
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Die richtige Schichtdicke beim Anycubic Mega S ist manchmal nicht einfach zu finden. Du hast jedoch viele Möglichkeiten, besonders wenn du verschiedene Düsendurchmesser einsetzt.
Das hier sind die besten Schichthöhen für den Anycubic Mega S:
- Sehr feine Details: 0,1 mm mit 0,2 mm Nozzle
- Feine Details: 0,1 mm mit 0,4 mm Nozzle
- Standard: 0,2 mm mit 0,4 Nozzle
- Schneller Druck: 0,3 mm mit 0,6 mm Nozzle
Wie die Oberfläche für jede Einstellung aussieht und wie lange die Drucke dauern, erfährst du in diesem Artikel.
Table of Contents:
Schichtdicke
Die Schichtdicke spielt beim Ergebnis deines 3D Drucks eine große Rolle. Eine niedrige Schichtdicke produziert glatte Oberflächen, eine hohe Schichtdicke eher raue Oberflächen.
Es ist aber nicht immer von Vorteil eine niedrige Schichtdicke zu verwenden, da du für die hohe Qualität längere Druckzeiten benötigst und das Objekt eine geringere Stabilität aufweist.
Daher bietet sich eine niedrige Schichtdicke nur für Objekte an die ästhetisch gut aussehen sollen. Für funktionale Objekte die stabil sein sollen, bietet sich daher eine dickere Schichtdicke an.
Wie du nachher im praktischen Test sehen wirst, erhöht sich die Druckzeit enorm je kleiner die Schichtdicke wird.
| Dünne Schichten | Dicke Schichten | |
|---|---|---|
| PRO | Glatt | Rau |
| CONTRA | Langsam | Schnell |
Schichtdicke vs. Düsendurchmesser
Die minimale und maximale Schichtdicke die du verwenden kannst hängt von deiner verwendeten Nozzle ab (Nozzle = Düse).
Die minimale Schichthöhe beträgt 25% des Düsendurchmessers und die maximale Schichthöhe 75% Düsendurchmessers.
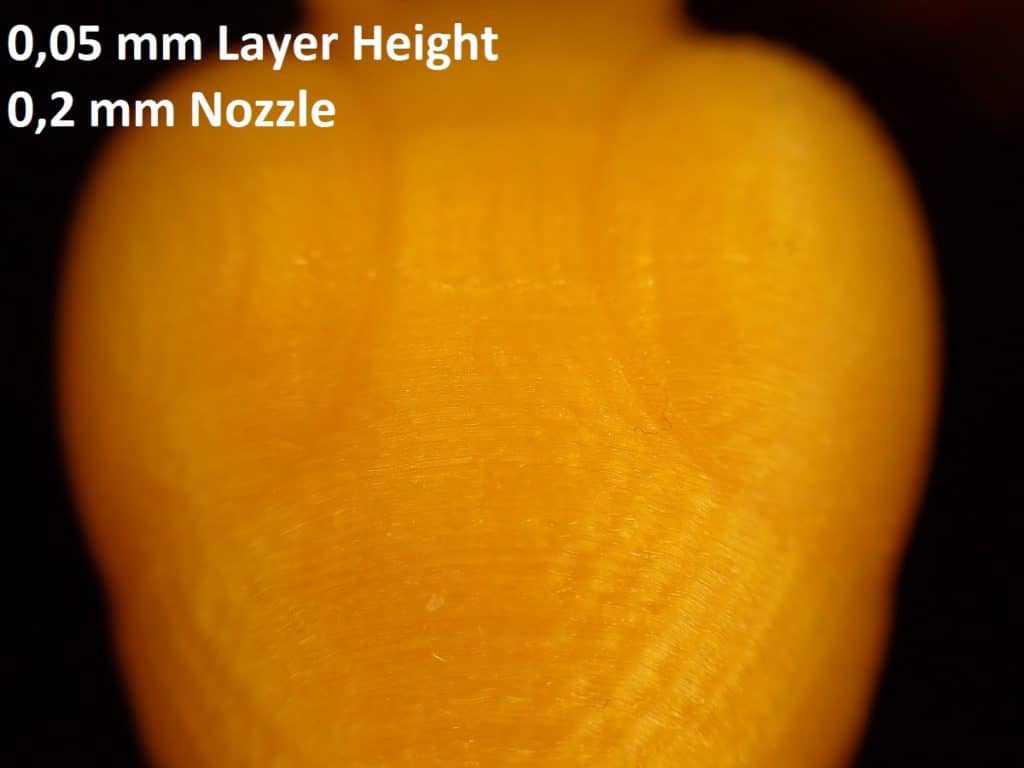
Der Anycubic Mega S kommt noch mit einer Nozzle mit 0,2 mm Durchmesser zurecht. Das heißt, du könntest eine minimale Schichtdicke von 0,05 mm erzielen.
Wie du in dem praktischen Test unten sehen wirst, hat der Drucker diese Einstellungen hervorragend gemeistert und das Ergebnis kann sich sehen lassen. Bei einer Schichthöhe von nur 0,05 mm kann man mit dem bloßen Auge die einzelnen Schichten kaum noch erkennen.
Praktischer Test mit PLA
Ich habe verschiedene Düsendurchmesser mit dem Anycubic Mega S ausprobiert. Dazu habe ich mir ein Set mit verschiedenen Düsen Durchmessern von 0,2 mm bis 1,0 mm besorgt (hier der Link zu Amazon*).
Mit jeder Nozzle Habe ich drei verschiedene Einstellungen gewählt: 25%, 50% und 75% des Düsendurchmessers.

| Schichthöhe | Düsendurchmesser | Druckzeit |
|---|---|---|
| 0,7 mm | 1,0 mm | 0:06 |
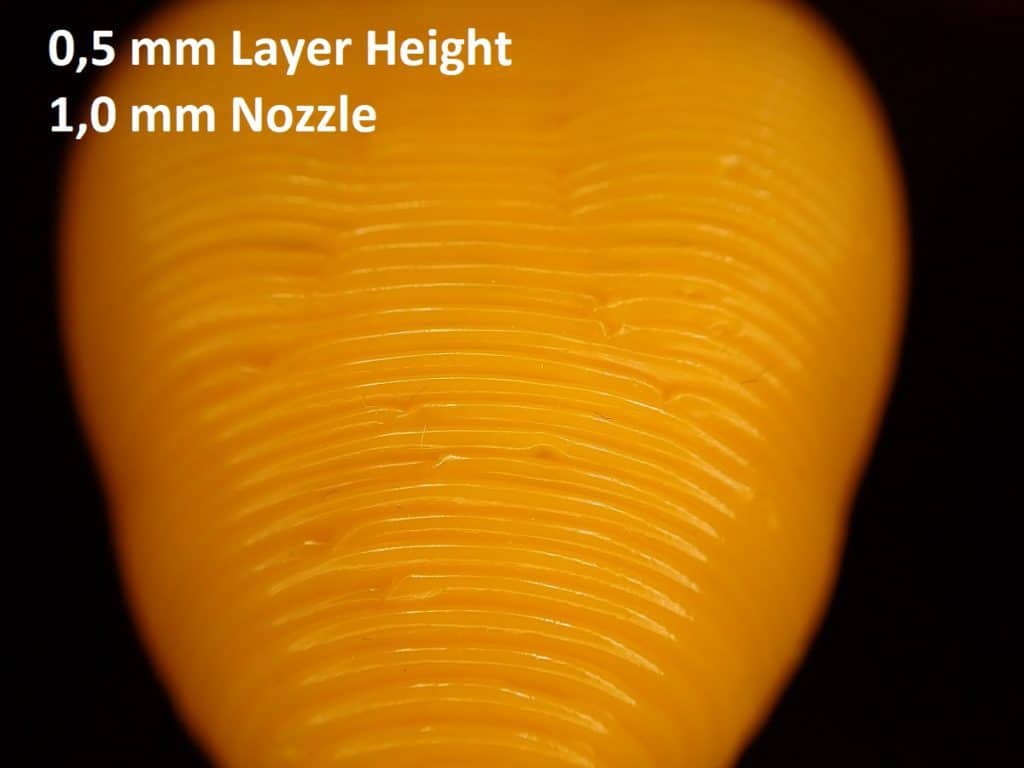
| 0,5 mm | 1,0 mm | 0:08 |
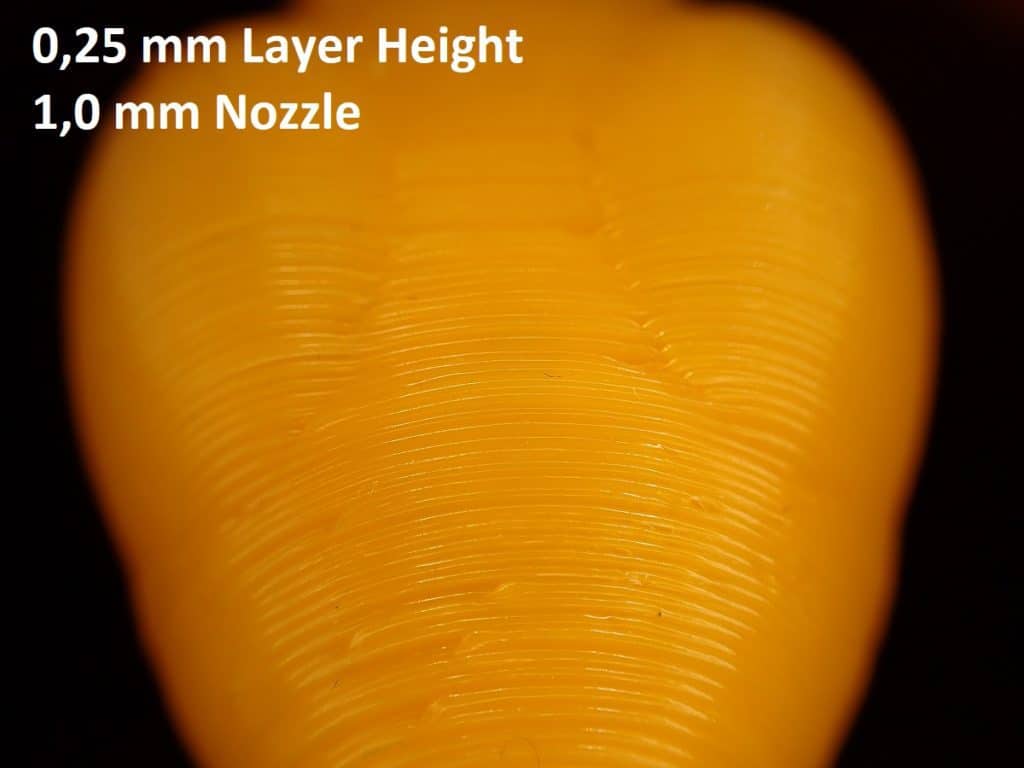
| 0,25 mm | 1,0 mm | 0:15 |
| 0,6 mm | 0,8 mm | 0:07 |
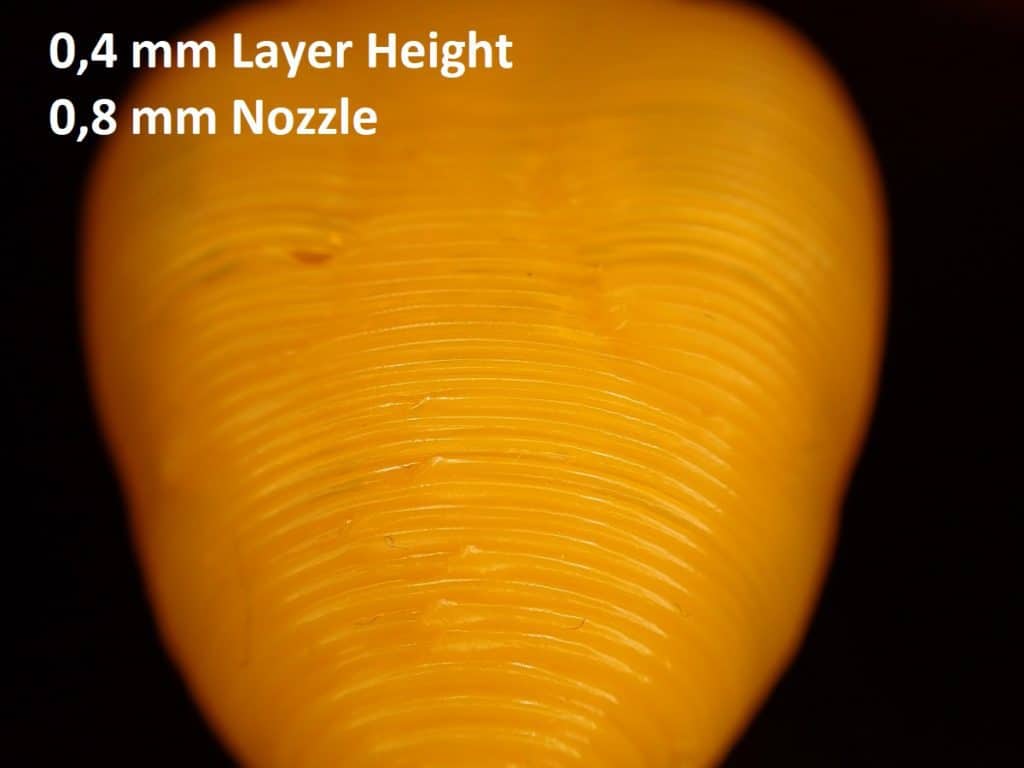
| 0,4 mm | 0,8 mm | 0:10 |
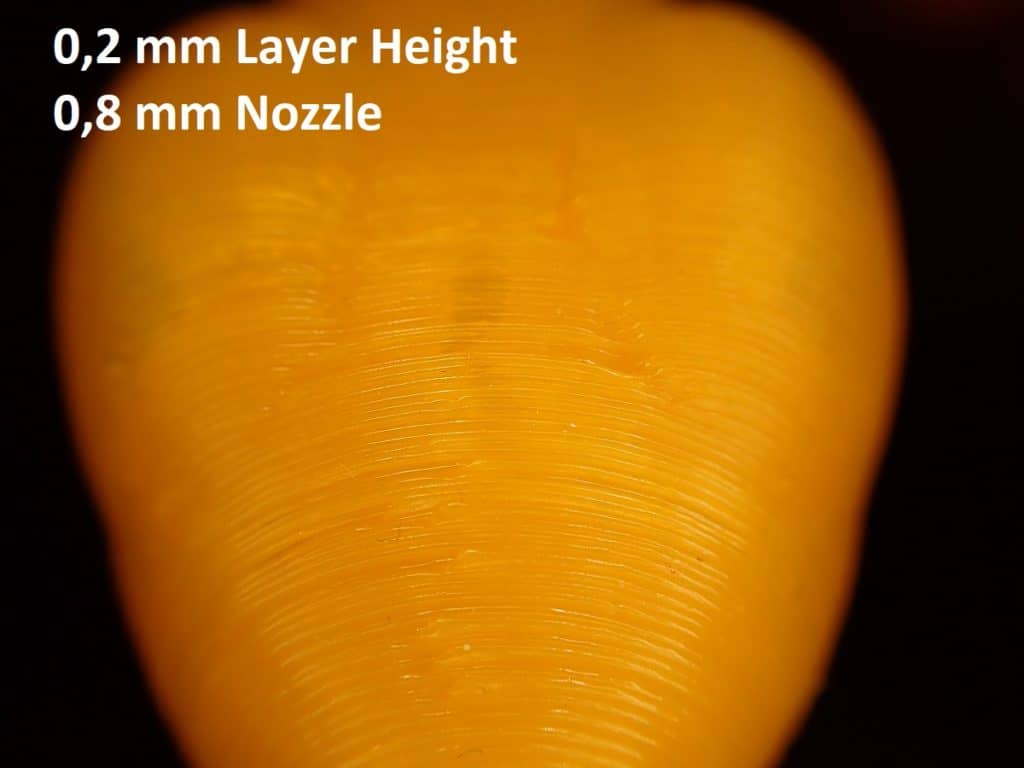
| 0,2 mm | 0,8 mm | 0:19 |
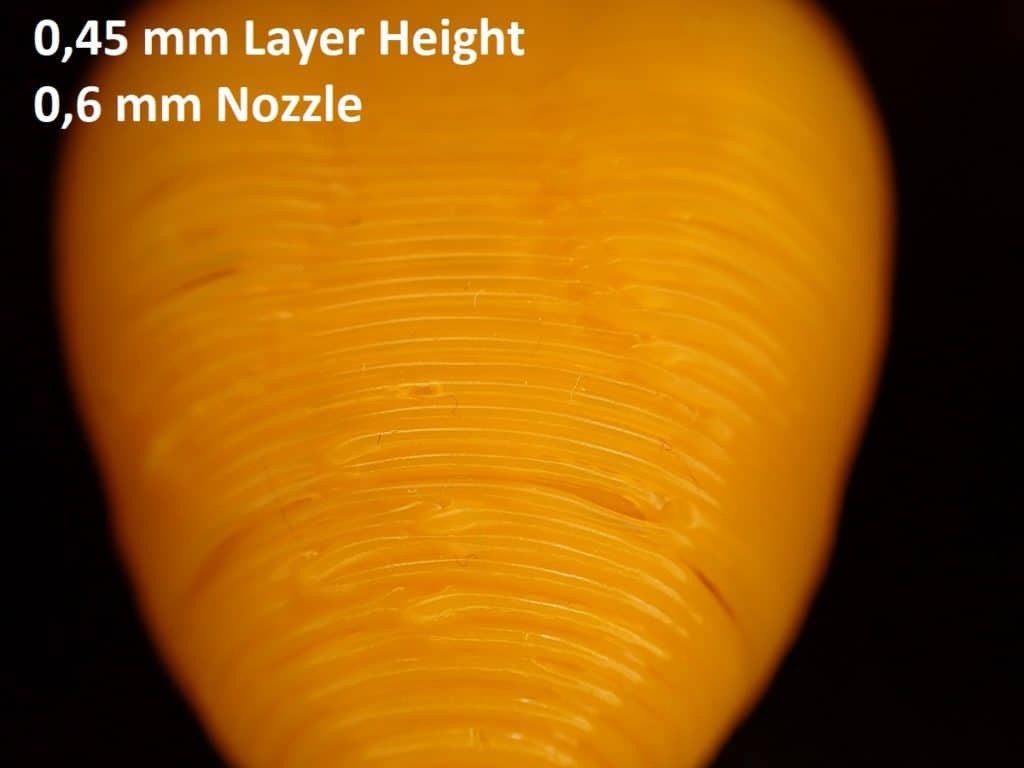
| 0,45 mm | 0,6 mm | 0:13 |
| 0,3 mm | 0,6 mm | 0:18 |
| 0,15 mm | 0,6 mm | 0:37 |
| 0,3 mm | 0,4 mm | 0:24 |
| 0,2 mm | 0,4 mm | 0:38 |
| 0,1 mm | 0,4 mm | 1:03 |
| 0,225 mm | 0,3 mm | 0:46 |
| 0,15 mm | 0,3 mm | 1:07 |
| 0,075 mm | 0,3 mm | 2:15 |
| 0,15 mm | 0,2 mm | 1:26 |
| 0,1 mm | 0,2 mm | 2:08 |
| 0,05 mm | 0,2 mm | 4:18 |
Wie du an der Tabelle leicht sehen kannst, erhöhen sich die Druckzeiten massiv je kleiner die Schichtdicke ist.
Du wunderst dich vielleicht warum die Druckzeit unterschiedlich ist wenn die Schichthöhe gleich ist jedoch die Nozzle unterschiedliche ist. Das liegt daran, dass bei einer größeren Nozzle die Extrusionsbreite auch größer ist.
Dadurch wird mehr Material auf einmal aufgebracht. Die Zeit die es benötigt das komplette Volumen zu drucken ist dadurch geringer.
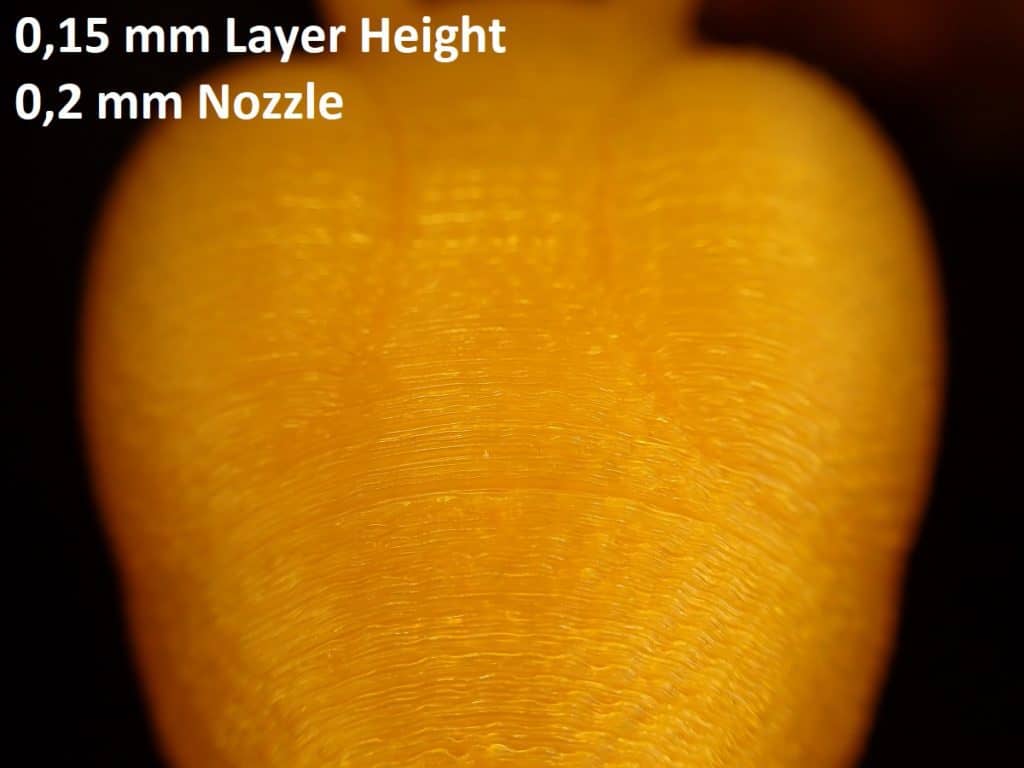
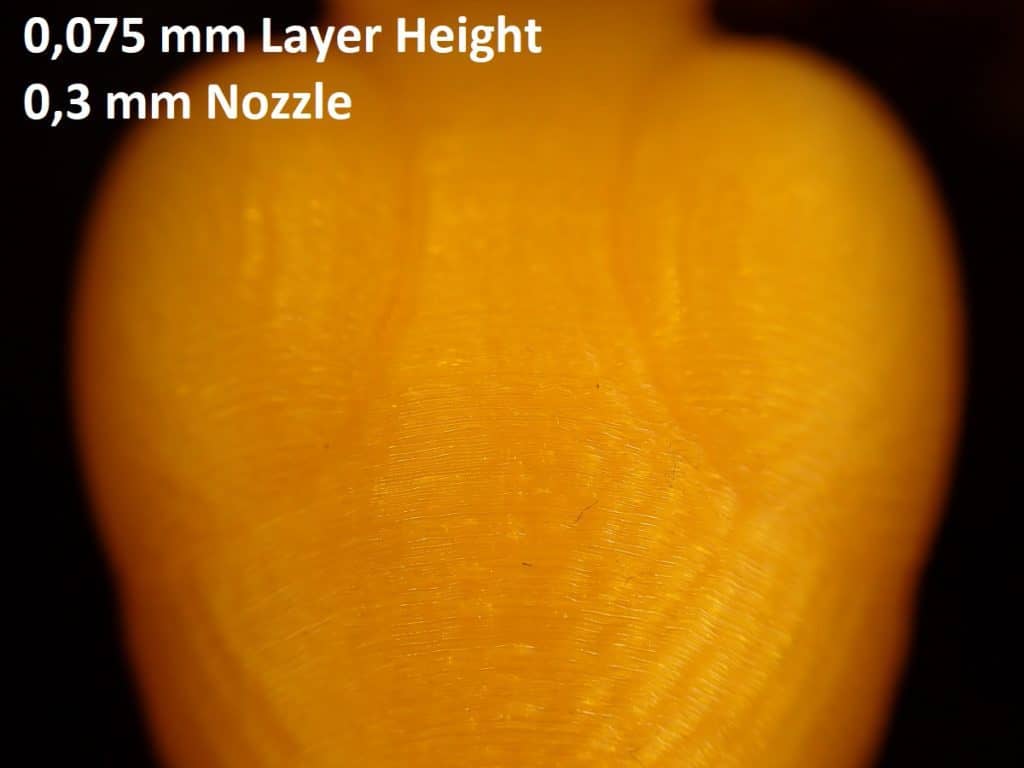
Von jedem Druck habe ich eine stark rangezoomte Makroaufnahme gemacht. So kannst du die einzelnen Schicht gut erkennen.
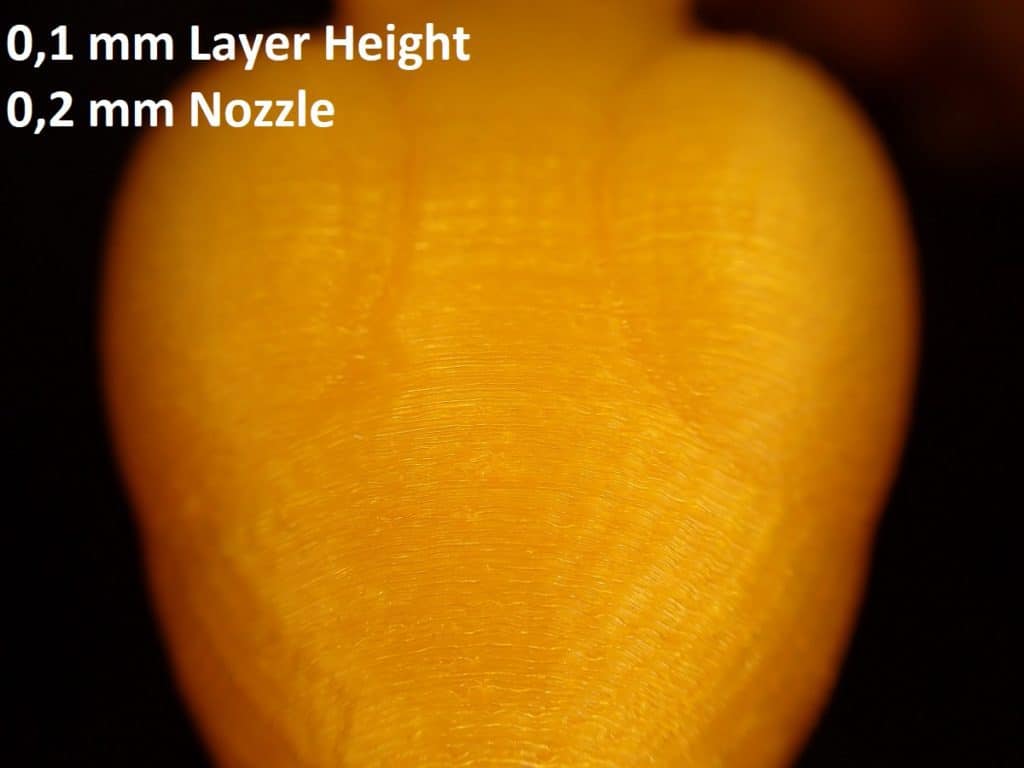









Das Ergebnis dieses Versuchs ist für mich, dass ich hauptsächlich mit 0,1 mm Schichthöhe mit einer 0,2 mm Nozzle drucke. Mit dieser Kombination habe ich einen guten Kompromiss zwischen Qualität und Zeit.
Druckbett Haftung
Bei kleinen Düsendurchmessern ist die Extrusionsbreite auch kleiner. Daher verringert sich auch die Druckbett Haftung, da die haftende Oberfläche pro Linie kleiner wird.
Solange du die korrekte Druckbett Temperatur eingestellt hast (z.B. 60 bis 65 °C bei PLA), ist die Druckbett Haftung nur noch von der tatsächlichen Oberfläche abhängig.
Beim Anycubic Mega S haben sich folgende drei Oberflächen in der Praxis bewiesen:
Raft
Ein Raft bietet sich vor allem bei PLA an wenn du noch mit dem mitgelieferten Glasbett arbeitest.
Manche Druckobjekte haben quasi schon ihr eigenes eingebautes Raft (z.b. die zwei Eulen die als Testdruck dienen). Bei solchen Modellen brauchst du kein Raft drucken.
Bei Modellen mit vielen kleinen oder komplexen Auflageflächen, macht einen Raft jedoch Sinn.
Ein Raft ersetzt dabei das Druckbett durch ein neues Druckbett aus warmen Filament. Darauf haftet so gut wie alles.
Verwandter Artikel:
3D Druck “Raft”: Wozu, Wie und Wann Nutzen? – Guide
Blue Tape
Um die Druckbett Haftung schnell sehr stark zu erhöhen kannst du auch Scotch Blue Tape benutzen.
Es bietet sich für so gut wie alle Filamente an. Besonders bei PLA und TPU habe ich damit sehr gute Erfahrungen gemacht.
Die Verwendung ist auch sehr simpel. Du musst das Tape einfach nur auf das Druckbett kleben und dabei darauf achten, dass keine Blasen oder ein Überlapp entsteht. Achte dabei nur darauf dass es Druckbett vorher sauber ist.
BuildTak
Eine BuildTak Oberfläche* ist auch eine sehr gute Möglichkeit die Druckbett Haftung zu erhöhen. Es ist für eigentlich alle Filamente außer TPU gut geeignet.
Auch hier ist die Applikation recht einfach: Du musst die Oberfläche einfach nur auf das vorher gereinigte Druckbild aufkleben.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
