
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Bambu Lab A1 mini kann auch mit Cura als Slicer verwendet werden. Ich habe den A1 mini im Detail getestet und auch ein Cura Profil für ihn erstellt. Und in diesem Artikel zeige ich dir meine Cura Einstellungen.
Zwar hat Cura einige Vorzüge gegenüber Bambu Studio, jedoch gibt es bei der Verwendung von Cura für den A1 mini diese Einschränkungen:
- Nur ein Filament: Bei Verwendung von Cura ist die Nutzung des Automated Material Systems (AMS) für Mehrfarbendruck nicht möglich. Der Drucker kann nur mit einem Filament gleichzeitig arbeiten.
- Anzeige des Druckfortschritts: Der Bildschirm des Druckers zeigt nicht den Fortschritt des Druckvorgangs an.
Vorab sind hier die wichtigsten Einstellungen zusammengefasst:
| PLA | PETG | |
|---|---|---|
| Drucktemperatur | 220 °C | 255 °C |
| Druckbett-Temperatur | 60 °C | 70 °C |
| Geschwindigkeit (Außenwand) | 150-200 mm/s | 150-200 mm/s |
| Retraction | 0,8 mm mit 30 mm/s | 0,8 mm mit 30 mm/s |
| Kühlung | 100 % | 50-100 % |

Bambu Lab A1 mini Cura Profil erstellen
Ein 3D-Druckerprofil in Cura ist im Wesentlichen eine Sammlung von Einstellungen, die spezifisch für einen bestimmten 3D-Drucker konfiguriert sind. Es enthält zwei Hauptarten von Einstellungen:
- Maschineneinstellungen: Diese beziehen sich auf die physikalischen und technischen Eigenschaften des Druckers wie Bauvolumen, Druckbetttyp, Düsentemperatur und ähnliches. Sie stellen sicher, dass die Software die Fähigkeiten und Grenzen des Druckers versteht.
- Druckeinstellungen: Sie betreffen die Parameter des eigentlichen Druckvorgangs wie Schichtdicke, Füllmuster, Druckgeschwindigkeit und Temperaturregelung. Diese Einstellungen haben direkten Einfluss auf die Qualität des fertigen Druckstücks, einschließlich Genauigkeit, Festigkeit und Oberflächenbeschaffenheit.
Zunächst kümmern wir uns um die Maschineneinstellungen. Dafür müssen wir ein leeres Profil für den Drucker anlegen und es mit den richtigen Parametern füllen.
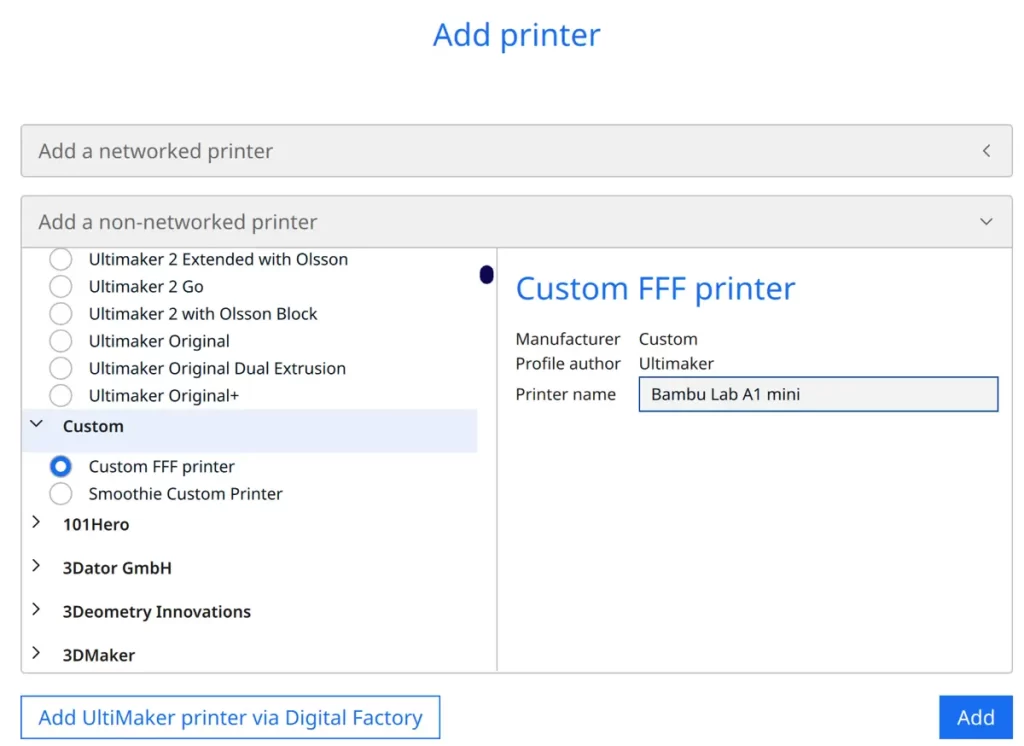
Um in Cura einen 3D-Drucker hinzuzufügen, folge diesen einfachen Schritten:
- Gehe zu ‚Einstellungen‘ in Cura.
- Wähle ‚Drucker‘ aus.
- Klicke auf ‚Drucker hinzufügen‘.
- Wähle ‚Nicht-vernetzter Drucker‘.
- Klicke auf ‚Custom‘ und dann auf ‚Custom FFF printer‘.
- Gib den Namen deines Druckers ein.
- Klicke auf ‘Hinzufügen’.
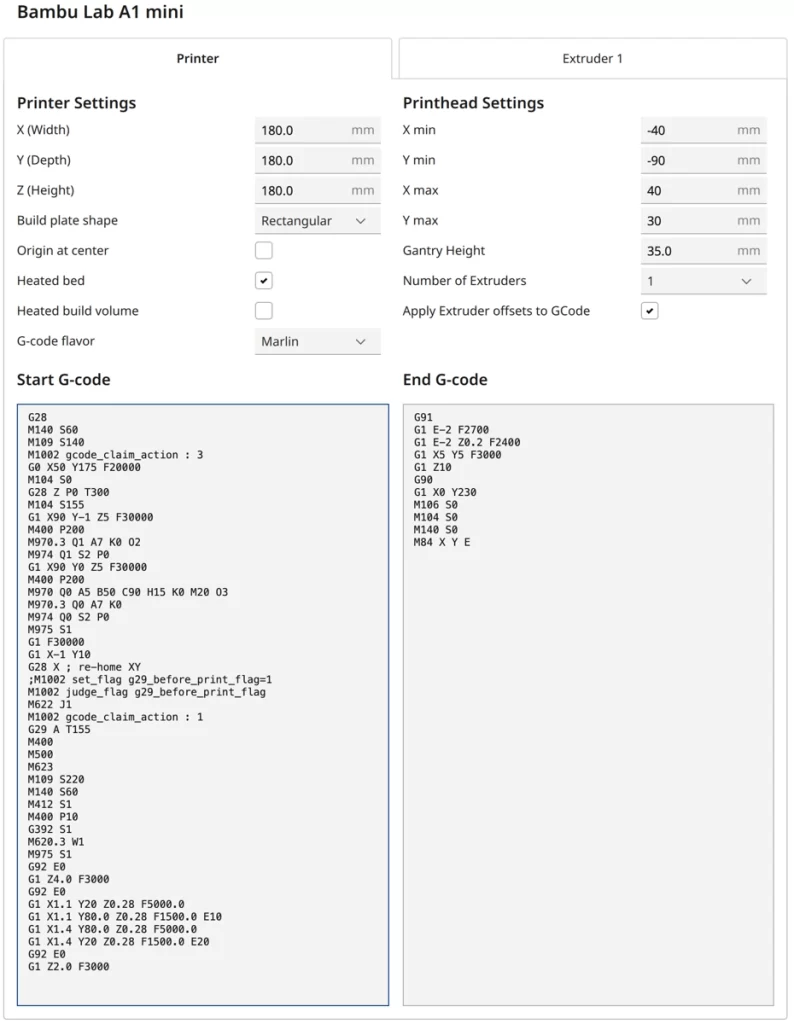
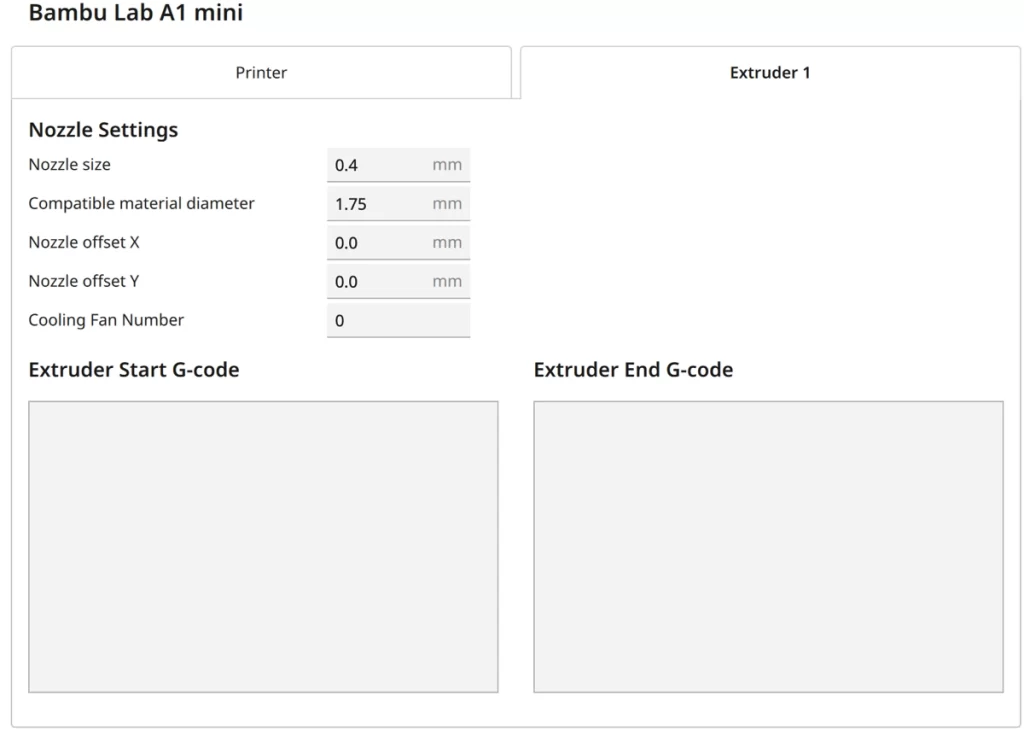
Im obigen Screenshot sind die Maschineneinstellungen für den A1 mini dargestellt. Und hier sind die G-Code-Schnipsel noch einmal aufgeführt, um sie einfacher kopieren zu können:
Start G-Code:
- G28
- M140 S60
- M109 S140
- M1002 gcode_claim_action : 3
- G0 X50 Y175 F20000
- M104 S0
- G28 Z P0 T300
- M104 S155
- G1 X90 Y-1 Z5 F30000
- M400 P200
- M970.3 Q1 A7 K0 O2
- M974 Q1 S2 P0
- G1 X90 Y0 Z5 F30000
- M400 P200
- M970 Q0 A5 B50 C90 H15 K0 M20 O3
- M970.3 Q0 A7 K0
- M974 Q0 S2 P0
- M975 S1
- G1 F30000
- G1 X-1 Y10
- G28 X
- ;M1002 set_flag g29_before_print_flag=1
- M1002 judge_flag g29_before_print_flag
- M622 J1
- M1002 gcode_claim_action : 1
- G29 A T155
- M400
- M500
- M623
- M109 S220
- M140 S60
- M412 S1
- M400 P10
- G392 S1
- M620.3 W1
- M975 S1
- G92 E0
- G1 Z4.0 F3000
- G92 E0
- G1 X1.1 Y20 Z0.28 F5000.0
- G1 X1.1 Y80.0 Z0.28 F1500.0 E10
- G1 X1.4 Y80.0 Z0.28 F5000.0
- G1 X1.4 Y20 Z0.28 F1500.0 E20
- G92 E0
- G1 Z2.0 F3000
End G-Code:
- G91
- G1 E-2 F2700
- G1 E-2 Z0.2 F2400
- G1 X5 Y5 F3000
- G1 Z10
- G90
- G1 X0 Y180
- M106 S0
- M104 S0
- M140 S0
- M84 X Y E
Der Start G-Code ist ziemlich lang, da er auch die Vibrations-Kompensierung (Input Shaping) und die Druckbett-Nivellierung enthält. Außerdem wartet der A1 mini während des Startvorgangs an mehreren Stellen aus unerfindlichen Gründen. Daher beträgt die Gesamtzeit des Startprozesses mehrere Minuten.
Nachdem du das Druckprofil für deinen 3D-Drucker in Cura erstellt hast, ist der nächste wichtige Schritt, die Druckeinstellungen anzupassen. Diese Einstellungen umfassen Faktoren wie Schichtdicke, Fülldichte, Druckgeschwindigkeit und Temperatur.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
Die besten Cura Einstellungen für den Bambu Lab A1 mini
Nachdem ich die Maschineneinstellungen für den Bambu Lab A1 Mini vorgestellt habe, wenden wir uns nun den spezifischen Druckeinstellungen zu.
Basierend auf meinen Erfahrungen benötigt dieser Drucker kaum oder gar keine zusätzliche Kalibrierung, höchstens eine Anpassung der Drucktemperatur und Retraction könnte nötig sein – je nach Filament. Für eine detaillierte Anleitung dazu, wie du die Drucktemperatur einstellen kannst, findest du hier einen hilfreichen Guide: 3D-Drucker Kalibrierung: Schritt-für-Schritt Anleitung
Viele der beschriebenen Einstellungen sind Drucker unabhängig. Sie sind für Standarddrucke jedoch gut geeignet. Je nachdem, welchen Zweck dein Druckobjekt erfüllen soll, musst du sie gegebenenfalls anpassen. Ich habe die Drucker-unabhängigen und die abhängigen Einstellungen jeweils markiert.
Qualität (Drucker-unabhängig)
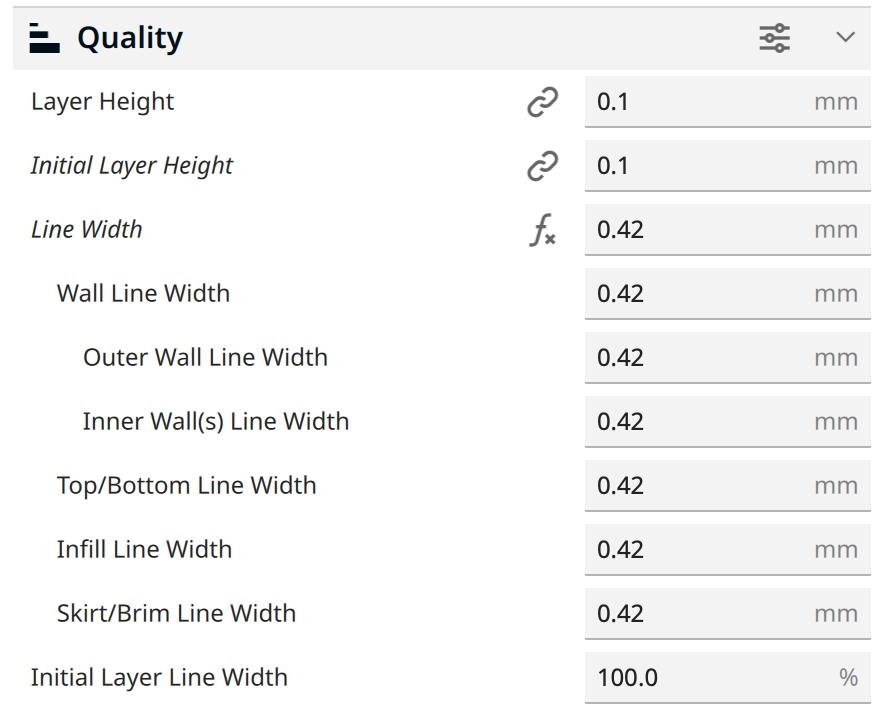
Hier sind die wichtigsten Qualitätseinstellungen in Cura für den A1 Mini:
- Schichthöhe: 0,1 mm
- Linienbreite: 0,42 mm
Der Bambu Lab A1 Mini meistert den Druck mit einer Schichthöhe von 0,1 mm mit Bravour. Diese Einstellung ist ideal, um detaillierte und glatte Oberflächen zu erzielen, was besonders bei feinen Modellen oder komplexen Geometrien vorteilhaft ist. Die präzise Schichthöhe von 0,1 mm hilft dabei, die Schichten nahezu unsichtbar zu machen, was zu einem hochwertigen Endergebnis führt.
Wände (Drucker-unabhängig)
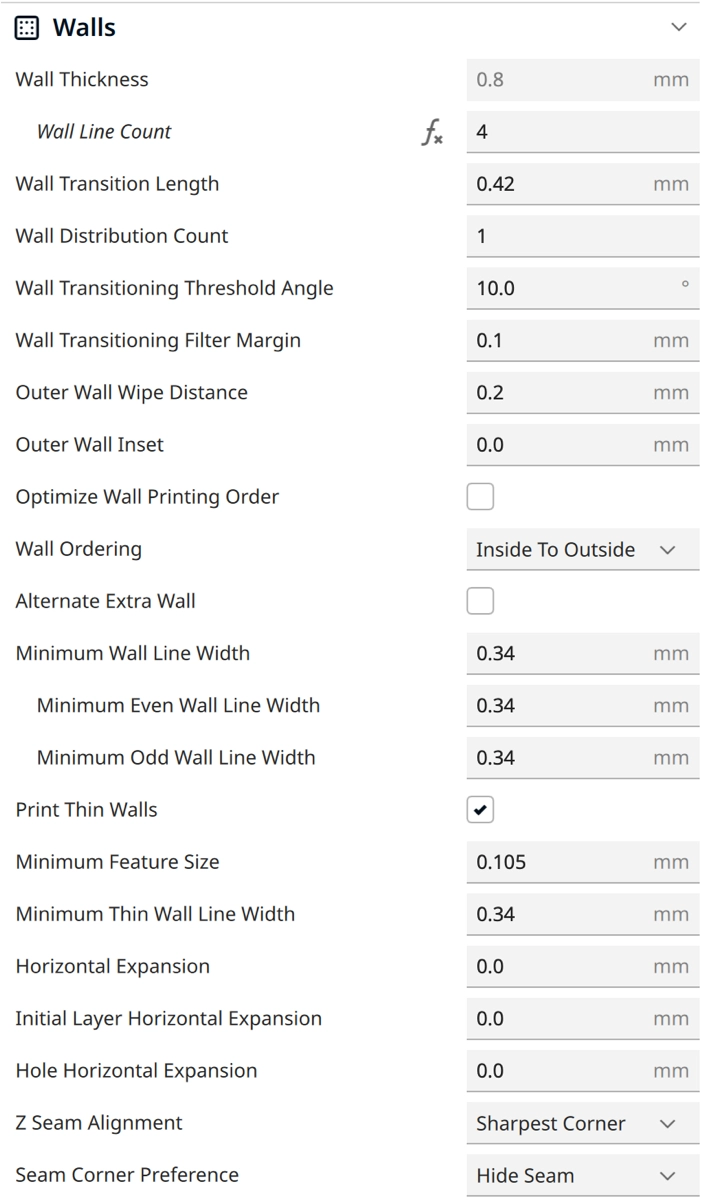
Hier sind die wichtigsten Wand-Einstellungen in Cura für den A1 Mini:
- Anzahl Wände: 4
- Z-Naht Orientierung: Sharpest Corner
Ich bevorzuge es, mit vier Wänden zu drucken, da dies einen soliden Kompromiss für die meisten Druckprojekte darstellt. Vier Wände bieten eine ausgezeichnete Balance zwischen Haltbarkeit und Materialverbrauch, ohne die Druckzeit unnötig zu verlängern. Diese Einstellung sorgt für eine robuste Außenstruktur des gedruckten Objekts, während sie gleichzeitig genug Stabilität für funktionelle Teile bietet.
Oben/Unten (Drucker-unabhängig)
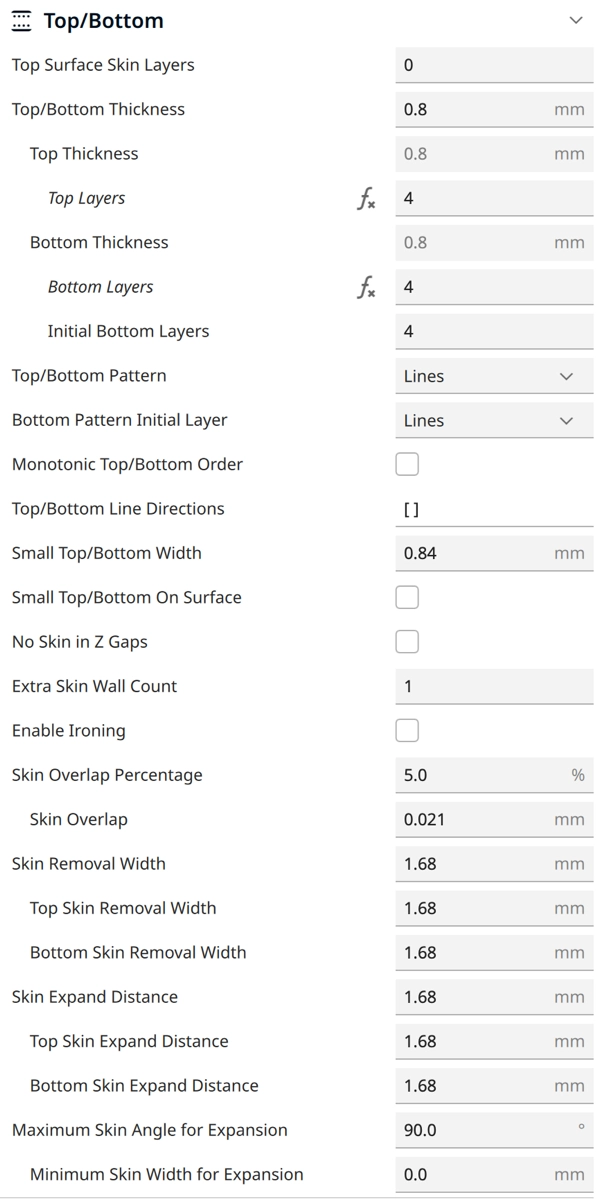
Hier sind die wichtigsten Einstellungen der oberen und unteren Schichten in Cura für den A1 Mini:
- Anzahl oberer/unterer Schichten: 4
Auch hier ein Kompromiss aus kurzer Druckzeit und genug Stabilität. Dies ist natürlich genauso wie die Anzahl der Wände nur abhängig von deinem Druckprojekt und nicht vom Drucker selbst.
Infill (Drucker-unabhängig)
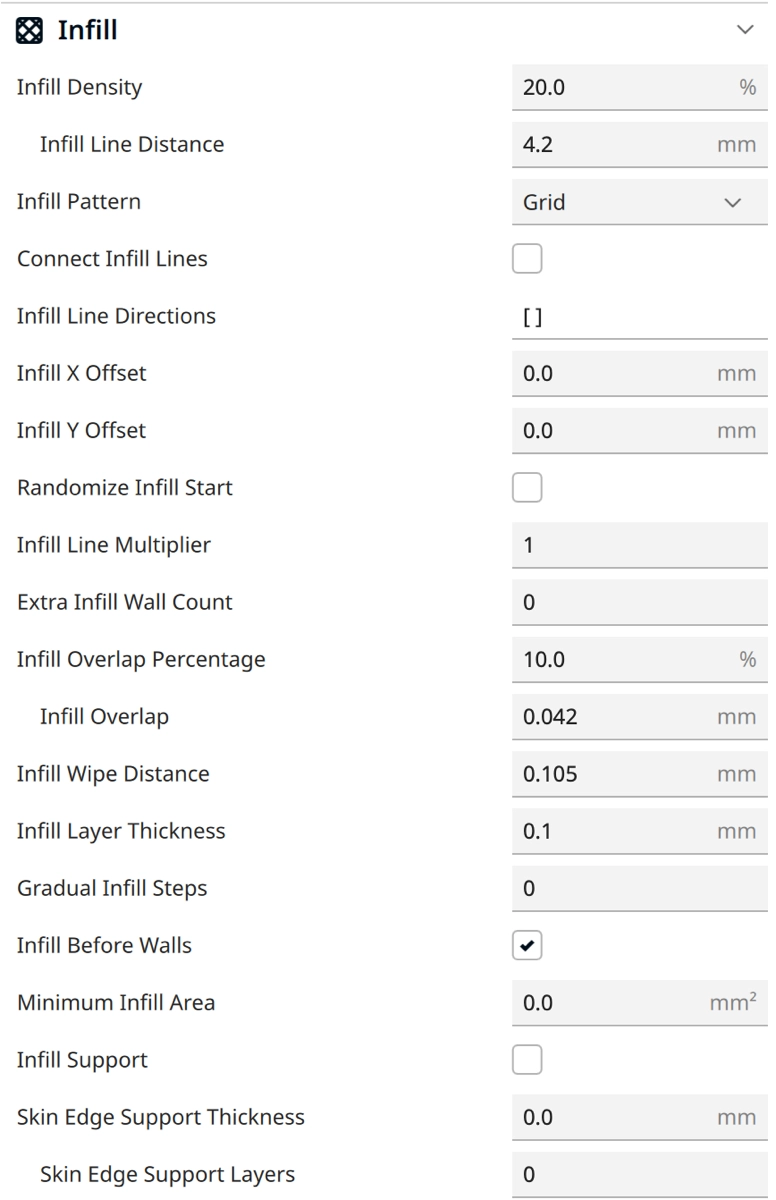
Hier sind die wichtigsten Infill-Einstellungen in Cura für den A1 Mini:
Infill Dichte:
- Dekorative Objekte: 0-15%
- Standard-Objekte: 15-50%
- Stabile Objekte: 50-100%
Infill Muster:
- Dekorative Objekte: Lines oder Zig Zag – Diese Muster sind schnell zu drucken und bieten ausreichend Stütze für Objekte, die hauptsächlich zur Zierde dienen.
- Standard-Objekte: Grid oder Tri-Hexagon – Diese bieten eine gute Balance zwischen Festigkeit und Materialverbrauch und sind für alltägliche Gebrauchsgegenstände gut geeignet.
- Stabile Objekte: Cubic oder Gyroid – Diese Muster sind für ihre hohe Festigkeit bekannt und ideal für Teile, die mechanischen Belastungen standhalten müssen.
Material (Drucker-abhängig)
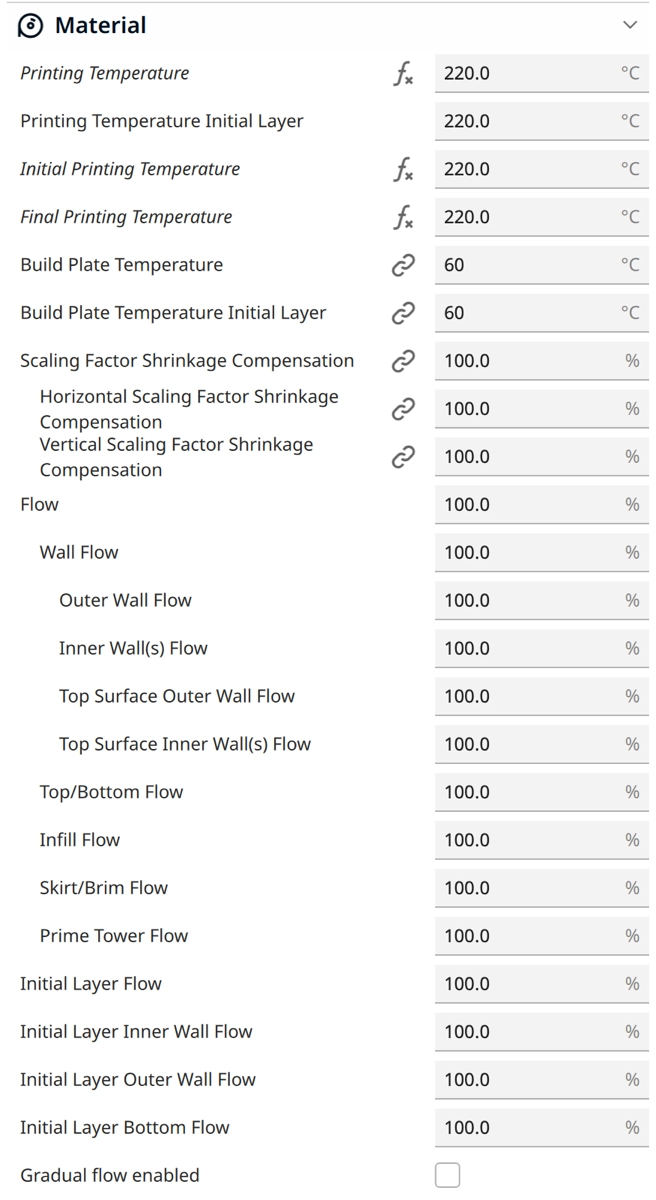
Hier sind die wichtigsten Material-Einstellungen in Cura für den A1 Mini:
- Drucktemperatur: 220 °C (PLA), 255 °C (PETG)
- Druckbett-Temperatur: 60 °C (PLA), 70 °C (PETG)
Wie weiter oben erwähnt, musst du gegebenenfalls die Drucktemperatur für das jeweils verwendete Filament kalibrieren. Meiner Erfahrung nach ist dies beim A1 Mini aber nur selten nötig, da der Drucker gut auf unterschiedliche Materialien abgestimmt ist und oft von Anfang an die richtigen Temperatureinstellungen bietet.
Dies erleichtert den Druckprozess erheblich und ermöglicht es auch Anfängern, schnell und ohne umständliche Anpassungen mit dem Drucken zu beginnen.
Geschwindigkeit (Drucker-abhängig)
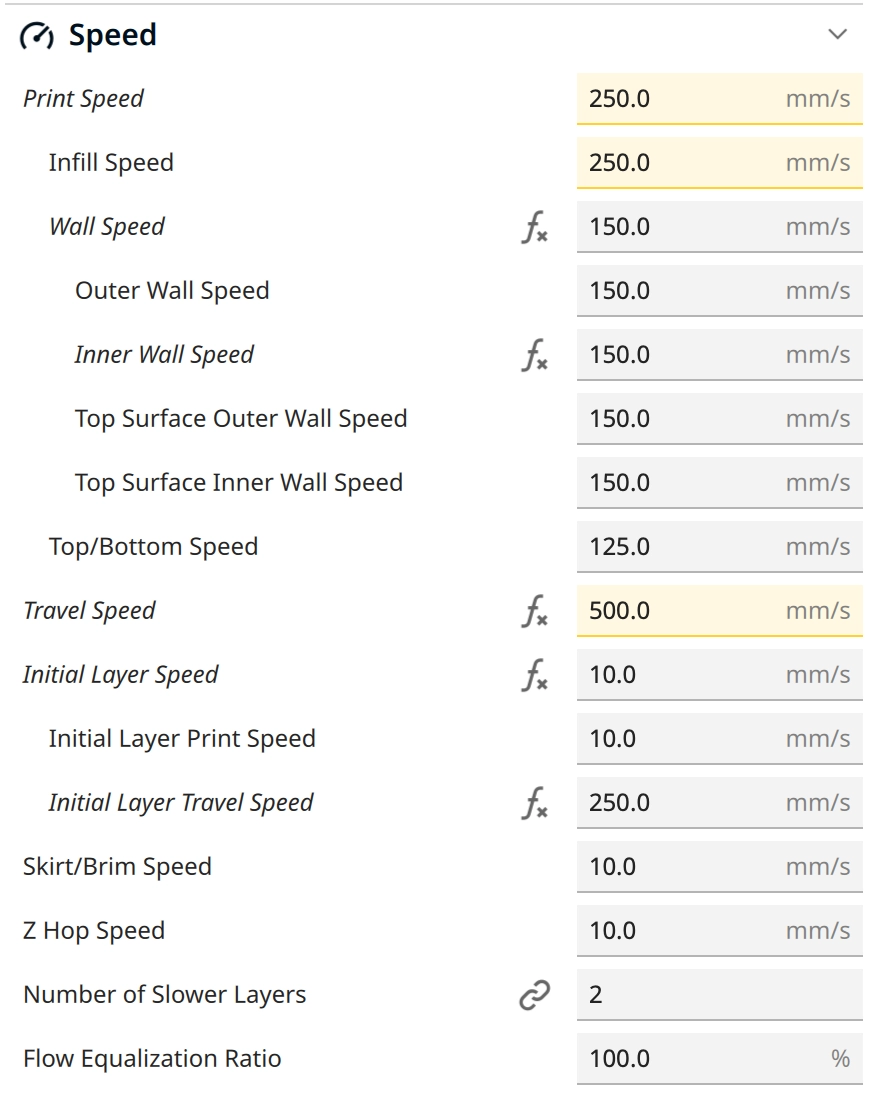
Hier sind die wichtigsten Geschwindigkeits-Einstellungen in Cura für den A1 Mini:
- Druckgeschwindigkeit: 250 mm/s
- Druckgeschwindigkeit der äußeren Wände: 150 mm/s
- Druckgeschwindigkeit der ersten Schicht: 10 mm/s (verbessert Druckbett-Haftung)
Der Bambu Lab A1 mini kann sehr hohe Druckgeschwindigkeiten erreichen. Die hier angegebenen Geschwindigkeiten, die ich in Cura verwendet habe, sind bei Weitem nicht die höchsten, die er erreichen kann. Mit ihnen habe ich jedoch die besten Erfahrungen gemacht.
Neben diesen Geschwindigkeits-Einstellungen gibt es aber auch noch wichtige Beschleunigungs-Einstellungen und die Jerk-Control.
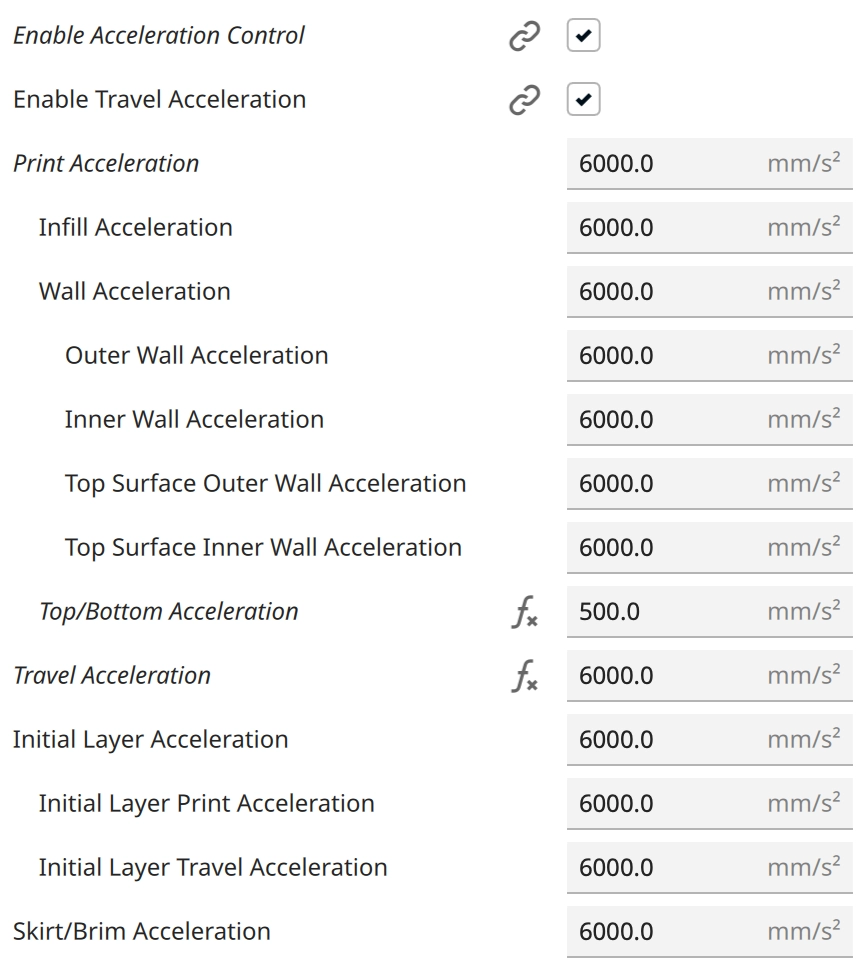
Ich habe die Beschleunigung überall auf 6000 mm/s² eingestellt. Nur für die oberen und unteren Schichten habe ich sie auf 500 mm/s² heruntergeschraubt.
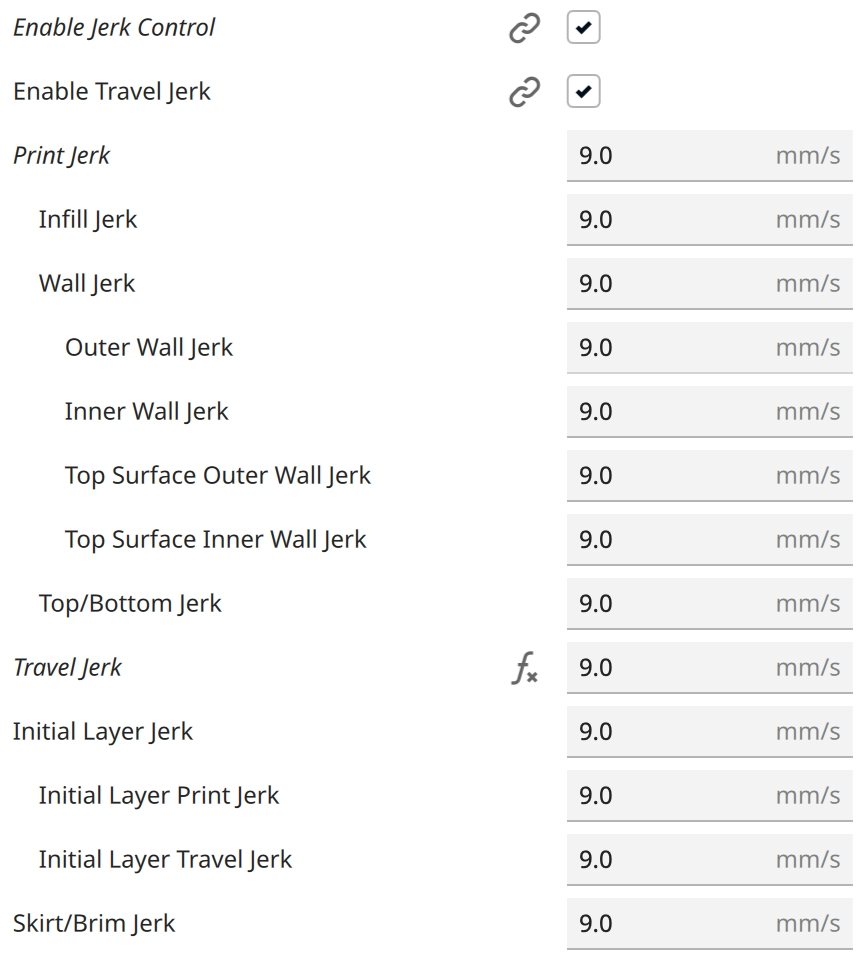
Die Jerk Control in Cura bestimmt, wie schnell dein 3D-Drucker an den Ecken ohne Beschleunigung die Richtung ändert. Ich habe sie auf 9 mm pro Sekunde eingestellt, um eine gute Balance zwischen Druckgeschwindigkeit und Druckqualität zu erreichen.
Bewegung (Drucker-abhängig)
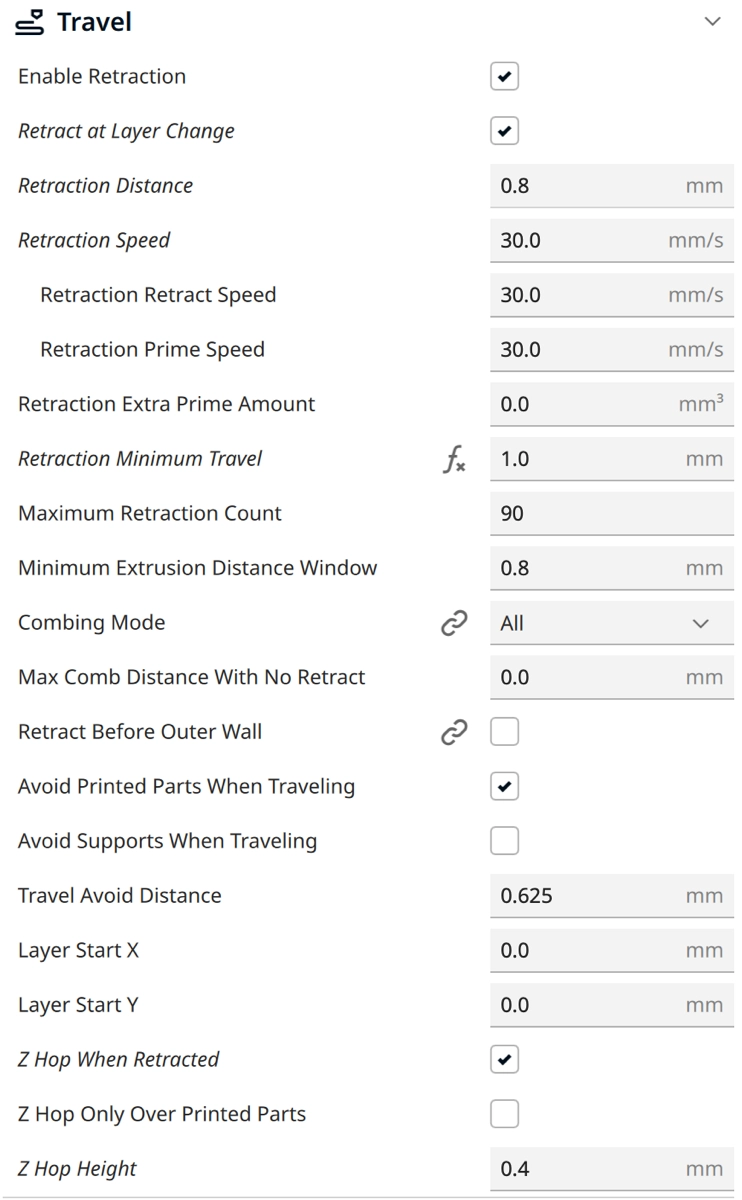
Hier sind die wichtigsten Retraction-Einstellungen in Cura für den A1 Mini:
- Retraction Distanz: 0,8 mm
- Retraction Geschwindigkeit: 30 mm/s
Die Retraction bei einem 3D-Drucker zieht das Filament kurz zurück, um das Tropfen und Fädenziehen beim Wechsel der Druckpositionen zu verhindern. Für perfekte Druckergebnisse sollte sie sorgfältig kalibriert werden. Allerdings habe ich bei dem A1 mini häufig die Erfahrung gemacht, dass er ohne zusätzliche Kalibrierung der Retraction bereits perfekte Ergebnisse liefert.
Kühlung (Drucker-abhängig)
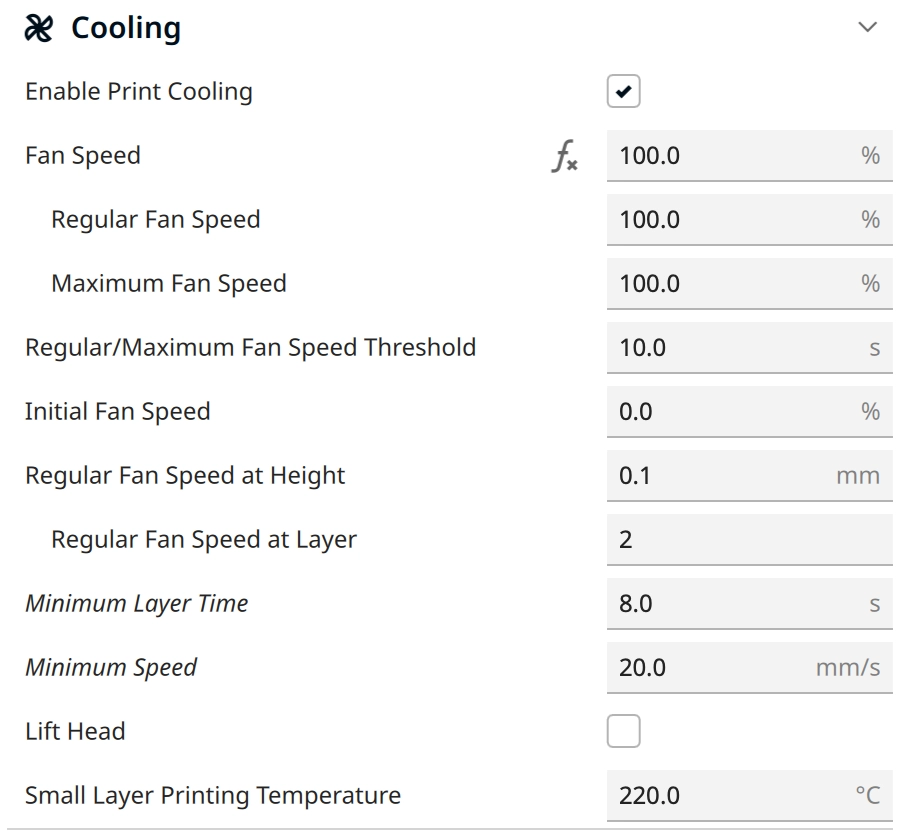
Hier sind die wichtigsten Kühlungs-Einstellungen in Cura für den A1 Mini:
- Lüfter-Geschwindigkeit: 100 % bei PLA und 50-100% bei PETG
- Minimum Layer Time: 5-10 s
Die Minimum Layer Time in Cura gibt die minimale Zeit an, die für eine Schicht beim 3D-Drucken aufgewendet werden soll, um sicherzustellen, dass jede Schicht genug Zeit zum Abkühlen hat, bevor die nächste aufgetragen wird. Wird sie zu klein eingestellt, kann dies zu schlechter Druckqualität führen, da die Schichten nicht ausreichend abkühlen und sich verformen können.
Bei meinem A1 Mini habe ich gute Erfahrungen mit einer Einstellung zwischen 5 und 10 Sekunden gemacht. Dieser Wert hängt jedoch auch vom verwendeten Filament und der Größe des zu druckenden Objekts ab.
Sonstige Cura Einstellungen für den A1 mini
- Supports: Situativ. Ich bevorzuge Tree Supports. In diesem Guide findest du meine Standardeinstellungen dafür.
- Skirt/Brim/Raft: Das Druckbett des A1 mini erzeugt für die meisten Filamente eine gute Haftung. Daher verwende ich immer nur ein Skirt als Standard. Falls du Probleme mit der Haftung haben solltest, kannst du einen Brim oder Raft versuchen.
- „Enable Bridge Settings“: Unter den experimentellen Einstellungen findest du die Brückeneinstellungen. Wenn du diese aktivierst, verwendet Cura andere Druckeinstellungen für Überhänge. Falls dann Objekt solche aufweist und du es erst einmal ohne Supports ausprobieren möchtest, würde ich dir die Aktivierung dieser Option empfehlen.
Fazit
Auch wenn du mit dem Bambu Lab A1 mini und diesen Cura Einstellungen gute Druckergebnisse erzielen kannst, würde ich dir trotzdem immer dazu raten, den hauseigenen Slicer Bambu Studio zu nutzen. Damit ist es sehr viel einfacher, perfekte Ergebnisse zu erzielen.
Aber vielleicht bist du auf ein spezielles Feature von Cura angewiesen. Dann hoffe ich, dass dir dieser Guide mit meinen getesteten Cura Einstellungen für den A1 Mini geholfen hat!
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
