25 mm/s
- Kühlung: 100%
Der Anycubic Kobra Go kann PLA Filament mehr oder weniger perfekt verarbeiten, ohne dass viel Kalibrierungsaufwand nötig ist. Dies macht es zu einem idealen Material für Anfänger oder für Projekte, bei denen es auf schnelle und effiziente Ergebnisse ankommt.
Beim Verwenden von PLA Filament ist es wichtig zu beachten, dass diese Einstellungen einen guten Startpunkt bieten, aber möglicherweise feine Anpassungen erforderlich sein könnten, abhängig von der spezifischen Marke des Filaments und den Details deines Projekts. Weiter unten in diesem Artikel werde ich darauf eingehen, wie man die wichtigsten Einstellungen davon kalibrieren kann. Dies wird dir helfen, die Qualität deiner Drucke weiter zu verbessern und das Beste aus deinem Anycubic Kobra Go herauszuholen.
ABS Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von ABS Filament mit dem Anycubic Kobra Go:
- Drucktemperatur: 230-240 °C
- Druckbett-Temperatur: 80 °C
- Druckgeschwindigkeit: 50 mm/s
- Retraction: 7 mm mit 25 mm/s
- Kühlung: 50%
ABS ist ein beliebtes Filament im 3D-Druck aufgrund seiner hohen Festigkeit und Wärmebeständigkeit. Es wird häufig für funktionale Teile verwendet, die robust und langlebig sein müssen. Allerdings ist es bekanntermaßen schwieriger fehlerfrei zu drucken als beispielsweise PLA, besonders wegen seiner Neigung zu Warping (Verziehen).
Der Anycubic Kobra Go hat kein geschlossenes Gehäuse, was beim Drucken mit ABS Filament eine Herausforderung darstellen kann, da es anfällig für Temperaturschwankungen und Zugluft ist.
Trotzdem kann dieser Drucker kleinere ABS-Objekte erfolgreich drucken, wenn die richtigen Einstellungen angewendet werden. Um Warping zu vermeiden, kannst du etwa eine niedrigere Druckgeschwindigkeit für die erste Schicht wählen, um die Haftung am Druckbett zu verbessern.
Die Verwendung eines Draft Shields in Cura kann auch helfen, Temperaturschwankungen um das Druckobjekt herum zu minimieren.
TPU Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von TPU Filament mit dem Anycubic Kobra Go:
- Drucktemperatur: 190 °C
- Druckbett-Temperatur: 0/60 °C
- Druckgeschwindigkeit: 30 mm/s
- Retraction: 6-8 mm mit 30 mm/s
- Kühlung: 100%
TPU ist ein flexibles Filament, doch der Anycubic Kobra Go ist nicht optimal für das Verarbeiten solcher flexiblen Filamente ausgestattet. Er verwendet einen Bowden-Extruder anstelle eines Direct Drive-Extruders, was das Drucken von TPU in guter Qualität fast unmöglich macht. Außerdem besteht eine höhere Wahrscheinlichkeit für Verstopfungen aufgrund der Flexibilität des Materials.
Es ist sehr unwahrscheinlich, dass du mit dem Kobra Go perfekte Ergebnisse mit TPU erzielst, auch wenn du versuchst alle Einstellungen genauestens zu kalibrieren.
PETG Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von PETG Filament mit dem Anycubic Kobra Go:
- Drucktemperatur: 220-240 °C
- Druckbett-Temperatur: 70 °C
- Druckgeschwindigkeit: 50 mm/s
- Retraction: 7-8 mm mit 30 mm/s
- Kühlung: 50-75%
PETG neigt stark zum Stringing, aber der Anycubic Kobra Go kann mit den richtigen Einstellungen relativ einfach so konfiguriert werden, dass dieses Problem minimiert wird. Die oben angegebenen Werte, insbesondere für Retraction und Drucktemperatur, sollten relativ gute Ergebnisse liefern. Für perfekte Ergebnisse ist jedoch eine spezifische Kalibrierung notwendig.
Unterschiedliche PETG-Filamente können stark variieren, und die Einstellungen, insbesondere die Kühlung, müssen auf das jeweilige Filament justiert werden. Es ist wichtig, das Verhalten deines spezifischen PETG-Filaments während des Druckprozesses zu beobachten und entsprechend anzupassen.
Die besten Cura Einstellungen für den Anycubic Kobra Go
Im Folgenden gehen wir auf die einzelnen Druckeinstellungen ein und erklären, wie du sie für deinen Anycubic Kobra Go in Cura kalibrieren kannst. Diese Anpassungen sind entscheidend für die Qualität deiner Druckergebnisse.
Drucktemperatur
Die besten Drucktemperaturen für den Anycubic Kobra Go in Cura:
- PLA: 190-200 °C
- ABS: 230-240 °C
- TPU: 190 °C
- PETG: 220-240 °C
Eine falsch eingestellte Drucktemperatur kann verschiedene Probleme verursachen, wie schlechte Haftung der ersten Schicht, ungleichmäßigen Filamentfluss oder schwache Druckergebnisse. Die in diesem Artikel angegebenen Werte sollten für die meisten Filamente gute Ergebnisse liefern, müssen aber auf das jeweils verwendete Filament optimiert werden, um perfekte Ergebnisse zu erzielen.
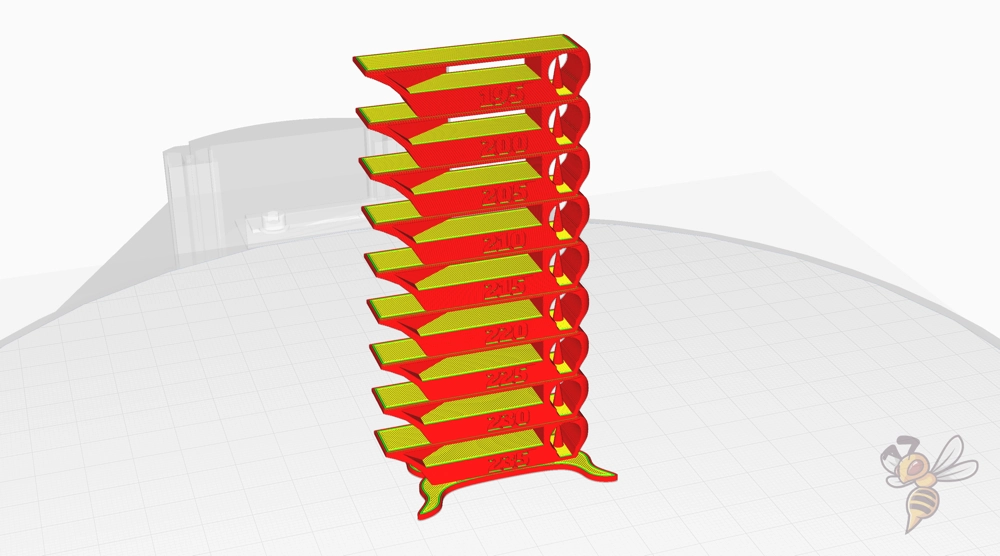
Die Kalibrierung der Drucktemperatur deines 3D-Druckers kannst du mithilfe eines Temperatur-Turms durchführen. Dieser Testdruck hilft dir, die optimale Drucktemperatur für jedes Filament zu finden.
Ich verwende gerne diesen Turm für die Kalibrierung. Wie du das Skript für den Turm im Slicer schreibst, findest du in diesem Artikel.
Der Turm wir pro Schicht mit einer anderen Temperatur gedruckt. So siehst du am Ende direkt, bei welcher Drucktemperatur die wenigsten Fehler entstehen.
Druckbett-Temperatur
Die besten Druckbett-Temperaturen für den Anycubic Kobra Go in Cura:
- PLA: 60 °C
- ABS: 80 °C
- TPU: 0/60 °C
- PETG: 70 °C
Mit dem Anycubic Kobra Go ist es relativ einfach, die richtige Druckbett-Temperatur zu finden, da sein PEI-Druckbett eine super Haftung für die meisten Filamente bietet.
Die oben angegebenen Werte sollten gut funktionieren. Falls nicht, findest du weiter unten im Artikel weitere Tipps, um die Druckbett-Haftung zu verbessern.
Druckgeschwindigkeit
Die besten Druckgeschwindigkeiten für den Anycubic Kobra Go in Cura:
- PLA: 50 mm/s
- ABS: 50 mm/s
- TPU: 30 mm/s
- PETG: 50 mm/s
Obwohl der Kobra Go mit einer Druckgeschwindigkeit von bis zu 100 mm/s beworben wird, habe ich festgestellt, dass die oben genannten Werte die besten Ergebnisse liefern.
Insbesondere beim Drucken mit TPU ist es wichtig, langsamer zu drucken, um Verhedderungen und andere Druckprobleme zu vermeiden.
Wenn du versuchen möchtest bei höheren Druckgeschwindigkeiten zu drucken oder die Beschleunigungseinstellungen anzupassen, empfehle ich dir ein passendes Kalibrier-Objekt immer jeweils vor und nach einer Anpassung zu drucken. Ich verwende dazu gerne diesen Würfel.
Je höher die Geschwindigkeiten und Beschleunigungen sind, desto höher ist die Chance Ringing und Ghosting hervorzurufen. Taste dich also langsam an höhere Werte ran und beobachte den Effekt auf das Kalibrier-Objekt.
Schichthöhe
Das sind die besten Schichthöhen für den Anycubic Kobra Go in Cura:
- Dekorative Objekte: 0,1 mm
- Standard: 0,2 mm
- Grobe, schnelle Drucke: 0,3 mm
Für dekorative Objekte, bei denen es auf feine Details ankommt, ist eine Schichthöhe von 0,1 mm ideal. Diese Einstellung ermöglicht eine hohe Auflösung und feine Oberflächendetails, was für Figuren, Modelle und andere kunstvolle Drucke perfekt ist.
Für Standarddrucke, die eine Balance zwischen Qualität und Druckzeit bieten, ist eine Schichthöhe von 0,2 mm optimal. Diese Einstellung ist am vielseitigsten und eignet sich gut für eine breite Palette von Druckprojekten, von Haushaltsgegenständen bis zu technischen Teilen.
Wenn es mehr um Geschwindigkeit als um Detailgenauigkeit geht, ist eine Schichthöhe von 0,3 mm zu empfehlen. Diese Einstellung eignet sich besonders für grobe, schnell zu druckende Objekte, wo die Druckzeit wichtiger ist als die Detailtreue. Beachte allerdings, dass mit zunehmender Schichthöhe die Feinheit der Details abnimmt.
Flussrate
Das sind die besten Flussraten für den Anycubic Kobra Go in Cura:
- Standard: 100%
- Für Über-Extrusion: 90% bis 99%
- Für Unter-Extrusion: 101% bis 110%
Diese Werte sind Leitlinien und sollten erst angepasst werden, nachdem du die Temperatur und die Retraction korrekt kalibriert hast. Eine korrekte Flussrate ist entscheidend, um eine optimale Filamentmenge während des Druckprozesses zu gewährleisten.
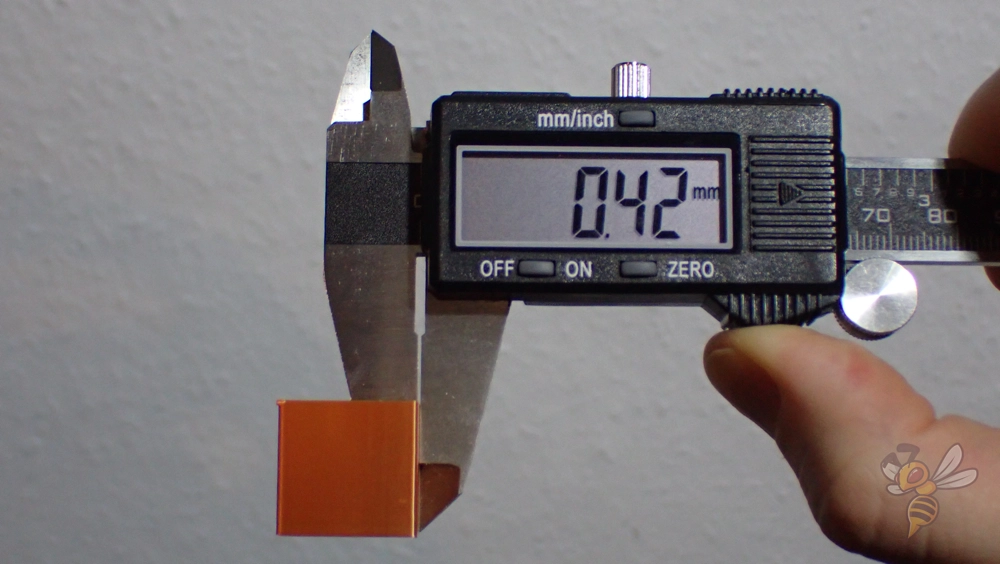

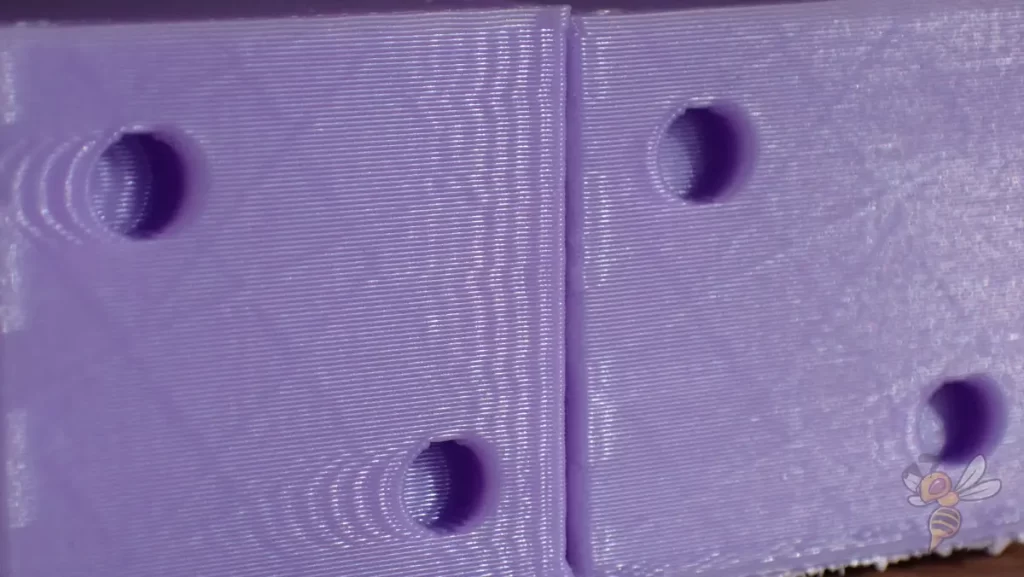
Um die Flussrate deines 3D-Druckers zu kalibrieren, empfehle ich den Druck eines Würfels ohne Infill oder obere Schichten. Dies ermöglicht es dir, nach dem Drucken die Wandstärke genau zu messen.
- Schritt 1: Drucke zunächst einen Testwürfel mit den aktuellen Einstellungen.
- Schritt 2: Messe die Wandstärke des Würfels mit einem Messschieber. Die Wandstärke sollte der in Cura eingestellten Dicke entsprechen.
- Schritt 3: Wenn die gemessene Wandstärke dicker ist als die Einstellung in Cura, reduziere die Flussrate. Ist sie dünner, erhöhe die Flussrate.
- Schritt 4: Wiederhole den Vorgang, bis die gemessene Wandstärke genau der in Cura eingestellten Dicke entspricht.
Durch diese Methode kannst du die Flussrate präzise anpassen, um eine gleichmäßige und genaue Filamentextrusion zu gewährleisten, was für die Qualität deiner Drucke von großer Bedeutung ist.
Retraction
Die besten Retraction Einstellungen für den Anycubic Kobra Go in Cura:
- PLA: 6-7 mm mit 25 mm/s
- ABS: 7 mm mit 25 mm/s
- TPU: 6-8 mm mit 30 mm/s
- PETG: 7-8 mm mit 30 mm/s
Eine falsch eingestellte Retraction kann beim Anycubic Kobra Go schnell zu Druckfehlern wie Stringing führen. Die Retraction ist eine Schlüsseleinstellung, um zu verhindern, dass das Filament während Nicht-Druck-Bewegungen des Extruders unkontrolliert ausläuft und Fäden zieht.
Die Kalibrierung der Retraction ist ein wesentlicher Schritt, um eine hohe Druckqualität sicherzustellen. Hier ist eine einfache Anleitung, wie du die Retraction bei deinem Kobra Go kalibrieren kannst:
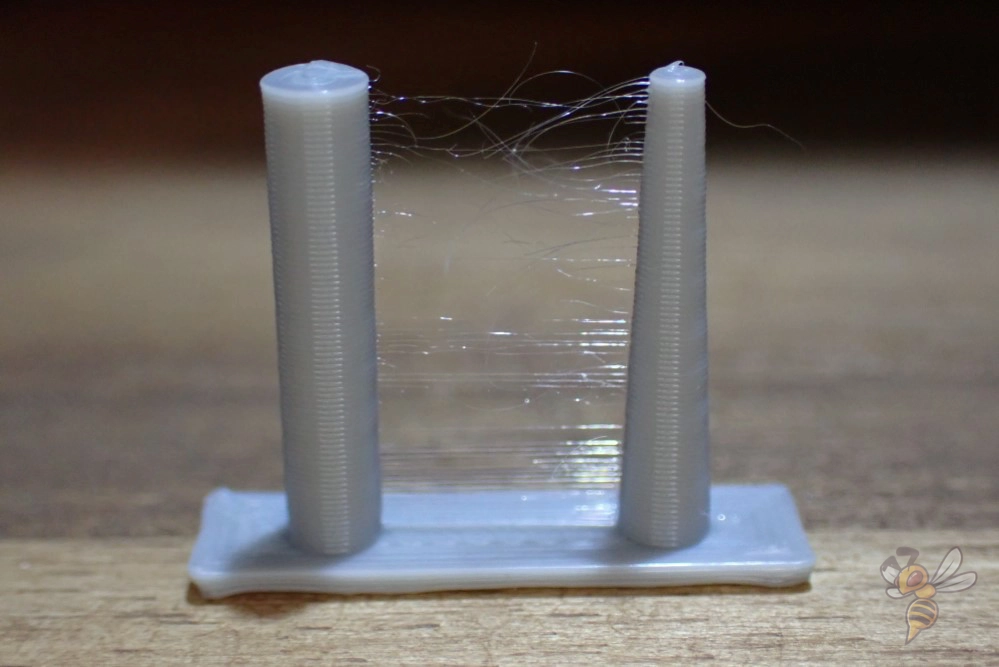
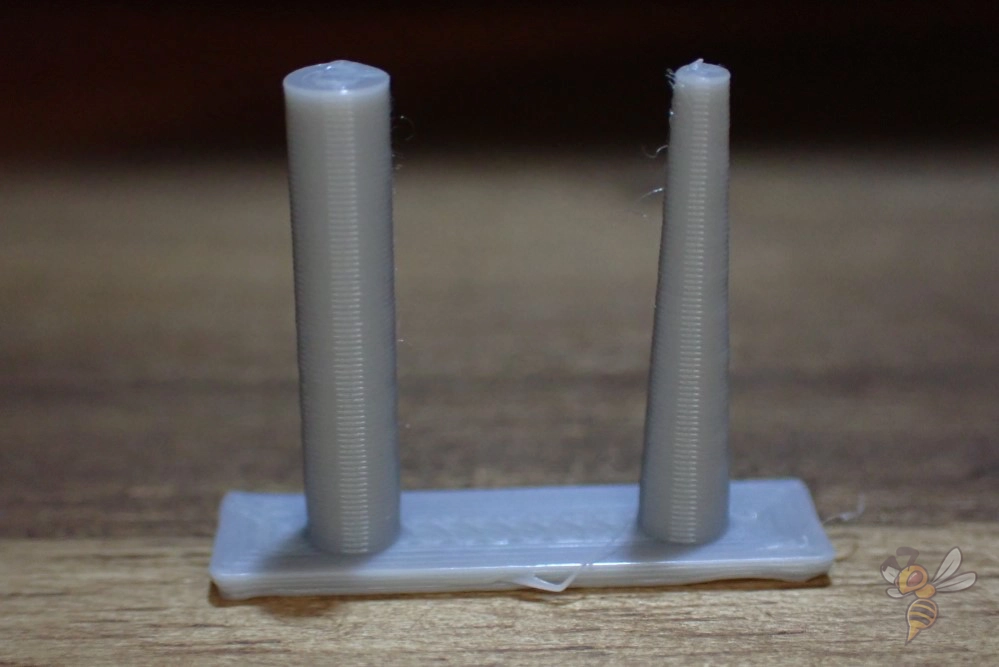
- Drucke einen Retraction Test: Beginne mit dem Drucken eines speziellen Retraction-Testmodells. Dieses Modell sollte so konzipiert sein, dass es das Stringing zwischen Türmen oder Säulen provoziert.
- Bewerte das Ergebnis: Nachdem der Testdruck abgeschlossen ist, bewerte das Ausmaß des Stringings. Sind viele dünne Fäden zwischen den Teilen des Modells, ist die Retraction zu gering. Sind die Drucke rau oder unvollständig, kann dies auf zu hohe Retraction hinweisen.
- Anpassen der Einstellungen: Basierend auf deinen Beobachtungen, passe die Retraction-Einstellungen an. Erhöhe die Retraction-Distanz und/oder -Geschwindigkeit, um Stringing zu reduzieren, oder verringere sie, um Probleme mit dem Extrusionsfluss zu vermeiden.
- Wiederhole bei Bedarf: Wiederhole den Test, bis das Stringing minimiert ist, ohne dass es zu anderen Problemen kommt.
Infill
Die beste Infill-Dichte für den Anycubic Kobra Go in Cura:
- Dekorative Objekte: 0-15%
- Standard Objekte: 15-50%
- Stabile Objekte: 50-100%
Die Wahl der Infill-Dichte hängt stark vom Verwendungszweck des gedruckten Objekts ab und ist im Grunde druckerunabhängig.
Bei dekorativen Objekten, bei denen es hauptsächlich um das äußere Erscheinungsbild geht und weniger um strukturelle Stärke, reicht oft eine niedrige Infill-Dichte von 0-15%. Dies spart nicht nur Material und Zeit beim Drucken, sondern gewährleistet auch, dass dein Objekt leicht bleibt.
Für Standardobjekte, die eine Balance zwischen Stabilität, Gewicht und Materialverbrauch bieten sollen, sind Infill-Dichten zwischen 15-50% ideal. Diese Einstellung eignet sich gut für alltägliche Gegenstände, die eine gewisse Strapazierfähigkeit aufweisen sollen, ohne übermäßig schwer zu sein.
Für Objekte, die hoher Belastung standhalten müssen, wie funktionale Teile oder Werkzeuge, solltest du eine hohe Infill-Dichte von 50-100% wählen. Dies sorgt für maximale Stärke und Haltbarkeit, erhöht aber gleichzeitig den Materialverbrauch und die Druckzeit.
Erste Schicht
Dies sind die besten Cura Einstellungen für die erste Schicht mit dem Anycubic Kobra Go:
- Schichthöhe: 100%
- Linienbreite: 100%
- Drucktemperatur: So wie der Rest
- Druckgeschwindigkeit: 10 mm/s
- Raft/Brim/Skirt: Skirt
Mit diesen Einstellungen sollte die erste Schicht bei den meisten Filamenten einwandfrei auf dem Druckbett haften.
Falls die Haftung nicht ausreichend ist, können Anpassungen wie die Erhöhung der Schichthöhe, der Linienbreite und der Druckbett-Temperatur vorgenommen werden. In extremen Fällen, besonders bei größeren oder komplexen Objekten, kann der Einsatz eines Rafts oder Brims sinnvoll sein, um eine noch bessere Haftung zu gewährleisten.
Die Qualität der ersten Schicht ist entscheidend für den Erfolg des gesamten Druckvorgangs. Das Ziel ist es, das Filament so lange wie möglich heiß und flüssig zu halten, damit es sich optimal mit der Oberfläche des Druckbetts verbinden kann.
Zusammenfassung
Der Anycubic Kobra Go kann mit den richtigen Cura Einstellungen perfekte Ergebnisse erzielen. Es ist entscheidend, die Einstellungen sorgfältig zu kalibrieren und auf das spezifische Filament sowie das jeweilige Projekt abzustimmen.
Ich hoffe, dass die in diesem Artikel vorgestellten Einstellungen dir geholfen haben und zumindest einen guten Startpunkt für hochwertige Drucke bieten.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
