
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Wie bei der Kalibrierung von FDM 3D-Druckern, müssen die wichtigsten Einstellungen eines Resin 3D-Druckers kalibriert werden, um perfekte Ergebnisse erzielen zu können.
Damit ein Resin 3D Drucker perfekte Ergebnisse liefert, muss die Belichtungszeit kalibriert werden. Dazu gibt es diverse Kalibrier-Objekte, die bestimmte Oberflächendetails aufweisen. Ob die Belichtungszeit zu hoch oder zu niedrig eingestellt ist, kann auf der Oberfläche einfach erkannt werden.
Welche dieser Kalibrier-Objekte sich am besten für Resin 3D-Drucker eignen und wie du die Kalibrierung durchführst, um perfekte Ergebnisse zu bekommen, erfährst du in diesem Artikel.
Welche Einstellungen müssen bei Resin 3D-Druckern kalibriert werden?
Es gibt viele Einstellungen, die für einen Resin 3D-Drucker im Slicer vorgenommen werden müssen. Einige davon sind abhängig von der Geometrie des 3D-Druckers, andere wiederum vom verwendeten Resin.
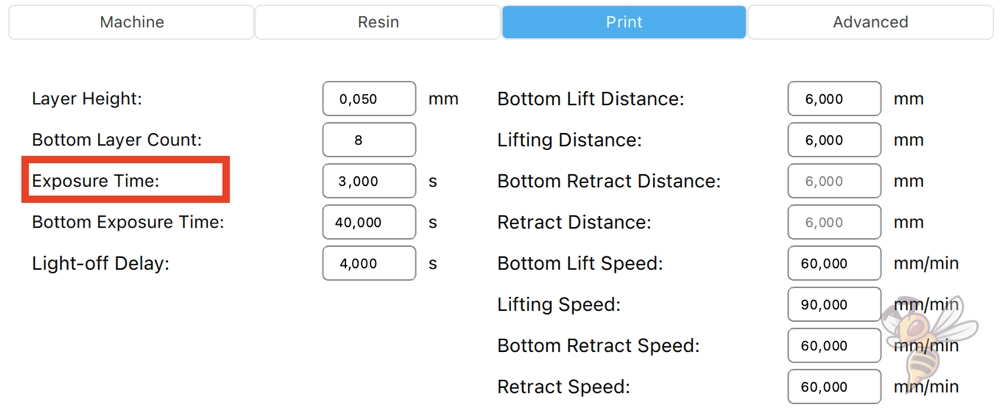
Die wichtigste Einstellung, die einen Einfluss auf die Druckqualität hat, ist neben der Schichthöhe die Belichtungszeit. Sie darf weder zu lang, noch zu kurz sein.
Ist die Belichtungszeit zu lang, verbreitern sich die Oberflächendetails und können ineinander verschmelzen. Auch werden Übergänge abgerundet. Ist die Belichtungszeit zu kurz, wird zu wenig Harz gehärtet, womit Oberflächendetails nicht stark genug ausgebildet werden.
Das Ziel der Kalibrierung der Belichtungszeit ist, dass Ecken so scharf wie möglich gedruckt werden und die gedruckten Dimensionen denen im Slicer gleichen.

Die Schichthöhe hat auch einen großen Einfluss auf die Druckqualität. Je nachdem welche Genauigkeit dein Projekt erfordert, hast du eine relativ große Spannweite an einstellbaren Schichthöhen. Je kleiner die Schichthöhe ist, desto feiner wird die Oberfläche, aber desto länger benötigt auch der Druck.
Wenn du die Belichtungszeit für deinen Resin 3D-Drucker kalibrierst, solltest du die Schichthöhe nicht verändern. Falls du eine andere Schichthöhe verwenden möchtest, solltest du die Belichtungszeit erneut kalibrieren, da diese beiden Einstellungen miteinander gekoppelt sind.
Wie wird die Belichtungszeit bei 3D-Druckern kalibriert?

Für die Kalibrierung von Resin 3D-Druckern gibt es spezielle Objekte. Auf ihrer Oberfläche befinden sich bestimmte Features, die bei einer falschen Belichtungszeit entweder gar nicht ausgebildet, zu schmal oder zu breit werden.
Hier ist eine Liste der beliebtesten Kalibrier-Objekte für Resin 3D-Drucker:
Mein Favorit dieser Kalibrier-Objekte ist definitiv die Validation Matrix v2. Sie ist schnell gedruckt, da sie sehr flach ist, verbraucht wenig Resin und gibt durch geschickte Oberflächendetails schnell Auskunft darüber, ob deine Belichtungszeit zu hoch oder zu niedrig eingestellt ist.
Am besten ist es, wenn du dich für den ersten Test an die vorgeschlagene Belichtungszeit des Herstellers des 3D-Druckers und des verwendeten Resins richtest. Von da aus kannst du die Belichtungszeit in kleinen Schritten anpassen, um perfekte Ergebnisse zu erzielen.
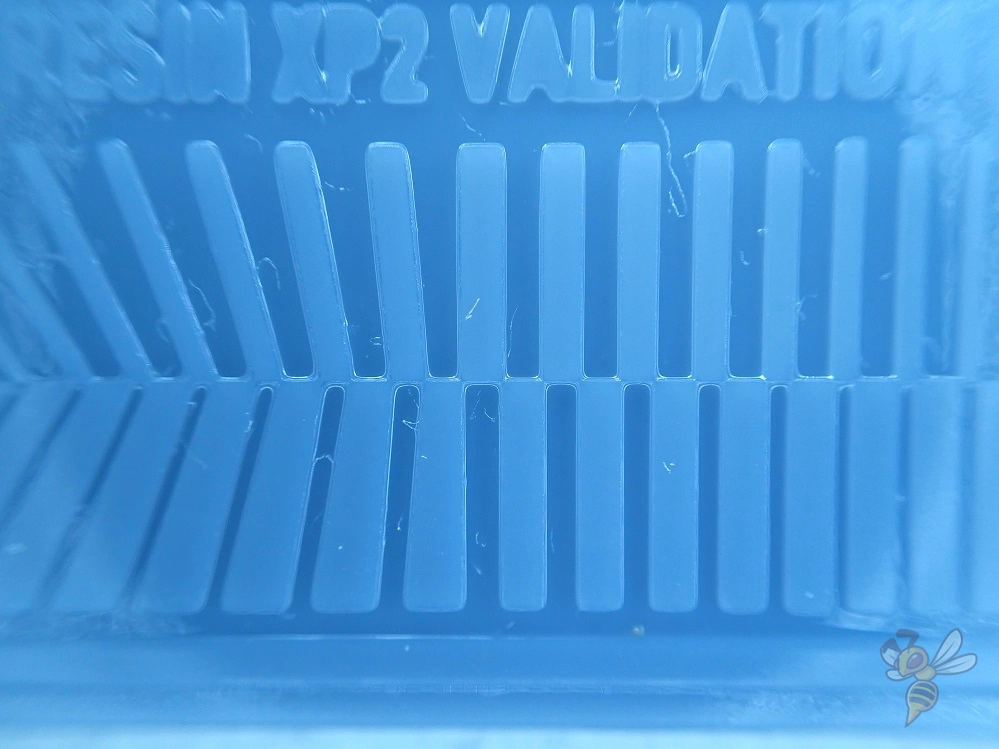

Im obigen Beispiel siehst du zwei Oberflächen, die mit unterschiedlichen Belichtungszeiten gedruckt wurden. Bei der zu hohen Belichtungszeit verschmelzen die einzelnen Vierecke an den Ecken miteinander, obwohl sich ihre Ecken gerade so berühren sollten.
Durch die Analyse der Oberflächen und ihrem Vergleich zueinander kannst du dich einer perfekten Druckqualität Schritt für Schritt nähern.
Am Anfang kannst du die Schrittweite der Belichtungszeit relativ hoch wählen und dann immer kleiner werden, um den perfekten Wert zu finden. Bei einer Belichtungszeit von anfänglich 3 Sekunden, kannst du den Wert am Anfang in Schritten von 0,5 Sekunden verändern und danach den perfekten Wert in Schritten von 0,1 s finden.
Die oben verlinkten Kalibrier-Objekte sind alle relativ klein und sind innerhalb kürzester Zeit gedruckt. Da du mehrere Drucke benötigst, um die Kalibrierung abzuschließen, musst du auch jedes Mal wieder das Objekt vom Druckbett entfernen, es waschen und härten. Meiner Erfahrung nach kannst du aber den Resin im Behälter lassen und musst ihn nicht jedes Mal filtern und den Resin Behälter waschen. Nur wenn du gehärtete Harz-Reste siehst, musst du das Resin filtern.
Welche Einstellungen sind für eine gute Druckqualität noch wichtig?
Im 3D-Druck werden Objekte Schicht für Schicht gedruckt. Diese Schichten sind bei FDM 3D Druckern leicht mit bloßem Auge erkennbar. Aber auch bei Resin 3D-Druckern können die einzelnen Schichten sichtbar sein, je nachdem wie gut deine Augen sind und wie hoch du die Schichthöhe eingestellt hast.
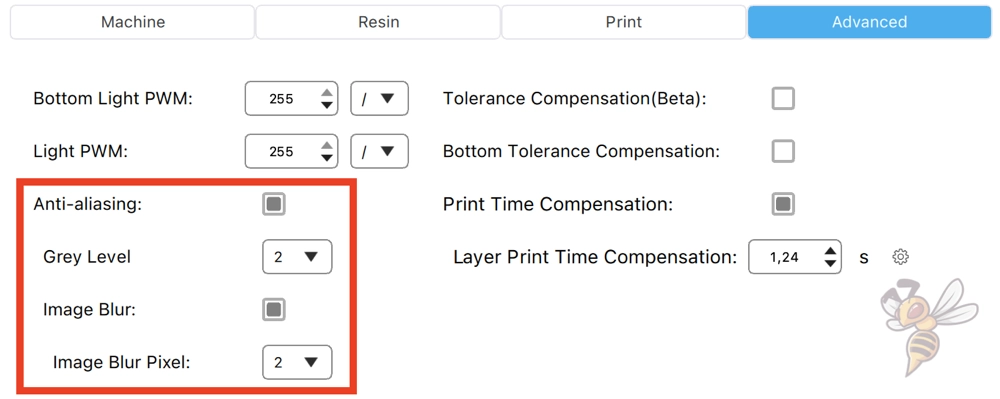
Falls du großen Wert auf die Oberflächenqualität deiner gedruckten Objekte legst, solltest du eine kleine Schichthöhe wählen, die Belichtungszeit kalibrieren und die Einstellungen für die Kantenglättung optimieren.

Wenn du die Kantenglättung zu hoch einstellst, werden kleine Oberflächendetails verschluckt und zu stark geglättet. Bei einer zu geringen Kantenglättung könntest du die einzelnen Schichten erkennen.
Eine gute Balance aus einer kleinen Schichthöhe und einer leichten bis moderaten Kantenglättung führt zu perfekten Druckergebnissen.
Für eine Kalibrierung der Kantenglättung eignet sich die Validation Matrix v2 nicht so gut wie die MONO X R_E_R_F SIRAYA TECH V5 oder die AmeraLabs Town. Bei diesen Objekten findest du auch abgerundete Flächen, bei denen eine zu starke Kantenglättung Details verschlucken würde. Alternativ kannst du auch kleiner runde Objekte oder einfach eine Halbkugel drucken.
Muss die Boden-Belichtungszeit auch kalibriert werden?
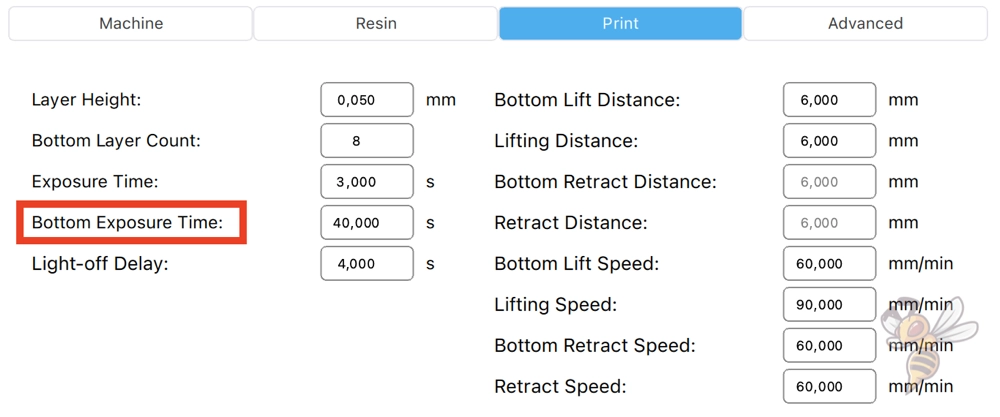
Je länger die ersten Schichten eines Objekts belichtet werden, desto besser haften sie am Druckbett. Die Belichtungszeit ist für die ersten Schichten daher um ein Mehrfaches höher als die normale Belichtungszeit.

Du musst diese Belichtungszeit jedoch nicht kalibrieren. Die Oberflächenqualität der ersten Schichten ist meistens irrelevant. Alle Resin-Hersteller geben empfohlene Werte für die normale Belichtungszeit und die Belichtungszeit der ersten Schichten an.
Am besten startest du bei dieser empfohlenen Belichtungszeit. Falls du Probleme mit der Druckbett-Haftung haben solltest, kannst du die Belichtungszeit der ersten Schichten entsprechend der Kalibrierung der normalen Belichtungszeit anpassen oder einfach etwas erhöhen.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
