
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Mit dem Spiralvasenmodus, manchmal auch nur Vasenmodus genannt, kannst du im PrusaSlicer Objekte mit nur einer Außenwand drucken. Dieser Modus ist besonders für Vasen sehr beliebt. Du kannst aber auch andere Objekte mit diesem Modus realisieren.
Wie der Vasenmodus genau funktioniert, wo du ihn findest und welche Einstellungen wichtig sind, erfährst du in diesem detaillierten Guide.
Table of Contents:
Wozu den Spiralvasenmodus Verwenden?
| PrusaSlicer Spiral Vase Mode



Mit dem Spiralvasenmodus im PrusaSlicer können Objekte mit nur einer Wand ohne Infill gedruckt werden. 3D gedruckte Vasen sind schnell gedruckt und verbrauchen wenig Filament. Es können aber auch andere Objekte wie Figuren, Raketen oder geometrische Objekte im Spiralvasenmodus gedruckt werden.
Im Prinzip kannst du jedes dekorative Objekt das nicht stabil sein muss in diesem Modus drucken. Solange es keine großen Überhänge aufweist ist dies eine gute Möglichkeit um Zeit und Filament zu sparen. Da das fertige Objekt aber keine Füllung besitzt, ist es jedoch nicht stabil.
Das Wort Vase befindet sich im Namen, da sich Objekte die keine Löcher oder sonstige Fehlstellen in ihrer Hülle aufweisen für diesen Modus eignen.
Du kannst den Spiralvasenmodus für alle Materialien verwenden (PLA, ABS, etc.). Transparente Materialien, wie z.B. PETG, erzeugen einen interessanten durchscheinenden Effekt.
Was genau macht der Spiralvasenmodus?
| PrusaSlicer Spiral Vase Mode

Im Spiralvasenmodus druckt die Nozzle kontinuierlich die äußere Kontur des Objekts. Der Übergang zur nächsten Schicht ist fließend, wodurch die Bewegung einer Spirale gleicht. Anders als beim normalen Druck entsteht dadurch keine Naht entlang der Z-Achse, sondern erzeugt eine glatte Oberfläche.
Bei einem normalen Druck hört die Druck-Bewegung pro Layer immer an einer bestimmten Stelle auf, damit die Nozzle zur nächsten Layer fahren kann. An dieser Stelle zieht der Extruder das Filament etwas zurück (Retraction), damit kein Filament versehentlich austritt. Aber auch wenn du deine Extrusions-Einstellungen perfekt eingestellt hast, wird eine leicht sichtbare Z-Naht übrig bleiben.
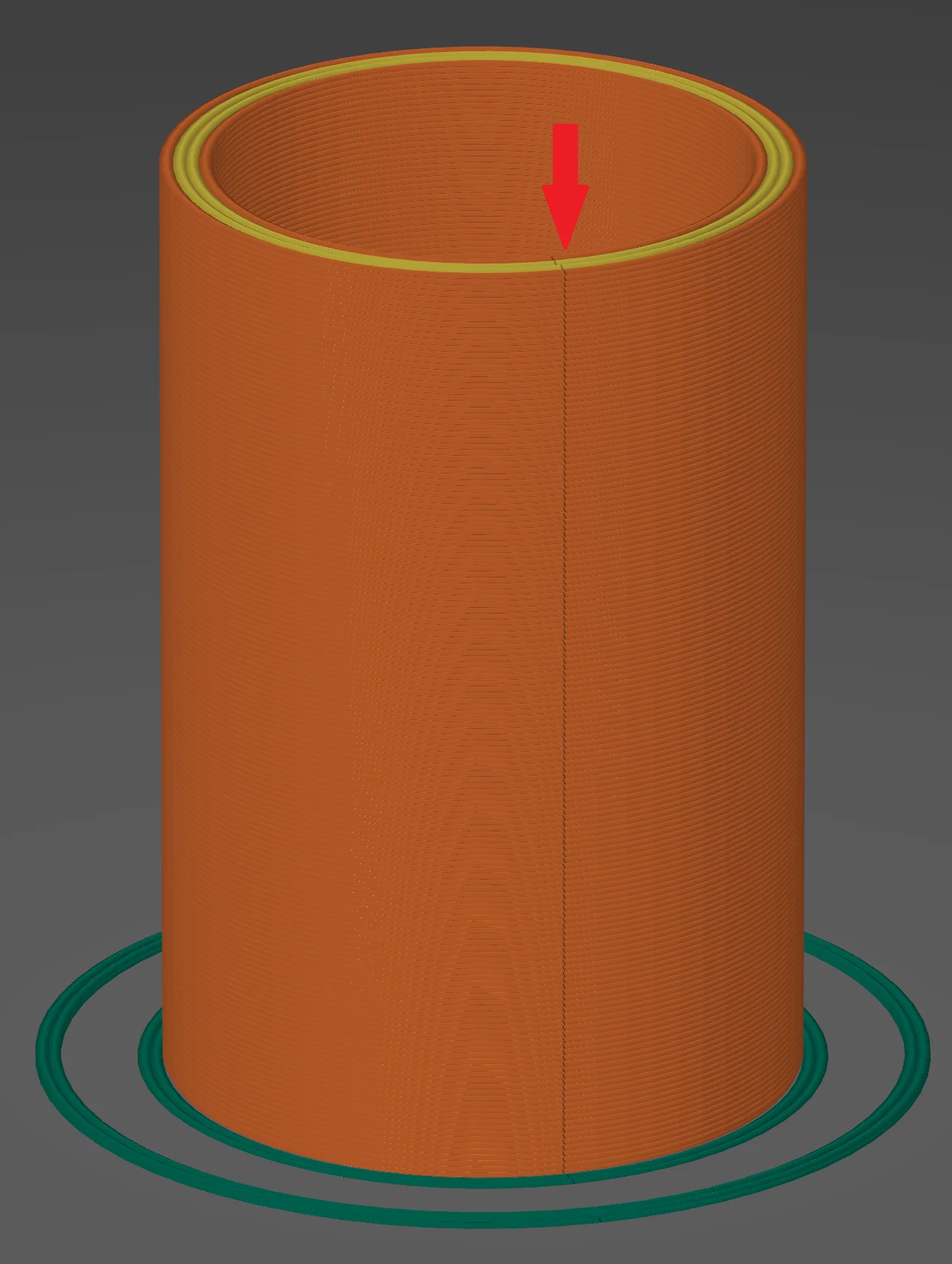
Beim Spiralvasenmodus gibt es keine Retraction – das Filament wird bis zum Ende des Drucks gleichmäßig extrudiert. Am Ende kannst du die einzelnen Schichten nicht mehr unterscheiden, da die Bewegung kontinuierlich ist.
Genau diese gleichmäßige Bewegung und das Fehlen der Z-Naht macht den Spiralvasenmodus so besonders.
Außerdem ist die gleichmäßige Bewegung optisch sehr ansprechend. Falls du irgendwann einmal auf eine 3D Drucker Messe gehen solltest, wirst du bemerken, dass viele Aussteller ein Objekt im Spiralvasenmodus drucken lassen. Damit lassen sich Zuschauer immer gut beeindrucken!
Wie Aktiviert man den Spiralvasenmodus?
| PrusaSlicer Spiral Vase Mode
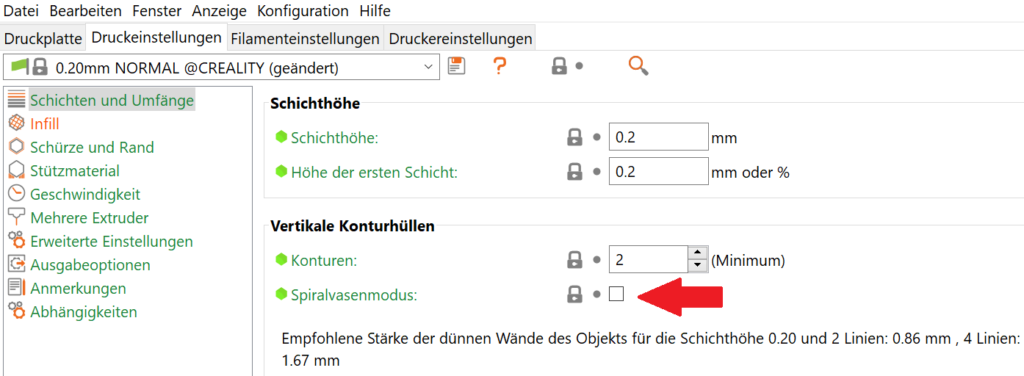
Der Spiralvasenmodus befindet sich im PrusaSlicer unter den einfachen Druckeinstellungen. Im Untermenü ‘Vertikale Konturhüllen’ gibt es eine Checkbox die den Spiralvasenmodus aktiviert. Nach Aktivierung werden einige Einstellungen automatisch angepasst.
Für den Spiralvasenmodus eignen sich solide Objekte mit kontinuierlicher Außenhülle. Das Innenvolumen wird durch den Spiralvasenmodus entfernt. Außerdem kann immer nur ein einziges Objekt gleichzeitig gedruckt werden. Ansonsten wäre ein kontinuierlicher Druck der Außenwand nicht möglich.
Das Druckergebnis im Spiralvasenmodus hängt stark von den Einstellungen die du nach der Aktivierung vornimmst ab.
Einstellungen Vornehmen
| PrusaSlicer Spiral Vase Mode
Die Einstellungen teilen sich in zwei verschiedene Bereiche auf:
- Die Einstellungen, die der PrusaSlicer automatisch verändert sobald du den Modus aktivierst.
- Sonstige Einstellungen die du manuell für den Druck vornehmen kannst.
Damit du genau weißt was in dem Spiralvasenmodus passiert und wie du deinen Druck perfekt einstellen kannst, sind die einzelnen Einstellungen im Folgenden aufgelistet und erklärt.
Automatische Einstellungen
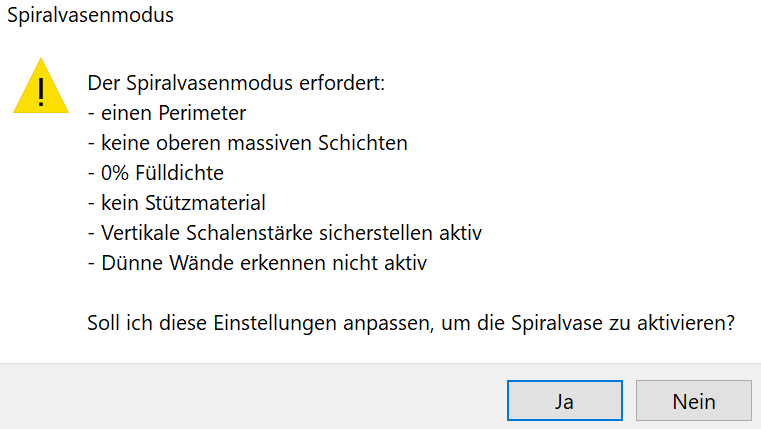
Die automatischen Einstellungen definieren den Spiralvasenmodus. Ist einer dieser Einstellungen nicht wie vorgegeben, kannst du keine kontinuierlich gedruckten Objekte mit nur einer Wand drucken.

Einen Perimeter: Die Anzahl der Außenwände wird automatisch auf 1 gesetzt. Ansonsten würde der Spiralvasenmodus nicht funktionieren und keinen Sinn ergeben.

0% Infill: Damit die Nozzle sich nur mit dem Druck der Außenwand beschäftigen kann, darf es keinen Infill geben. Auch wenn du eine Vase mit manchen Bereichen die solide sein sollen drucken möchtest, ist der Spiralvasenmodus dafür nicht geeignet. Im Vasenmodus gibt es keinen Infill.

Keine oberen massiven Schichten: Da die meisten Objekte die im Spiralvasenmodus gedruckt werden sowieso oben offen sind, gibt es keine oberen Schichten. Außerdem würden diese Schichten durchhängen (je nach Größe), da es keinen Infill gibt.

Kein Stützmaterial: Genauso wie es keinen Infill gibt, darf es auch keine Supports bzw. Stützstrukturen geben. Die Nozzle fährt kontinuierlich die Außenwand ab und darf zwischendurch nicht absetzen. Deshalb darf es keine Stützstrukturen geben.
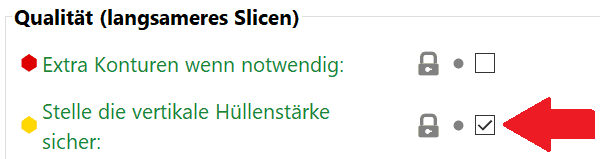
Vertikale Schalendicke sicherstellen aktiv: Bei schrägen Teilen deines Objekts verringert sich ohne diese Einstellung die vertikale Schalendicke. Dadurch können Löcher entstehen. Daher wird diese Einstellungen automatisch aktiviert, damit die Außenhülle keine Fehlstellen aufweist.
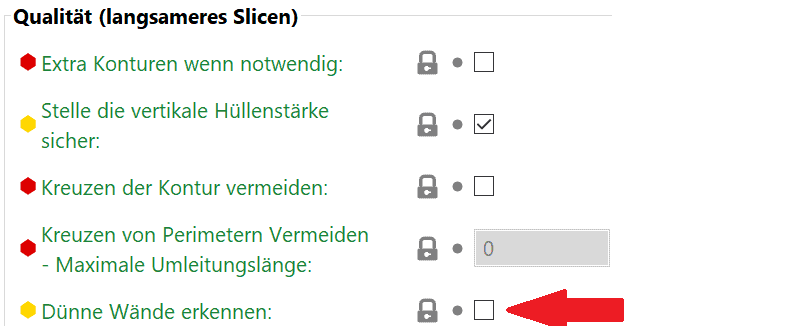
Dünne Wände erkennen nicht aktiv: Diese Einstellungen führt bei normalen Drucken dazu, dass Teile der Außenwand mit nur einer Linie gedruckt werden wenn für mehrere Konturen kein Platz ist. Im Spiralvasenmodus macht diese Einstellungen keinen Sinn, daher wird sie automatisch deaktiviert.
Ein wichtiger Hinweis noch: Du könntest all diese automatischen Einstellungen manuell eingeben. Wenn du aber dabei den Spiralvasenmodus nicht aktivierst, erhältst du nicht das gleiche Ergebnis wie im Vasenmodus. Das Objekt würde wieder mit einzelnen Schichten und einer Z-Naht gedruckt werden.
Manuelle Einstellungen
Mit den manuellen Einstellungen kannst du das Objekt stabiler machen oder sogar wasserfest. Ich empfehle dir einen kleinen Zylinder zu drucken bevor du das eigentliche Objekt druckst. Damit verschwendest du nur sehr wenig Zeit und Material, um die perfekten Einstellungen zu finden.

Anzahl der unteren festen Schichten: Mit der Anzahl der Bodenschichten kannst du das Objekt stabiler machen. Denke dabei aber, dass die Bodenschichten nicht kontinuierlich im Vasenmodus gedruckt werden. Wenn du also einen zu dicken Boden druckst, könnte eine Z-Naht entstehen.
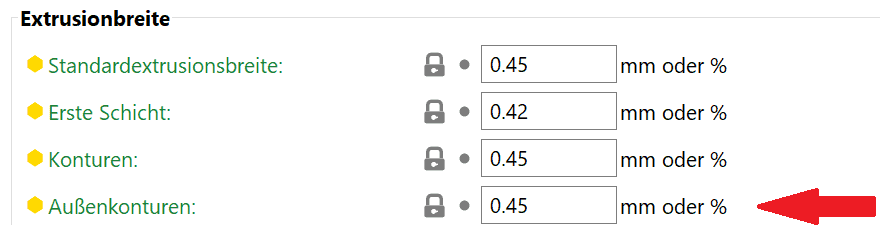
Außenkonturen Extrusionsbreite: Auch die Breite der Außenkonturen trägt zur Stabilität des Objekts bei. Die Extrusionsbreite lässt sich zwischen 100-120% des Nozzle-Durchmessers einstellen. Mit einer Standard 0,4 mm Nozzle kannst du also Außenwände von 0,4-0,48 mm drucken.
Diese Werte gelten jedoch für normale Drucke. Im Vasenmodus kannst du auch noch dickere Wände drucken, da dich die Auswirkungen links und rechts des extrudierten Filaments nicht interessieren, da dort nichts ist. Wenn du die Temperatur leicht über deine Standardtemperatur erhöhst und sehr langsam druckst, kannst du mit einer 0,4 mm Nozzle auch eine Dicke von 0,6 mm erreichen.

Temperatur: Wenn du mit normalen Extrusionsbreiten arbeitest, kannst du die Temperatur auf dem Standardwert deines Filaments lassen. Wenn du die Breite erhöhen möchtest, musst du auch die Temperatur erhöhen. Wenn du wie im Beispiel von gerade die Extrusionsbreite auf 0,6 mm mit einer 0,4 mm Nozzle erhöhst, solltest du die Temperatur in 5 °C Schritten erhöhen, bis du das richtige Ergebnis erzielst.
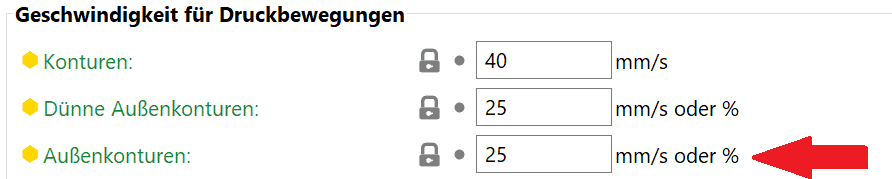
Druckgeschwindigkeit: Im Vasenmodus solltest du immer langsam drucken. Die Geschwindigkeit hängt vom Umfang des Objekts ab und wie breit die Außenwände sind. Die letzte Schicht muss ausreichend ausgekühlt sein bevor die Nozzle die nächste Schicht darüber druckt. Ein guter Richtwert sind 25 mm/s. Hast du ein sehr großes Objekt mit einem großen Umfang, kannst du auch auf 35-40 mm/s erhöhen.
Wie bei den meisten anderen Dingen im 3D Druck auch, ist hier experimentieren gefragt. Jede dieser Einstellungen hängt von deinem verwendeten Material, dem Einsatzzweck und deinem 3D Drucker ab.
Im Spiralvasenmodus gibt es aber zum Glück nicht allzu viele Einstellungen die du optimieren musst. Du wirst also schnell zu tollen Ergebnissen kommen!
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
