
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Creality CR-10 SE ist ein herausragender 3D-Drucker, der bei richtiger Handhabung perfekte Ergebnisse liefert. Um sein volles Potenzial auszuschöpfen, sind die richtigen Slicer-Einstellungen entscheidend.
In diesem Artikel teile ich meine erprobten Cura-Einstellungen, die dir als solide Grundlage dienen sollen. Mit diesen Einstellungen kannst du eine hervorragende Druckqualität erzielen.
Für perfekte Ergebnisse ist eine sorgfältige Kalibrierung unerlässlich. Jedes Filament verhält sich anders, und die Einstellungen müssen entsprechend angepasst werden. Für mehr Informationen und detaillierte Anleitungen zur Kalibrierung kannst du meinen ausführlichen Kalibrier-Guide oder meinen 3D-Druck-Kurs heranziehen.
| Filament | PLA | ABS | TPU | PETG |
|---|---|---|---|---|
| Drucktemperatur | 210 °C | 250 °C | 215 °C | 230 °C |
| Druckbett-Temperatur | 60 °C | 100 °C | 60 °C | 80 °C |
| Geschwindigkeit | 150-250 mm/s | 150-250 mm/s | 100 mm/s | 150-200 mm/s |
| Retraction | 0,85 mm mit 40 mm/s | 1,0 mm mit 40 mm/s | 2,0 mm mit 40 mm/s | 1,2 mm mit 40 mm/s |
| Kühlung | 100 % | 50 % | 100 % | 50-75 % |
Table of Contents:
So erstellst du ein Cura Profil für den Creality CR-10 SE
Ein Cura-Profil teilt sich in die Maschinen- und Druckeinstellungen auf. Die Maschineneinstellungen definieren die Hardware-spezifischen Parameter deines Druckers, während die Druckeinstellungen die eigentlichen Druckparameter wie Temperatur und Geschwindigkeit festlegen.
Beginne damit, die Maschineneinstellungen zu definieren, wobei ein leeres Profil als Vorlage für den CR-10 SE dient.
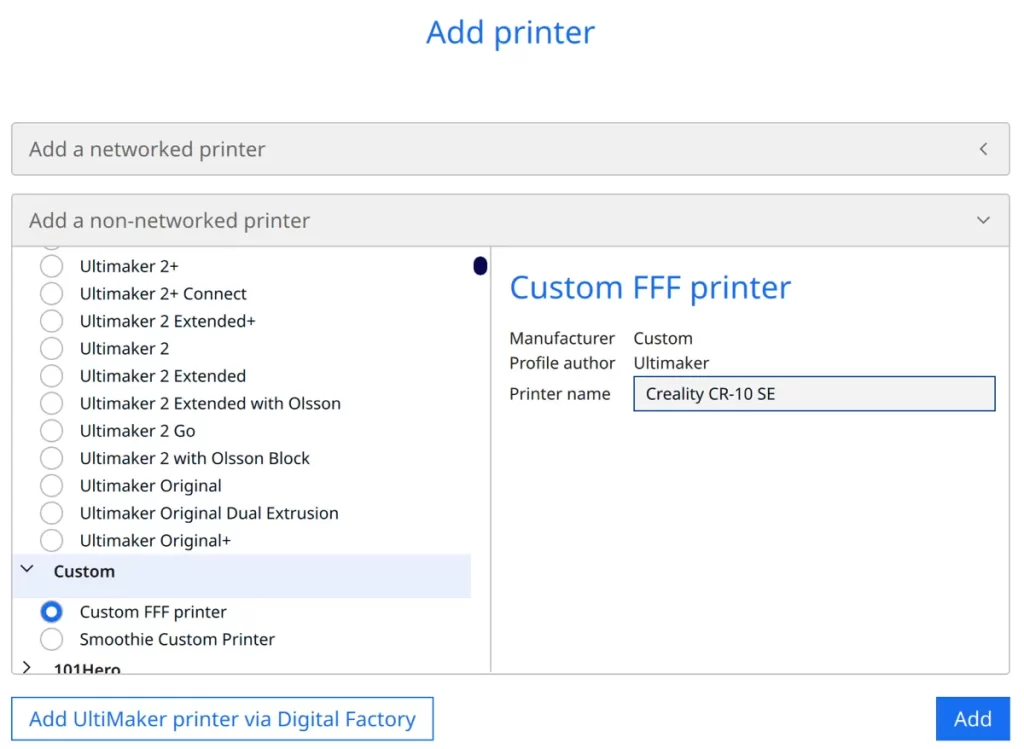
Um deinen 3D-Drucker in Cura hinzuzufügen, klicke auf ‚Einstellungen‘, dann ‚Drucker‘ und ‚Drucker hinzufügen‘. Wähle ‚Nicht-vernetzter Drucker‘ und dann ‚Custom‘, gefolgt von ‚Custom FFF printer‘. Gib den Namen deines Druckers ein und klicke auf ‘Hinzufügen’.
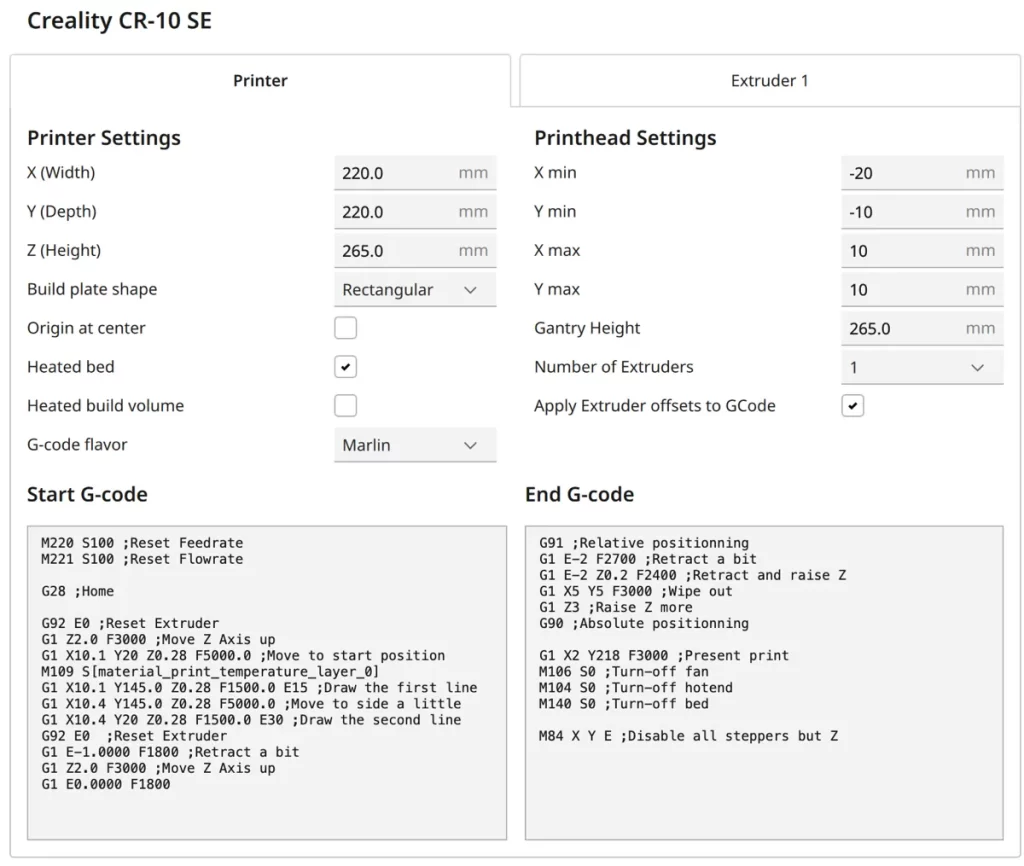
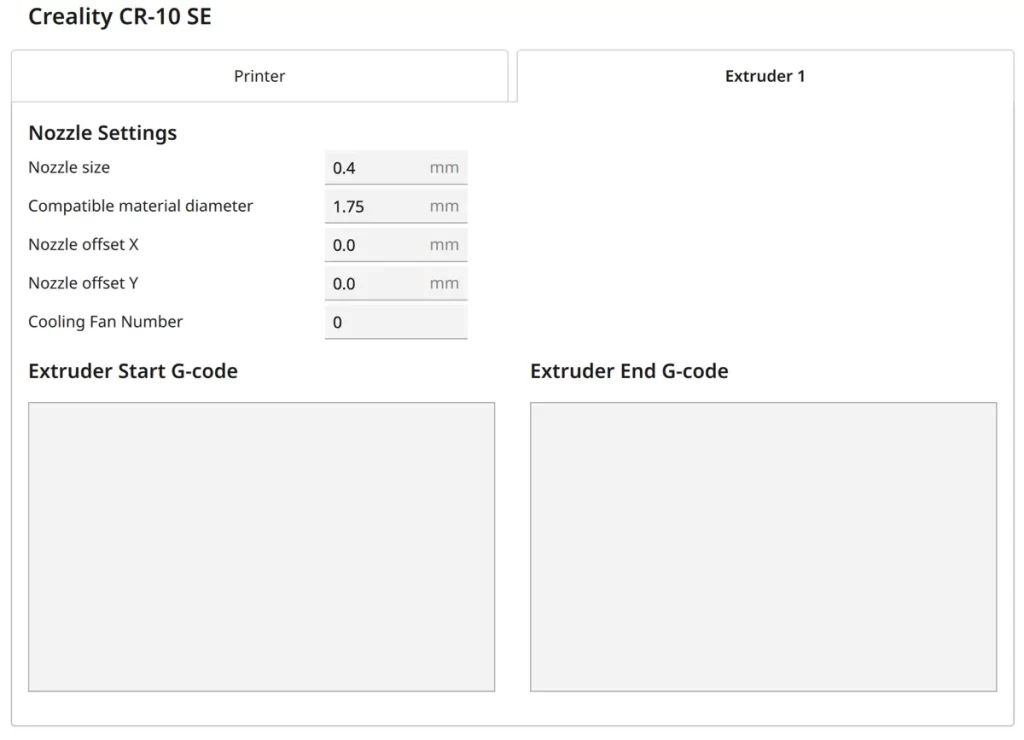
Die Maschineneinstellungen des CR-10 SE sind im obigen Screenshot abgebildet. Direkt im Anschluss findest du die G-Code-Schnipsel, um sie leichter kopieren zu können:
Start G-Code:
- M220 S100 ;Reset Feedrate
- M221 S100 ;Reset Flowrate
- G28 ;Home
- G92 E0 ;Reset Extruder
- G1 Z2.0 F3000 ;Move Z Axis up
- G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position
- M109 S[material_print_temperature_layer_0]
- G1 X10.1 Y145.0 Z0.28 F1500.0 E15 ;Draw the first line
- G1 X10.4 Y145.0 Z0.28 F5000.0 ;Move to side a little
- G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line
- G92 E0 ;Reset Extruder
- G1 E-1.0000 F1800 ;Retract a bit
- G1 Z2.0 F3000 ;Move Z Axis up
- G1 E0.0000 F1800
End G-Code:
- G91 ;Relative positionning
- G1 E-2 F2700 ;Retract a bit
- G1 E-2 Z0.2 F2400 ;Retract and raise Z
- G1 X5 Y5 F3000 ;Wipe out
- G1 Z3 ;Raise Z more
- G90 ;Absolute positionning
- G1 X2 Y218 F3000 ;Present print
- M106 S0 ;Turn-off fan
- M104 S0 ;Turn-off hotend
- M140 S0 ;Turn-off bed
- M84 X Y E ;Disable all steppers but Z
Nachdem das Druckprofil erstellt wurde, müssen als Nächstes die Druckeinstellungen festgelegt werden. Diese umfassen die spezifischen Parameter für die verschiedenen Materialien, um optimale Ergebnisse zu erzielen.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von PLA Filament mit dem Creality CR-10 SE:
- Drucktemperatur: 210 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 150-250 mm/s
- Retraction: 0,85 mm mit 40 mm/s
- Kühlung: 100 %
Der Creality CR-10 SE kann PLA Filament direkt nach dem Aufbau nahezu perfekt verarbeiten, oft ohne viel Kalibrierungsaufwand. Die oben aufgelisteten Einstellungen sind das Ergebnis ausgiebiger Tests und Optimierungen, um die bestmögliche Druckqualität mit PLA zu erreichen.
Sie sind ideal für eine Vielzahl von PLA-basierten Projekten und sollten in den meisten Fällen zu hervorragenden Ergebnissen führen. Weitere Optimierungen können auf Basis dieser Einstellungen vorgenommen werden, um sie an spezielle Druckanforderungen anzupassen.
Im weiteren Verlauf dieses Artikels gehe ich darauf ein, wie man die wichtigsten Einstellungen für PLA kalibrieren kann.
ABS Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von ABS Filament mit dem Creality CR-10 SE:
- Drucktemperatur: 250 °C
- Druckbett-Temperatur: 100 °C
- Druckgeschwindigkeit: 150-250 mm/s
- Retraction: 1,0 mm mit 40 mm/s
- Kühlung: 50 %
ABS ist bekannt für seine Robustheit und Hitzebeständigkeit, was es zu einem beliebten Material für viele 3D-Druckprojekte macht. Es eignet sich besonders gut für Objekte, die einer höheren Belastung oder Temperaturen ausgesetzt sind. Allerdings kann das Drucken mit ABS herausfordernd sein. Es neigt zum Warping (Verziehen), besonders wenn es Temperaturschwankungen ausgesetzt ist.
Da der Creality CR-10 SE kein geschlossenes Gehäuse hat, kann das Drucken größerer ABS-Teile schwierig sein. Offene Gehäuse bieten weniger Schutz vor Temperaturschwankungen, was zu Warping führen kann. Trotzdem ist es möglich, kleinere ABS-Objekte erfolgreich zu drucken, solange die richtigen Einstellungen verwendet werden.
Um Warping zu vermeiden, ist es hilfreich, die Druckgeschwindigkeit für die erste Schicht zu reduzieren, um die Haftung am Druckbett zu verbessern. Auch die Verwendung eines Draft Shields in Cura kann dazu beitragen, das Druckobjekt vor Luftströmen zu schützen und so eine gleichmäßige Temperatur während des Druckvorgangs zu gewährleisten.
TPU Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von TPU Filament mit dem Creality CR-10 SE:
- Drucktemperatur: 215 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 100 mm/s
- Retraction: 2,0 mm mit 40 mm/s
- Kühlung: 100 %
TPU ist bekannt für seine Flexibilität und Elastizität. Der Creality CR-10 SE eignet sich gut für das Drucken solcher flexiblen Materialien, da er über einen Direct Drive Extruder verfügt. Dieser Extrudertyp ermöglicht eine bessere Kontrolle und Präzision beim Fördern von flexiblen Filamenten.
Ein weiteres häufiges Problem bei TPU ist das Stringing. Aufgrund seiner elastischen Eigenschaften neigt TPU dazu, Fäden zu ziehen. Deshalb ist es oft nötig, die Retraction und die Drucktemperatur sorgfältig zu kalibrieren, um saubere und präzise Druckergebnisse zu erzielen.
Bei der Verwendung von TPU auf einem PEI Druckbett kann es vorkommen, dass das Material nicht perfekt haftet. Die Reduzierung der Druckgeschwindigkeit für die erste Schicht ist in solchen Fällen meist die effektivste Maßnahme. Weitere Tipps zur Verbesserung der Haftung der ersten Schicht findest du weiter unten in diesem Artikel.
PETG Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von PETG Filament mit dem Creality CR-10 SE:
- Drucktemperatur: 230 °C
- Druckbett-Temperatur: 80 °C
- Druckgeschwindigkeit: 150-200 mm/s
- Retraction: 1,2 mm mit 40 mm/s
- Kühlung: 50-75 %
PETG neigt ebenfalls stark zu Stringing, aber der Creality CR-10 SE kann relativ einfach so eingestellt werden, um dieses Problem zu minimieren. Die oben genannten Werte für Retraction und Drucktemperatur sollten schon ziemlich gute Ergebnisse liefern, doch für perfekte Ergebnisse ist eine weitere Feinabstimmung notwendig.
Verschiedene PETG-Filamente können sich stark voneinander unterscheiden, was die Kühlung angeht. Daher ist es wichtig, die Kühlungseinstellungen auf das jeweilige Filament abzustimmen, um optimale Druckergebnisse zu erzielen.
Die besten Cura Einstellungen für den Creality CR-10 SE
Nachdem ich dir meine Einstellungen für die einzelnen Filamente gezeigt habe, gehen wir jetzt auf die spezifischen Einstellungen ein und wie man sie kalibriert.
Drucktemperatur
Die besten Drucktemperaturen für den Creality CR-10 SE in Cura:
- PLA: 210 °C
- ABS: 250 °C
- TPU: 215 °C
- PETG: 230 °C
Die Drucktemperatur ist entscheidend für die Qualität deiner Drucke. Eine falsch eingestellte Drucktemperatur kann zu Problemen führen, wie schlechter Schichthaftung, diversen Druckfehlern und ungenauen Details.
Die hier angegebenen Werte sind ein guter Ausgangspunkt, aber es ist wichtig, sie auf das jeweils verwendete Filament zu optimieren, um perfekte Ergebnisse zu erzielen.
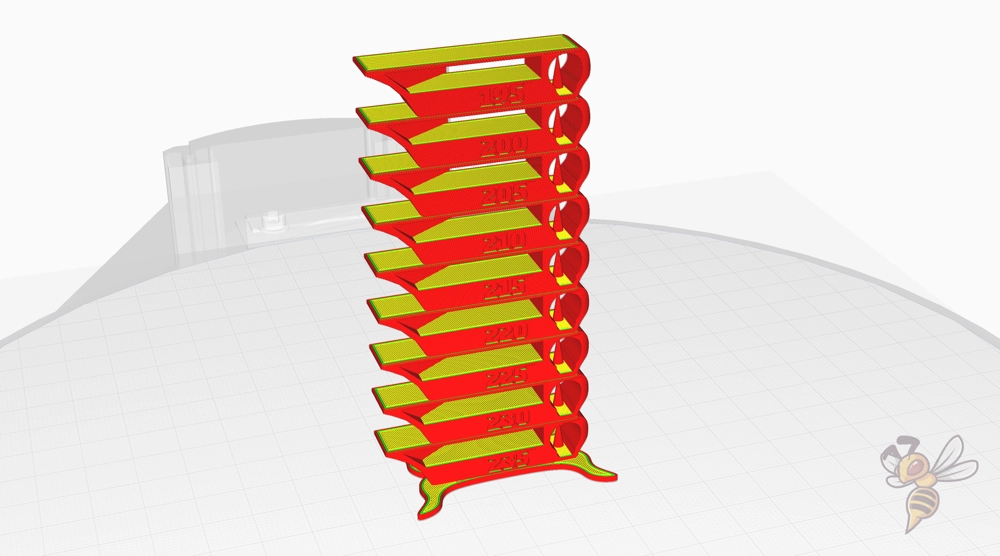
Die Kalibrierung der Drucktemperatur ist ein wesentlicher Schritt, um die bestmögliche Druckqualität zu erreichen. Eine effektive Methode dafür ist die Verwendung eines Temperatur-Turms.
Hierbei wird ein Testobjekt gedruckt, das bei verschiedenen Temperaturen gefertigt wird. So kannst du visuell beurteilen, bei welcher Temperatur dein Filament die besten Ergebnisse liefert.
Druckbett-Temperatur
Die besten Druckbett-Temperaturen für den Creality CR-10 SE in Cura:
- PLA: 60 °C
- ABS: 100 °C
- TPU: 60 °C
- PETG: 80 °C
Die richtige Druckbett-Temperatur ist entscheidend für eine gute Haftung der ersten Schicht und damit für den Erfolg des gesamten Druckprozesses. Eine gut eingestellte Druckbett-Temperatur verhindert, dass sich die Ecken des Drucks hochbiegen (Warping) und trägt zur allgemeinen Druckqualität bei.
Eine zu hohe Druckbett-Temperatur kann zu einem sogenannten Elefantenfuß führen. Dieser Druckfehler tritt auf, wenn die unteren Schichten des Drucks sich ausdehnen und verbreitern, was zu einer ungleichmäßigen Basis und einem unsauberen Aussehen führt.
Glücklicherweise ist es mit dem Creality CR-10 SE nicht besonders schwierig, die richtige Druckbett-Temperatur zu finden. Sein PEI Druckbett bietet eine hervorragende Haftung für die meisten Filamente, sodass die oben genannten Temperaturen in den meisten Fällen bereits eine einwandfreie Haftung ermöglichen sollten. Falls es dennoch zu Haftungsproblemen kommen sollte, kann die Temperatur in kleinen Schritten erhöht werden. Weiter unten in diesem Artikel findest du zusätzliche Tipps und Tricks, um die Haftung auf dem Druckbett noch weiter zu verbessern.
Druckgeschwindigkeit
Die besten Druckgeschwindigkeiten für den Creality CR-10 SE in Cura:
- PLA: 150-250 mm/s
- ABS: 150-250 mm/s
- TPU: 100 mm/s
- PETG: 150-200 mm/s
Die Druckgeschwindigkeit ist ein wichtiger Faktor für die Qualität deiner 3D-Drucke. Eine zu hohe Geschwindigkeit kann zu ungenauen Drucken führen, während eine zu niedrige Geschwindigkeit den Druckprozess unnötig verlängert.
Du solltest beim CR-10 SE unbedingt die Vibrations-Kompensierung bzw. das Input Shaping über das Menü regelmäßig durchführen. Durch diese Einstellung kannst du viel höhere Geschwindigkeiten erreichen, ohne dabei Druckfehler wie Ringing oder Ghosting zu erzeugen.
Um die Druckgeschwindigkeit zu hoch wie möglich einzustellen, ohne dass diese Druckfehler auftauchen, kannst du bestimmte Kalibrier-Objekte verwenden. Ich verwende gerne diesen Würfel.
Für die Beschleunigungen habe ich die Werte aus Creality Print übernommen:
- Beschleunigungen für Infill, Travel und innere Wände: 5000 mm/s²
- Beschleunigungen für die erste Schicht, äußere und obere Schichten bzw. Wände: 2000 mm/s²
Schichthöhe
Das sind die besten Schichthöhen für den Creality CR-10 SE in Cura:
- Dekorative Objekte: 0,1 mm
- Standard: 0,2 mm
- Grobe, schnelle Drucke: 0,3 mm
Die Schichthöhe spielt eine wichtige Rolle bei der Balance zwischen Druckqualität und Druckgeschwindigkeit. Eine niedrigere Schichthöhe, wie 0,1 mm, ist ideal für dekorative Objekte mit hohen Detailanforderungen. Die Standard-Schichthöhe von 0,2 mm bietet eine gute Mischung aus Detailgenauigkeit und Druckgeschwindigkeit für die meisten Projekte. Wenn es mehr um Geschwindigkeit als um Detailgenauigkeit geht, wie bei Prototypen oder funktionalen Teilen, ist eine Schichthöhe von 0,3 mm eine gute Wahl.
Flussrate
Das sind die besten Flussraten für den Creality CR-10 SE in Cura:
- Standard: 100%
- Für Über-Extrusion: 90% bis 99%
- Für Unter-Extrusion: 101% bis 110%
Die Flussrate ist entscheidend, um die genaue Menge an Filament zu steuern, die durch den Extruder gedrückt wird. Die Standardrate von 100% ist in den meisten Fällen geeignet. Sollten jedoch Probleme mit Über- oder Unter-Extrusion auftreten, können diese Werte entsprechend angepasst werden. Es ist wichtig, die Flussrate erst anzupassen, nachdem du Temperatur und Retraction korrekt kalibriert hast, um die besten Ergebnisse zu erzielen.
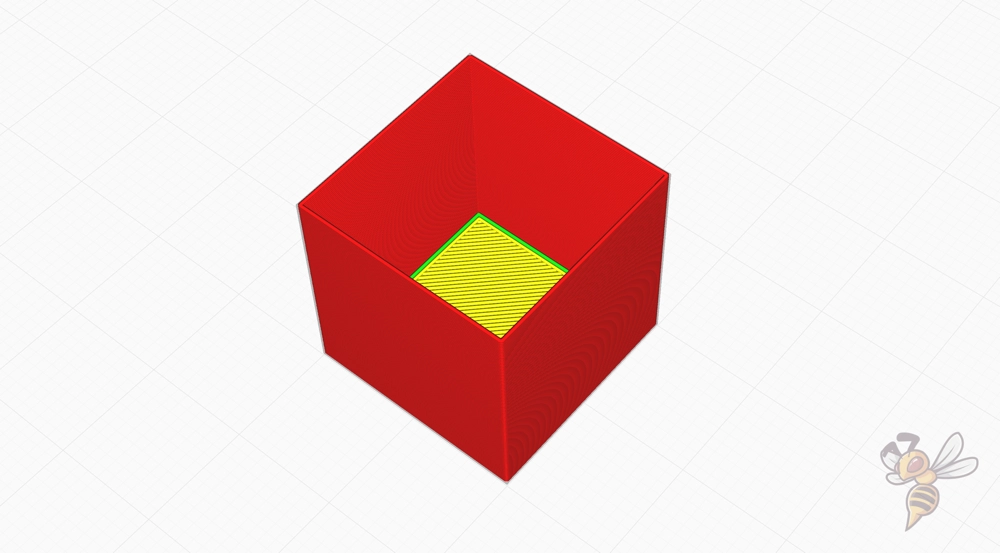
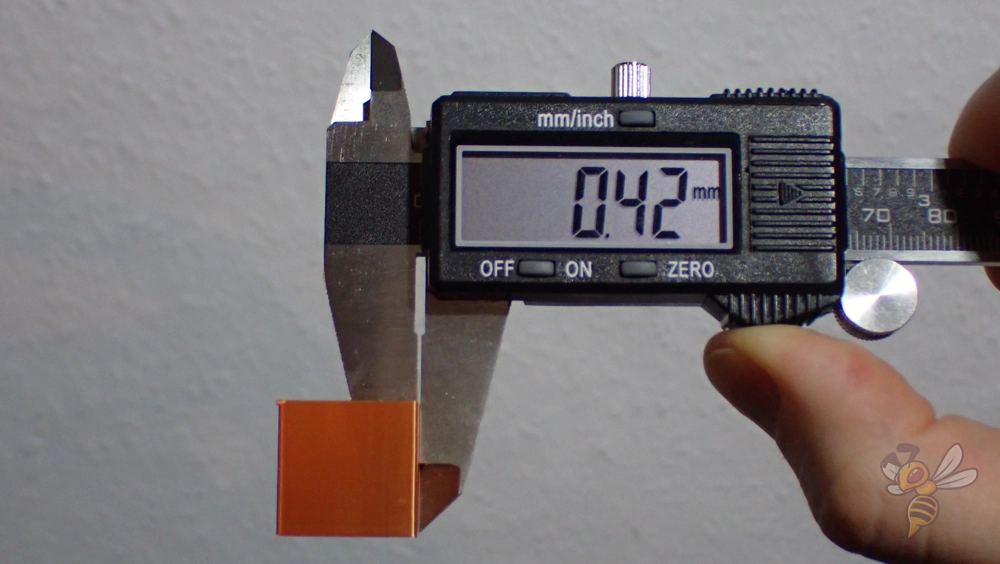

Die Kalibrierung der Flussrate kann effektiv mit einem Würfel ohne Infill oder obere Schichten erfolgen. Nach dem Drucken misst du die Wandstärke mit einem Messschieber. Abhängig von den Messergebnissen passt du die Flussrate in Cura an, um sicherzustellen, dass die tatsächliche Wandstärke mit der in Cura festgelegten Wandstärke übereinstimmt. Diese Methode hilft, präzise und konsistente Drucke zu erreichen.
Retraction
Die besten Retraction Einstellungen für den Creality CR-10 SE in Cura:
- PLA: 0,85 mm mit 40 mm/s
- ABS: 1,0 mm mit 40 mm/s
- TPU: 2,0 mm mit 40 mm/s
- PETG: 1,2 mm mit 40 mm/s
Eine korrekt eingestellte Retraction ist essentiell, um Druckfehler wie Stringing zu vermeiden, besonders beim Creality CR-10 SE. Retraction bezieht sich auf das Zurückziehen des Filaments während des Druckvorgangs, um zu verhindern, dass das Filament tropft oder Fäden zieht, wenn der Extruder über nicht bedruckte Bereiche des Druckbetts bewegt wird.
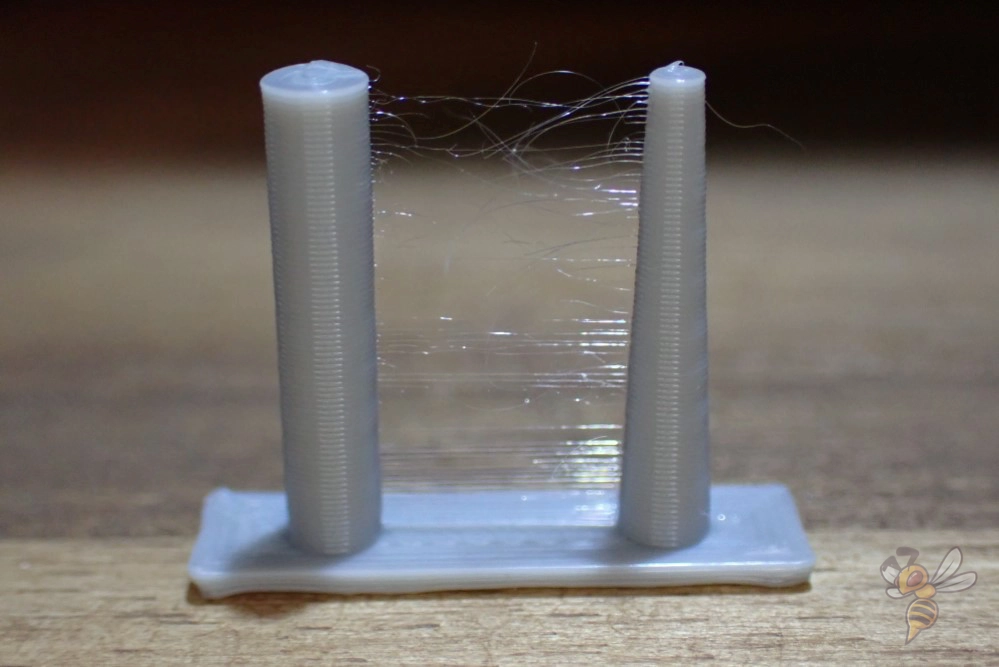
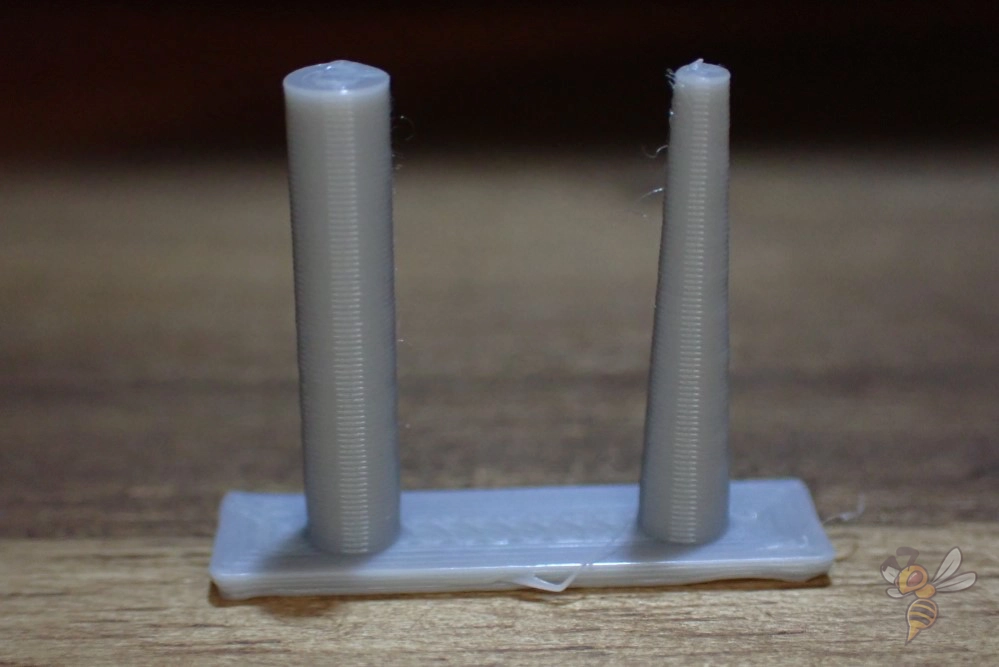
Die Retraction bei einem FDM 3D-Drucker zu kalibrieren, ist ein wichtiger Schritt, um saubere und präzise Drucke zu erzielen. Dies kann durch Drucken von speziellen Testmodellen erfolgen, die dafür ausgelegt sind, Probleme mit der Retraction sichtbar zu machen.
Diese Modelle bestehen oft aus mehreren Türmen oder dünnen Strukturen, die nahe beieinander liegen. Ich habe im obigen Beispiel das sehr einfache Objekt aus dem Calibration Shapes Plugin von Cura verwendet.
Nach dem Druck dieser Modelle kannst du die Retraction-Einstellungen in Cura anpassen, basierend darauf, wie viel Stringing zwischen den Türmen oder Strukturen auftritt. Ziel ist es, die Retraction so einzustellen, dass das Filament weder tropft noch Fäden zieht, um eine hohe Druckqualität zu gewährleisten.
Infill
Die beste Infill-Dichte für den Creality CR-10 SE in Cura:
- Dekorative Objekte: 0-15%
- Standard Objekte: 15-50%
- Stabile Objekte: 50-100%
Diese Werte für die Infill-Dichte sind allgemeine Richtlinien und tendenziell Drucker-unabhängig. Sie bieten eine gute Basis, um die Stabilität und das Gewicht des gedruckten Objekts an dessen Zweck anzupassen.
Leichte und dekorative Objekte benötigen weniger Infill, während funktionalere und stabilere Objekte von einem höheren Infill-Prozentsatz profitieren.
Erste Schicht
Dies sind die besten Cura Einstellungen für die erste Schicht mit dem Creality CR-10 SE:
- Schichthöhe: 100%
- Linienbreite: 100%
- Drucktemperatur: Wie der Rest
- Druckgeschwindigkeit: 10 mm/s
- Raft/Brim/Skirt: Skirt
Mit diesen Einstellungen sollte die erste Schicht mit den meisten Filamenten einwandfrei auf dem Druckbett haften. Falls Probleme mit der Haftung auftreten, können die Schichthöhe, die Linienbreite und die Druckbett-Temperatur erhöht werden.
In extremen Fällen kann auch der Einsatz eines Rafts oder Brims sinnvoll sein. Bei der ersten Schicht geht es darum, das Filament so lange wie möglich heiß und flüssig zu halten. Eine niedrige Druckgeschwindigkeit ist dabei entscheidend, da sie das Filament länger flüssig und damit haftfähiger auf dem Druckbett hält.
Zusammenfassung
Mit den richtigen Cura-Einstellungen kann der Creality CR-10 SE perfekte Ergebnisse erzielen. Ich hoffe, diese Einstellungen in diesem Artikel haben dir geholfen und bieten zumindest einen guten Startpunkt für deine Druckprojekte.
Falls du weitere Fragen zur Kalibrierung hast, verweise ich gerne auf den zu Anfang des Artikels erwähnten Kalibrier-Guide und meinen 3D-Druck-Kurs. Diese Ressourcen können dir helfen, deine Fähigkeiten im 3D-Druck weiter zu verfeinern und das Beste aus deinem Creality CR-10 SE herauszuholen.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
