
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Anycubic Kobra Max ist ein toller 3D-Drucker mit einem riesigen Druckvolumen und dazu noch einer hervorragenden Druckqualität – solange die richtigen Slicer Parameter eingestellt werden. Ohne diese maßgeschneiderten Einstellungen ist es schwierig, das volle Potenzial des Anycubic Kobra Max auszuschöpfen.
In Cura gibt es zwar ein vorgefertigtes Profil für den Anycubic Kobra Max, aber es liefert keine sehr guten Ergebnisse. Außerdem enthält das Standard-Profil unvollständige Maschineneinstellungen.
In diesem Artikel teile ich meine persönlich optimierten Cura-Einstellungen für den Anycubic Kobra Max. Diese Einstellungen habe ich sorgfältig getestet und angepasst, um dir eine solide Grundlage für hochwertige Druckergebnisse zu bieten.
Perfekte Druckergebnisse erfordern jedoch eine Kalibrierung für das jeweilige Filament. Jedes Material verhält sich beim 3D-Drucken anders, und nur durch feine Anpassungen kannst du das Beste aus deinem Kobra Max herausholen. Für detailliertere Informationen über die Kalibrierung, besuche gerne meinen umfassenden Kalibrier-Guide oder meinen spezialisierten 3D-Druck-Kurs.
| PLA | ABS | TPU | PETG | |
|---|---|---|---|---|
| Drucktemperatur | 195 °C | 230 °C | 210 °C | 230 °C |
| Druckbett-Temperatur | 60 °C | 80 °C | 60 °C | 70 °C |
| Geschwindigkeit | 60 mm/s | 60 mm/s | 30 mm/s | 60 mm/s |
| Retraction | 6 mm mit 40 mm/s | 7 mm mit 40 mm/s | 8 mm mit 60 mm/s | 7 mm mit 50 mm/s |
| Kühlung | 100 % | 0% | 100 % | 50-100 % |
Table of Contents:
So erstellst du ein Cura Profil für den Anycubic Kobra Max
Das Cura Profil besteht aus den Maschineneinstellungen und Druckeinstellungen. Die Maschineneinstellungen definieren grundlegende Informationen über deinen 3D-Drucker, wie Abmessungen und Druckkopfkonfiguration, die Druckeinstellungen bestehen aus spezifischen Parameter wie Temperatur und Geschwindigkeit.
Zuerst müssen die Maschineneinstellungen definiert werden.
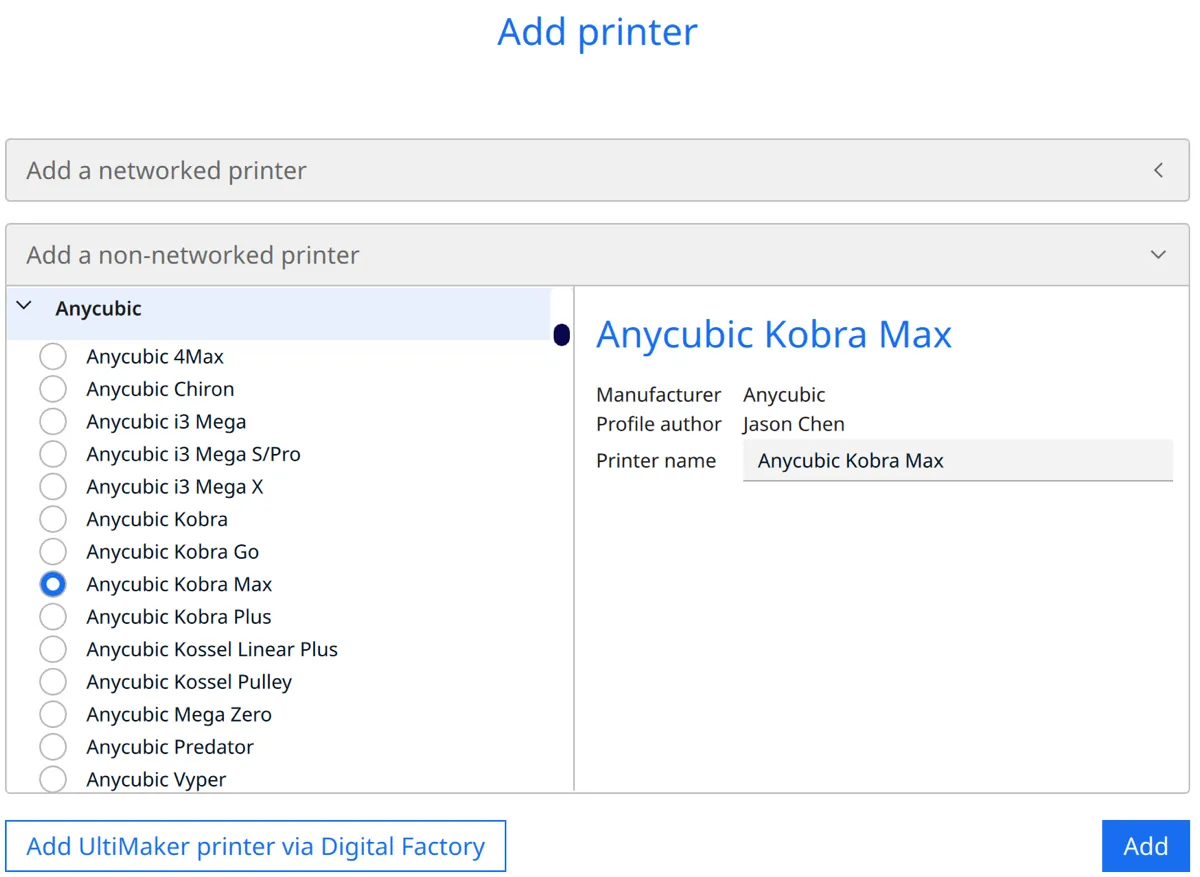
Um den Kobra Max in Cura hinzuzufügen, klicke auf ‚Einstellungen‘, dann ‚Drucker‘ und ‚Drucker hinzufügen‘. Wähle ‚Nicht-vernetzter Drucker‘ und dann ‚Anycubic‘ gefolgt von ‚Anycubic Kobra Max‘. Klicke dann auf ‚Hinzufügen‘.
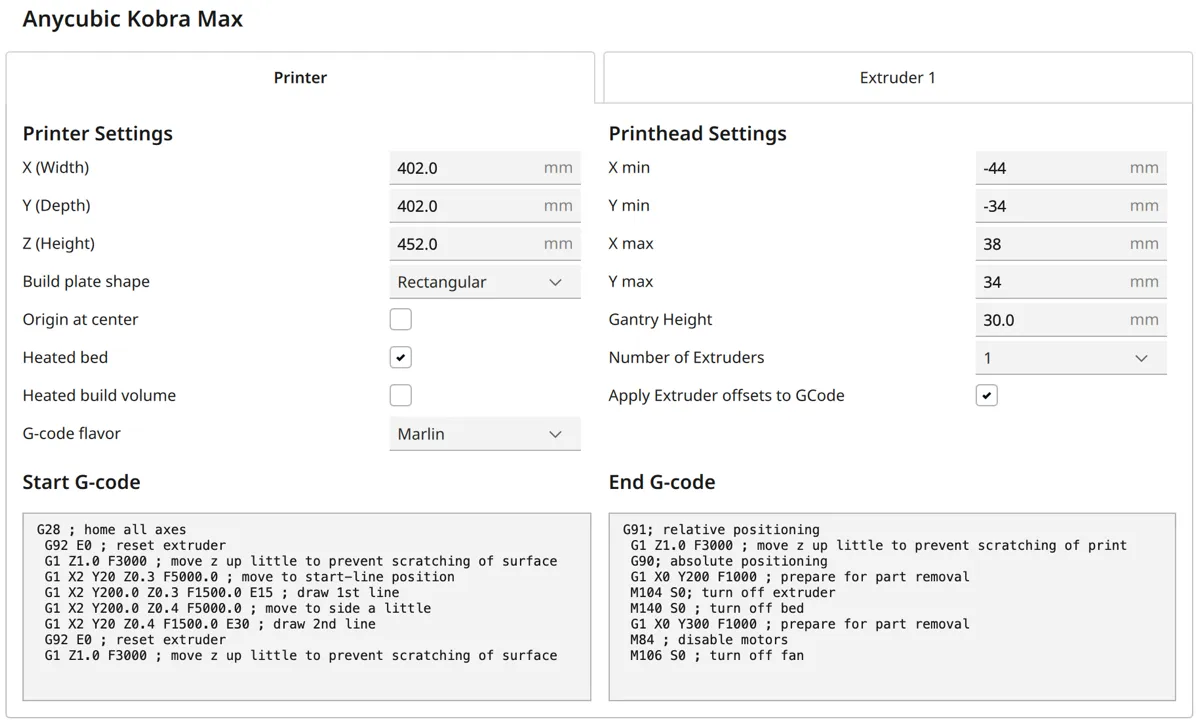
Die Maschineneinstellungen sind im obigen Screenshot abgebildet. Direkt hiernach folgen die G-Code-Schnipsel noch einmal aufgeführt, um sie besser kopieren zu können:
Start G-Code:
- G28 ; home all axes
- G92 E0 ; reset extruder
- G1 Z1.0 F3000 ; move z up little to prevent scratching of surface
- G1 X2 Y20 Z0.3 F5000.0 ; move to start-line position
- G1 X2 Y200.0 Z0.3 F1500.0 E15 ; draw 1st line
- G1 X2 Y200.0 Z0.4 F5000.0 ; move to side a little
- G1 X2 Y20 Z0.4 F1500.0 E30 ; draw 2nd line
- G92 E0 ; reset extruder
- G1 Z1.0 F3000 ; move z up little to prevent scratching of surface
End G-Code:
- G91; relative positioning
- G1 Z1.0 F3000 ; move z up little to prevent scratching of print
- G90; absolute positioning
- G1 X0 Y200 F1000 ; prepare for part removal
- M104 S0; turn off extruder
- M140 S0 ; turn off bed
- G1 X0 Y300 F1000 ; prepare for part removal
- M84 ; disable motors
- M106 S0 ; turn off fan
Nachdem du das Druckerprofil erstellt hast, musst du die Druckeinstellungen festlegen. Diese Einstellungen sind entscheidend für die Qualität deines Druckergebnisses, da sie unter anderem Drucktemperatur, Betttemperatur, Druckgeschwindigkeit und Kühlung spezifizieren. Jedes Material hat seine eigenen optimalen Einstellungen, die du individuell anpassen kannst, um die bestmöglichen Ergebnisse zu erzielen.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
PLA Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von PLA Filament mit dem Anycubic Kobra Max:
- Drucktemperatur: 195 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 60 mm/s
- Retraction: 6 mm mit 40 mm/s
- Kühlung: 100 %
Die oben genannten Einstellungen sind ein ausgezeichneter Ausgangspunkt. Du wirst vielleicht feststellen, dass kleinere Anpassungen erforderlich sind, um die Ergebnisse deinem speziellen Filament anzupassen.
In den weiteren Abschnitten dieses Artikels gehe ich darauf ein, wie du die wichtigsten Einstellungen feinjustieren bzw. kalibrieren kannst, um die Druckqualität weiter zu optimieren.
ABS Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von ABS Filament mit dem Anycubic Kobra Max:
- Drucktemperatur: 230 °C
- Druckbett-Temperatur: 80 °C
- Druckgeschwindigkeit: 60 mm/s
- Retraction: 7 mm mit 40 mm/s
- Kühlung: 0 %
ABS ist ein starkes und widerstandsfähiges Filament, das jedoch beim Druck einige Herausforderungen mit sich bringt. Eine dieser Herausforderungen beim Anycubic Kobra Max ist das Fehlen eines Gehäuses. Ohne ein geschlossenes Gehäuse kann es schwierig sein, die für ABS erforderliche konstante und hohe Temperatur aufrechtzuerhalten, was zu Warping oder schlechter Schichthaftung führen kann.
Für den Druck kleinerer Objekte aus ABS mit dem Kobra Max kannst du in der Regel gute Ergebnisse erzielen. Eine Möglichkeit, die Druckqualität bei größeren Objekten zu verbessern, ist die Verwendung eines Draft Shields in Cura. Dieser schafft eine Art Barriere um das Objekt und hilft dabei, Temperaturschwankungen zu minimieren und eine gleichmäßigere Umgebungstemperatur während des Druckvorgangs zu gewährleisten.
TPU Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von TPU Filament mit dem Anycubic Kobra Max:
- Drucktemperatur: 210 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 30 mm/s
- Retraction: 8 mm mit 60 mm/s
- Kühlung: 100 %
Der Anycubic Kobra Max ist mit einem Bowden-Extruder ausgestattet, was beim Drucken von flexiblen Filamenten wie TPU einige Überlegungen erfordert. Bowden-Extruder können den Umgang mit flexiblen Materialien etwas herausfordernder gestalten, da der längere Weg des Filaments vom Extruder zum Druckkopf mehr Präzision erfordert, insbesondere bei der Retraction.
Trotzdem ist der Kobra Max durchaus in der Lage, TPU zu verarbeiten, solange du einige spezielle Einstellungen beachtest. Besonders wichtig bei TPU ist die Druckgeschwindigkeit. Eine langsamere Geschwindigkeit hilft, die Flexibilität des Materials zu bewältigen und sorgt für eine bessere Druckqualität.
Retraction-Einstellungen sind ebenfalls entscheidend, da sie verhindern, dass das flexible Material im Bowden-Schlauch klemmt und es nicht zu übermäßigem Stringing kommt. Indem du diese Einstellungen anpasst, kannst du auch mit einem Bowden-Extruder relativ gute Ergebnisse mit TPU erzielen.
PETG Einstellungen
Das hier sind die korrekten Cura Einstellungen für den Druck von PETG Filament mit dem Anycubic Kobra Max:
- Drucktemperatur: 230 °C
- Druckbett-Temperatur: 70 °C
- Druckgeschwindigkeit: 60 mm/s
- Retraction: 7 mm mit 50 mm/s
- Kühlung: 50-100 %
PETG ist ein interessantes Filament, das gewissermaßen eine Mittelposition zwischen PLA und ABS einnimmt, sowohl in Bezug auf die Druckbarkeit als auch auf die Festigkeit. Es kombiniert die einfache Handhabung von PLA mit der Stärke und Wärmebeständigkeit von ABS.
Eine negative Eigenschaft von PETG ist leider seine Tendenz zu Stringing, also feinen Fäden zwischen den gedruckten Teilen.
Die Retraction-Einstellungen sind bei PETG besonders wichtig, um dieses Stringing zu minimieren. Diese Einstellungen müssen sorgfältig kalibriert werden, um die perfekte Balance zwischen ausreichender Retraction und zu starkem Zurückziehen des Filaments zu finden.
Zudem ist es wichtig, PETG trocken zu lagern, da es hygroskopisch ist und Feuchtigkeit aus der Luft aufnimmt, was zu Druckproblemen führen kann.
Die besten Cura Einstellungen für den Anycubic Kobra Max
Drucktemperatur
Die besten Drucktemperaturen für den Anycubic Kobra Max in Cura:
- PLA: 195 °C
- ABS: 230 °C
- TPU: 210 °C
- PETG: 230 °C
Eine falsch eingestellte Drucktemperatur kann verschiedene Probleme verursachen, wie schlechte Schichthaftung, Verzug oder übermäßiges Stringing. Die in diesem Artikel angegebenen Werte sind ein guter Ausgangspunkt und sollten für die meisten Filamente gute Ergebnisse liefern. Es ist jedoch wichtig, diese Temperaturen auf das jeweils verwendete Filament zu optimieren, um perfekte Ergebnisse zu erzielen.
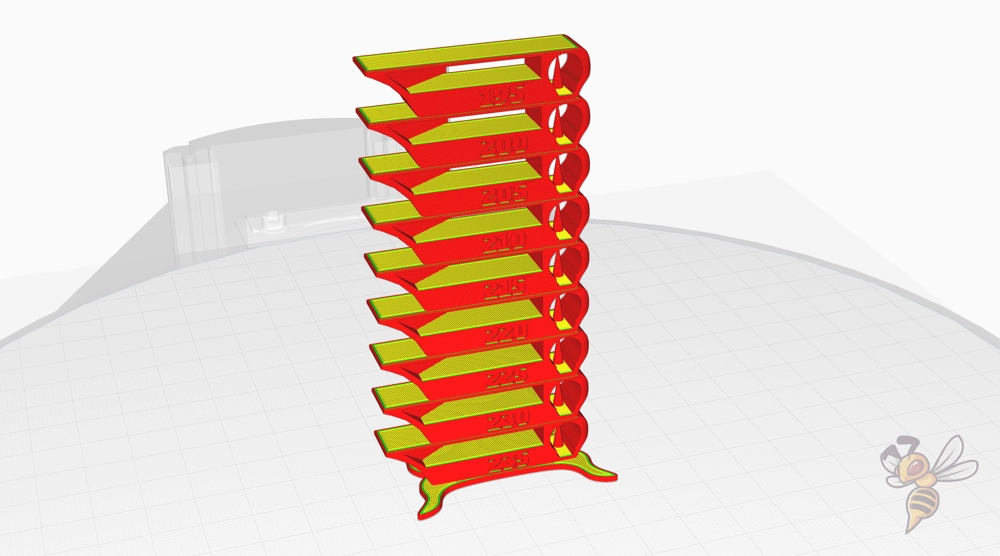
Die Kalibrierung der Drucktemperatur kann effektiv mit einem Temperatur-Turm erfolgen. Dies ist ein Testdruck, der in verschiedenen Höhen mit unterschiedlichen Temperaturen gedruckt wird.
So kannst du visuell beurteilen, bei welcher Temperatur dein Filament die besten Ergebnisse liefert. Die Anpassung der Drucktemperatur ist ein Schlüsselelement, um die Qualität deiner 3D-Drucke zu maximieren.
Druckbett-Temperatur
Die besten Druckbett-Temperaturen für den Anycubic Kobra Max in Cura:
- PLA: 60 °C
- ABS: 80 °C
- TPU: 60 °C
- PETG: 70 °C
Die richtige Druckbett-Temperatur ist entscheidend für die erste Schicht des Drucks, da sie die Haftung des Materials am Druckbett beeinflusst.
Zu hohe Druckbett-Temperatur können aber zu einem sogenannten Elefantenfuß führen. Dieser Druckfehler tritt auf, wenn die unteren Schichten des Drucks zu sehr erwärmt werden und sich ausdehnen, was zu einer Verbreiterung an der Basis des Objekts führt. Dadurch entsteht ein unförmiger, breiter Fuß, ähnlich einem Elefantenfuß, was die Genauigkeit und das Aussehen des gedruckten Objekts beeinträchtigt.
Die obigen Werte sollten beim Kobra Max zuverlässig funktionieren. Falls du trotzdem Probleme mit der Druckbett-Haftung haben solltest, kannst du in diesen Artikel hineinschauen: 3D Druck haftet nicht am Bett: Alle Lösungen im Praxistest
Druckgeschwindigkeit
Die besten Druckgeschwindigkeiten für den Anycubic Kobra Max in Cura:
- PLA: 60 mm/s
- ABS: 60 mm/s
- TPU: 30 mm/s
- PETG: 60 mm/s
Eine falsch eingestellte Druckgeschwindigkeit kann erhebliche Auswirkungen auf die Qualität deiner Drucke haben. Wenn die Geschwindigkeit zu langsam ist, verlängert sich nicht nur unnötig die Druckzeit, was zu Zeitverschwendung führt, sondern es kann auch zu übermäßiger Hitzeexposition an bestimmten Stellen kommen.
Andererseits kann eine zu hohe Druckgeschwindigkeit zu Druckfehlern wie Ringing und Ghosting führen. Ringing sind vibrierende Linien oder Wellen, die um scharfe Ecken oder Buchstaben herum auftreten, während Ghosting ein schwächeres Echo dieser Muster ist, das in den anschließenden Schichten erscheint.
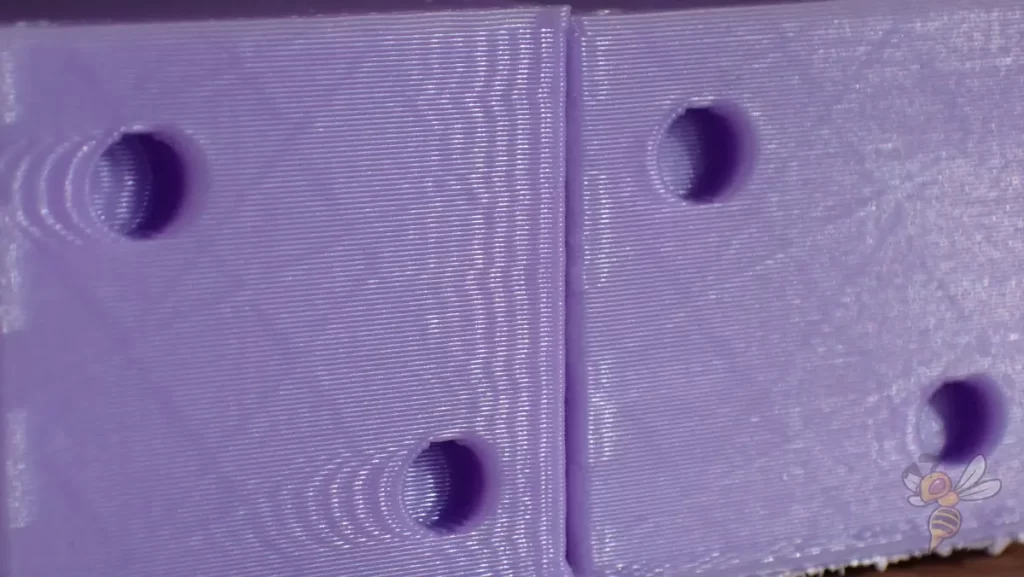
Um die Druckgeschwindigkeit zu kalibrieren, empfehle ich die Verwendung eines Ringing-Tests. Hierbei druckst du ein spezielles Testmuster, das typischerweise scharfe Ecken und vielleicht Text enthält, bei verschiedenen Geschwindigkeiten.
Beginne mit der Geschwindigkeit, die du normalerweise verwendest, und erhöhe dann schrittweise die Geschwindigkeit für jede Testreihe. Beobachte die Qualität der Drucke und achte insbesondere auf Ringing oder Ghosting. Sobald diese Fehler auftreten, hast du die Grenze der Geschwindigkeit erreicht, die dein Drucker noch bewältigen kann. Die optimale Geschwindigkeit liegt meist etwas unterhalb dieses Wertes. Dadurch findest du ein Gleichgewicht zwischen effizienter Druckgeschwindigkeit und hoher Druckqualität.
Schichthöhe
Das sind die besten Schichthöhen für den Anycubic Kobra Max in Cura:
- Dekorative Objekte: 0,1 mm
- Standard: 0,2 mm
- Grobe, schnelle Drucke: 0,3 mm
Die Wahl der Schichthöhe ist ein wichtiger Aspekt beim 3D-Druck, da sie direkt die Druckqualität und -geschwindigkeit beeinflusst. Für fein detaillierte, dekorative Objekte ist eine Schichthöhe von 0,1 mm ideal, da sie eine hohe Auflösung und glatte Oberflächen ermöglicht. Allerdings verlängert sich dadurch die Druckzeit.
Eine Schichthöhe von 0,2 mm ist der Standard für die meisten Druckprojekte. Diese Einstellung bietet einen guten Kompromiss zwischen Druckgeschwindigkeit und Detailgenauigkeit. Sie eignet sich gut für allgemeine Anwendungen, bei denen sowohl Qualität als auch Effizienz wichtig sind.
Für grobe, schnelle Drucke, bei denen es weniger auf Details ankommt und mehr auf die Geschwindigkeit, ist eine Schichthöhe von 0,3 mm eine gute Wahl. Diese Einstellung reduziert die Gesamtdruckzeit erheblich, ist aber weniger geeignet für Objekte, bei denen es auf feine Details ankommt.
Flussrate
Das sind die besten Flussraten für den Anycubic Kobra Max in Cura:
- Standard: 100%
- Für Über-Extrusion: 90% bis 99%
- Für Unter-Extrusion: 101% bis 110%
Es ist empfehlenswert, die Flussrate erst anzupassen, nachdem Drucktemperatur und Retraction richtig kalibriert wurden. Diese Einstellungen haben nämlich einen direkten Einfluss auf die Extrusion des Filaments und somit auch auf die Notwendigkeit, die Flussrate zu verändern.
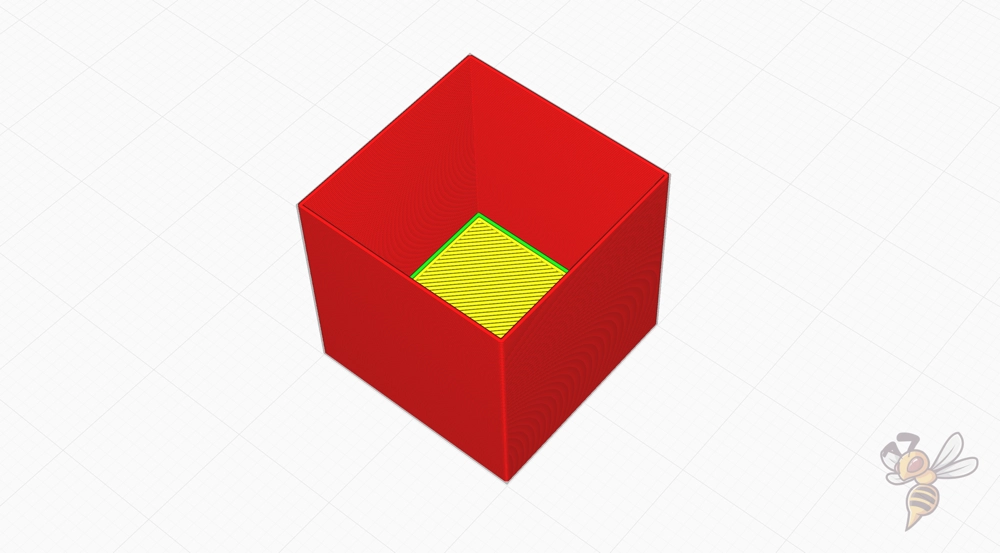
Um die Flussrate bei einem 3D-Drucker zu kalibrieren, nutze ich einen Würfel ohne Infill oder obere Schichten. Durch das Fehlen dieser Elemente kannst du nach dem Drucken die Wandstärke leicht mit einem Messschieber messen.
Wenn die gemessene Wandstärke nicht mit der in Cura eingestellten Wandstärke übereinstimmt, musst du die Flussrate entsprechend anpassen. Eine zu hohe Flussrate führt zu Über-Extrusion, was sich in dickeren Wänden zeigt, während eine zu niedrige Flussrate Unter-Extrusion verursacht, erkennbar an dünneren Wänden. Durch diese Methode kannst du die Flussrate feinjustieren, um die Genauigkeit deiner Drucke zu verbessern.
Retraction
Die besten Retraction Einstellungen für den Anycubic Kobra Max in Cura:
- PLA: 6 mm mit 40 mm/s
- ABS: 7 mm mit 40 mm/s
- TPU: 8 mm mit 60 mm/s
- PETG: 7 mm mit 50 mm/s
Eine falsch eingestellte Retraction kann zu verschiedenen Druckproblemen führen. Zu wenig Retraction kann Stringing verursachen, bei dem dünne Fäden zwischen den Teilen des Druckobjekts entstehen. Zu viel Retraction wiederum kann zu Problemen wie einer Unter-Extrusion am Anfang jeder neuen Schicht führen, da das Filament zu weit zurückgezogen wird.
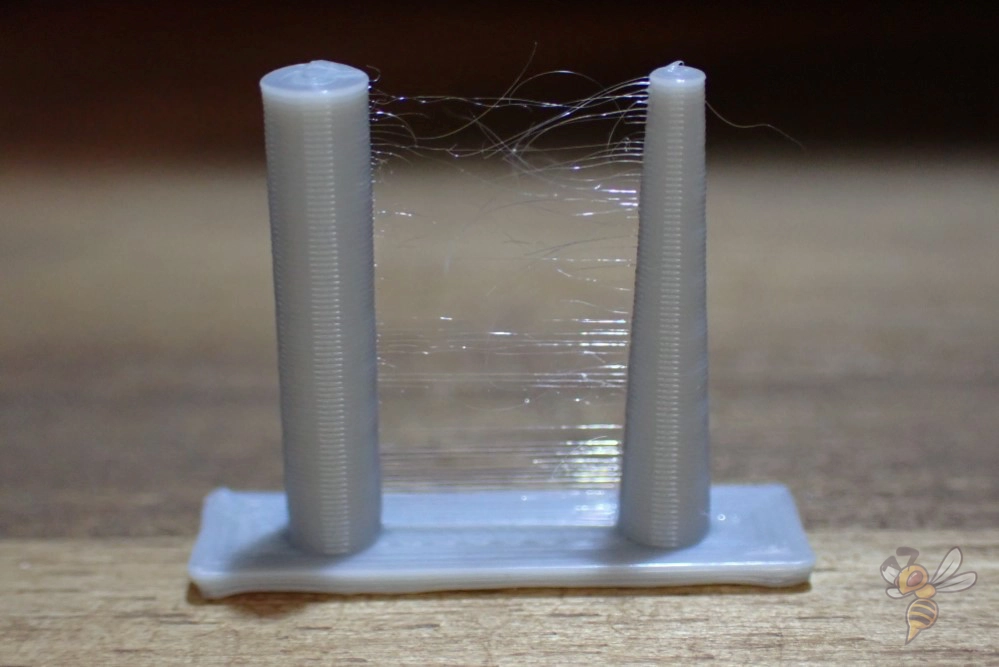
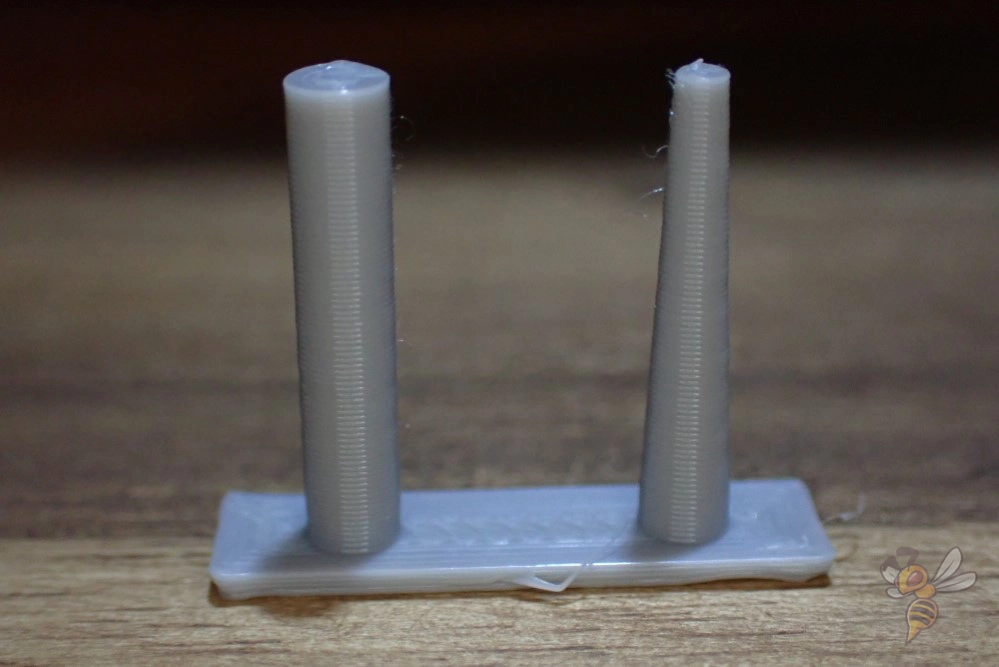
Um die Retraction richtig einzustellen, verwende ich das Kalibrier-Objekt aus dem Calibration Shapes Plugin in Cura. Ich drucke es immer nach einer Änderung der Retraction Einstellungen.
Die wichtigsten Einstellungen davon sind natürlich die Retraction Distanz und die Retraction Geschwindigkeit. Ändere aber nie beide Einstellungen gleichzeitig, da du dann nicht weißt, welche der Änderungen zu dem neuen Druckergebnis geführt hat.
Sei nicht entmutigt, wenn die Kalibrierung etwas länger dauert. Manchmal musst du auch die Drucktemperatur und die Retraction nacheinander zwei Durchgängen kalibrieren.
Infill
Die beste Infill-Dichte für den Anycubic Kobra Max in Cura:
- Dekorative Objekte: 0-15%
- Standardobjekte: 15-50%
- Stabile Objekte: 50-100%
Für dekorative Objekte, die in erster Linie optische Zwecke erfüllen und nicht unter Belastung stehen, ist eine geringe Infill-Dichte von 0-15% oft ausreichend. Diese Einstellung spart Material und Druckzeit, während sie dennoch genug Stabilität für die Aufrechterhaltung der Form bietet.
Bei Standardobjekten, die eine moderate Belastung aushalten müssen, empfiehlt sich eine Infill-Dichte von 15-50%. Diese Range bietet einen guten Kompromiss zwischen Festigkeit, Materialverbrauch und Druckzeit.
Für Objekte, die besonders stabil und belastbar sein müssen, wie z.B. funktionale Teile oder Werkzeuge, ist eine hohe Infill-Dichte von 50-100% ratsam. Hierbei erhöht sich der Materialverbrauch und die Druckzeit, jedoch profitiert man von einer deutlich höheren Festigkeit und Stabilität.
Diese Richtlinien zur Infill-Dichte gelten im Allgemeinen für alle Arten von 3D-Druckern und sind nicht spezifisch für den Anycubic Kobra Max.
Erste Schicht
Dies sind die besten Cura Einstellungen für die erste Schicht mit dem Anycubic Kobra Max:
- Schichthöhe: 100%
- Linienbreite: 100%
- Drucktemperatur: So wie der Rest.
- Druckgeschwindigkeit: 10 mm/s
- Raft/Brim/Skirt: Skirt.
Die Druckgeschwindigkeit der ersten Schicht spielt eine entscheidende Rolle für die Haftung am Druckbett. Eine langsamere Geschwindigkeit ist dabei oft die wirksamste Methode, um eine starke Haftung zu gewährleisten. Indem das Filament langsamer aufgetragen wird, hat es mehr Zeit, sich gleichmäßig zu verteilen und effektiv mit der Oberfläche des Druckbetts zu verbinden.
Ein weiterer wichtiger Aspekt ist die Temperatur des Filaments während der ersten Schicht. Je länger das Filament heiß bleibt, desto besser ist die Haftung. Dies liegt daran, dass das heiße Filament mehr Zeit hat, sich mit der Oberfläche des Druckbetts zu verbinden, was zu einer festeren und gleichmäßigeren ersten Schicht führt. Diese Faktoren zusammen tragen maßgeblich dazu bei, das Risiko von Warping und das Ablösen der ersten Schicht vom Druckbett zu minimieren.
Zusammenfassung
Der Anycubic Kobra Max ist ein super 3D-Drucker, der mit den richtigen Cura-Einstellungen hervorragende Ergebnisse erzielen kann. Die in diesem Artikel geteilten Einstellungen sollen dir als solide Grundlage dienen, um deine Druckprojekte zu optimieren und das Beste aus deinem Drucker herauszuholen. Ich hoffe, dass diese Informationen hilfreich für dich sind und deine Druckerlebnisse verbessern.
Für detailliertere Informationen zur Kalibrierung und weiterführende Tipps, empfehle ich dir, einen Blick in den Kalibrier-Guide und den 3D-Druck-Kurs zu werfen, die zu Beginn dieses Artikels erwähnt wurden. Dort findest du zusätzliche Ratschläge und Anleitungen, die deine Fähigkeiten im 3D-Druck weiter vertiefen und verfeinern können.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
