
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Ein schlechtes Bridging Verhalten führt oft zu Frustration im 3D Druck. Dabei lässt sich das Verhalten einfach optimieren und noch einfacher testen.
Ein Bridging Test testet wie gut der 3D Drucker 90° Überhänge drucken kann. Gute Bridging Testobjekte verbrauchen dabei so wenig Filament wie möglich und bieten mehrere Brückenlängen. Es gibt Bridging Test entweder in Slicer Plugins oder auf Plattformen wie Thingiverse zum Download.
Dies sind die besten Bridging Testobjekte:
- Bridging Test im Calibration Shapes Plugin in Cura
- “Bridging Test (Customizable)” von walter (Link zum Objekt)
- “Double Helix bridging torture test” von WildRoseBuilds (Link zum Objekt)
- “Bridge Calibration Test” von 3D-ME (Link zum Objekt)
Nach einer Vorstellung dieser Bridging Testobjekte, lernst du wie du das Bridging Verhalten einfach optimieren kannst.
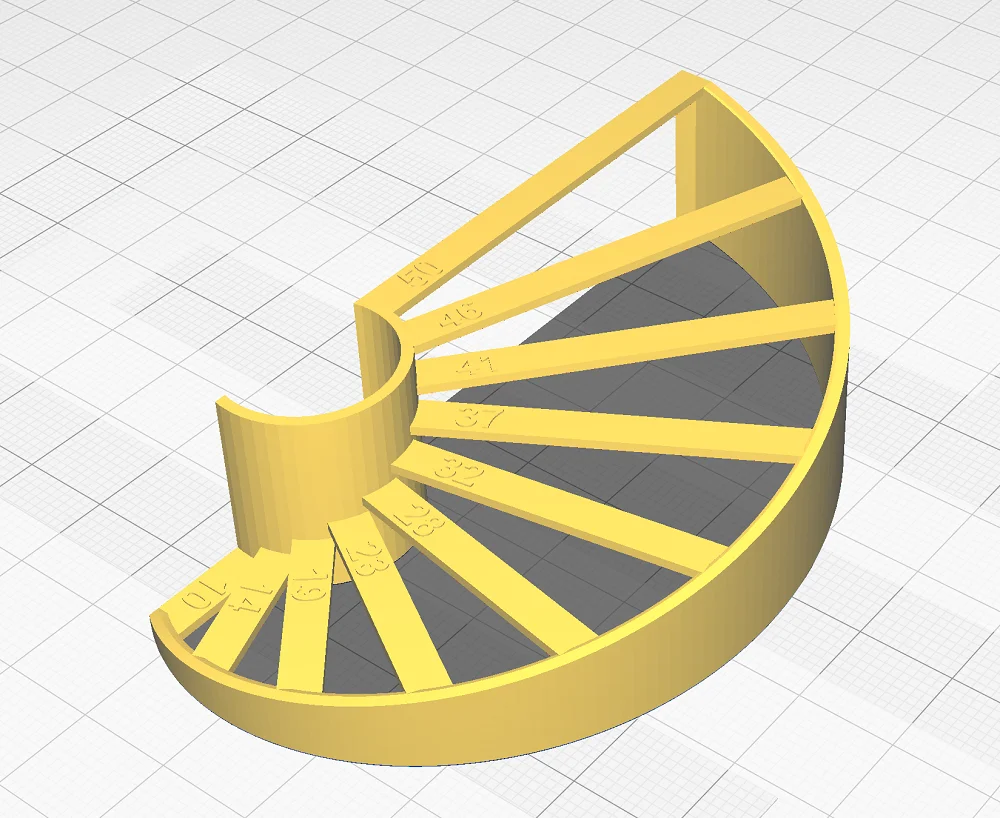
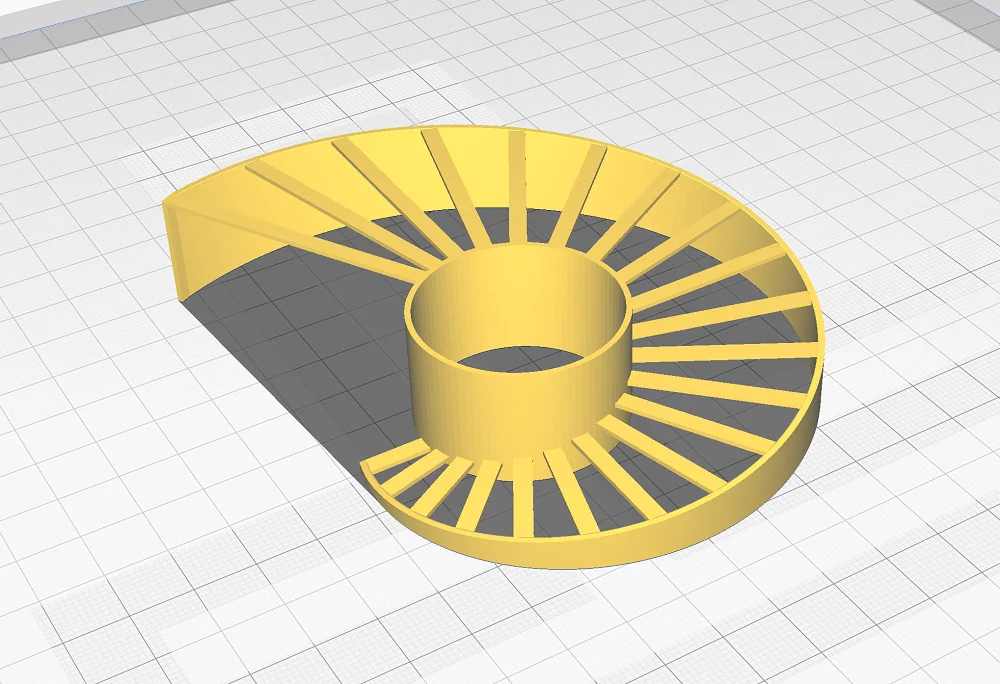
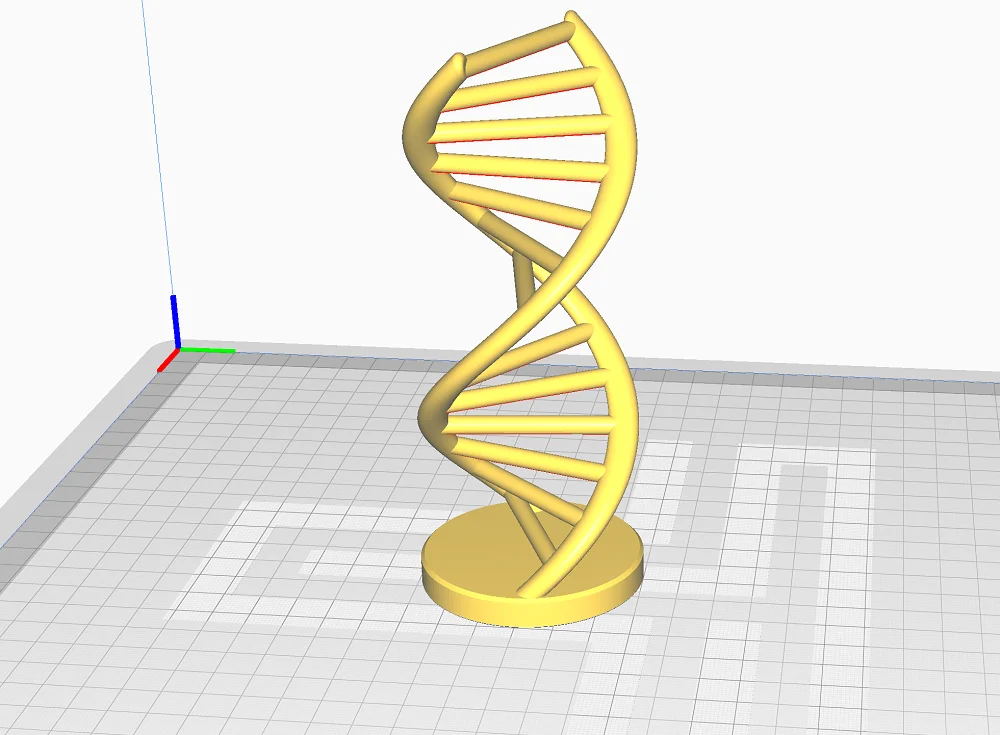
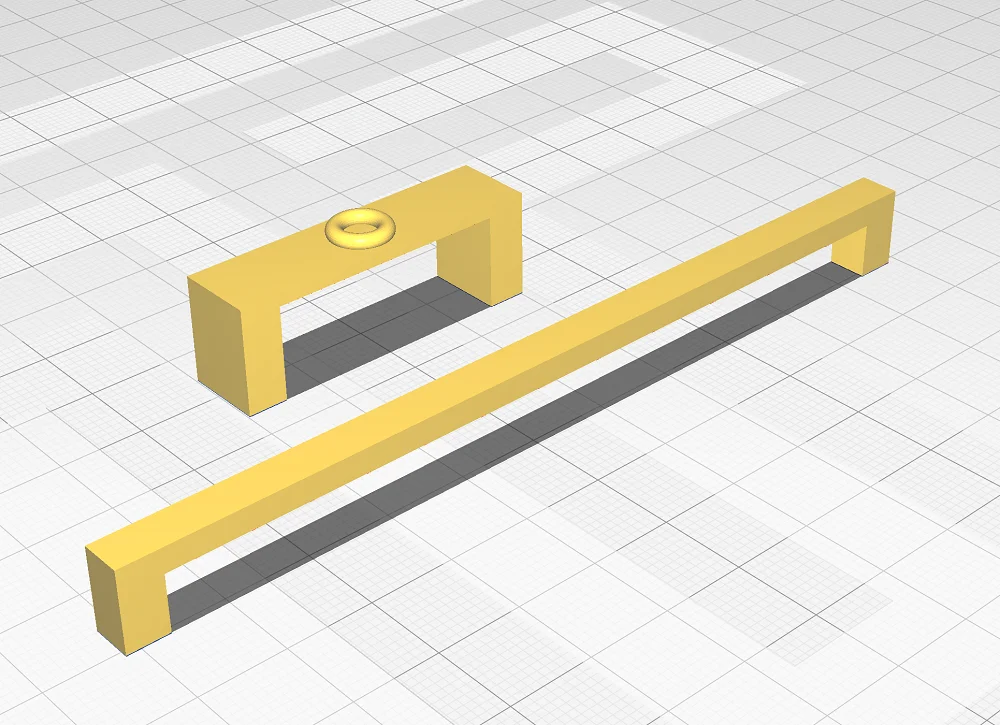
Table of Contents:
Temperatur Turm vor Bridging Test
Bevor du das Bridging Verhalten optimierst und einen Bridging Test durchführst, solltest du erst die perfekte Temperatur für dein Filament herausfinden. Erst dann kannst du fehlerfreie Brücken drucken.
Genauso wie für den Bridging Test auch, gibt es für Temperatur Türme in Cura vorgefertigte Modelle im Calibration Shapes Plugin. Außerdem gibt es diverse Temperatur Türme auf Thingiverse als Gratis-Download.
Temperatur Turm aus den Cura Calibration Shapes
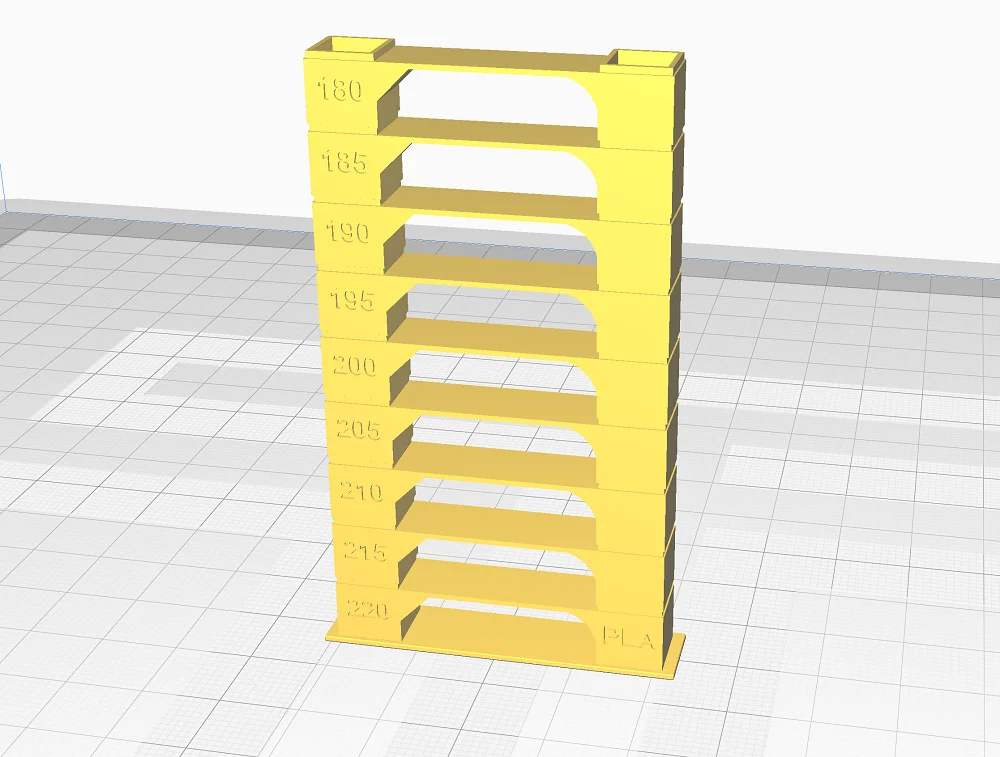
Über den Marketplace in Cura kannst du dir das kostenlose Plugin Calibration Shapes installieren. Neben dem Standard Kalibrierwürfel, Retraction/Stringing Test und vieles mehr, gibt es hier Temperatur Türme.
Die Temperatur Türme gibt es für verschiedenste Filamenttypen, zum Beispiel für PLA oder ABS. Die verschiedenen Türme haben alle dieselbe Form und gehen von 180 bis 220 °C bei PLA und 210 bis 250 °C bei ABS.
Die Form der Temperatur Türme ist im Prinzip immer gleich. Pro Temperaturstufe wird eine Brücke mit derselben Länge gedruckt, um das Extrusionsverfahren des Filaments bei der jeweiligen Temperatur zu zu testen. Wenn die richtige Temperatur dabei ist, wirst du perfekte Brücken bekommen.
Das Praktische an dem Calibration Shapes Plugin sind die enthaltenen Skripts für die jeweiligen Testmodelle. Um die Drucktemperatur bei jeder neuen Stufe anzupassen, benötigt es ein Script um den G-Code dementsprechend zu verändern. Das Skript Menü findest du in Cura oben in der Menüleiste: Erweiterungen > Nachbereitung > G-Code ändern
Heat Tower von Akiland
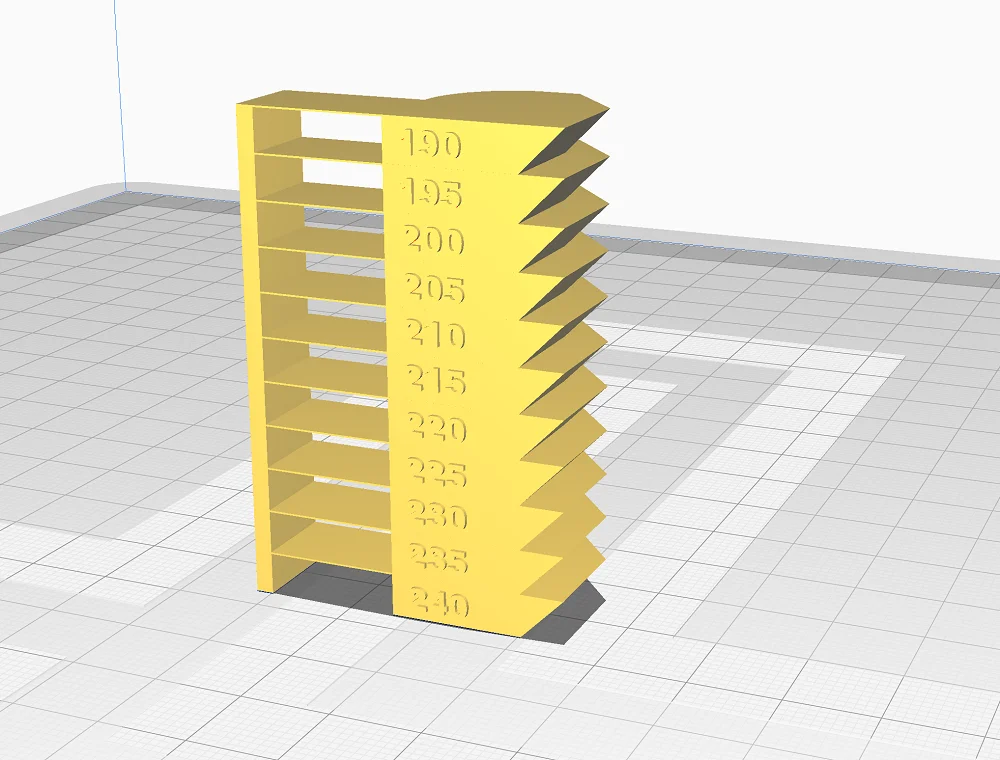
Wenn du lieber etwas aus der 3D Druck Community verwenden möchtest, gibt es auch auf Thingiverse sehr gute Modelle für Temperatur Türme, wie zum Beispiel den “Heat tower (190-240) 5mm steps” von Akiland (Link zum Objekt).
Wie der Name schon sagt, geht dieser Temperatur Turm von 180 °C bis 240 °C in 5 mm Schritten und eignet sich daher für PLA. Auch hier wird bei jeder Temperatur eine Brücke gedruckt. Außerdem wird auf der anderen Seite ein 45° Überhang gedruckt.
Die Besten Bridging Testobjekte
Ein gutes Bridging Testobjekt zeichnet sich dadurch aus, dass es entweder anpassbar ist oder direkt verschiedene Brückenlängen bietet. Außerdem sollte es so wenig Filament wie möglich verbrauchen um das Bridging Verhalten zu testen.
Falls du Cura als Slicer verwendest, hast du hier auch wieder die Wahl ein Objekt aus dem Calibration Shapes Plugin zu verwenden. Es gibt aber auch hervorragende Test auf Thingiverse die alle ohne Skript oder sonstige G-Code Veränderungen auskommen.
Bridging Test aus den Cura Calibration Shapes
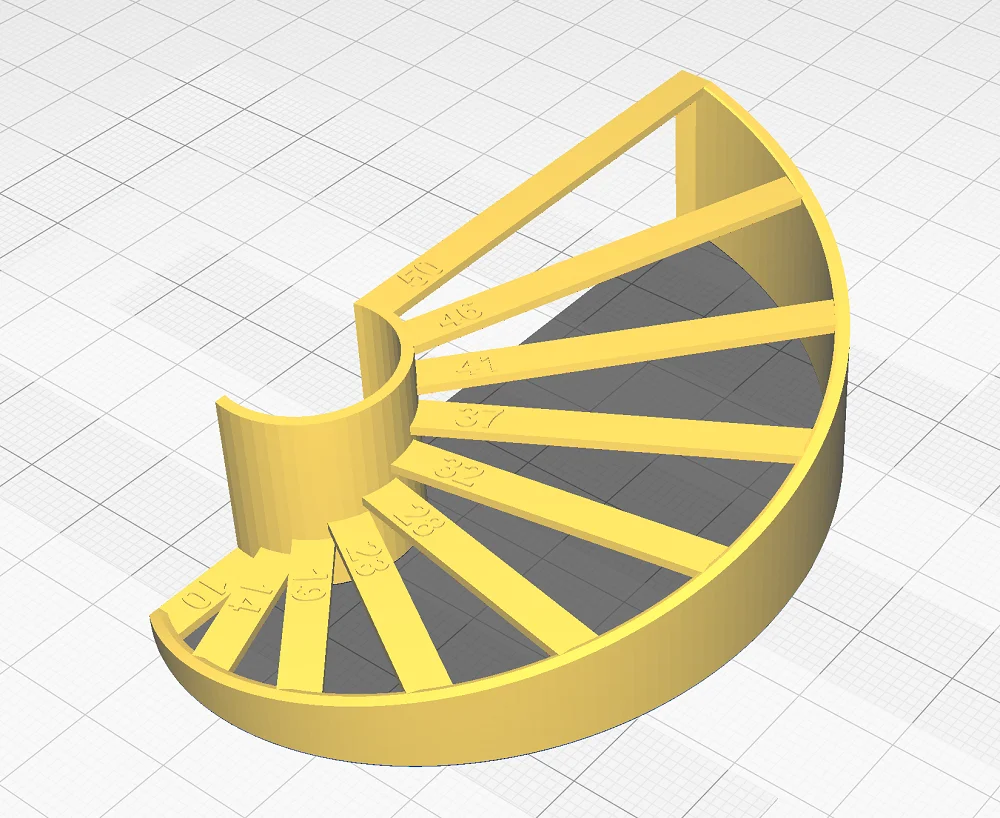
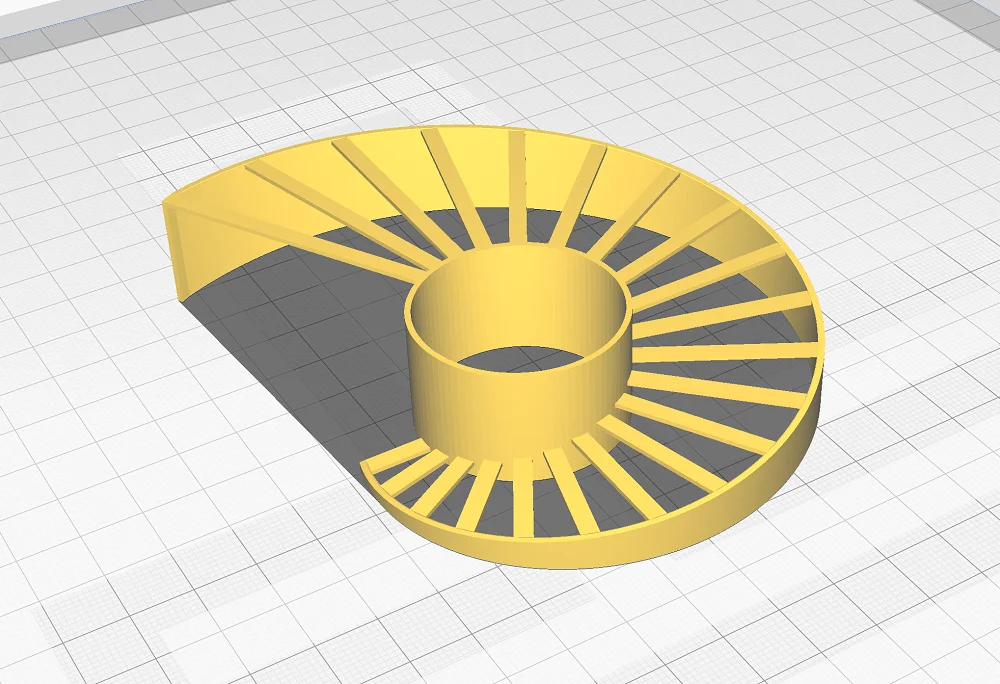
Der Bridging Test aus dem Calibration Shapes Plugin in Cura bietet zehn verschiedene Brückenlängen von 10 bis 50 mm. Wenn du noch längere Brücken drucken möchtest, könntest du das Modell ganz einfach größer skalieren (denk dann aber später daran, dass die Beschriftung nicht mehr stimmt).
Der Bridging Test ist so konstruiert, dass die einzelnen Brücken sich nicht in derselben Schicht auf der Z-Achse befinden, sondern immer versetzt etwas weiter höher. Dadurch werden sie nacheinander gedruckt und es entsteht eine immer größer werdende Wendeltreppe auf der das Bridging Verhalten getestet wird.
In dem Plugin gibt es auch noch ein Overhang Testobjekt mit dem du Überhangwinkel von 40° bis 80° testen kannst. Wenn dein Bridging Test in Ordnung war, wird dieses Testobjekt mit Sicherheit auch klappen.
Bridging Test von walter auf Thingiverse
Den sehr beliebten “Bridging Test (Customizable)” von walter gibt es auf Thingiverse (Link zum Objekt).
Über den eingebauten Customizer in Thingiverse kannst du das Objekt noch auf deine Wünsche anpassen. Du kannst die minimale und maximale Brückenlänge, die Anzahl der Brücken, die Breite der Brücken und ihren Z-Abstand einstellen. Das durch dich angepasste Objekt kannst du dann auf Knopfdruck herunterladen.
Bis auf die fehlenden Beschriftungen auf den einzelnen Brücken, ähnelt dieser Bridging Test dem Test aus dem Calibration Shapes Plugin in Cura sehr, ist aber auch perfekt dafür geeignet das Bridging Verhalten zu testen.
Double Helix Bridging Torture Test von WildRoseBuilds auf Thingiverse
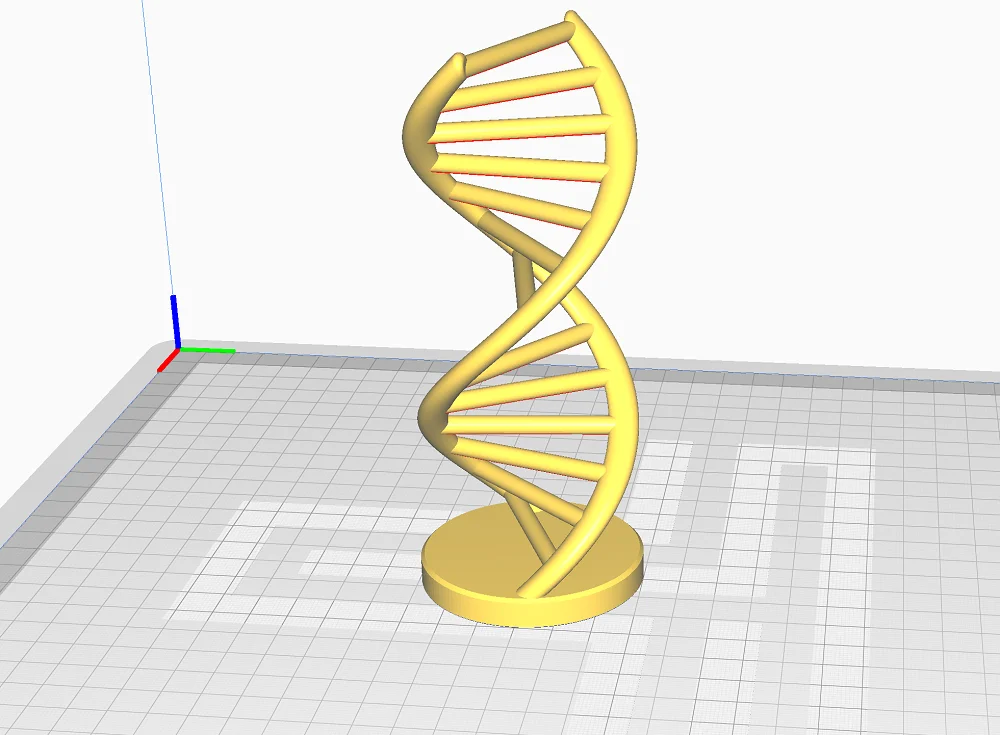
Der “Double Helix bridging torture test” von WildRoseBuilds auf Thingiverse gibt dir die Möglichkeit einen schönen Bridging Test zu drucken (Link zum Objekt). Ich finde die Idee gut – ich weiß zwar nicht wie es bei dir ist, aber mein Regal quillt bald vor unnützen Kalibrierobjekten über…
Der Nachteil an diesem Objekt ist, dass die Brückenlänge immer gleich ist. Um unterschiedliche Brückenlängen zu bekommen, müsstest du das Objekt mit unterschiedlichen Skalierungen öfter drucken. Und dann sind wir auch wieder beim Thema Verschwendung.
Daher bietet sich dieses Objekt eher für einen schnellen Test zwischendurch an mit dem du einen schon vorher kalibrierten 3D Drucker noch einmal prüfen möchtest (z.B. wenn du ein neues Filament verwendest).
Bridge Calibration Test von 3D-ME auf Thingiverse
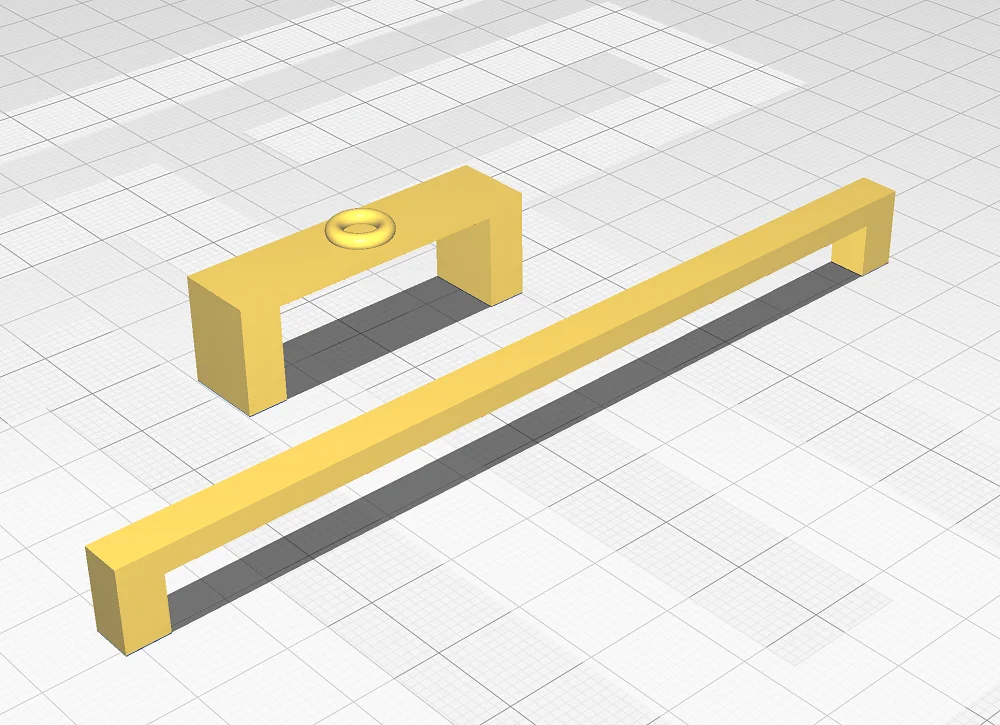
Bei der Entwicklung des “Bridge Calibration Test” von 3D-ME auf Thingiverse stand Effizienz im Vordergrund (Link zum Objekt). Dieser Test verbraucht so wenig Filament wie möglich um das Bridging Verhalten zu testen.
Die verschiedenen Brückenlängen testest du indem du einzelne Brücken mit unterschiedlichen Längen druckst. Um den Test noch ein wenig zu verschärfen sitzt oben auf der Brücke noch ein kleines Gewicht aus gedrucktem Filament.
Bridging Optimieren beim 3D Druck
Schlechtes Bridging Verhalten ist ein häufiges Problem im 3D Druck. Nachdem du nun weißt wie du es am besten testen kannst, ist es nun Zeit zu lernen wie du es optimieren kannst.
Es gibt insgesamt 3 wichtige Einstellungen mit denen du das Bridging Verhalten verbessern kannst:
- Kühlung erhöhen
- Druckgeschwindigkeit verringern
- Drucktemperatur verringern
Außerdem gibt es noch zwei Notlösungen: Das Bridging komplett durch eine andere Orientierung des Objekts vermeiden oder Supports/Stützstrukturen für die Brücken drucken.
Kühlung Erhöhen
Die wichtigste Einstellung um bessere Brücken drucken zu können ist die Kühlung. Wenn das Filament zu flüssig ist, fließt es durch die Gravitation nach unten. Wenn die Temperatur zu hoch ist, bzw. die Kühlung zu gering, bleibt das Filament zu flüssig und die Brücke biegt sich durch.
Wenn du die Kühlung erhöhst, erstarrt das Filament schneller und bleibt exakt dort wo der Druckkopf es extrudiert hat. In den meisten Slicern veränderst du die Kühlrate durch die Lüftergeschwindigkeit.
Wenn deine die Lüftergeschwindigkeit bzw. die Kühlrate schon standardmäßig auf 100% eingestellt war, werden dir die folgenden Einstellungen weiterhelfen.
Druckgeschwindigkeit Verringern
Flüssiges Filament wird beim Bridging auf der einen Seite von der schon gedruckten Brücke und auf der anderen Seite von der Nozzle gehalten. Wenn die Geschwindigkeit zu hoch ist, ist die Länge des Bereichs in dem das Filament noch flüssig ist zu lang, was zu durchhängenden Brücken führt.
Damit das Filament schnell genug erhärten kann, ist neben einer guten Kühlung auch eine geringe Druckgeschwindigkeit wichtig. In manchen Slicern kannst du die Druckgeschwindigkeit für Brücken individuell einstellen. So oder so, solltest du versuchen in Schritten von 5 bis 10 mm/s die Geschwindigkeit zu verringern und das Ergebnis danach kontrollieren.
Drucktemperatur Verringern
Diesen Punkt solltest du mit dem Temperatur Turm schon abgedeckt haben. Mit der richtigen Drucktemperatur verhinderst du das Durchhängen von Brücken.
Wenn die Temperatur zu hoch ist, ist das Filament noch zu weich und wird durchhängen. Zu tief darf die Drucktemperatur aber auch nicht sein um andere Druckfehler oder eine schlechte Druckbett Haftung zu vermeiden.
Bridging Durch Andere Orientierung Vermeiden
Bei manchen Objekten ist es oft sinnvoller es einfach um 90° in eine andere Richtung zu drehen um Brücken komplett zu vermeiden. Zwar ist dies nur eine Notlösung und behebt das grundlegende Problem nicht, ist aber bei manchen Modellen eine schnelle und frustfreie Lösung.
Supports für Brücken
Eine weitere Notlösung ist das Einfügen von Supports für die Überhänge bzw. für die Brücken. Supports einzufügen fühlt sich manchmal an wie aufzugeben, ist aber besonders bei langen Brücken oft die einzige Möglichkeit sie ohne Fehler zu drucken.
Meistens ist die Brücke auch so orientiert, dass die Supports keine sichtbaren Überreste hinterlassen.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
