
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
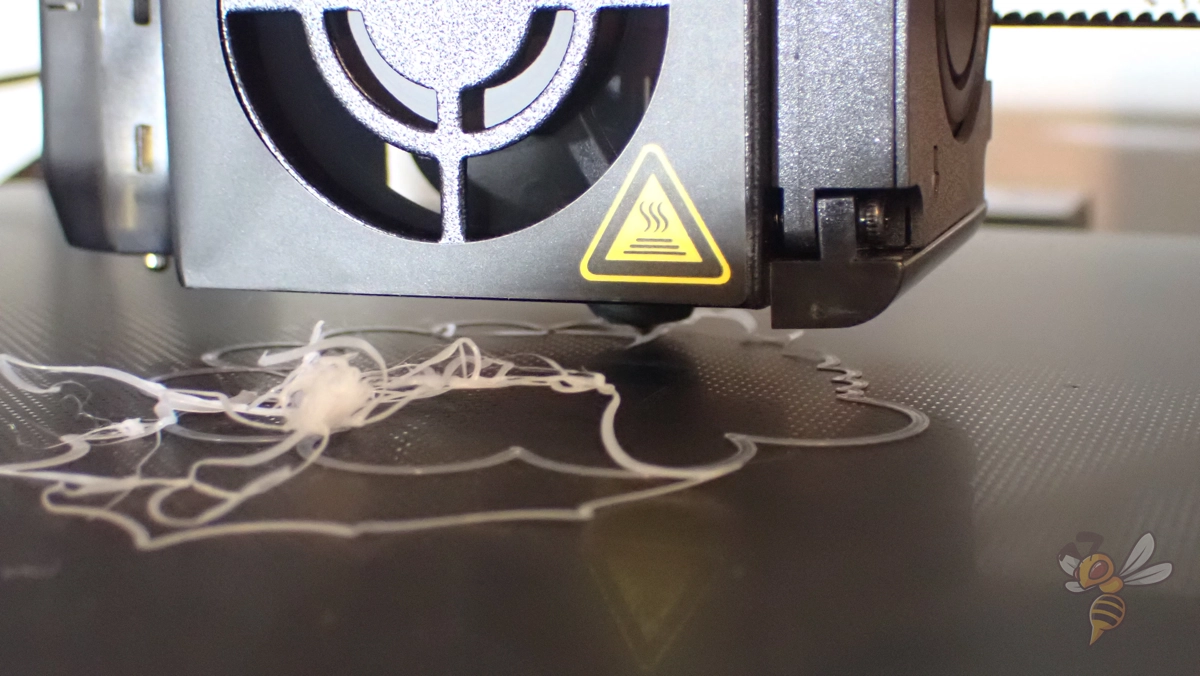
Eine schlechte Haftung auf dem Druckbett ist einer der häufigsten Druckfehler beim 3D-Druck. Aber es gibt ein paar einfache Lösungen, um jedes Mal eine perfekte Haftung zu erreichen.
Wenn ein 3D-Druck nicht auf dem Druckbett haftet, muss als Erstes das Druckbett gereinigt und nivelliert und der Z-Offset der Nozzle kalibriert werden. Danach können Maßnahmen, die dazu führen, dass das Filament der ersten Schicht langsamer abkühlt, die Haftung erhöhen.
Table of Contents:
- 1 Schritt 1: Reinige das Druckbett
- 2 Schritt 2: Nivelliere das Druckbett neu
- 3 Schritt 3: Verringere den Abstand zwischen der Nozzle und dem Druckbett
- 4 Schritt 4: Reduziere die Geschwindigkeit der ersten Schicht
- 5 Schritt 5: Deaktiviere die Kühlung der ersten Schicht
- 6 Schritt 6: Erhöhe die Druckbett-Temperatur
- 7 Schritt 7: Dickere erste Schicht
- 8 Schritt 8: Klebstoff auftragen
- 9 Schritt 9: Benutze ein Brim, ein Raft oder Mauseohren
- 10 Schritt 10: Wechsle das Druckbett aus
Schritt 1: Reinige das Druckbett
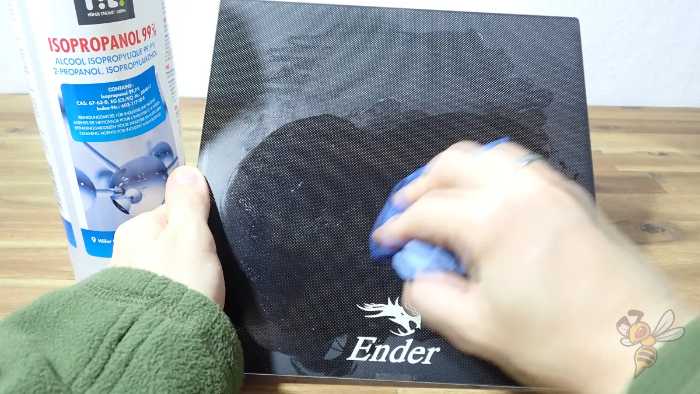
Ein sauberes Druckbett ist wichtig, um eine gute Druckbett-Haftung zu gewährleisten. Wenn das Druckbett nicht sauber ist, kann es sein, dass das Filament an Filamentresten auf der Oberfläche und nicht am Druckbett haftet. Das kann dazu führen, dass sich der Druck ganz oder teilweise ablöst.
Dies ist der erste Schritt, um eine gute Haftung des Druckbetts zu erreichen. Die Reinigung sollte vor jedem Druck durchgeführt werden.
- Entferne anhaftendes Filament vorsichtig mit einem Spachtel.
- Wische Staub und lose Teile mit einem fusselfreien Tuch weg.
- Entferne Fingerabdrücke und Fett mit Wasser, das du mit etwas Spülmittel mischst.
- Für hartnäckiges Fett oder einige Klebstoffe kannst du Isopropylalkohol (IPA) verwenden.
- Aceton eignet sich gut zur Reinigung von ABS-Slurry.
Schritt 2: Nivelliere das Druckbett neu
Wenn die Druckplatte nicht nivelliert ist, bleibt das Filament auf einer Seite des Druckbetts stärker haften als auf der anderen. Das kann dazu führen, dass sich die erste Schicht des 3D-Drucks auf einer Seite vom Druckbett ablöst oder sich während des Drucks ganz ablöst.
Die meisten 3D-Drucker stellen die Neigung des Druckbetts mit Schrauben ein. Das Ziel ist es, das Bett mit dem Weg der Nozzle auf eine Ebene zu bringen und den Abstand der Nozzle über das Bett hinweg gleichmäßig zu halten.
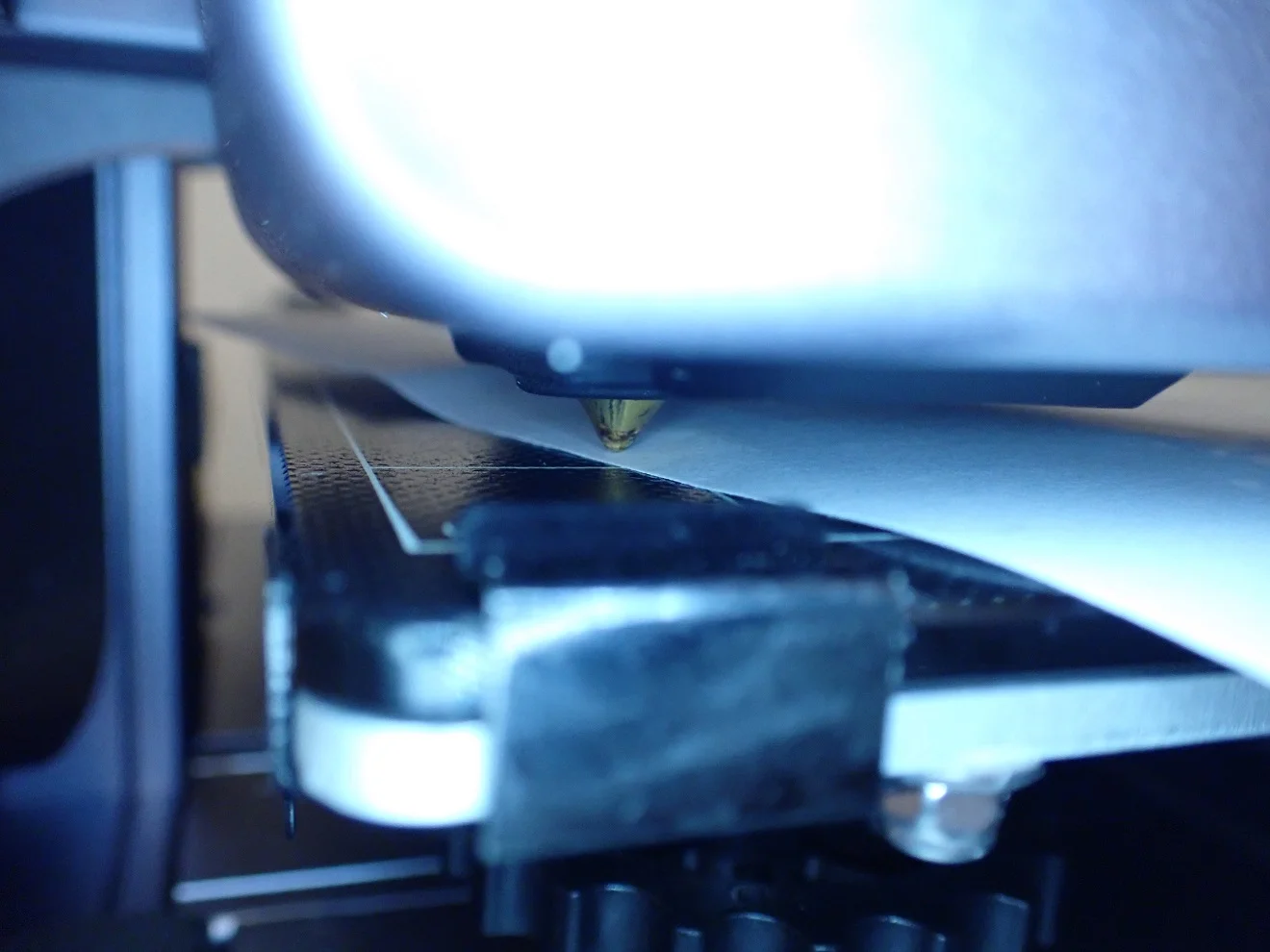
In der Regel wird zum Nivellieren die Papiermethode verwendet. Lege ein normales Blatt Papier (0,1 mm dick) zwischen das Bett und die Nozzle. Stelle es ein, bis das Papier mit leichtem Widerstand gleitet.
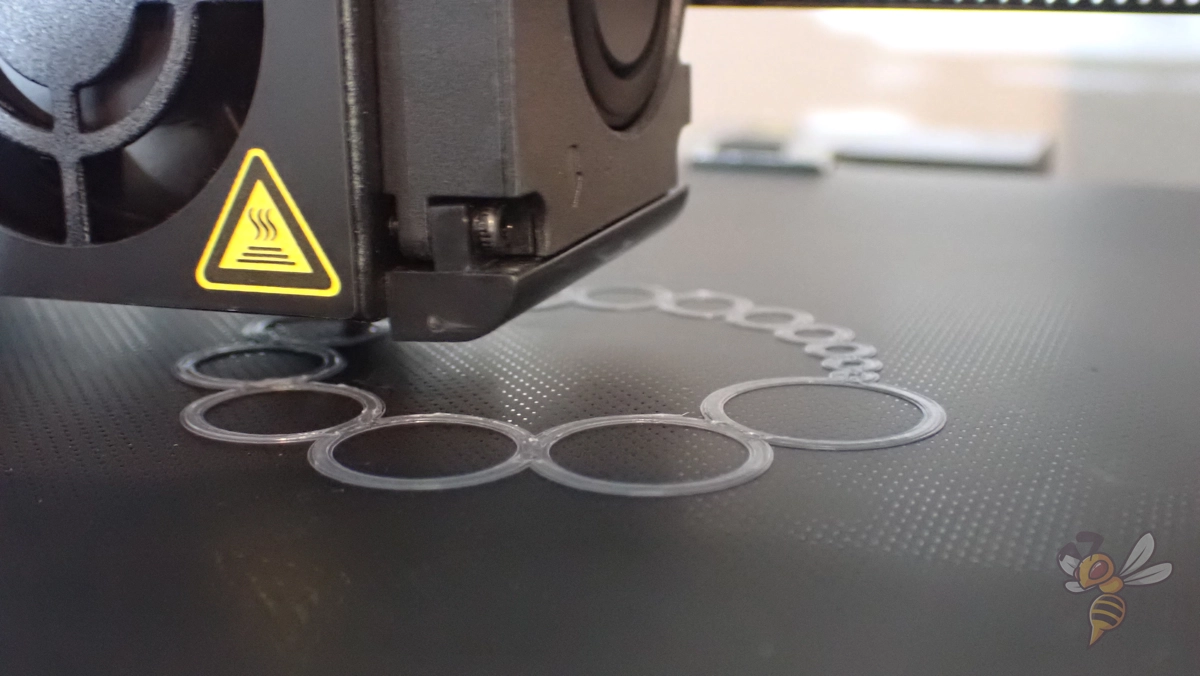
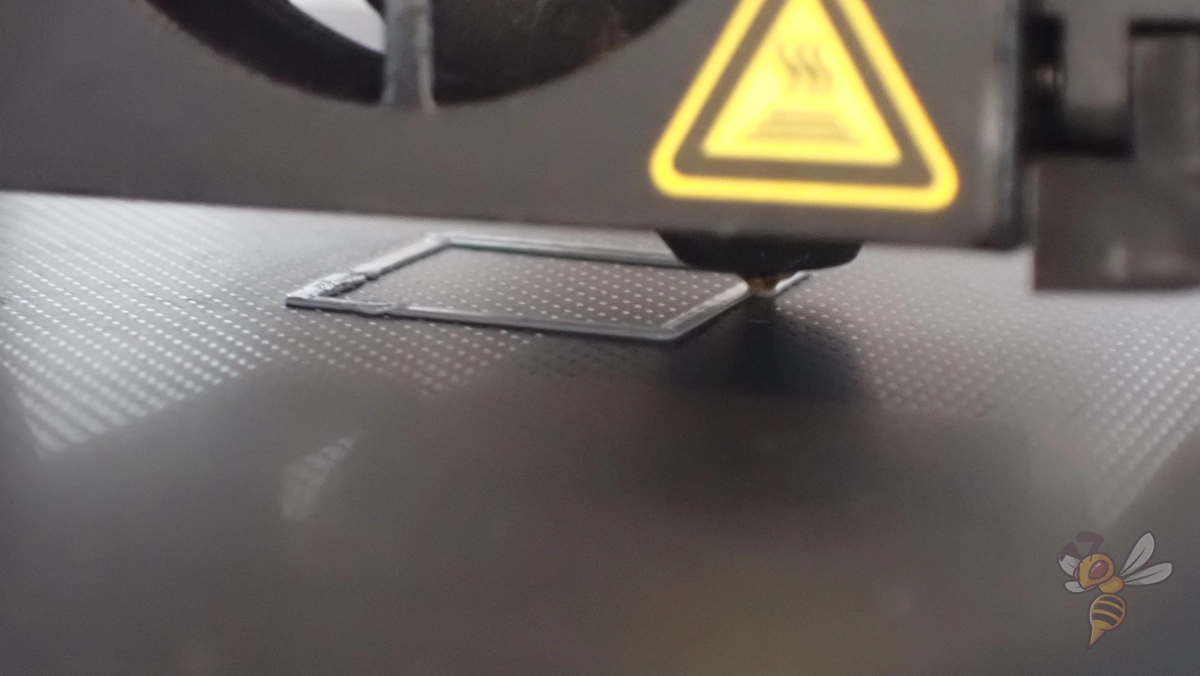
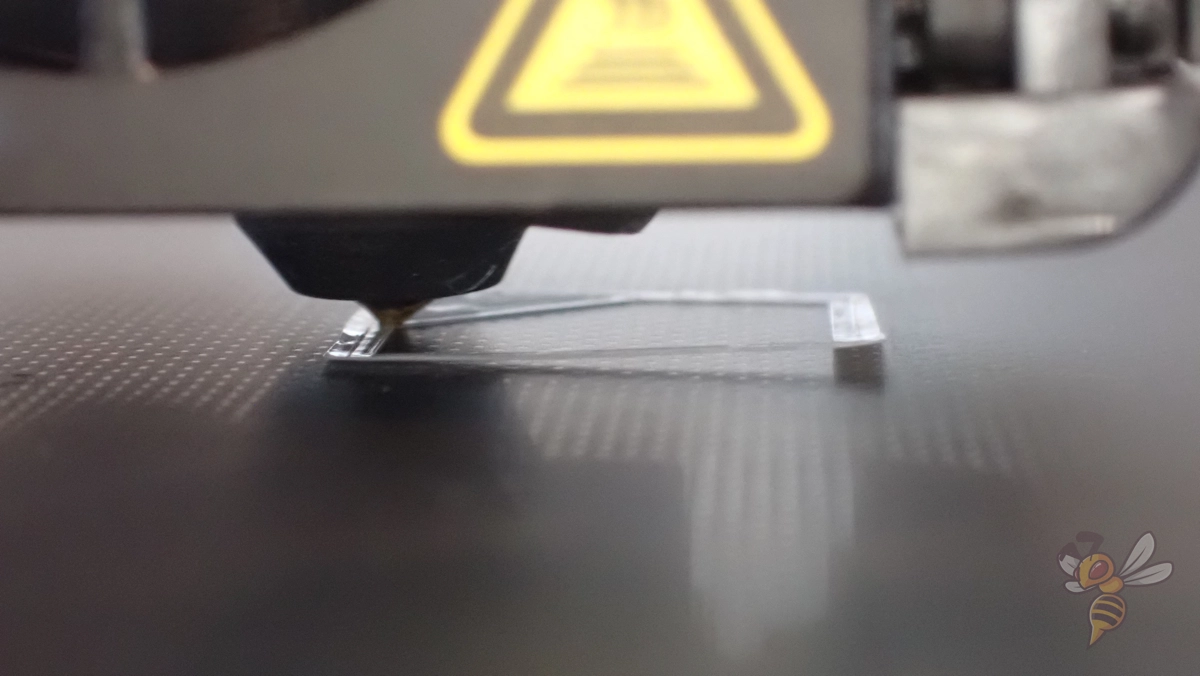
Schritt 3: Verringere den Abstand zwischen der Nozzle und dem Druckbett

Wenn die Nozzle zu weit vom Druckbett entfernt ist, kann das Filament nicht gut daran haften. Sie muss nah genug sein, um das Filament richtig anzudrücken.
Bei den meisten 3D-Druckern kannst du den Z-Offset einstellen, während du die erste Schicht druckst, um zu sehen, ob das Filament zu locker oder genau richtig gepresst wird. Vermeide es aber, den Z-Offset zu niedrig einzustellen, damit sich die erste Schicht nicht zu sehr ausbreitet und ein Elefantenfuß entsteht.
Schritt 4: Reduziere die Geschwindigkeit der ersten Schicht
Wenn du die Druckgeschwindigkeit für die erste Schicht auf 5-10 mm/s reduzierst, bleibt der Druck besser auf dem Bett haften. Durch die langsamere Geschwindigkeit bleibt das Filament länger heiß, sodass es gleichmäßig auf das Bett fließen kann und weniger Gefahr besteht, dass es durch die Bewegung der Nozzle weggezogen wird.
Die Slicer-Software verlangsamt bereits die erste Schicht auf etwa 50 %. Obwohl diese Einstellungen gut funktionieren, wenn alles andere perfekt aufeinander abgestimmt und kalibriert ist, musst du die Geschwindigkeit eventuell manuell verringern, um die beste Haftung zu erzielen.
Die Verringerung der Geschwindigkeit für die ersten paar Schichten ist die wirksamste Lösung für eine gute Haftung der ersten Schicht!
Schritt 5: Deaktiviere die Kühlung der ersten Schicht
Schalte die Kühlung für die ersten Schichten aus, damit dein Druck besser auf dem Bett haftet. Eine schnelle Kühlung kann verhindern, dass sich das Filament gut mit dem Bett verbindet, vor allem in den kleinen Zwischenräumen.
In den meisten Slicing-Programmen kannst du einstellen, wann die Kühlung beginnt, z. B. indem du die Kühlung ab einer bestimmten Schicht oder Höhe aktivierst. Das hilft, ein Gleichgewicht zwischen der starken Haftung der ersten Schicht am Bett und der späteren Druckqualität herzustellen.
Schritt 6: Erhöhe die Druckbett-Temperatur


Eine Erhöhung der Temperatur des Heizbetts um 5-10 °C kann die Haftung des Filaments deutlich verbessern. Durch die Wärme kann sich das Filament besser ausbreiten und mit dem Bett verbinden.
Allerdings solltest du die Temperatur nicht zu hoch ansetzen, um den Elefantenfuß zu vermeiden, bei dem sich die Basis deines Drucks zu weit ausbreitet. Halte dich an das obere Ende des empfohlenen Temperaturbereichs für dein Filament und probiere bei kleinen Drucken höhere Einstellungen aus, um Material zu sparen.
Bei vielen Slicing-Programmen kannst du die Betttemperatur nur für die erste Schicht einstellen. Mit dieser Technik kannst du die Haftung verbessern, ohne einen Elefantenfuß zu riskieren, indem du die Temperatur für den Rest des Drucks senkst.
Schritt 7: Dickere erste Schicht
Mit dickeren Linien haften die Drucke besser, weil sie langsamer abkühlen und mehr vom Bett berühren. Halte die Schichthöhe bei oder unter dem Nozzle-Durchmesser und mache die Linien nicht breiter als doppelt so groß wie die Nozzle.
Du kannst die Dicke und Breite der ersten Schicht anpassen, ohne den gesamten Druck zu verändern. Selbst wenn du die Größe der ersten Schicht verdoppelst, hat das normalerweise keinen Einfluss auf das Aussehen deines fertigen Objekts.
Schritt 8: Klebstoff auftragen

Es gibt verschiedene Klebstoffe, die den Halt deines Drucks auf dem Bett verbessern, von alltäglichen Haushaltsgegenständen bis hin zu 3D-Druck-spezifischen Produkten.
- Klebestifte: Trage eine dünne Schicht auf das Bett auf. Für eine saubere Anwendung verdünnst du den Kleber mit Isopropylalkohol, um eine dünne, gleichmäßige Schicht aufzutragen.
- Haarspray: Eine schnelle Lösung, aber sprühe vorsichtig, um den Rest deines 3D-Druckers zu schonen.
- Blue Tape: Bietet eine saubere, strukturierte Oberfläche, an der das Filament haften bleibt, und ist daher sehr beliebt, um die Haftung zu verbessern.
- Spezialklebstoffe: Produkte wie Magigoo oder 3DLac* übertreffen andere Kleber und halten mehrere Drucke pro Anwendung, was sie für häufiges Drucken kosteneffizient macht.
Schritt 9: Benutze ein Brim, ein Raft oder Mauseohren
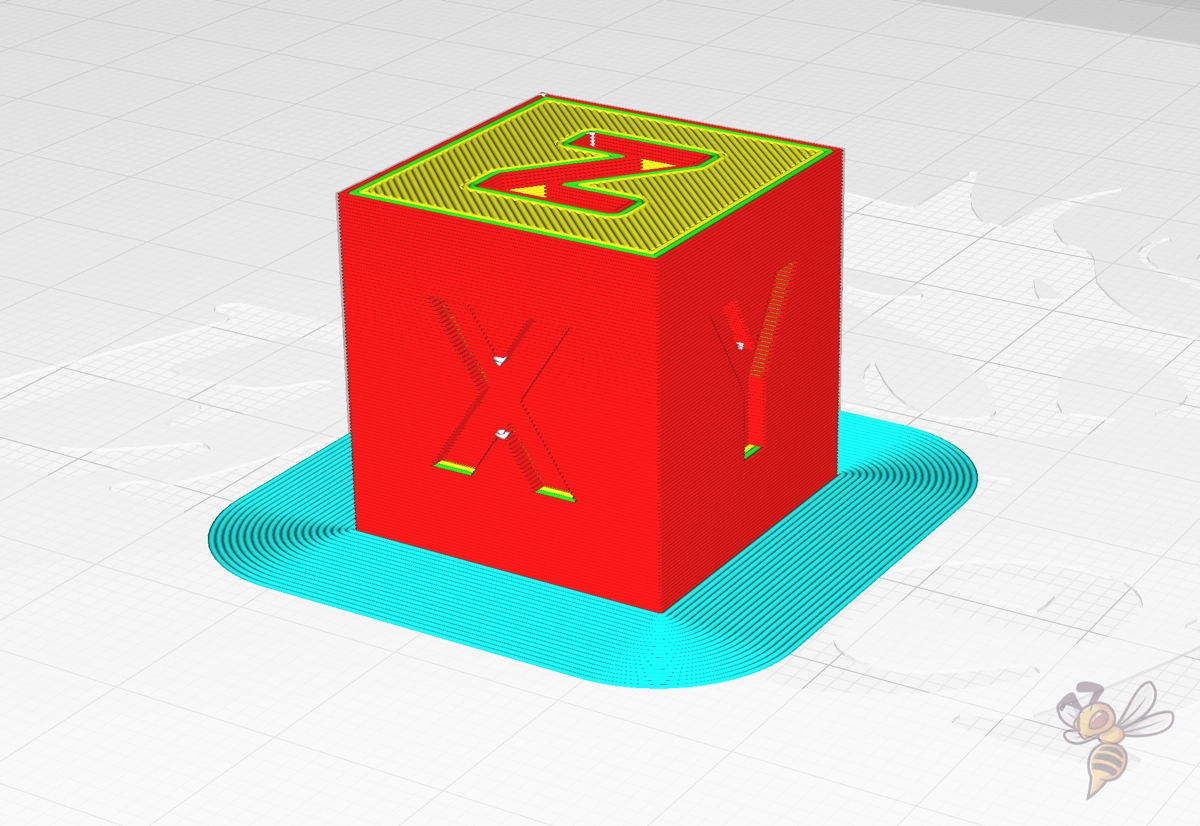
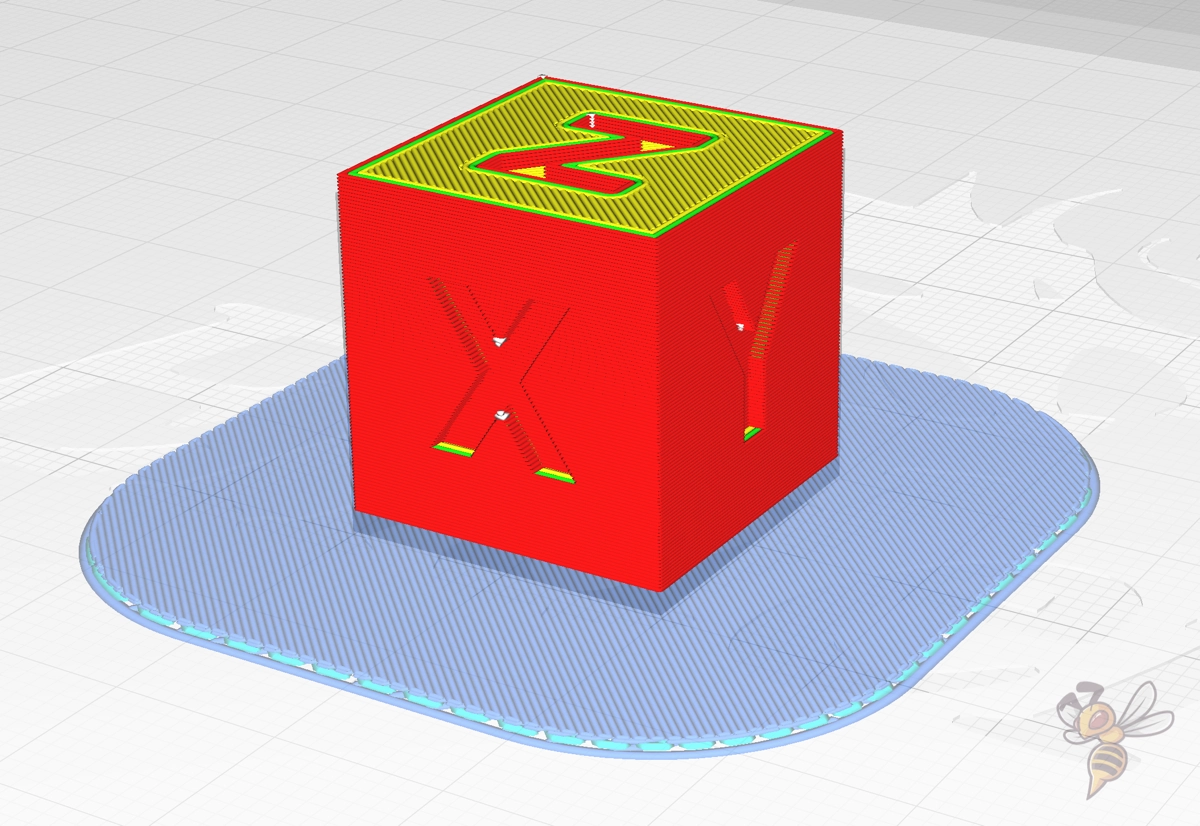
Um deine 3D-Drucke auf dem Bett zu befestigen und Warping zu verhindern, gibt es drei wirksame Methoden: Brims, Mauseohren und Rafts. Jede Methode vergrößert die Kontaktfläche zwischen deinem Druck und dem Bett und verbessert so die Haftung und Stabilität beim Drucken. Hier ist ein kurzer Überblick:
- Brim: Fügt eine dünne, flache Verlängerung um dein Objekt herum hinzu und vergrößert so seine Aufstandsfläche auf der Druckplattform. Gut für empfindliche Teile, aber es kann schwierig sein, sie sauber zu entfernen. Verwende unbedingt die Funktion Smart Brim, wenn du Cura verwendest!
- Mauseohren: Kleine runde Scheiben, die an den Ecken deines Drucks platziert werden, um ein Abheben zu verhindern. Sie eignen sich gut für Objekte mit kleinen Fußabdrücken und lassen sich leichter entfernen als die anderen beiden Optionen. Auch perfekt, um Warping bei ABS zu verhindern.
- Raft: Eine separate Schicht unter deinem gesamten Druck, die als stabile Basis dient. Sie lässt sich leichter von deinem Druck trennen als eine Krempe, aber es ist wichtig, dass du den Abstand in deinen Druckeinstellungen anpasst, damit sie sich leicht entfernen lässt.
Schritt 10: Wechsle das Druckbett aus

Der Wechsel deines Druckbetts zu einer PEI-Oberfläche kann die Haftung drastisch verbessern, besonders bei Filamenten wie PLA und PETG.
Während früher Glas-Druckbetten wegen ihrer glatten Oberfläche beliebt waren, werden heute PEI-beschichtete flexible Platten wegen ihrer besseren Haftung bevorzugt. PLA-Drucke haften gut auf PEI, ohne die Schwierigkeiten beim Entfernen, die bei PETG auf Glas auftreten, wo es zu fest haften kann und die Gefahr besteht, dass es beim Entfernen beschädigt wird.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
