
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Ender 3 von Creality* gehört zu den besten 3D Druckern im unteren Preissegment. Er bietet ein sehr gutes Preis-Leistungs-Verhältnis, einen angenehm großen Bauraum, gute Druckqualität und ist mit vielen Filament Arten kompatibel.
Seine Bekanntheit und der kleine Anschaffungspreis sorgen zusätzlich dafür, dass er oft gekauft wird und somit auch eine große Online Community vorhanden ist. Somit bekommst du zu allen Fragen und Problemen schnell eine Antwort oder einen Tipp.
Ärgerlich wird es allerdings, wenn es mit dem 3D Druck nicht so klappt, wie du es dir vorgestellt oder gewünscht hast. Der Ender 3 ist dafür bekannt, dass er hervorragende Leistungen mit verschiedenen Filamenten erbringt.
Allerdings ist er auch dafür bekannt, dass es nicht gerade leicht ist das Phänomen Stringing unter Kontrolle zu bekommen. Es gibt aber zum Glück ein paar Tipps und Tricks, wie du die Einstellungen verbessern kannst, um keine Probleme beim Drucken zu bekommen. Denn die kleinen Spinnenweben ähnlichen Stringing Fäden benötigt keiner an seinem Modell.
In diesem Artikel gehen wir auf alle Methoden ein, die dir beim Stringing mit deinem Ender 3 helfen können.
Verwandte Artikel:
- PLA Stringing Guide: 12 Lösungen zur Vermeidung von Härchen
- TPU-Stringing Verhindern – Probiere diese Einstellungen!
(Quelle: reddit.com)
Table of Contents:
- 1 Stringing Testdruck
- 2 Die Drucktemperatur
- 3 Die Rückzug/Retraction Einstellungen beim Ender 3
- 4 Minimaler Extrusionsabstand
- 5 Die Stützrückzüge begrenzen
- 6 Nozzle Einstellungen
- 7 Combing Modus
- 8 Nochmal alle Einstellungen zusammengefasst
- 9 Wie kann es noch zu Stringing kommen?
- 10 Den 3D Drucker richtig reinigen
- 11 Den 3D Drucker warten
- 12 Wie bewahre ich das Filament auf?
- 13 Fazit
Stringing Testdruck
Wenn du mit keiner der unten beschriebenen Methoden auf Anhieb perfekte Resultate erzielst, solltest du dir ein Testobjekt für Stringing besorgen. Diese Objekte sind klein, verschwenden dadurch nicht viel Filament und sie testen die Einstellungen nach dem worst case Prinzip.
Ein Beispiel wäre der “Basic Stringing Test” von Loohney auf Thingiverse.com (Link). Auf der Seite findest du unzählige andere Testobjekte, falls du hiermit nicht zufrieden bist.
Die Drucktemperatur
Wie heiß dein Druck läuft, ist enorm wichtig für das Druckergebnis. Je heißer dein Druck läuft, umso flüssiger wird das Filament, welches durch die Düse läuft. Je flüssiger das Filament, desto schneller läuft es auch durch die Düse.
Hast du beim Drucken Probleme mit Stringing, solltest du also zu aller erst darauf achten, deinen Druck kühler zu gestalten, um das Filament zu schützen und es langsamer laufen zu lassen. Aber hier gibt es einen kleinen Haken. Denn viele Filament Arten neigen auch bei zu kalten Temperaturen dazu, Spinnfäden zu produzieren. Dir bleibt also nichts anderes übrig, als ein wenig herum zu probieren.
Aber eigentlich stört uns das Experimentieren nicht, oder? Die meisten Hobby Besitzer eines 3D Druckers mögen das Experimentieren mit dem Filament und den Einstellungen, irgendwie gehört es mit dazu.
Am besten ist es, wenn du die Temperatur in kleinen Schritten (ca. 3-5 °C) veränderst und dir die Ergebnisse anschaust. Damit wirst du schnell die optimale Temperatur finden. Jedoch wird dies wahrscheinlich nicht die einzige Einstellung sein, die du optimieren musst.
Die Rückzug/Retraction Einstellungen beim Ender 3
Wenn du die bestmöglichsten Ergebnisse beim 3D Druck erzielen möchtest, musst du die Düse beim Drucken entlasten. Dies erreichst du, indem du deine 3D Slicing Software so einstellst, dass sie das Filament während der Fahrt zurückzieht.
Jedoch ist es nicht immer ganz leicht, diese Einstellungen in der Slicing Software vorzunehmen. Besonders mit der gerne verwendeten Slicing Software Cura gibt es häufig Probleme in Bezug auf das Zurückziehen des Filaments.
Zunächst solltest du in deine Cura Software gehen und unter den Einstellungen beim Punkt Material auf das Zahnradsymbol klicken. Es öffnet sich nun ein Feld mit einem Dialog. Dort steht „Setting Visibility“.
Die darunter liegenden Kästchen musst du anklicken, um die Funktionen zu aktivieren. Klicke alle Kästchen an, die erscheinen. Anschließend kannst du das Feld schließen. Unter der Rubrik Druckeinstellungen findest du nun alle Materialeinstellungen offen sichtbar. So hast du einen schnelleren Zugriff darauf.
Das eigentliche Problem beim Rückzug ist eigentlich sehr schnell und einfach zu lösen. Denn beim Herunterladen von Cura ist die Rückzugsbewegung abgeschaltet. Du musst also die Rückzugsbewegung aktivieren, damit dein 3D Drucker dazu befähigt wird, die Rückzugsbewegung durchzuführen.
Hast du also den Rückzug aktiviert, kannst du weitere Einstellungen für den Rückzug bearbeiten. Ist er deaktiviert, findest du die weiteren Einstellungen gar nicht erst. Sie werden ausgeblendet.
Es lassen sich nun noch weitere Einstellungen vornehmen. Diese möchten wir dir kurz erläutern, damit du sie mit deinen Einstellungen abgleichen kannst. So kannst du herausfinden, wo bei deinem 3D Druck der Fehler liegt und wie es zu dem Stringing gekommen ist. Geh also alle Einstellungen Schritt für Schritt mit uns durch.
Ist dein Rückzug aktiviert? Die Antwort sollte nun Ja lauten. Ist er noch nicht aktiviert, hole es schnell nach.
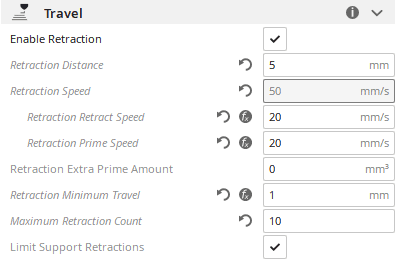
Rückzugsabstand
Als Rückzugsabstand wird die Menge an Filament bezeichnet, die vom Extruder aus der Düse bzw. dem Bowdenrohr zurückgezogen wird.
Beispiel: Wenn du deine Einstellungen zum Beispiel auf 5 mm festgelegt hast, werden vom Extruder auch 5 mm Filament aus der Düse bzw. dem Bowdenrohr zurück gezogen. Der Rückzugsabstand beträgt also 5 mm.
Anschließend wird das Filament wieder zurück in die Düse gedrückt. Das passiert, sobald der 3D Drucker soweit ist und das Signal dazu an den Extruder und die Düse weiterleitet. Wie in unserem Beispiel, würden dann 5 mm Filament zurück in die Düse gedrückt. Dadurch wird die Düse zwischendurch immer wieder entlastet.
Um nun das bestmögliche Ergebnis zu erzielen, ist es sinnvoll die kleinstmögliche Einstellung zu suchen. Sie sollte zwischen 3 und 7 mm liegen, um gute Druckergebnisse zu erhalten. Aber teste es vorsichtig aus, welche Zahl bei dir gut passt. Ist die Zahl zu niedrig, wird die Besaitung nicht mehr verringert. Ist die Zahl wiederum zu hoch, kann das Filament beschädigt werden.
Außerdem verlängert sich die Druckzeit, wenn du die Zahl erhöhst. Du musst also ein bisschen experimentieren, um die optimale Einstellung für dich zu finden.
Rückzugsgeschwindigkeit
Auch die Rückzugsgeschwindigkeit kann dafür verantwortlich sein, dass sich Fäden an deinem Objekt bilden. Wie du dir denken kannst, wird als Rückzugsgeschwindigkeit bezeichnet, mit welcher Geschwindigkeit der Extruder das Filament aus der Düse und dem Bowdenrohr zieht. Die Rückzugsgeschwindigkeit wird in mm/s angegeben. Je schneller der Extruder hier arbeitet, desto eher können Schäden am Filament auftreten.
Für gute Druckergebnisse ist es also besser, du stellst hier eine kleinere Geschwindigkeit ein. Zumal du das Filament durch eine kleinere Geschwindigkeit schützen kannst.
Noch ein Tipp zur Rückzugsgeschwindigkeit ist, dass du die Geschwindigkeit verringern solltest, wenn du Filament Staub um den Extruder herum vorfindest. Der Staub entsteht durch das Reiben des Extruder Getriebes auf dem Filament. Ist kein Staub zu sehen, kannst du die Einstellungen so belassen oder du erhöhst die Geschwindigkeit.
Dadurch wird auch deine Druckzeit verkürzt. Ein Richtwert sind 50 mm/s. Von diesem Wert aus kannst du in Ruhe experimentieren, bis du die richtige Einstellung gefunden hast.
Maximale Rückzugszahl
Die nächste Einstellung, die du vornehmen kannst, ist der maximale Rückzug. Wenn du die maximale Rückzugszahl einstellst, kannst du das Filament ebenfalls vor Schäden bewahren.
Denn durch das mehrmalige Zurückziehen und wieder rausdrücken, leidet die Qualität des Filaments.
Umso seltener dies geschieht, desto besser ist auch die Endqualität des Filaments und damit auch die Qualität deines 3D Produktes. Das ist ja unser Ziel, dass das Objekt nachher einwandfrei aussieht. Ohne Fäden oder andere Makel.
Je mehr Rückzüge der Extruder also leisten soll, desto eher können Fehler an einzelnen Filament Teilen oder sogar am gesamten Produkt auftreten. Das Problem bei der Cura Software ist, dass die Grundeinstellung bei 100 liegt. Diese solltest du dringend abändern. Denn das Filament wird so auf keinen Fall geschützt.
Am besten fängst du mit 10 an. Mit einer maximalen Rückzugszahl von 10 wird dein Filament auf jeden Fall bestens geschützt. Solltest du natürlich keine Schäden am Produkt haben, kannst du die maximale Rückzugszahl auch höher ansetzen. Hier kannst du wieder etwas ausprobieren.
Minimaler Extrusionsabstand
Der minimale Extrusionsabstand bestimmt die Länge des Filaments, welches innerhalb der maximalen Rückzugszahl verwendet wird. Du kannst diese Zahl im Fenster „minimale Extrusionsentfernung“ einstellen.
Am besten stellst du die Zahl so ein, dass sie deinem Retraktionsabstand nahe kommt. So schützt du auch hier wieder dein Filament.
Die Stützrückzüge begrenzen
Du kannst, wenn du möchtest, die Stütz-Rückzüge begrenzen. Dies kannst du aktivieren, indem du in deiner Cura Software unter „Begrenzung der Unterstützungsrückzüge“ auf Aktivieren klickst. Wenn du es aktiviert hast, wird das Zurückziehen gestoppt, wenn es sich innerhalb von Stützen befindet.
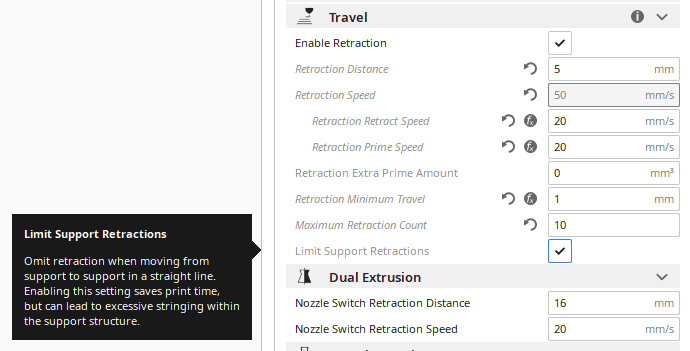
Du fragst dich sicherlich, warum das Sinn macht. Wir können dir das Begrenzen der Unterstützungsrückzüge nur dringend empfehlen. Immerhin ist das Zurückziehen doch eigentlich etwas Gutes. Jedoch verlängert es die Druckzeit und dadurch kann dein Filament Schaden nehmen.
Die Stützen können auch ohne das Rückziehen leben und dein Druck erhält eine bessere Qualität. Nebenbei ist dein Druck schneller fertig, was doch immer Freude macht.
Nozzle Einstellungen
Die Einstellung der Düsen kannst du beim Drucken mit dem Ender 3 so lassen, wie sie ist. Sie liegt bei 16 mm und 20 mm/s. Das ist vollkommen in Ordnung. Diese Einstellungen müssen nur geändert werden, wenn du mit einem Doppelextruder arbeiten würdest.
Das kann der Ender 3 jedoch nicht, also fällt diese Möglichkeit weg.
Combing Modus
Der Combing Modus bietet vier Einstellungsmöglichkeiten. Es gibt die Einstellungen:
- Aus / Off
- Alle / All
- Nicht in der Haut / Not in skin
- Innerhalb der Füllung / Within infill
Der Combing Modus gibt den Slicern den Weg an. Er sagt ihnen, dass sie die Düse dort halten sollen, wo er es vorgibt und nur in diesen Bereichen drucken soll. Die beste Einstellung ist unserer Meinung nach „Within Infill“. Dadurch wird die notwendige Anzahl der Rückzüge reduziert.
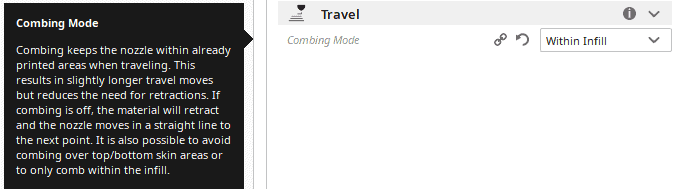
Die Düse verharrt innerhalb der Füllbereiche und bewegt sich nicht unnötig hin und her. Es kann zwar die Druckzeit etwas verlängern, schützt aber gleichzeitig dein Filament.
Nochmal alle Einstellungen zusammengefasst
Da es doch so einige Einstellungen gibt, die du beachten kannst oder solltest, sind sie hier nochmal auf einen Blick für dich zusammengefasst.
- Rückzug aktivieren (Enable Retraction): Ja
- Rückzugsabstand (Retraction Distance): 5 mm (nach und nach um 1 mm verstellen, bis alle Fäden verschwunden sind)
- Rückzugsgeschwindigkeit (Retraction Speed): 50 mm/s (noch mehr verlangsamen, falls Schäden am Filament zu erkennen sind)
- Maximale Rückzugszahl (Maximum Retraction Count): 10
- Minimale Extrusionsentfernung (Retraction Minimum Travel): 1
- Begrenzung der Unterstützungsrückzüge (Limit Support Retractions): Ja
- Rückzugsabstand des Düsenschalters: 16 mm (Voreinstellung belassen)
- Rückzugsgeschwindigkeit des Düsenschalters: 20 mm/s (Voreinstellung belassen)
- Combing Modus: Ja, Innerhalb der Füllung
Wie kann es noch zu Stringing kommen?
Es gibt natürlich noch weitere mögliche Ursachen für Stringing beim 3D Druck. Unter anderem können auch folgende Punkte Probleme verursachen:
- Düsenbeschaffenheit
- Verdreckte Düse
- Länge der Schmelzzone
- Bowdenschlauch mit kleinerem Innendurchmesser
Die Düsenbeschaffenheit ist ebenso wichtig, wie die Einstellungen während des 3D Druckens. Ist die Düse beschädigt, ausgefressen, veraltet oder schlecht gebohrt, hat Risse oder andere Schäden, beeinflusst das erheblich die Druckqualität und kann ebenfalls Auslöser für Stringing sein.
Achte also darauf, dass deine Düse sauber gefertigt wurde und noch intakt ist. So kannst du dir die Mühe mit den ganzen Einstellungen sparen, wenn bereits deine Düse einen Fehler besitzt.
Dasselbe gilt für eine verdreckte Düse. Deine Düse sollte immer sauber sein. Reinige sie regelmäßig und fachkundig. Denn eine verdreckte Düse zieht natürlich Fäden, das alte Filament muss schließlich irgendwo hin.
In diesem Artikel ist das Reinigen von 3D-Drucker Düsen erklärt:
Eine 3D-Druckerdüse Reinigen | Alle Methoden Step by Step
Für das schnelle Drucken bekommst du gerne gute Düsen empfohlen, die einen großen Speicher und große Öffnungen besitzen. Damit tropfen sie aber auch schneller und neigen so auch zu Stringing. Deswegen solltest du lieber bei kleinen Düsen bleiben, wenn du keine Lust auf die Fäden hast.
Zu guter Letzt ist auch ein Bowdenschlauch mit einem kleinen Innendurchmesser zu empfehlen. Er arbeitet präziser und tropft weniger. Empfehlenswert ist ein Durchmesser von 1,9 mm.
Den 3D Drucker richtig reinigen
Viele Probleme kannst du einfach mit der richtigen Reinigung deines 3D Druckers lösen. Nicht nur die Düse sollte dabei gereinigt werden. Bei unsauberen Materialien ist es kein Wunder, wenn dein Druck fehlschlägt oder du dich mit Stringing rumschlagen musst.
Jedoch ist das Reinigen deines 3D Druckers überhaupt nicht schwierig und dauert nicht mal sehr lange. Damit du genau weißt, wovon wir reden, haben wir dir hier eine kurze Zusammenfassung gemacht, wie du deinen 3D Drucker am besten sauber hältst, um Stringing und andere Probleme demnächst zu vermeiden.
Druckbett
Wenn du deinen 3D Drucker häufig und regelmäßig nutzt, solltest du das Druckbett einmal pro Woche reinigen. Immerhin landet dein Objekt auf dem Druckbett und muss dort eine ganze Weile ausharren.
Es sollte fest sitzen und nicht auf altem Filament aufkommen. Nimm das Druckbett einfach aus dem 3D Drucker und reinige es mit lauwarmen Wasser. Sollte noch Filament auf dem Druckbett zurück bleiben, entferne es vorsichtig mit einem Messer.
Bauraum
Der Bauraum eines 3D Druckers bleibt meistens recht sauber, wenn du die Düse pflegst. Sollte dir doch mal Filament in den Bauraum tropfen, kannst du auch hier mit einem Messer vorgehen. Bei offenen 3D Druckern musst du hier regelmäßig Staub wischen.
Extruder
Um den Extruder ordentlich zu reinigen, musst du den Lüfter und Ventilator abbauen. Dann kommst du an den Extruder. Ein feuchter Pinsel kann dir dabei helfen, den Extruder von Filament Resten zu befreien. Das reicht ungefähr alle drei Monate.
Hotend
Mit einer Metallbürste bekommst du das Hotend schön sauber. Am besten machst du das einmal die Woche, denn es verklebt schnell. Achte hier auf eine gründliche und regelmäßige Reinigung, um Nachteile beim Drucken zu vermeiden.
X-, Y- und Z-Achse
Einmal im Monat sind auch die Achsen zu säubern. Ein Staubtuch reicht dafür aus. Zusätzlich kannst du die Achsen ölen, damit sie geschmeidig bleiben. Nähmaschinenöl ist günstig und eignet sich perfekt.
Den 3D Drucker warten
Manchmal reicht das Reinigen nicht aus und du musst deinen Drucker warten. Dafür baust du alle Teile ab, die du abnehmen kannst und reinigst sie gründlich. Defekte Teile werden ersetzt und du kannst alles nach seinem Zustand durch checken.
Beim Warten kannst du auch alle Kalibrierungen noch mal überprüfen. Sitzen alle Schrauben fest? Stimmen die Einstellungen der Achsen noch? Muss ein Teil ersetzt werden? Sind alle Teile staubfrei? Wie viel Filament besitze ich noch? usw.
Wie bewahre ich das Filament auf?
Sicherlich weißt du, dass auch das Filament eine wichtige Rolle für gute Druckergebnisse spielt. Du solltest nicht am falschen Ende sparen und dir ordentliches Filament zulegen. Nur so bekommst du richtig Spaß beim Drucken.
Lagere das Filament gut verschlossen an einem kühlen und trockenen Ort.

Wie du das am besten anstellst und was du tun kannst, wenn es doch mal feucht geworden ist, erklären wir dir in diesem Artikel: 3D-Drucken:
Filamente Trocknen: PLA, ABS, Nylon und Co.
Fazit
Mit den richtigen Einstellungen und einem guten Umgang mit deinen Materialien sollte das Stringing bei deinem Ender 3 bald der Geschichte angehören. Dann macht das 3D Drucken wieder richtig Spaß und deine Druckergebnisse werden wieder einwandfrei!
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
