
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Cura Ironing verbessert die 3D-Druckoberflächen, indem es die oberste Schicht glättet und so sichtbare Linien und Lücken reduziert.
In diesem Artikel erfährst du, wie du die Funktion aktivierst und ihre Einstellungen fein abstimmst, um glattere Oberflächen zu erhalten.
Table of Contents:
Was ist Cura-Ironing?
Wenn die Glätten-Funktion in Cura (Cura Ironing) aktiviert ist, fährt die heiße Düse (Nozzle) noch einmal über die Oberfläche, ohne eine weitere Schicht zu drucken.
Dieser Prozess ahmt das Bügeln eines Kleidungsstücks nach, daher der (englische) Name. Die heiße Nozzle schmilzt die Oberfläche erneut und bewegt sich langsam, um sie ausreichend aufzuheizen. Der flache Teil der Nozzle glättet sie dann.
Vorteile des Glättens:
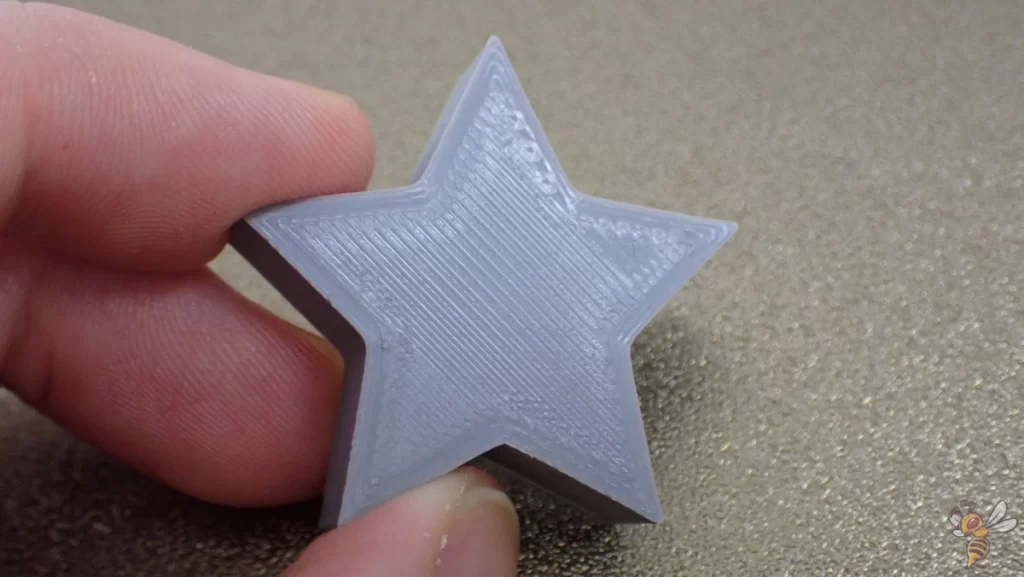
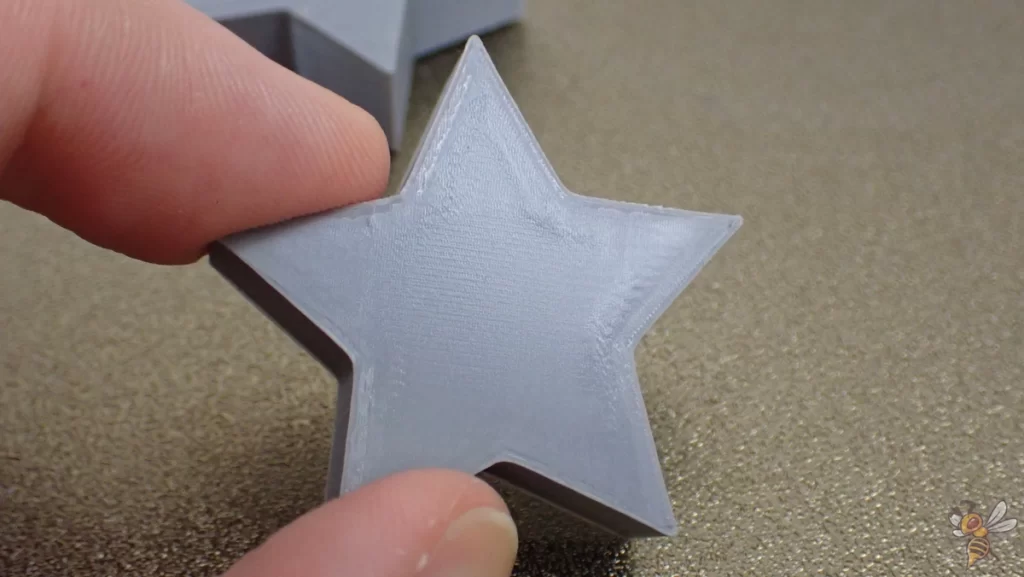
- Flache Oberseiten: Durch das Wiedererwärmen und Niederdrücken der obersten Schicht reduziert das Glätten effektiv die sichtbaren Schichtlinien und bietet ein viel glatteres Finish.
- Füllen von Lücken: Das Glätten füllt auch kleine Lücken auf der Oberfläche, indem es eine minimale Menge Material in diese Bereiche drückt und so für ein einheitlicheres Aussehen sorgt.
Nachteile:
- Erhöhte Druckzeit: Der zusätzliche Durchgang verlängert den gesamten Druckprozess.
- Mögliche sichtbare Linien: Unterbrechungen im Glättungsmuster können sichtbare Linien hinterlassen, vor allem wenn der Drucker zwischen verschiedenen Abschnitten der obersten Schicht wechseln muss. Wenn du das Glättungsmuster auf etwas wie „Konzentrisch“ umstellst, kann das die Gefahr verringern.
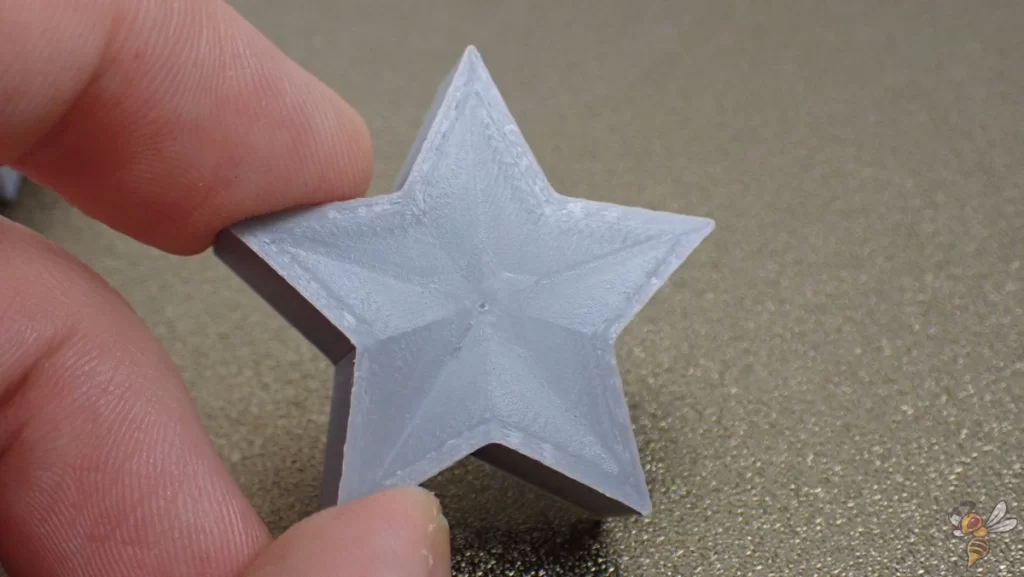
- Topografie auf detaillierten Oberflächen: Wenn du ein Modell mit vielen Details auf der Oberseite oder gekrümmten Flächen druckst, kann das Glätten die Schichtgrenzen betonen und einen ausgeprägten Topografie-Effekt erzeugen. Das kannst du vermeiden, indem du die Option „Nur oberste Schicht glätten“ auswählst.
(Übrigens: Das Gegenteil des Glättens in Cura ist die Funktion Ungleichmäßige Außenhaut oder „Fuzzy Skin“)
So aktivierst du Ironing in Cura
Das Aktivieren des Glättens oder Ironing in Cura ist ganz einfach. Befolge diese Schritte, um loszulegen:
- Gehe zu den „Oben/Unten“-Einstellungen in Cura.
- Wenn du die Option Ironing oder Glätten nicht siehst, ändere die Sichtbarkeit deiner Einstellungen auf „Alle“. Aktiviere dann die Glätten-Funktion.
- Nachdem du das Glätten aktiviert hast, erscheinen mehrere neue Einstellungen. Dazu gehören u.a. das Glättungsmuster, die Glättungsgeschwindigkeit und der Glättungsfluss.
Im Folgenden gehen wir auf diese neuen Einstellungen ein, damit du das Glätten für die besten Ergebnisse optimieren kannst.
Cura Ironing-Einstellungen
Wenn du das Glätten aktivierst, werden neue Einstellungen angezeigt. Mit diesen Einstellungen kannst du den Effekt für dein spezielles 3D-Druckprojekt optimieren.
Nur oberste Schicht glätten
Mit der Einstellung „Nur oberste Schicht glätten“ in Cura wird die Nozzle nur die oberste Schicht deines Drucks glätten.
- Fokussiertes Glätten: Wenn du diese Einstellung aktivierst, wird ausschließlich die oberste Schicht deines Drucks geglättet. Das ist die richtige Wahl, wenn dein Modell mehrere Oberflächen hat, aber nur die oberste Schicht geglättet werden soll.
- Zeitersparnis: Indem nur die oberste Schicht geglättet wird, verringert sich die Druckzeit erheblich.
- Universelle Anwendung: Ganz gleich, ob dein Projekt mehrere Objekte umfasst oder ob du mit mehreren Extrudern arbeitest, diese Einstellung sorgt dafür, dass wirklich nur die oberste Schicht jedes Objekts geglättet wird.
Glättungsmuster
Die Einstellung „Glättungsmuster“ in Cura ist entscheidend dafür, wie sich die Nozzle während des Bügelvorgangs über die flache Oberfläche bewegt. Es gibt zwei Hauptmuster, aus denen du wählen kannst: Zickzack und Konzentrisch.
- Zickzack: Beim Zickzackmuster wird die Nozzle in einer Hin- und Herbewegung über die Oberfläche geführt. Diese Methode ist für die meisten Arten von Oberflächen geeignet und sorgt für ein zuverlässiges Finish. Allerdings entstehen dabei mehr sichtbare Ränder zwischen den Durchgängen, als es wünschenswert wäre.
- Konzentrisch: Beim konzentrischen Muster hingegen zieht die Nozzle Kreise von innen nach außen. Diese Methode eignet sich besonders für lange und dünne Flächen, da sie die Ränder minimiert. Ein möglicher Nachteil ist, dass sich das Material bei sehr kleinen konzentrischen Kreisen verschlechtern kann, wenn die Nozzle zu lange an der gleichen Stelle verweilt, was zu einem sichtbaren Fleck auf der Oberfläche führt.
Die Wahl zwischen Zickzack und Konzentrisch hängt von den spezifischen Anforderungen an die Oberfläche deines Drucks ab. Zickzack bietet eine unkomplizierte, allgemein wirksame Methode, während Konzentrisch eine Lösung ist, um die Sichtbarkeit der Ränder bei bestimmten Formen zu verringern.
Gleichmäßige Reihenfolge hin/her
Die Einstellung „Gleichmäßige Reihenfolge hin/her“ in Cura verändert die Art und Weise, wie Bügellinien gedruckt werden, und wirkt sich auf die Oberflächenqualität deines Drucks aus. Hier ist eine einfache Aufschlüsselung:
- Standard-Glätten: In der Standardeinstellung ordnet Cura die Glättlinien so an, dass die Laufwege möglichst kurz sind. Diese Effizienz kann jedoch zu unterschiedlichen Überlappungen zwischen den Linien führen, was sich auf die Lichtreflexion auf der Oberfläche und damit auf ihr Aussehen auswirkt.
- Gleichmäßige Reihenfolge: Bei dieser Einstellung werden benachbarte Glättlinien in dieselbe Richtung gedruckt, um eine gleichmäßige Überlappung zu gewährleisten. Diese Gleichmäßigkeit verleiht der gesamten Oberfläche einen gleichmäßigen Glanz und ein glatteres Aussehen.
- Auswirkungen auf den Glanz: Die monotone Anordnung verspricht zwar eine glattere Oberfläche, weil die Überlappung gleichmäßig ist, aber ihre Wirksamkeit kann begrenzt sein. Die geringe Durchflussrate beim Glätten bedeutet, dass der Beginn einer neuen Linie immer noch spürbare Ränder erzeugen kann, die durch diese Einstellung nicht beseitigt werden.
- Reisebewegungen: Wenn du eine monotone Reihenfolge wählst, erhöht sich die Länge der Laufwege geringfügig, aber dieser Anstieg ist minimal und in der Regel unbedenklich.
- Praktische Anwendung: Für diejenigen, die eine möglichst glatte Oberfläche anstreben, ist die monotone Reihenfolge ein Schritt in die richtige Richtung, um optisch ansprechende Modelle zu drucken. Die Vorteile sind jedoch nur gering, wenn sie mit einer präzisen Steuerung der Durchflussmenge kombiniert werden. Um die Glätte weiter zu verbessern, solltest du diese Einstellung mit Z-Hops kombinieren.
Glättungslinienabstand
Die Einstellung „Glättungslinienabstand“ in Cura hat einen Einfluss für die Qualität der Oberfläche deines Drucks und die Gesamtdruckzeit.
Mit dieser Einstellung wird der Abstand zwischen den einzelnen Glättungsdurchgängen angepasst. Im Gegensatz zu normalen Drucklinien liegen die Glättlinien in der Regel viel enger beieinander. Dieser enge Abstand ist der Schlüssel zur Effektivität des Glättens und trägt wesentlich zu einer glatteren Oberfläche bei.
- Vergrößere die Abstände: Dadurch wird die Druckzeit verkürzt. Das ist eine praktische Entscheidung, wenn du Zeit sparen willst und die Qualität der Oberfläche nicht dein Hauptanliegen ist.
- Abstand verkleinern: Dadurch wird die Oberfläche glatter, weil mehr Fläche mit dem Glättvorgang abgedeckt wird. Wenn du die höchste Qualität der Oberfläche erreichen willst, solltest du den Abstand zwischen den Linien verringern.
Glättungsfluss
Der Glättungsfluss hat direkten Einfluss auf die Effektivität des Glättens, die für eine makellose Oberfläche entscheidend ist. Mit dieser Einstellung wird festgelegt, wie viel Material während des Bügelvorgangs ausgestoßen wird, um die Lücken auf der Oberfläche zu füllen.
- Warum das wichtig ist: Beim Glätten wird absichtlich zu viel extrudiert, um zusätzliche Linien auf der Oberfläche zu hinterlassen. Der Durchfluss muss hoch genug sein, um den Druck in der Nozzle aufrechtzuerhalten, um die winzigen, aber sichtbaren Lücken auf der Oberfläche zu füllen.
- Anpassen der Oberflächenqualität: Wenn die oberste Schicht deines Drucks rau ist, z. B. wegen zu hoher Druckgeschwindigkeiten oder Pillow-Effekten, kannst du die Einstellung für den Glättungsfluss erhöhen. Mehr Materialfluss bedeutet eine bessere Lückenfüllung, was zu einem glatteren Ergebnis führt.
- In der Praxis: Es ist wichtig, die richtige Balance zu finden. Wenn du zu wenig glättest, füllst du die Lücken nicht richtig aus und hinterlässt eine nicht ganz optimale Oberfläche. Wenn du zu viel nimmst, besteht die Gefahr, dass du es übertreibst und unerwünschte Beulen verursachst oder die Details der oberen Schicht deines Drucks beeinträchtigst.
- Profi-Tipp: Beginne mit der Standardeinstellung von Cura und passe sie an die spezifischen Anforderungen deines Drucks an. Wenn du feststellst, dass deine oberste Schicht immer noch Unregelmäßigkeiten aufweist, könnte eine leichte Erhöhung des Glättungsflusses genau das Richtige für dich sein. Denke daran, dass jedes Filament und jedes Druckszenario einzigartig ist. Was also bei einem Projekt funktioniert, muss bei einem anderen möglicherweise angepasst werden.
Glättungseinsatz
Der Glättungseinsatz ist eine wichtige Einstellung in Cura, mit der du festlegen kannst, wie nah der Glättvorgang an die Kanten deines Drucks herankommt.
- Zweck: Sie verhindert, dass der Glättvorgang bis zu den Außenkanten reicht. Wenn dies der Fall wäre, könnte der Druck in der Nozzle-Kammer das Material über die Kante drücken und unerwünschte Wellen erzeugen.
- Verhindert Überlaufen: Sie sorgt dafür, dass das Material nicht über die Ränder hinausläuft und die Oberflächen sauber bleiben.
- Selektives Glätten: Nützlich, um dünne Bereiche vom Glätten auszuschließen, z. B. flache Abhänge, bei denen nicht jede Schichtstufe geglättet werden muss. Diese Einstellung kann helfen, das Glätten dieser dünnen Streifen zu vermeiden. Allerdings kann sie auch verhindern, dass größere Bereiche vollständig bis zum Rand geglättet werden.
Anwendungstipps: Passe den Glättungseinsatz je nach Design deines Drucks und dem gewünschten Ergebnis an. Ein kleinerer Einsatz ermöglicht es, näher an den Kanten zu glätten, was ideal für glatte, flache Oberflächen ist. Erhöhe den Einsatz für komplizierte Designs oder um das Glätten auf schmalen Abschnitten zu vermeiden.
Glättungsgeschwindigkeit
Mit der Glättungsgeschwindigkeit in Cura wird die Bewegungsgeschwindigkeit der Nozzle während des Glättvorgangs eingestellt.
- Langsamer für bessere Verschmelzung: Die Glättungsgeschwindigkeit ist in der Regel viel langsamer als die Geschwindigkeit, mit der der Rest der Schicht gedruckt wird. Diese langsame Bewegung ist wichtig, damit die Linien auf der Oberseite miteinander verschmelzen und ein nahtlos glattes Finish entsteht.
- Auswirkung auf die Druckzeit: Eine langsamere Glättungsgeschwindigkeit verbessert zwar die Oberflächenqualität, aber erhöht auch die Gesamtdruckzeit. Das gilt besonders dann, wenn die Linienbreite für das Glätten sehr schmal eingestellt ist.
Überlegungen zum Material: Da verschiedene Materialien unterschiedlich auf Hitze und Geschwindigkeit reagieren, ist die Möglichkeit, die Glättungsgeschwindigkeit anzupassen, von entscheidender Bedeutung. Bei Materialien, die mehr Hitze benötigen, um richtig zu verschmelzen, sorgt eine langsamere Geschwindigkeit dafür, dass die Nozzle genug Zeit hat, die Oberfläche effektiv zu glätten.
Die richtige Geschwindigkeit finden: Wenn du mit der Standardeinstellung von Cura beginnst und sie an die Reaktion deines Materials anpasst, kannst du optimale Ergebnisse erzielen. Wenn du feststellst, dass die Oberfläche nicht so glatt ist, wie du es gerne hättest, kannst du die Geschwindigkeit reduzieren. Beachte aber, dass sich die Druckzeit dadurch verlängert.
Beschleunigung Glättung
Wie die Glättungsgeschwindigkeit spielt auch die Einstellung der Beschleunigung der Glättung in Cura eine entscheidende Rolle für eine glatte Oberfläche deiner Drucke. Mit dieser Einstellung kannst du festlegen, wie schnell der Drucker beim Glätten beschleunigt.
- Langsamer für mehr Glätte: Die Beschleunigung der Glättung wird normalerweise langsamer eingestellt als die allgemeine Druckbeschleunigung. Diese langsamere Beschleunigung ist wichtig, um sicherzustellen, dass der Glättungsvorgang die oberste Schicht gründlich glätten kann, ohne dass es zu plötzlichen Bewegungen kommt, die das Finish beeinträchtigen könnten.
- Feinabstimmung des Prozesses: Die Anpassung der Beschleunigung kann helfen, die Handhabung der Nozzle mit der obersten Schicht zu verfeinern, insbesondere bei Materialien, die unterschiedlich auf das Glätten reagieren. Eine langsamere Beschleunigung sorgt dafür, dass die Nozzle genügend Zeit hat, Hitze und Druck gleichmäßig auf die Oberfläche auszuüben, Lücken zu füllen und Unebenheiten zu glätten.
In der Praxis kannst du die besten Ergebnisse erzielen, wenn du mit der Standardbeschleunigung beginnst und sie an die Anforderungen deines Drucks und die Eigenschaften des Materials anpasst. Denk daran, dass das Ziel darin besteht, die Oberflächenqualität zu verbessern, ohne die Gesamtdruckzeit erheblich zu beeinträchtigen.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
