
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Perfekte Drucke mit dem Elegoo Neptune 4 Pro hängen von einer Sache ab: den richtigen Cura-Einstellungen. Wenn sie nicht perfekt sind, ist auch dein Druck nicht perfekt. Wenn du sie richtig einstellst, bist du auf der sicheren Seite. In diesem Guide geht es darum, die richtigen Einstellungen zu finden.
Ich habe den Neptune 4 Pro auf Herz und Nieren geprüft. Ich habe Stunden damit verbracht, ihn zu testen, zu optimieren und anzupassen. Alles, um die Einstellungen für die perfekte Druckqualität zu finden. Die Einstellungen, die du in diesem Artikel findest? Sie sind das Ergebnis dieser harten Arbeit. Sie sind deine Abkürzung zu fantastischen Drucken.
Brauchst du mehr Informationen darüber, wie du diese Einstellungen kalibrierst? Kein Problem. In diesem Beitrag findest du eine detaillierte Anleitung. Alternativ kannst du dir auch meinen 3D-Druck-Kurs anschauen.
| PLA | ABS | TPU | PETG | |
|---|---|---|---|---|
| Drucktemperatur | 225 °C | 245 °C | 220 °C | 250-270 °C |
| Druckbetttemperatur | 60 °C | 90 °C | 70 °C | 70-75 °C |
| Geschwindigkeit | 250 mm/s | 250 mm/s | 40-80 mm/s | 200 mm/s |
| Retraction | 0,5 mm bei 45 mm/s | 0,5 mm bei 45 mm/s | 0,5-1,0 mm bei 35-45 mm/s | 0,5 mm bei 40 mm/s |
| Kühlung | 100 % | 0-20% | 100 % | 50-100 % |

Kalibriertes Cura-Profil
Für eine optimale Druckqualität mit minimalem Aufwand kannst du mein kalibriertes Cura-Profil für diesen 3D-Drucker herunterladen und direkt in Cura importieren. Darin sind alle Einstellungen perfekt auf diesen Drucker angepasst, wie z. B. für die Beschleunigungen, Jerk, Supports und die erste Schicht.
Table of Contents:
Wie man ein Profil für den Neptune 4 Pro in Cura erstellt
Um ein Profil für den Neptune 4 Pro in Cura zu erstellen, musst du zunächst die Maschineneinstellungen festlegen. Das sind das Bauvolumen deines Druckers, die Nozzle-Größe und andere Besonderheiten. Dann legst du die Druckeinstellungen fest. Dazu gehören Temperatur, Geschwindigkeit und andere Dinge.
Dein Ziel: diese Einstellungen auf dein Material abzustimmen. PLA, ABS, TPU oder PETG – jedes Material erfordert andere Einstellungen. Das Profil, das du in Cura erstellst, speichert diese Einstellungen.
Um einen 3D-Drucker in Cura hinzuzufügen, befolge diese einfachen Schritte:
- Klicke im oberen Menü auf „Einstellungen“.
- Navigiere zu „Drucker“.
- Wähle „Drucker hinzufügen“ aus dem Dropdown-Menü.
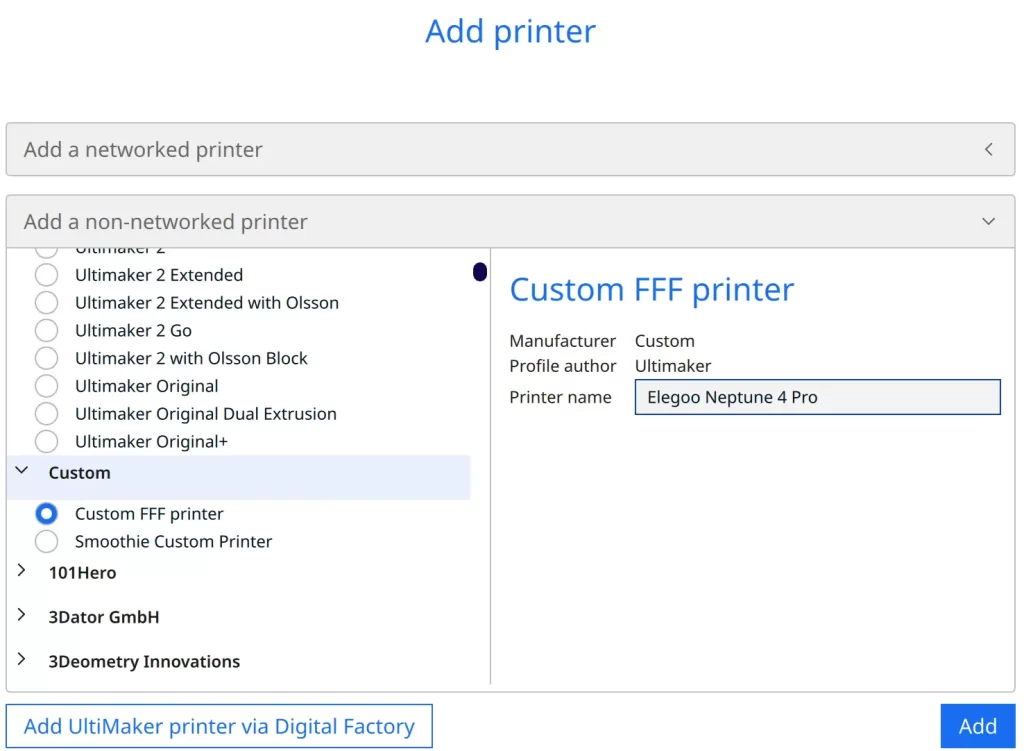
- Im nächsten Fenster klickst du auf „Nicht vernetzter Drucker“.
- Wähle „Custom“ und dann „Custom FFF-printer“.
- Gib schließlich den Namen deines Druckers ein und klicke auf „Hinzufügen“
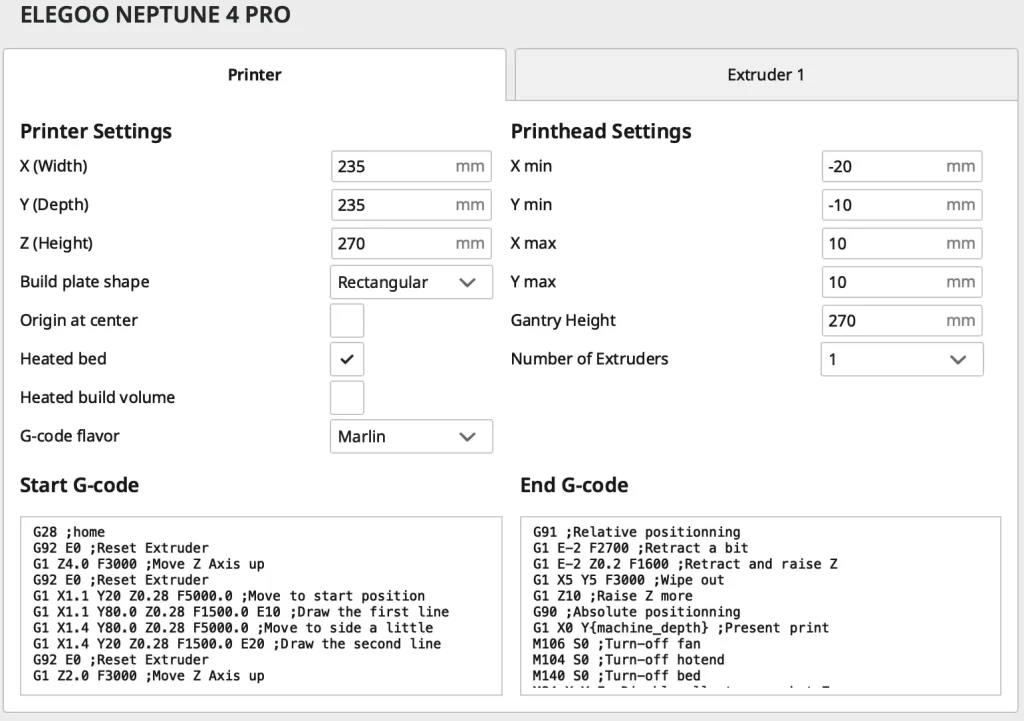
In den „Maschineneinstellungen“ von Cura findest du mehrere Parameter, die du für deinen Drucker einstellen kannst. Dazu gehören die Abmessungen des Bauvolumens (X, Y, Z), die Nozzle-Größe und andere Besonderheiten deines Druckermodells.
Hier gibst du die entsprechenden Werte für deinen Neptune 4 Pro ein, die du im Screenshot und im G-Code unten siehst.
Start G-Code:
- G28 ;home
- G92 E0 ;Extruder zurücksetzen
- G1 Z4.0 F3000 ;Z-Achse nach oben bewegen
- G92 E0 ;Extruder zurücksetzen
- G1 X1.1 Y20 Z0.28 F5000.0 ;Fahre zur Startposition
- G1 X1.1 Y80.0 Z0.28 F1500.0 E10 ;Zeichne die erste Linie
- G1 X1.4 Y80.0 Z0.28 F5000.0 ;Bewege dich ein wenig zur Seite
- G1 X1.4 Y20 Z0.28 F1500.0 E20 ;Zeichne die zweite Linie
- G92 E0 ;Extruder zurücksetzen
- G1 Z2.0 F3000 ;Z-Achse nach oben verschieben
End G-Code:
- G91 ;Relative Positionierung
- G1 E-2 F2700 ;Ein Stück zurückfahren
- G1 E-2 Z0.2 F1600 ;Z einfahren und anheben
- G1 X5 Y5 F3000 ;Wische aus
- G1 Z10 ;Z weiter anheben
- G90 ;Absolute Positionierung
- G1 X0 Y{Maschine_Tiefe} ;Aktueller Druck
- M106 S0 ;Lüfter ausschalten
- M104 S0 ;Hotend abschalten
- M140 S0 ;Bett abschalten
- M84 X Y E ;Alle Stepper außer Z ausschalten
Diese Einstellungen sind wichtig, um sicherzustellen, dass die Software dein 3D-Modell genau für deinen speziellen Drucker slicen kann. Sobald du diese Einstellungen korrekt eingegeben hast, speichert Cura sie, damit du sie bei zukünftigen Drucken leichter verwenden kannst. Denke daran, dass jedes Druckermodell einzigartig ist, und das gilt auch für seine Einstellungen.
Nachdem du dein Druckerprofil eingerichtet hast, ist es an der Zeit, deine Druckeinstellungen festzulegen. Zu diesen Einstellungen gehören Parameter wie Druckgeschwindigkeit, Schichthöhe, Drucktemperatur und mehr. Diese Werte hängen von dem Material ab, das du verwendest.
Denke daran, dass jede Art von Filament – PLA, ABS, PETG, TPU – einen bestimmten Satz an Druckeinstellungen erfordert. Achte darauf, dass du diese Einstellungen an dein gewähltes Material anpasst, um optimale Druckergebnisse zu erzielen. Genau wie beim Druckerprofil speichert Cura diese Einstellungen für die spätere Verwendung.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA-Einstellungen
Dies sind die richtigen Cura-Einstellungen für den Neptune 4 Pro für PLA:
- Drucktemperatur: 225 °C
- Druckbetttemperatur: 60 °C
- Druckgeschwindigkeit: 250 mm/s
- Retraction: 0,5 mm bei 45 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
Die Retraction ist der Schlüssel zur Vermeidung von Fadenbildung (Stringing) beim 3D-Druck. Beim Neptune 4 Pro mit PLA-Filament hat sich eine Retraction-Einstellung von 0,5 mm bei 45 mm/s für mich am besten bewährt.
Andere Einstellungen wie die Drucktemperatur, die Druckgeschwindigkeit und die Kühlung spielen ebenfalls eine wichtige Rolle. Diese sind für einen optimalen PLA-Druck auf 225 °C, 250 mm/s bzw. 100 % eingestellt.
Diese Einstellungen für den Neptune 4 Pro mit PLA-Filament sind ein solider Richtwert. Sie sind nicht in Stein gemeißelt, sondern dienen als Ausgangspunkt für die Feinabstimmung.
Optimale Druckergebnisse erfordern oft eine Kalibrierung. Jeder 3D-Druckauftrag hat seine eigenen Merkmale und erfordert möglicherweise bestimmte Druckeinstellungen.
Ändere diese Einstellungen so lange, bis du die besten Ergebnisse erzielst. Mit der Zeit und etwas Übung wirst du die perfekte Kalibrierung für deine 3D-Druckprojekte finden.
Ich habe diese Einstellungen mit verschiedenen PLA-Filamenten getestet. Sie lieferten jedes Mal hervorragende Ergebnisse und sind daher für verschiedene PLA-Filamente zuverlässig.
ABS-Einstellungen
Dies sind die richtigen Cura-Einstellungen für den Neptune 4 Pro für ABS:
- Drucktemperatur: 245 °C
- Druckbetttemperatur: 90 °C
- Druckgeschwindigkeit: 250 mm/s
- Retraction: 0,5 mm bei 45 mm/s
- Kühlung: 0-20% + Gehäuse
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
ABS-Filament ist im 3D-Druck weitverbreitet. Allerdings ist das Drucken mit ABS nicht einfach. Seine Eigenschaften stellen einige Herausforderungen während des Druckprozesses dar.
Es erfordert höhere Temperaturen und ein besseres Kühlungsmanagement. Außerdem neigt ABS dazu, sich zu verziehen, was die Druckbett-Haftung etwas schwierig macht. Es ist ratsam, mit verschiedenen Einstellungen zu experimentieren, um die besten Ergebnisse zu erzielen.
Der Neptune 4 Pro Drucker hat kein Gehäuse. Dennoch ist er in der Lage, kleine bis mittelgroße Objekte zu drucken, wenn du die Einstellungen richtig einstellst. Verfeinere sie so lange, bis du perfekte Drucke erzielst.
Um die Haftung des Druckbetts für ABS ohne Gehäuse zu verbessern, solltest du die erste Schicht mit einer langsameren Geschwindigkeit von 5-10 mm/s drucken, falls du Probleme mit dem PEI-Bett haben solltest.
TPU-Einstellungen
Dies sind die richtigen Cura-Einstellungen für den Neptune 4 Pro für TPU:
- Drucktemperatur: 220 °C
- Druckbetttemperatur: 70 °C
- Druckgeschwindigkeit: 40-80 mm/s
- Retraction: 0,5-1,0 mm bei 35-45 mm/s
- Kühlung: 100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
TPU ist ein flexibles Filament, das im 3D-Druck verwendet wird. Der Neptune 4 Pro Drucker, der mit einem Extruder mit Direktantrieb ausgestattet ist, eignet sich hervorragend für den Druck von TPU. Das liegt vor allem an dem kurzen Abstand zwischen dem Motor und dem Hotend, der eine bessere Kontrolle über das Filament ermöglicht.
Die Feinsteuerung ist besonders wichtig, wenn du flexible Filamente wie TPU druckst, um ein Knicken zu verhindern und eine genaue Extrusion zu gewährleisten.
Der TPU-Druck erfordert ein langsameres Tempo als bei starren Filamenten. Das liegt an seiner flexiblen Beschaffenheit, die eine sorgfältige Handhabung während des Druckvorgangs erfordert.
Die angegebenen Einstellungen, die auf dem Neptune 4 Pro Drucker getestet wurden, sind ein guter Ausgangspunkt. Um optimale Ergebnisse zu erzielen, solltest du die Einstellungen an deine Bedürfnisse anpassen und verfeinern.
PETG-Einstellungen
Dies sind die richtigen Cura-Einstellungen für den Neptune 4 Pro für PETG:
- Drucktemperatur: 250-270 °C
- Druckbetttemperatur: 70-75 °C
- Druckgeschwindigkeit: 200 mm/s
- Retraction: 0,5 mm bei 40 mm/s
- Kühlung: 50-100%
- Erste Schicht: 5-10 mm/s, 0% Kühlung, 100% Extrusionsbreite, 100% Schichthöhe
PETG ist aufgrund seiner einfachen Handhabung und Stabilität eine bevorzugte Wahl für den 3D-Druck. Seine Eigenschaften vereinen die Stärken von ABS und PLA, indem es die Zähigkeit und Hitzebeständigkeit des ersteren mit der Druckfähigkeit des letzteren verbindet. Trotz seiner Festigkeit lässt sich PETG relativ leicht drucken, was es zu einer praktikablen Option für verschiedene Anwendungen macht.
Allerdings neigt PETG zu Stringing, was eine trockene Lagerung und die Kalibrierung der Drucktemperatur und der Retraction erforderlich macht.
Die obigen Einstellungen wurden von mir gründlich mit dem Neptune 4 Pro getestet und sind so konzipiert, dass sie für die meisten Standard-PETG-Filamente eine gute Druckqualität liefern.
Scheue dich nicht, diese Einstellungen leicht anzupassen, um herauszufinden, was für deine spezielle Situation am besten funktioniert. Denke daran, dass es für die beste Druckqualität nicht nur darauf ankommt, voreingestellte Einstellungen zu verwenden, sondern auch zu verstehen, wie die einzelnen Parameter miteinander interagieren und die notwendigen Anpassungen vorzunehmen.
Die besten Cura-Einstellungen für den Neptune 4 Pro
Nachdem ich dir einen Überblick über meine Einstellungen für verschiedene Filamente gegeben habe, werden wir uns nun mit den spezifischen Einstellungen und dem Kalibrierungsprozess beschäftigen.
Im folgenden Abschnitt erfährst du, wie du diese Einstellungen optimieren kannst, um eine optimale Druckqualität für deinen speziellen Anwendungsfall zu erzielen.
Drucktemperatur
Die besten Drucktemperaturen für den Neptune 4 Pro in Cura:
- PLA: 225 °C
- ABS: 245 °C
- TPU: 220 °C
- PETG: 250-270 °C
Die falsche Einstellung der Drucktemperatur kann eine Reihe von Problemen verursachen, die die Qualität und strukturelle Integrität des 3D-Druckobjekts beeinträchtigen. Wenn die Temperatur zu hoch eingestellt ist, kann sich das Filament überhitzen. Überhitztes Filament kann unkontrolliert aus der Nozzle fließen und Kleckse oder Fäden hervorrufen.
Umgekehrt kann das Filament bei einer zu niedrigen Temperatur nicht richtig schmelzen. Das kann zu Problemen wie Unter-Extrusion führen, bei der nicht genug Material während des Drucks aufgetragen wird. Dies kann zu schwachen, brüchigen Drucken führen, denen es an der nötigen Stärke und Detailgenauigkeit fehlt.
Außerdem kann sich eine falsch eingestellte Temperatur auf die Bettadhäsion auswirken. Überhitztes Filament neigt dazu, sich vom Druckbett aufzurollen, vor allem an den Ecken, was als „Warping“ bezeichnet wird. Andererseits haftet Filament, das nicht ausreichend erhitzt ist, nicht richtig am Druckbett, was zu fehlerhaften Drucken führt.
Schließlich kann die falsche Temperatur auch zu extremeren Problemen führen, z. B. zu einer kompletten Verstopfung der Nozzle. Überhitztes Filament kann manchmal verkohlen und an der Innenseite der Nozzle festkleben, so dass sie ganz verstopft. Um dies zu beheben, muss die Nozzle ausgebaut und gereinigt oder im schlimmsten Fall komplett ausgetauscht werden, was zeitaufwendig und teuer sein kann.

Um die Drucktemperatur für einen FDM-3D-Drucker zu kalibrieren, ist ein Temperaturturm ein gutes Mittel. Dabei handelt es sich um ein 3D-Modell, das speziell dafür entwickelt wurde, verschiedene Temperaturen in einem Druckvorgang zu testen und so die optimale Temperatur für dein Filament zu ermitteln. Der Turm besteht aus mehreren Schichten, denen in der Drucksoftware jeweils eine andere Temperatur zugewiesen wird.
Nach dem Druck solltest du den Temperaturturm genau untersuchen. Achte auf Anzeichen von Über- oder Unter-Extrusion, Verfärbungen oder einer schlechten Oberflächenstruktur. Die Schicht, die bei der höchsten Temperatur gedruckt wurde, zeigt die optimale Temperatureinstellung an.
Denk daran, dass du ein Gleichgewicht anstrebst: Die Drucktemperatur sollte hoch genug sein, um die Filamentschichten richtig zu verschmelzen, aber nicht so hoch, dass es zu Überhitzungsproblemen kommt.
Druckbetttemperatur
Die besten Druckbetttemperaturen für den Neptune 4 Pro in Cura:
- PLA: 60 °C
- ABS: 90 °C
- TPU: 70 °C
- PETG: 70-75 °C
Wenn du die höchstmögliche Druckbetttemperatur anstrebst, kannst du eine optimale Schichthaftung und Druckqualität sicherstellen. Es ist jedoch wichtig, den empfohlenen Temperaturbereich für deinen spezifischen Filamenttyp nicht zu überschreiten, da dies zu einem häufigen Problem beim 3D-Druck führen kann, das als „Elefantenfuß“ bezeichnet wird.
Dieses Problem tritt auf, wenn sich die ersten Schichten deines Drucks aufgrund der übermäßigen Hitze nach außen ausdehnen, was zu einer wulstigen Basis führt, die einem Elefantenfuß ähnelt.
Um dies zu verhindern, solltest du mit den empfohlenen Betttemperaturen für deinen Filamenttyp beginnen und diese schrittweise erhöhen, indem du deine Drucke genau beobachtest. Wenn du merkst, dass das Phänomen des „Elefantenfußes“ auftritt, reduziere die Temperatur leicht. Mit dieser Methode kannst du die höchste Temperatur finden, die die beste Druckqualität liefert, ohne zu unerwünschten Verformungen zu führen.
Die richtige Betttemperatur für den Neptune 4 Pro zu finden, ist aufgrund der außergewöhnlichen Hafteigenschaften seiner PEI-Beschichtung ganz einfach. Diese Beschichtung sorgt für eine starke Haftung zwischen dem Druck und dem Druckbett und verringert so die Gefahr von Verformungen während des Druckvorgangs.
Die oben genannten Betttemperaturen für die einzelnen Filamenttypen wurden getestet und haben sich bewährt und sind ein guter Ausgangspunkt für deine Drucke. Mit diesen Werten als Orientierungshilfe ist es nicht mehr so schwierig, eine optimale Haftung zu erreichen.
Druckgeschwindigkeit
Die beste Druckgeschwindigkeit für den Neptune 4 Pro in Cura:
- PLA: 250 mm/s
- ABS: 250 mm/s
- TPU: 40-80 mm/s
- PETG: 200 mm/s
Zu hohe Druckgeschwindigkeiten können zu häufigen Problemen beim 3D-Druck führen, die als Ringing und Ghosting bekannt sind. Wenn sich der Druckkopf zu schnell bewegt, können Vibrationen Wellenlinien auf deinem Druck verursachen, die als Ringing bekannt sind.
Geisterbilder, ein weiteres geschwindigkeitsbedingtes Problem, erscheinen als Echos oder Schatten von scharfen Ecken auf dem gedruckten Objekt. Sowohl Ringing als auch Ghosting können die ästhetische Qualität und Präzision deiner 3D-Drucke beeinträchtigen.
Der Neptune 4 Pro bietet dank der integrierten Klipper-Firmware beeindruckende Druckgeschwindigkeiten. Klipper optimiert die Bewegung des Druckkopfs und ermöglicht so höhere Geschwindigkeiten ohne Qualitätseinbußen.
Die oben genannten Druckgeschwindigkeiten haben meiner Erfahrung nach jedoch am besten funktioniert. Ein ausgewogenes Verhältnis zwischen Geschwindigkeit und Qualität sorgt dafür, dass du mit dem Neptune 4 Pro stets erstklassige 3D-Drucke erzielst.
Schichthöhe
Die besten Schichthöhen für den Neptune 4 Pro in Cura:
- Dekorative Objekte: 0,1 mm
- Standard: 0,2 mm
- Grobe, schnelle Drucke: 0,3 mm und höher
Die Schichthöhe spielt eine entscheidende Rolle für die Qualität deiner 3D-Drucke. Mit der 0,4 mm Nozzle des Neptune 4 Pro kannst du diesen Parameter einstellen, um Drucke zu erzielen, die deinen speziellen Anforderungen entsprechen.
Eine Schichthöhe von 0,1 mm ist ideal für dekorative Objekte geeignet. Dieser niedrigere Wert ergibt Drucke mit höherer Auflösung und glatteren Oberflächen, was für die Ästhetik von Dekorationsobjekten wichtig ist.
Für Standarddruckaufgaben ist in der Regel eine Schichthöhe von 0,2 mm geeignet. Bei dieser Höhe erreicht der Drucker ein ausgewogenes Verhältnis zwischen Detailtreue und Druckgeschwindigkeit und ist damit für allgemeine Druckaufgaben geeignet.
Wenn Geschwindigkeit wichtiger ist als feine Details, wird eine Schichthöhe von 0,3 mm oder mehr empfohlen. Diesen groben, schnellen Drucken fehlt zwar die Glätte niedrigerer Schichthöhen, aber sie machen das durch deutlich kürzere Druckzeiten wieder wett.
Flussrate
Die optimale Flussrate in Cura für den Neptune 4 Pro ist:
- Standardwert: 100%
- Für Über-Extrusion: 90% bis 99%
- Für Unter-Extrusion: 101% bis 110%
Die Flussrate ist ein entscheidender Faktor beim 3D-Druck, der sich sowohl auf die Qualität als auch auf die Zuverlässigkeit deiner Drucke auswirkt. Dieser Wert, der in Cura für den Neptune 4 Pro eingestellt wird, steuert die Menge des Filaments, die während des Drucks extrudiert wird.
Der Standardwert ist auf 100 % eingestellt, aber je nach Druckbedingungen kann eine Anpassung erforderlich sein.
Wenn zum Beispiel zu viel Filament durch die Nozzle gepresst wird, was zu Klecksen und Fäden auf dem gedruckten Objekt führt, kann es von Vorteil sein, die Flussrate zu reduzieren. Werte zwischen 90 % und 99 % können helfen, dieses Problem zu lindern, was zu glatteren, saubereren Drucken führt.
Umgekehrt kann eine Unter-Extrusion genauso problematisch sein. Das passiert, wenn nicht genug Filament extrudiert wird und Lücken im Druck entstehen. In diesem Fall kann eine Erhöhung der Flussrate auf 101 % bis 110 % zu einem gleichmäßigeren, soliden Druck beitragen.
Wie immer dienen diese Werte als Ausgangspunkt und müssen je nach Drucksituation eventuell noch angepasst werden.
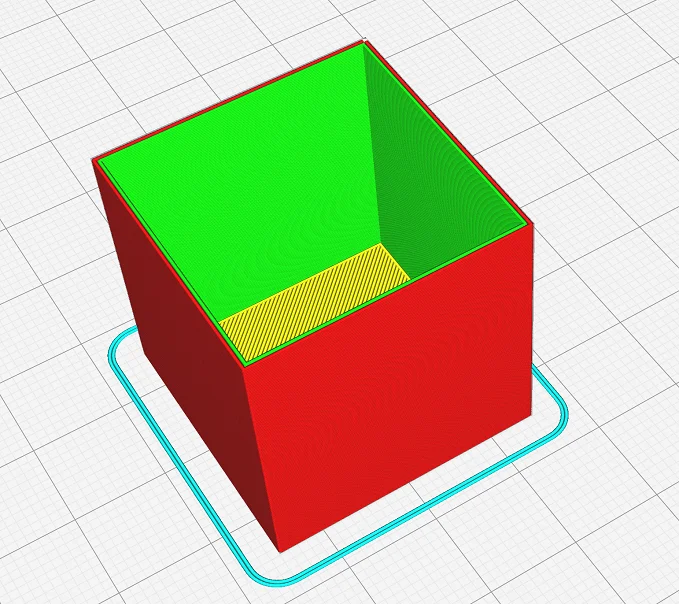
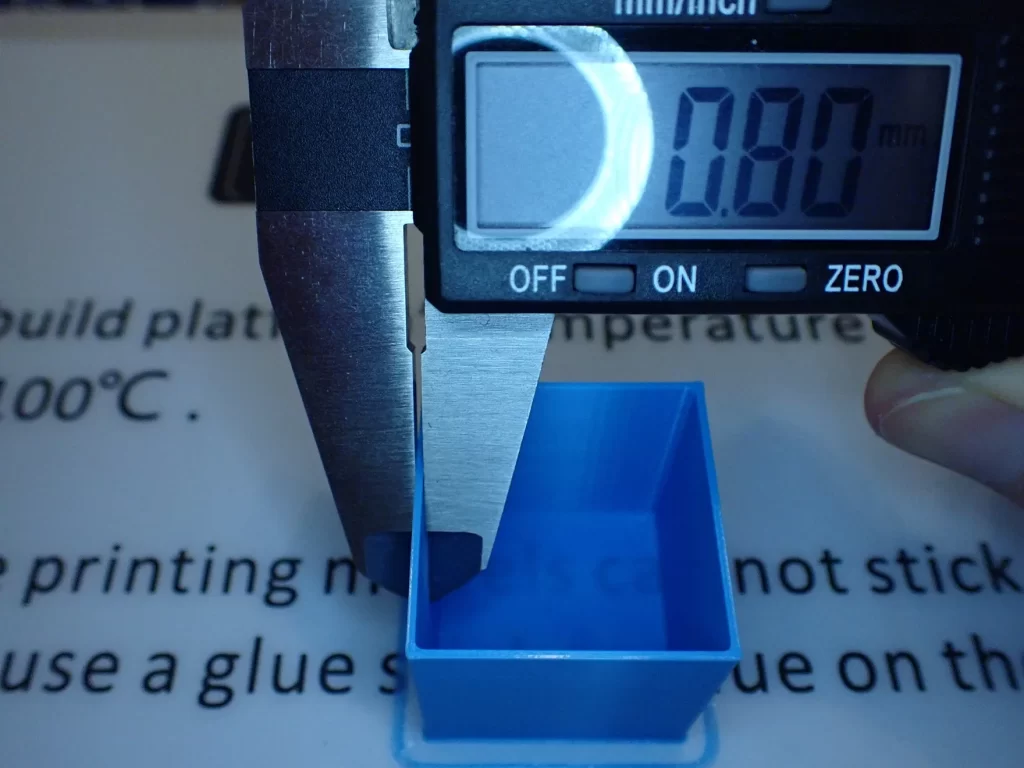
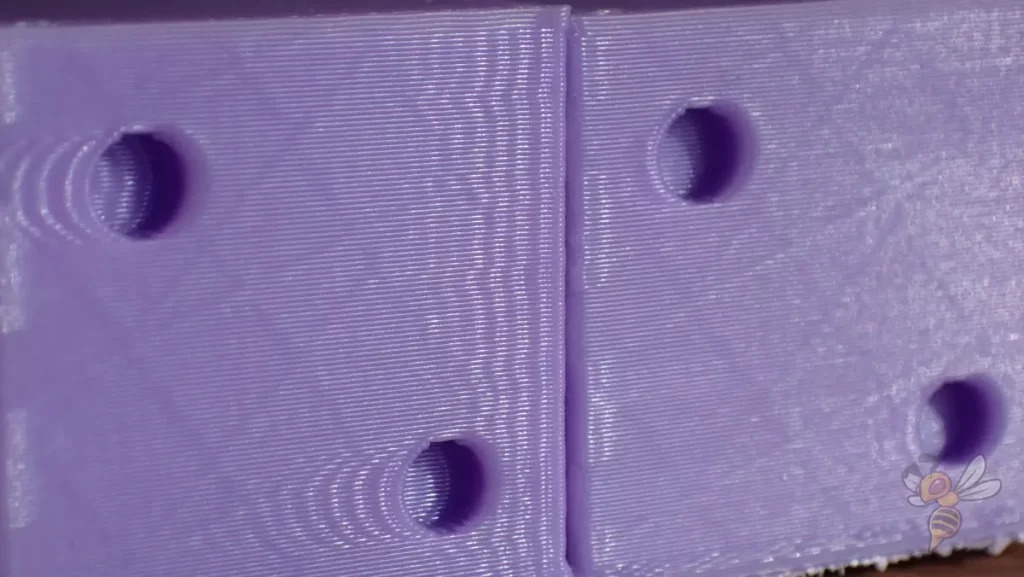
Die Kalibrierung der Flussrate ist ein wichtiger Schritt, um beim 3D-Druck Präzision zu erreichen. Der Prozess beginnt mit dem Druck eines Testobjekts, in der Regel ein hohler Würfel mit zwei Wänden. Dieser Würfel dient als greifbarer Maßstab, um festzustellen, ob die Flussrate für einen optimalen Druck richtig eingestellt ist.
Sobald der Würfel gedruckt ist, wird im nächsten Schritt die Dicke der Wände gemessen. Es ist wichtig, dass du diese Messung so genau wie möglich durchführst, z. B. mit einem digitalen Messschieber. Nachdem du das Maß ermittelt hast, teilst du es durch 2. Dieser Wert ist die tatsächliche Wandstärke.
Im letzten Schritt vergleichst du die tatsächliche Wanddicke mit der Wanddicke im Slicer. Wenn die beiden Werte übereinstimmen oder sehr nahe beieinander liegen, ist deine Flussrate richtig kalibriert. Wenn es jedoch eine erhebliche Abweichung gibt, muss die Flussrate möglicherweise angepasst werden.
Denke daran, dass das Ziel ist, diese beiden Dicken so nah wie möglich aneinander zu bringen, um die beste Druckqualität zu erzielen.
Retraction
Die besten Retraction–Einstellungen für den Neptune 4 Pro in Cura:
- PLA: 0,5 mm bei 45 mm/s
- ABS: 0,5 mm bei 45 mm/s
- TPU: 0,5-1,0 mm bei 35-45 mm/s
- PETG: 0,5 mm bei 40 mm/s
Wenn die Retraction-Einstellungen nicht richtig optimiert sind, kann es zu einem Problem kommen, das als „Stringing“ bezeichnet wird. Dabei bleiben dünne Filamentstränge zurück, die eine bahnartige Struktur zwischen Teilen des Drucks bilden, die eigentlich getrennt sein sollten.
Diese Fäden können die visuelle Qualität deines Drucks erheblich beeinträchtigen und eine umfangreiche Nachbearbeitung erforderlich machen oder sogar dazu führen, dass der Druck scheitert. Die vorgeschlagenen Retraction-Einstellungen für den Neptune 4 Pro in Cura für PLA sind ein guter Anfang, um die Fadenbildung zu minimieren.
Bedenke jedoch, dass dies nur ein Ausgangspunkt ist. Verschiedene Filamentmarken, -farben und -typen können alle unterschiedlich reagieren, was bedeutet, dass die optimalen Einstellungen variieren können.
Diese Einstellungen haben bei mir perfekt funktioniert, aber das bedeutet nicht, dass sie auch für deine Filament/Drucker-Kombination perfekt sind.
Deshalb ist es wichtig, dass du Kalibrierungstests für dein spezielles Filament und deine Druckbedingungen durchführst. Wenn du sicherstellst, dass deine Retraction-Einstellungen richtig gewählt sind, kannst du die bestmögliche Druckqualität erzielen.
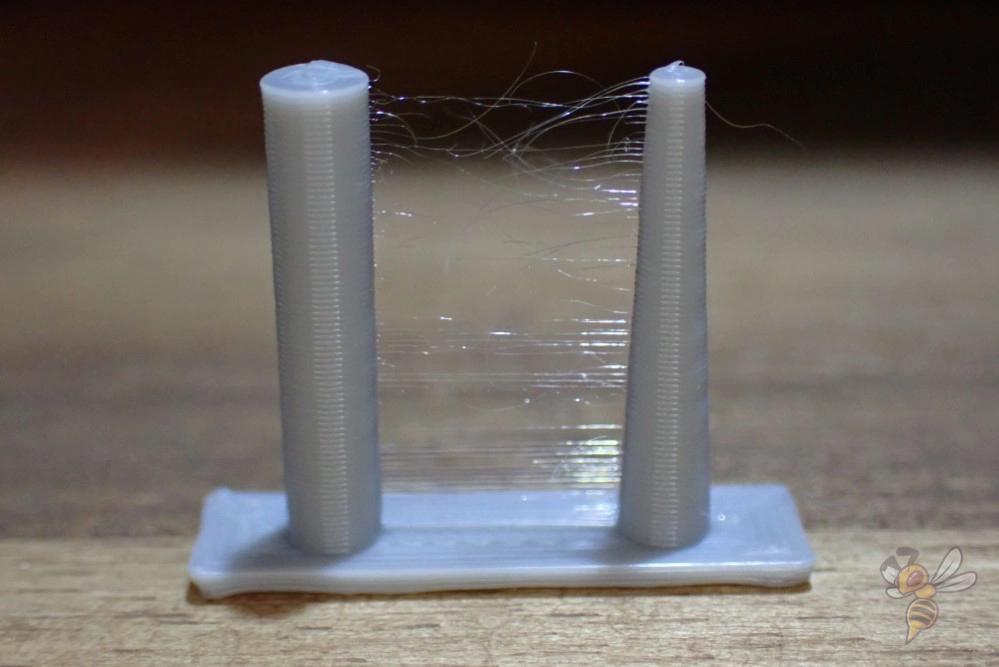
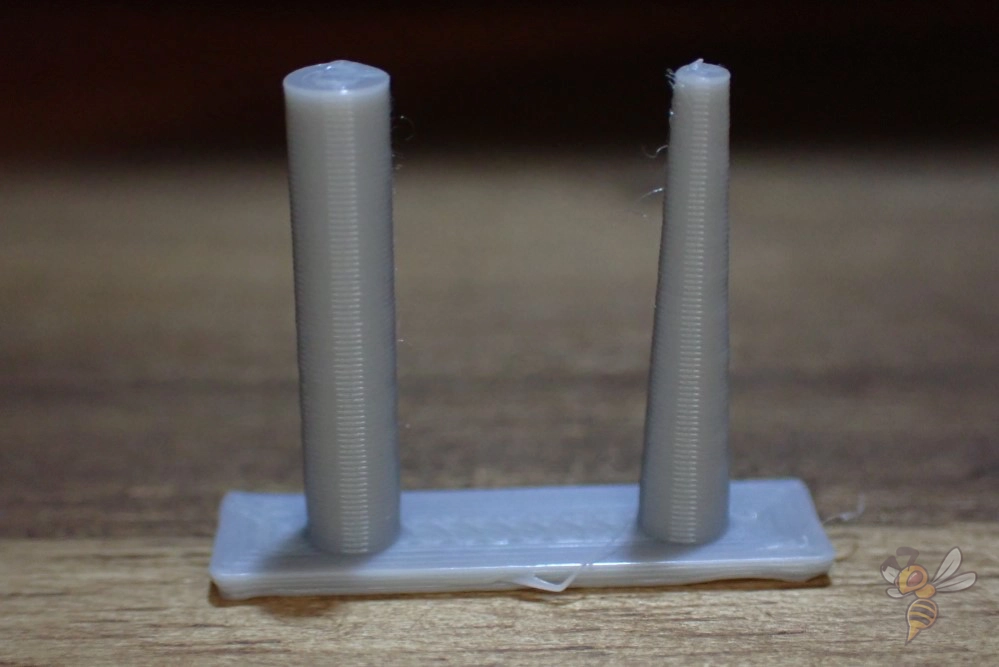
Die Kalibrierung der Retraction-Einstellungen für deinen 3D-Drucker erfordert eine Reihe von Versuchen und Anpassungen. Du kannst diesen Prozess beginnen, indem du ein einfaches Objekt mit zwei Säulen druckst und eine Retraction-Einstellung nach der anderen anpasst.
Konzentriere dich zunächst auf die Einstellung der Retraction-Distanz. Drucke das Testobjekt mit der anfänglichen Retraction-Distanz und erhöhe oder verringere den Wert dann schrittweise entsprechend den Ergebnissen. Auch wenn du versucht sein magst, große Anpassungen vorzunehmen, ist es wichtig, die Änderungen in kleinen Schritten vorzunehmen, um die perfekte Balance zu finden.
Als Nächstes solltest du dir die Retraction-Geschwindigkeit ansehen. Auch hier druckst du das Testobjekt und passt die Retraction-Geschwindigkeit an. Ähnlich wie bei der Retraction-Distanz solltest du die Geschwindigkeit schrittweise anpassen, um die beste Einstellung zu finden.
Denke daran, dass die Perfektionierung der Retraction-Einstellungen ein iterativer Prozess ist und es mehrere Versuche benötigt, um optimale Ergebnisse zu erzielen. Aber der Aufwand für die Kalibrierung wird sich in Form von hochwertigen, Stringing-freien Drucken auszahlen.
Infill
Die beste Infill-Dichte für den Neptune 4 Pro in Cura:
- Dekorative Objekte: 0-15%
- Standard-Objekte: 15-50%
- Stabile Objekte: 50-100%
Die oben genannten Prozentsätze für die Fülldichte sind ein allgemeiner Richtwert für das Drucken von Objekten mit dem Neptune 4 Pro in Cura. Für dekorative Gegenstände ist eine niedrige Füllung von 0-15% ausreichend, da diese Gegenstände keine Last tragen müssen und in erster Linie zu Ausstellungszwecken dienen. Eine niedrige Füllung hilft auch, Filament zu sparen und die Druckzeit zu verkürzen.
Wenn du hingegen Standardobjekte druckst, die eine gewisse Last tragen müssen, wird eine Infill-Dichte von 15-50% empfohlen. Dies schafft ein Gleichgewicht zwischen Festigkeit und der Menge des verwendeten Filaments. Auch hier kann der genaue Prozentsatz innerhalb dieses Bereichs auf die spezifischen Anforderungen des zu druckenden Objekts abgestimmt werden.
Stabile Objekte, die eine große Last tragen sollen oder funktionale Teile sind, sollten idealerweise mit einer hohen Fülldichte von 50-100% gedruckt werden. Eine hohe Füllung sorgt dafür, dass das Objekt stabil und haltbar ist.
Aber bedenke: Je höher die Infill-Dichte, desto mehr Filament wird verbraucht und desto länger dauert der Druck. Berücksichtige diese Faktoren immer, wenn du die optimale Infill-Dichte auswählst.
Erste Schicht
Dies sind die besten Cura-Einstellungen für die erste Schicht mit dem Neptune 4 Pro:
- Schichthöhe: 100-200% der normalen Schichthöhe (höhere Werte erhöhen die Druckbett-Haftung)
- Linienbreite: 100-200% der normalen Linienbreite (höhere Werte erhöhen die Druckbetthaftung)
- Drucktemperatur: Gleiche Temperatur wie der Rest des Objekts oder 5-10 °C höher, um die Haftung des Druckbetts zu erhöhen.
- Druckgeschwindigkeit: 50% der normalen Druckgeschwindigkeit (d.h. 25 mm/s bei einer normalen Druckgeschwindigkeit von 50 mm/s) oder 5-10 mm/s für eine hohe Druckbetthaftung
- Flussrate: 100-110% (höhere Werte bei schlechter Druckbett-Haftung)
- Raft/Brim/Skirt: Nicht notwendig, da der Neptune 4 Pro ein PEI-Druckbett hat und aufgrund des Start-G-Codes bereits eine Linie am Rand des Druckbetts extrudiert.
Die Temperatur des Filaments, wenn es am Druckbett haftet, hat einen großen Einfluss auf die Gesamthaftung des 3D-Drucks. Wärmeres Filament kann sich besser mit dem Druckbett verbinden und sorgt so für eine stabile Basis für das zu druckende Objekt.
Dieser thermische Bindungsprozess ist besonders für die erste Schicht wichtig, da sie die Grundlage für den gesamten Druck bildet. Eine höhere Temperatur während der ersten Schichtbildung kann die Haftung verbessern und bietet einen stabilen Ausgangspunkt für die nachfolgenden Filamentschichten.
Das Hauptziel der oben genannten Einstellungen für die erste Schicht ist es, den Zeitraum zu verlängern, in dem das Filament zähflüssig bleibt, um so die Haftung zwischen dem Filament und dem Druckbett zu verbessern. Durch die Anpassung von Parametern wie Schichthöhe, Linienbreite, Drucktemperatur, Druckgeschwindigkeit und Flussrate wird die Viskosität des Filaments kontrolliert und für eine optimale Dauer aufrechterhalten.
Fazit
Zusammenfassend kann gesagt werden, dass der Neptune 4 Pro ein hervorragender 3D-Drucker ist, der sich durch seine Leistung und Qualität auszeichnet. Sein PEI-Druckbett, seine Hochgeschwindigkeitsfähigkeit und seine solide Konstruktion machen ihn zu einem zuverlässigen Werkzeug für präzise, hochauflösende 3D-Drucke.
Um mit dem Neptune 4 Pro perfekte 3D-Drucke zu erstellen, müssen die Cura-Einstellungen genauestens angepasst werden (wie bei jedem anderen 3D-Drucker auch). Die richtige Balance bei Parametern wie Drucktemperatur, Druckgeschwindigkeit und Retraction ist entscheidend für eine optimale Druckqualität.
Ich hoffe, dass die detaillierten Cura-Einstellungen in diesem Artikel für deine 3D-Druckbemühungen mit dem Neptune 4 Pro hilfreich waren. Solltest du dennoch auf Schwierigkeiten stoßen, denke daran, dass es zusätzliche Ressourcen gibt. Der am Anfang dieses Beitrags erwähnte Kurs bietet eine umfassende Anleitung zur Optimierung deines 3D-Druckprozesses und zur Gewährleistung perfekter Ergebnisse.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
