
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Es steht außer Zweifel, dass der Ender 3 von Creality ein beliebter Drucker ist. Er lässt sich nicht nur einfach handhaben, sondern ist auch erschwinglich. Außerdem stehen Anwendern bei diesem Gerät viele Bearbeitungsoptionen zur Verfügung. Er kann zudem getrost teureren Modellen das Wasser reichen.
Allerdings müssen sich Nutzer, die von allen Vorteilen des 3D-Druckers profitieren wollen, mit den verfügbaren Einstellungen und Profilen für den Ender 3 auseinandersetzen. In diesem Beitrag erfährst du, wie du das Beste aus deinem Gerät herausholst.
Um die beste Cura-Einstellung für deinen Ender 3 zu finden, startest du beim Standardprofil und testest jede Einstellung solange, bis sie perfekt ist.
Das perfekte Ender 3 Profil ist durch folgende Eigenschaften gekennzeichnet:
- Druckgeschwindigkeit: 50 mm/s
- Schichthöhe: 0,12 mm
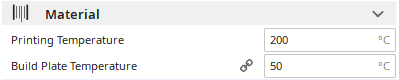
- Drucktemperatur: 200 °C
- Druckbetttemperatur: 50 °C
- Rückzug: 6 mm bei 25 mm/s
- Infill: 20 %
- Anfängliche Lüftergeschwindigkeit: 0 %
- Geschwindigkeit der ersten Schicht: 20 mm/s
Manche dieser Einstellungen sind jedoch abhängig vom verwendeten Filament. Die oben genannten Temperaturen gelten für PLA. Für andere gängige Filamente wie ABS oder PETG* erläutern wir unten die besten Parameter.

Für andere Filamente kannst du die besten Temperaturen unserem Filament-Guide für den Ender 3 entnehmen:
Ender 3 Filament Guide: Einstellungen für PLA, ABS & Co.
Table of Contents:
- 1 Welche Cura-Einstellung ist die Beste für den Ender 3?
- 1.1 Das Standard-Profil als Grundlage
- 1.2 Auf die Temperatur kommt es an
- 1.3 Darum ist die Druckbetttemperatur wichtig
- 1.4 So ist die Geschwindigkeit zu wählen
- 1.5 Die Schichthöhe und ihr Einfluss auf die Druckauflösung
- 1.6 Der beste Rückzug und dessen Nutzen
- 1.7 Infill für mehr Stabilität
- 1.8 Die Wichtigkeit der ersten Schicht
- 2 Weiterführende Infos
- 3 Verwandte Fragen
- 4 Fazit – die besten Einstellungen richten sich nach dem Modell
Welche Cura-Einstellung ist die Beste für den Ender 3?
Die Wahl der Cura-Einstellung hängt vom gewünschten Ergebnis und vom verwendeten Material ab. Ziehe am besten das Standardprofil des 3D-Druckers Ender 3 als Ausgangspunkt für das Anpassen deiner Optionen heran. Damit kannst du ein individuelles Profil kreieren, das deine Anforderungen voll und ganz erfüllt.
Willst du wissen, wie du bei diesem Prozess im Detail vorgehst, bist du mit folgenden Beitrag bestens beraten. Hier erhältst du eine detaillierte Anleitung von den besten Cura-Einstellungen für den 3D-Drucker Ender 3. Damit ist dafür gesorgt, dass du dich selbst als Einsteiger in nur kurzer Zeit zurechtfindest.
Das Standard-Profil als Grundlage
Zuallererst ist anzumerken, dass Benutzer mit dem Standard-Profil des Modells erst einmal gut beraten sind. Für alle weiteren Modifikationen, kannst du dieses getrost als Grundlage heranziehen. Du kannst dieses folgendermaßen aktivieren:
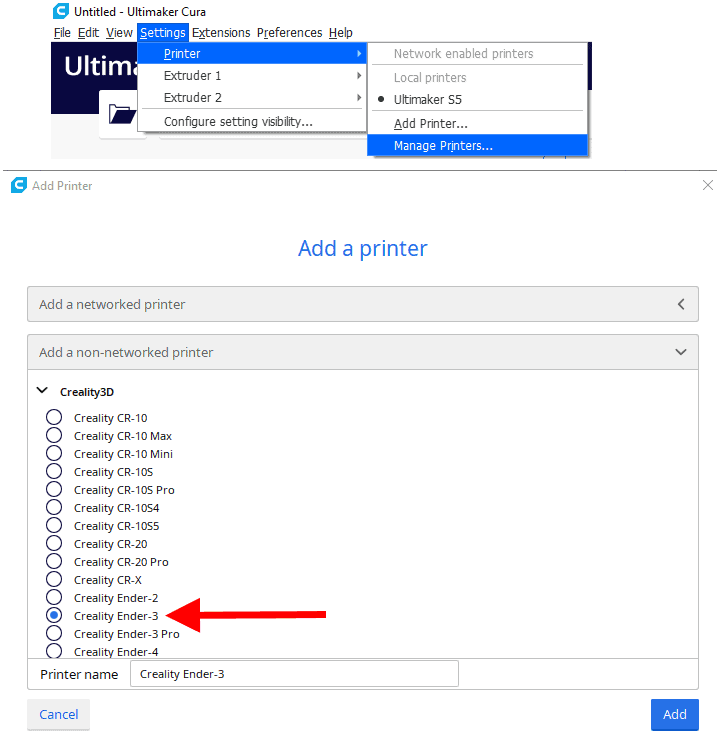
- Zuerst klickst du auf „Einstellungen“ und anschließend auf „Drucker“ und „Drucker verwalten“.
- Bei der Einstellungsbox klickst du auf „Hinzufügen“, wobei du danach „Einen nicht vernetzten Drucker hinzufügen“ auswählst.
- Nun scrollst du zu „Creality 3D“, erweiterst den Sektor und wählst den „Ender 3“ aus.
Jetzt sollten die Standard-Einstellungen aktiviert sein, sodass du dazu imstande bist, dein eigenes Profil zu kreieren. Hierbei musst du jedoch darauf achten, dass eine entsprechende Anpassung an die Auflösung und Filamente gegeben ist.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
Im folgenden gehen wir auf die einzelnen Einstellungen ein und wie du sie optimieren kannst.

Um perfekte Ergebnisse zu erhalten solltest du Testobjekte drucken. Dazu gibt es allgemeine Modelle, wie Kalibrierwürfel oder Objekte um spezielle Einstellungen zu testen wie einen Temperaturturm, Stringing-Säulen, usw.
Auf die Temperatur kommt es an
Zweifelsohne ist die Temperatur beim 3D-Druck ein wichtiger Faktor. Ist hier keine entsprechende Anpassung gegeben, kommt es zu Kräuselungen, einer Über- oder Unterextrusion oder Pickeln und Klecksen.

Verwandter Artikel:
3D-Drucker-Guide 👉 Kleckse, Pickel, Blobs & Zits Vermeiden
Für eine reibungslose Extrusion der Filamente, sind mindestens 180°C erforderlich. Eine Überextrusion ist generell erst ab 220°C wahrscheinlich. Es lohnt sich also nicht, die Temperatur allzu tief anzusetzen.
Auch vom Material hängt die Wahl der Temperatur beim Ender 3 ab. Bei ABS ist eine Temperaturspanne zwischen 220 und 250°C und bei PETG* sind Werte von 220 bis 245°C ideal.
Gleichermaßen ist auf die Marke des Filaments zu achten. Bist du dir in Bezug auf die Temperatur nicht sicher, solltest du einen Probedruck tätigen. Ein kleiner Temperaturturm gibt dir über die Verträglichkeit deiner Einstellungen Aufschluss. Generell erweisen sich 200°C aber als eine solide Durchschnittstemperatur für PLA.
Kalibrierst du dein Gerät, darfst du immer nur eine Einstellung auf einmal vornehmen.
Darum ist die Druckbetttemperatur wichtig
Auch in Bezug auf die Druckbetttemperatur ist auf das Material zu achten. Keine Heizung brauchst du bei PLA. Allerdings kann die Substanz trotzdem von etwas Wärme profitieren – als Richtwert solltest du dir 50°C merken.
Auf das Beheizen des Druckbetts kannst du auch dann verzichten, wenn du bereits einen Zusatzstoff für die Haftung Klebstoff, Malerklebeband oder Haarspray verwendest. Als Richtwert solltest du dir merken, dass die Temperatur des Druckbetts immer höher als die Zimmertemperatur sein sollte.
Anders verhält es sich, wenn du ABS verwendest. Hierbei empfiehlt es sich, die Druckbetttemperatur bei 110°C anzusetzen. Außerdem solltest du die Konstruktion eines Gehäuses in Erwägung ziehen. Damit wirkst du einerseits einer übermäßigen Abkühlung entgegen und verhinderst eine Lagenaufspaltung und Verwölbung.
Für PETG ist eine etwas höhere Temperatur als für PLA zu wählen. Allerdings sollte diese unter der von ABS liegen. Als Durchschnittstemperatur haben sich 70°C bewährt.
So ist die Geschwindigkeit zu wählen
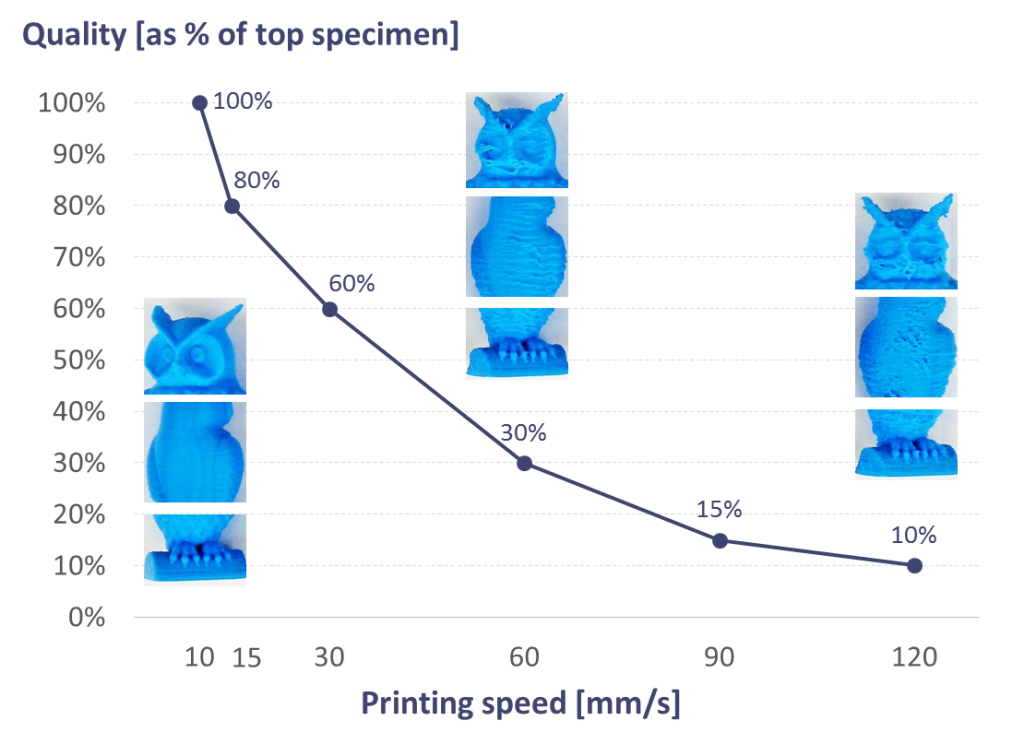
Zweifelsohne ist die Geschwindigkeit für ein ansehnliches Ergebnis ein wichtiger Faktor. Die Herausforderung besteht in diesem Fall darin, die Druckqualität mit der Bearbeitungsdauer je Auftrag in Einklang zu bringen.
Bedenke, dass du mit zunehmender Geschwindigkeit in puncto Qualität mit Einbußen rechnen musst. Bewegt sich das Hot End nämlich langsamer, ist es dazu imstande, detailgenauer zu arbeiten. Allerdings gilt es hierbei, das richtige Maß im Blick zu behalten. Immerhin wollen die wenigsten Anwender mehrere Wochen lang auf einen Druck warten.
Als Durchschnittswert hat sich beim Ender 3 eine Geschwindigkeit zwischen 45 und 65 mm/s bewährt. Erhöhen lässt sich die Druckgeschwindigkeit mit OctoPrint samt einer alternativen Firmware wie Marlin und Klipper. Als Startgeschwindigkeit eignen sich 60 mm/s. Bedarf dein Ausdruck aber einer hohen Genauigkeit, solltest du den Wert heruntersetzen.

Verwandter Artikel:
PLA Druckgeschwindigkeit: Optimale Einstellungen Finden
Ein langsames Tempo ist bei flexiblen Materialien zu wählen. Hierbei solltest du auf Geschwindigkeiten zwischen 20 und 40 mm/s setzen. Dadurch stellst du sicher, dass das Ergebnis deinen Vorstellungen entspricht und keine Fehler aufweist.
Generell empfiehlt es sich, im Vorfeld Probedrucke zu machen. Damit siehst du, ob die Einstellung für das betreffende Material angemessen ist.
PETG zählt zu den zähflüssigen Substanzen. Um also einem unsauberen Ergebnis entgegenzuwirken, solltest du die Geschwindigkeit um 20 mm/s reduzieren. Willst du auf der sicheren Seite sein, empfiehlt sich ein Wert zwischen 30 und 55 mm/s. Doch fange am besten am unteren Ende der Skala an und arbeite dich langsam hoch.

Bei ABS ist die Druckgeschwindigkeit ähnlich wie bei PLA zu wählen. In diesem Fall liegst du also mit einem Wert zwischen 45 und 65 mm/s genau richtig. Handelt es sich jedoch um einen großen Ausdruck mit weniger Details, kannst du das Tempo sogar auf bis zu 120 mm/s erhöhen. Die Maximalgeschwindigkeit beim Ender 3 liegt bei 150 mm/s. Hiermit sollte der Drucker keine Probleme haben.
Die Schichthöhe und ihr Einfluss auf die Druckauflösung
Halbierst du die Schichthöhe wird die Druckauflösung verdoppelt. Konkret heißt das: du erhältst damit in einem Druck doppelt so viele Schichten. Allerdings sind damit auch negative Auswirkungen auf die Druckgeschwindigkeit verbunden. Die Herausforderung besteht hierbei darin, in einem relativ kurzen Zeitraum möglichst hochwertige Drucke zu realisieren.
Beim Ender 3 gibt es Werte, welche die besten Ergebnisse liefern. Behalte hierbei folgende Zahlen im Kopf:
- 0,08 mm
- 0,12 mm
- 0,16 mm
- 0,20 mm
- 0,24 mm
Es handelt sich bei diesen Werten um das Vielfache von 0,04 mm. Dies liegt beim Ender 3 einfach daran, dass das System das Hotend mit dem Z-Achsen-Schrittmotor pro Schritt um jeweils 0,04 mm anhebt. Für feine Details, die einen eher langsamen Druck erfordern, erweist sich die Einstellung 0,12 mm als ideal. Für einen schnelleren Druck mit etwas weniger Detailgenauigkeit, sind 0,20 mm zu wählen.
Der beste Rückzug und dessen Nutzen
Willst du Tropfen/Oozing und dem Fadenzug/Stringing beim Drucken entgegenwirken, solltest du vom Rückzug Gebrauch machen. Hierbei stehen dir zwei Haupteinstellungen zur Auswahl:
- Rückzugsgeschwindigkeit
- Rückzugsweg
Mit diesem Werkzeug kehrst du den Extrudermotor um. Du entlastest damit den Druck auf die Düse während des Transports. Dabei kommt es nicht zur Extrusion von überschüssigem Material, was letzten Endes zu einem schöneren Ergebnis beiträgt.
Es ist beim Ender 3 zu Beginn nicht leicht, die beste Einstellung für den Rückzug zu finden. Immerhin ist der 3D-Drucker für einen starken Fadenzug bekannt. Online Nutzern ist es derzeit zu verdanken, dass dieses Problem der Vergangenheit angehört. Zumindest für PLA war es ihnen möglich, eine optimale Rückzugseinstellung ausfindig zu machen. Bei einer Geschwindigkeit von 25 mm/s, ist ein Weg von 6 mm zu wählen.
Verwandter Artikel:
PLA Stringing Guide: 12 Lösungen zur Vermeidung von Härchen

Verwandter Artikel:
Ender 3 Stringing – Welche (Retraction) Einstellung hilft?
Bei PETG ist ein kürzerer Rückzug von 4 mm zu wählen, während du bei ABS mit 6, mm bei einer schnelleren Rückzugsgeschwindigkeit von 40 mm/s gut beraten bist. Allerdings sind mitunter einige Versuche erforderlich, bis du die beste Einstellung für dich und deinen Druck findest. Auch hier empfiehlt es sich, Testdrucke zu machen.
Infill für mehr Stabilität
Willst du die Stärke und das Gewicht deines Drucks optimieren, solltest du dich mit dem Infill auseinandersetzen. Hierbei ist gleich zu Beginn zu erwähnen, dass es die perfekte Einstellung nicht gibt. Es hängt stets vom Zweck des Drucks und vom Motiv ab, wie stark zu dieses ausfüllst.

Verwandter Artikel:
3D Druck Infill Guide 👉 Grundlagen, Muster und Stabilität
Handelt es sich um eine leichte, dekorative Figur, ist ein Infill zwischen 5 und 10 Prozent ausreichend. Das Ergebnis fällt dann deutlich leichter aus, wobei du damit auch die Druckzeit verkürzt.
Für einen Gegenstand mit funktionalem Charakter erweist sich jedoch ein Infill zwischen 20 und 60 Prozent als bessere Wahl. Hierbei ist es mitunter notwendig zu experimentieren. Drucke, die eine besonders hohe Stabilität erfordern, müssen manchmal sogar bis zu 100 Prozent aufgefüllt werden.
Die Wichtigkeit der ersten Schicht
Die erste Schicht hat beim Druck einen hohen Stellenwert. Damit ein Ergebnis guter Qualität gewährleistet ist, muss sie gut auf dem Druckbett haften. Ist dies nicht gegeben, kann der Druck scheitern.
Daher ist unbedingt eine Anpassung der Einstellungen für die erste Schicht erforderlich. Damit stellst du sicher, dass das Ergebnis während dem Druckvorgang nicht delaminiert. Dies ist nämlich nicht nur frustrierend, sondern geht auch mit einer erheblichen Verschwendung an Zeit und Filament einher.
Folgende Einstellungen solltest du vornehmen, um Pannen zu vermeiden:
- Geht es um die Dicke der ersten Schicht, ist ein Wert zwischen 0,20 und 0,24 mm zu wählen. Denn eine etwas stärkere erste Schicht resultiert in einer verbesserten Haftung.
- Auch die Geschwindigkeit ist bei der ersten Schicht entsprechend anzupassen. Diese muss etwas langsamer als beim übrigen Druck ausfallen. So hat das Material mehr Zeit, sich mit dem Druckbett zu verbinden.
Das Positive daran ist, dass eine Verringerung der Druckgeschwindigkeit der ersten Schicht die Gesamtdruckzeit nicht allzu sehr beeinflusst. Idealerweise wählst du dafür 30 mm/s. Ergeben sich bei diesem Wert immer noch Probleme mit der Druckhaftung, kannst du die Geschwindigkeit weiter reduzieren. - Im Vorfeld solltest du bestimmen, wie viele Schichten du langsamer drucken willst. In der Regel reichen fünf vollkommen aus. Dabei kommt dieselbe Geschwindigkeit wie bei der ersten Schicht zur Anwendung. Ergeben sich bei der Haftung trotzdem Probleme, füge eine weitere Materialschicht hinzu.
- Die Lüftergeschwindigkeit solltest du zu Beginn auf 0 Prozent setzen. Denn kühlen die ersten Schichten zu stark ab, kann dies das Schrumpfen des Drucks im unteren Bereich begünstigen.
Du musst dich dann unter Umständen mit einem verzogenen Ergebnis herumschlagen. Das Abspringen des Modells vom Druckbett ist ebenfalls eine Folge davon. Aus diesem Grund solltest du den Lüfter zu Beginn des Drucks unbedingt deaktivieren.
Weiterführende Infos
Der Ender 3 ist auch für Anfänger eine gute Wahl
Generell handelt es sich beim Ender 3 um ein Gerät, das sich einfach handhaben lässt. Mit ihm kannst du sämtliche Einstellungen unkompliziert vornehmen. Das User-Interface ist übersichtlich gestaltet, sodass du dich in der Regel schnell zurechtfindest. Aus diesem Grund ist der 3D-Drucker auch für Einsteiger eine gute Wahl.
Doch bevor du dich in den Druck stürzt, solltest du dich mit sämtlichen Funktionen und Profilen vertraut machen. Werfe unbedingt einen Blick auf die Grundeinstellungen und aktiviere im Vorfeld das Standard-Profil. Denn mit ihm hast du eine gute Grundlage für alle weiteren Maßnahmen.
Behalte außerdem dein Modell und dessen Einsatzgebiet im Auge. Denn für welche Option du dich entscheidest, hängt stets davon ab, welchen Zweck das Ergebnis erfüllen muss. Hältst du dich an die oben beschriebenen Ratschläge, solltest du aber auf der sicheren Seite sein.
Bei Unklarheiten kannst du dich mit erfahrenen Anwendern in Verbindung setzen. Sie helfen dir beim richtigen Umgang mit dem Ender 3 weiter.
Die Eigenschaften der Materialien im Überblick
Wie im Artikel ersichtlich ist, kommen beim 3D-Druck mit dem Ender 3 vor allem PLA*, PETG* und ABS* zur Anwendung. Für welches Material du dich entscheidest, hängt von deinem Modell und dessen Einsatzgebiet ab.
PLA hat den Vorteil, dass es leicht zu verarbeiten ist. Es verzeiht auch kleinere Fehler. Des Weiteren zeichnet sich das Material durch eine stabilere Oberfläche aus. Allerdings weist PETG eine längere Haltbarkeit auf. Zusätzlich ist es stabiler und kann stärkeren Belastungen standhalten. Es eignet sich damit vor allem für funktionale Modelle, die häufig im Einsatz sind.
PETG ist allerdings teurer und setzt einen detailgenauen Druck voraus. Fehler sollten dir bei diesem Prozess nicht unterlaufen. Soll es hingegen ein etwas weicheres Material sein, bist du mit ABS gut beraten. Es lässt sich plastisch leichter verformen, wodurch du im Nachhinein auch Fehler ausbessern kannst.
Das Bohren und Fräsen sollte also problemlos möglich sein. Außerdem kannst du Modelle aus ABS problemlos im Freien einsetzen – das Material weist nämlich eine vergleichsweise hohe Witterungsbeständigkeit auf. Allerdings darfst du es trotzdem nicht zu lange in die Sonne stellen.
Kompletter Filament Guide:
3D-Drucker Filamente – 40 Filament-Arten Vorgestellt
Verwandte Fragen
Wann sind Probedrucke auszuführen?
Generell empfiehlt es sich nach dem Vornehmen einer neuen Einstellung, einen Probedruck auszuführen. In diesem Fall fertigst du einfach einen kleinen Turm aus mehreren Schichten an. So siehst du, ob dich die neue Option in puncto Geschwindigkeit und Qualität überzeugt.
Auch dann, wenn es um die Haftung auf dem Druckbett geht, erweisen sich Probedrucke als praktisch. Du wirkst damit späteren Pannen und dem Verziehen von Modellen entgegen. Auf lange Sicht sparst du damit Zeit und Geld.
Geht eine hohe Geschwindigkeit immer auf Kosten der Qualität?
Stellst du die Druckgeschwindigkeit sehr hoch – also über 100 mm/s – ein, kann der Drucker die Details deines Modells nicht mehr allzu genau bearbeiten. Handelt es sich aber um einen eher geradlinigen Druck, musst du dir darum keine Sorgen machen.
Dies gilt umso mehr, wenn du in erster Linie auf Stabilität setzt. Doch unabhängig vom Modell empfiehlt es sich, die Geschwindigkeit bei den ersten Schichten zu reduzieren. Dies hat keine allzu großen Auswirkungen auf die Gesamtdauer des Drucks und gewährleistet eine solide Konstruktion.
Sind für den Ender 3 Upgrades erhältlich?
Willst du die Funktionen des 3D-Druckers erweitern, solltest du dich nach Upgrades umsehen. In Bezug auf Mods hast du mittlerweile eine große Auswahl. So hast du die Möglichkeit, deine Modelle noch individueller und detailgenauer zu gestalten.
Fazit – die besten Einstellungen richten sich nach dem Modell
Mit diesen Einstellungen solltest du beim 3D-Druck mit dem Ender 3 keine Probleme haben. Allerdings können zu Beginn einige Experimente vonnöten sein, bis du eine für dich ideale Option findest.
Mache hierbei von Probedrucken Gebrauch. Bedenke außerdem, dass die passende Einstellung von Modell zu Modell variieren kann. Ein Dekorationsgegenstand muss immerhin andere Voraussetzungen als ein funktionelles Erzeugnis erfüllen.
Im Zweifelsfall solltest du dich bei anderen Anwendern über die besten Druckoptionen für ein optimales Ergebnis schlau machen. Sei beim Anfertigen von Drucken niemals ungeduldig. Achte darauf, dass die Geschwindigkeit nicht auf Kosten der Qualität geht.
Wähle im Zweifelsfall eine langsame Druckgeschwindigkeit aus. Auch ist es für Anfänger nicht immer leicht, das richtige Maß zwischen Stabilität und Materialverbrauch zu finden. Hier sind mitunter ebenfalls einige Versuche vonnöten, bis du den für dich richtigen Wert findest.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
