
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Elefantenfuß ist einer der häufigsten Druckfehler. Er kann viele Ursachen haben und ist daher oft schwierig zu beheben. Es gibt jedoch für jede dieser Ursachen eine Lösung!
Bei einem Elefantenfuß ist entweder nur die erste Schicht oder mehrere Schichten breiter als sie sein sollten. Er entsteht häufig durch ein schlecht nivelliertes Druckbett, einen zu kleinen Z-Offset oder durch eine zu hohe Druckbett Temperatur.
Neben diesen Ursachen gibt es aber auch noch ein paar andere Auslöser für einen Elefantenfuß. In diesem Artikel wirst du alle Methoden kennenlernen mit denen du diese Ursachen beheben kannst.
Falls du die Ursache nicht finden solltest oder ein Elefantenfuß wegen dem großen Eigengewicht des Objekts nicht vermieden werden kann, gibt es auch noch ein paar Notlösungen mit denen du den Elefantenfuß kompensieren kannst.
Table of Contents:
Kurz Zusammengefasst
- Ursache beheben durch: Druckbett Nivellierung; Einstellungen der ersten Schicht optimieren; Druckbett Temperatur verringern
- Notlösungen: Eine negative horizontale Expansion für die erste Schicht einstellen; Fase an der Unterseite; Raft verwenden
- Bei besonders großen/schweren Objekten kann das Eigengewicht des Objekts die untersten Schichten platt drücken da sie durch das Druckbett wärmer und damit weicher sind. Neben einer Reduzierung der Druckbett Temperatur können dann nur die Notlösungen zur Kompensation helfen.
Was ist ein Elefantenfuß im 3D Druck?
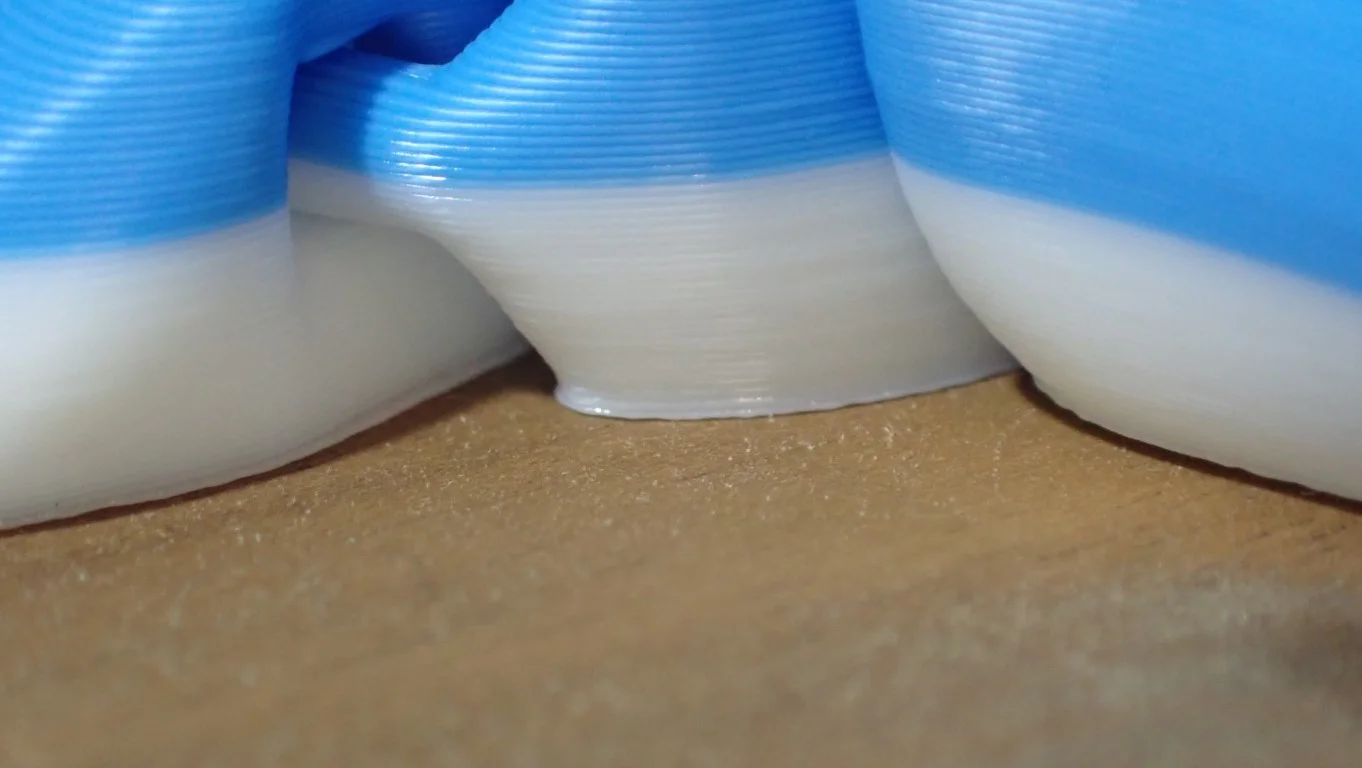
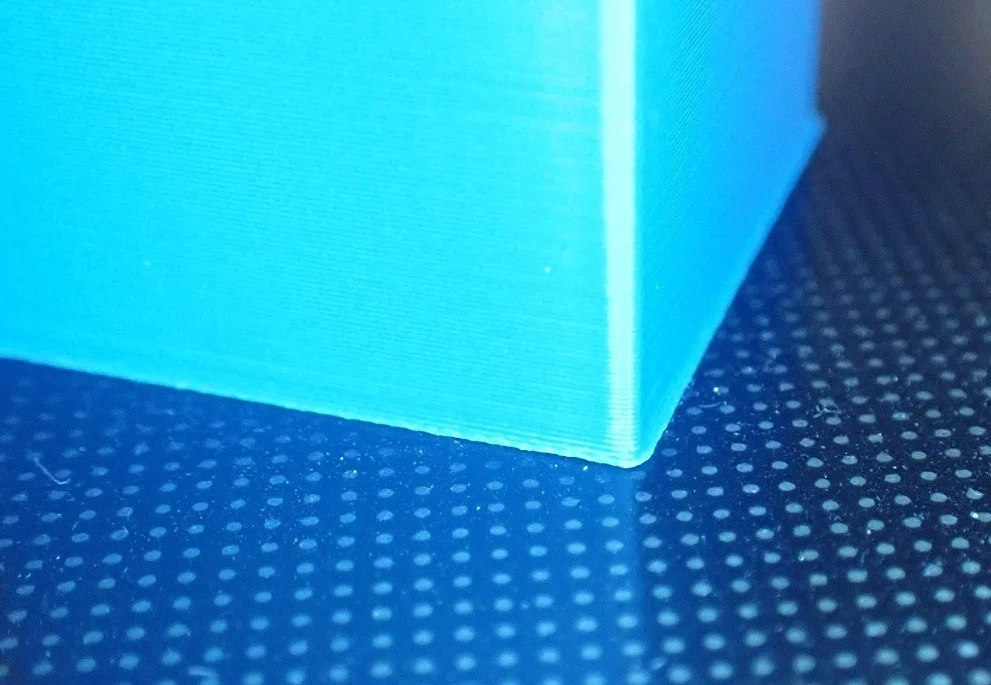
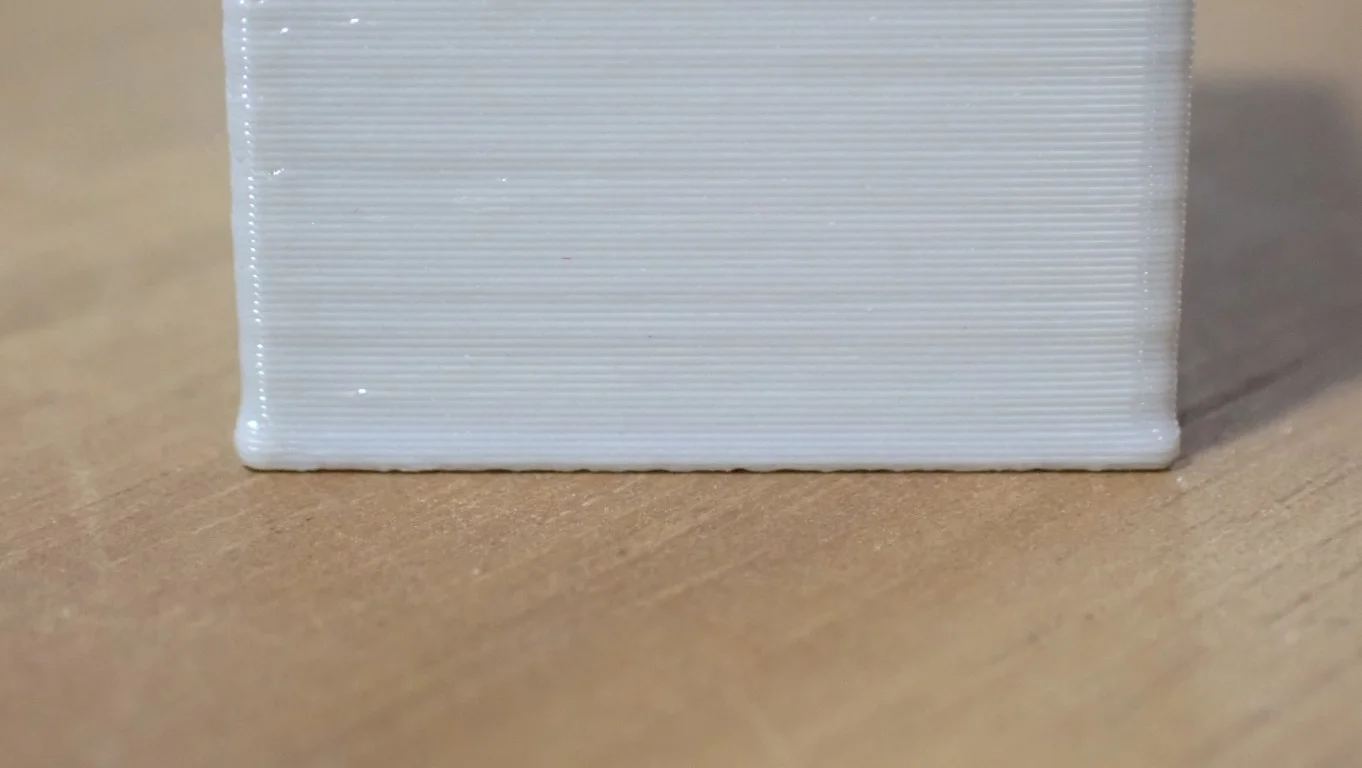
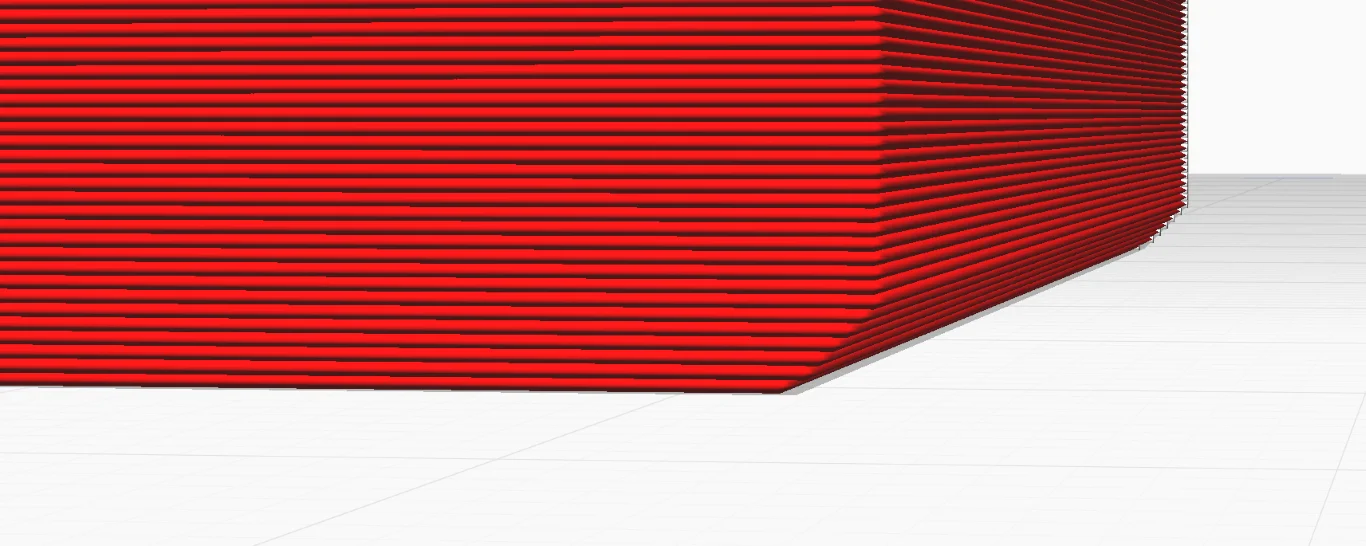
Im 3D Druck wird mit Elefantenfuß das Phänomen beschrieben bei dem der unterste Teil des Objekts breiter ist als er sein sollte. Bei einem Zylinder würde der Effekt an einen Elefantenfuß erinnern.
Die erste Schicht eines 3D Drucks ist mit Abstand die wichtigste. Von ihr hängt ab wie gut das Objekt auf dem Druckbett haftet. Wenn die erste Schicht jedoch nicht richtig ausgeprägt ist und zum Beispiel den gefürchteten Elefantenfuß aufweist, kann sie auch anderweitige Probleme erzeugen. Zum Beispiel wird das Zusammenfügen von mechanischen Teilen dadurch erschwert und erzwingt eine Nacharbeit.
Aber auch die Optik leidet unter einem Elefantenfuß. Besonders wenn er stark ausgeprägt ist, zerstört er häufig das Gesamtbild des Objekts. Bei vielen Filamenten ist es auch schwierig einen Elefantenfuß so nachzuarbeiten dass er danach nicht mehr auffällt.
Im Rest des Artikels gehen wir auf alle Lösungen ein mit denen du die Ursachen eines Elefantenfußes verhindern kannst und wenn dies nicht funktioniert, gibt es auch noch ein paar Notlösungen.
Elefantenfuß im 3D Druck Vermeiden
Um einen Elefantenfuß zu verhindern oder zu beseitigen, gibt es 4 Lösungen die die Ursache beheben und 3 Notlösungen die die Symptome beseitigen können. All diese Lösungen werden in diesem Artikel im Detail beleuchtet. Die Auflistung bestimmt die Reihenfolge in der sie angewendet werden sollten:
- Druckbett nivellieren & Z-Offset kalibrieren
- Einstellungen der ersten Schicht optimieren
- Druckbett Temperatur verringern
- Exzentrische Mutter der Z-Achse prüfen
- [Notlösung] Horizontal Expansion für die erste Schicht aktivieren
- [Notlösung] Fase Verwenden
- [Notlösung] Ein Raft verwenden
Um zu testen ob die Lösungen funktionieren, solltest du einen Testdruck verwenden bei dem ein Elefantenfuß deutlich auffällt. Klassischerweise wird dafür ein XYZ-Kalibrierwürfel verwendet bei dem du mit einem Messschieber die Breite der unteren Schichten mit der Breite der oberen Schichten vergleichen kannst. Bei starken Elefantenfüßen reicht natürlich auch dein Auge.
Druckbett Nivellieren & Z-Offset Kalibrieren
Ein Elefantenfuß kann durch ein schlecht nivelliertes Druckbett oder einen zu niedrigen Z-Offset ausgelöst werden. Wie bei vielen anderen Druckfehlern auch, ist der erste Schritt immer das Druckbett neu zu nivellieren und den Z-Offset korrekt einzustellen.
Meistens ist die Schichthöhe der ersten Schicht höher eingestellt als beim Rest des Modells. Dies soll nicht nur die Druckbett Haftung erhöhen, auch werden dadurch kleinere Unebenheiten auf dem Druckbett ausgeglichen. Wenn das Druckbett jedoch sehr schief ist, kann es sein, dass nur eine Seite des Objekts einen Elefantenfuß aufweist und die andere Seite nicht. Dies ist ein sehr deutliches Zeichen dafür, dass du das Druckbett neu nivellieren musst.
Hier ist ein ausführlicher Guide wie du das Druckbett deines 3D Druckers nivellieren kannst: 3D Drucker Druckbett Nivellierung | Manuell & Automatisch
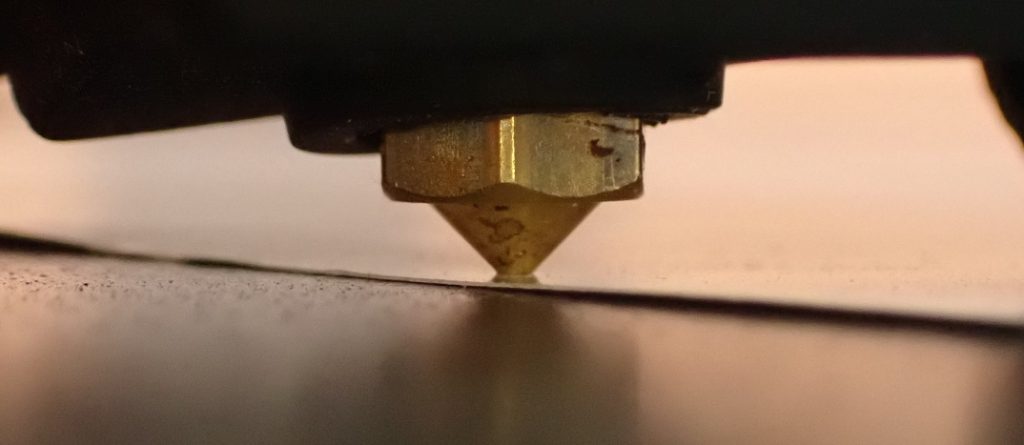
3D Drucker und über eine manuelle Druckbett Nivellierung verfügen werden meistens durch die Papiermethode nivelliert. Aber auch bei einer halbautomatischen oder automatischen Druckbett Nivellierung muss am Ende der Z-Offset mit einem Papier eingestellt werden. Dabei wird der Abstand zwischen der Nozzle und dem Druckbett so eingestellt, dass das Stück Papier mit etwas Reibung dazwischen bewegt werden kann.

Ein Fehler den viele Anfänger bei der Z-Offset Kalibrierung machen ist, dass dieser Abstand zu gering eingestellt wird. Die Motivation dabei ist die Druckbett Haftung zu erhöhen, was definitiv stimmt, jedoch wird die erste Schicht dann zu sehr gequetscht und ein Elefantenfuß entsteht. Zu weit darf die Nozzle aber auch nicht entfernt sein, da das Filament sonst nur lose auf das Druckbett gelegt wird und keine Haftung entstehen kann.
Wichtig zu wissen: Ein häufiger Irrtum bei der ersten Schicht ist, dass sie bei Z0 anfängt. Wenn du das Druckbett mit einem Stück Papier nivellierst und dabei den Z-Offset so einstellst, dass du das Papier zwischen Nozzle und Druckbett noch mit etwas Reibung bewegen kannst, wird die erste Schicht nicht so hoch sein wie dieser Abstand.
Zu dem Abstand den du mit dem Papier eingestellt hast, wird noch die Schichthöhe der ersten Schicht aus dem Slicer addiert. Wenn im Slicer eine Schichthöhe der ersten Schicht von 0,2 mm steht, bekommst du am Ende eine tatsächliche Schichthöhe für die erste Schicht von 0,2 mm + 0,1 mm = 0,3 mm, da die Dicke des Papiers meistens etwa 0,1 mm entspricht.
Nach der korrekten Druckbett Nivellierung und dem Einstellen des Z-Offsets sind also die Einstellungen für die erste Schicht wichtig um einen Elefantenfuß zu vermeiden und gleichzeitig eine gute Druckbett Haftung zu gewährleisten.
Einstellungen der Ersten Schicht Optimieren
In vielen Slicern sind die Standardeinstellungen für die erste Schicht so eingestellt, dass der 3D Drucker mehr Filament extrudiert als bei den anderen Schichten. Dies führt zwar dazu, dass die Druckbett Haftung verbessert wird, es kann dadurch aber auch ein Elefantenfuß entstehen.
In den meisten Slicern ist wird die erste Schicht standardmäßig dicker, breiter und/oder mit einer höheren Flussrate gedruckt, um die Druckbett Haftung zu erhöhen. Das zu viel extrudierte Filament für die erste Schicht muss irgendwohin. Da die Z-Achse, also die Schichthöhe jedoch meistens nicht proportional dazu höher ist, dehnt sich die Schicht in der XY-Ebene aus, woraus ein Elefantenfuß entstehen kann.
Die tatsächliche Schichthöhe der ersten Schicht beträgt den Wert aus dem Slicer plus den Z-Offset. Daher ist es richtig, dass die erste Schicht etwas mehr Material benötigt als die nachfolgenden Schichten, jedoch muss dieser Wert genau eingestellt werden damit ich zu viel oder zu wenig Material vorhanden ist und sich ein Elefantenfuß bildet.
Zu den wichtigsten Slicer Einstellungen der ersten Schicht die einen Elefantenfuß vermeiden können sind folgende:
- Schichthöhe der ersten Schicht
- Linienbreite der ersten Schicht
- Flussrate der ersten Schicht
Schichthöhe der ersten Schicht: Die Schichthöhe für die erste Schicht ist meistens größer als der Wert für die restlichen Schichten. Dadurch wird die Druckbett Haftung erhöht. Das Filament wird dadurch mit einer größeren Kraft auf das Druckbett gepresst und kann so in kleinste Ritzen und Poren eindringen.
Außerdem hat es insgesamt einen größeren Durchmesser, wodurch es langsamer abkühlt und eine bessere Verbindung mit dem Druckbett eingeht. Durch das langsame Abkühlen entstehen auch weniger interne mechanische Spannungen.
Wenn die erste Schicht jedoch zu dick gedruckt wird, weicht das überflüssige Filament zu den Seiten aus und erzeugt einen Elefantenfuß. Diese Einstellung hängt stark mit dem Z-Offset zusammen und muss gegebenenfalls nach einer größeren Veränderung des Z-Offsets neu kalibriert werden.
Linienbreite der ersten Schicht: Die Linienbreite der ersten Schicht beträgt standardmäßig 100% in den meisten Slicern und ist damit genauso breit wie beim Rest des Modells. Für eine bessere Druckbett Haftung kann die Linienbreite der ersten Schicht aber auch erhöht werden. Im Normalfall entsteht dadurch kein Elefantenfuß, da der Abstand der einzelnen Linien in der ersten Schicht auch vergrößert wird.
Einen sehr großen Linienbreite kann aber auch den Effekt von anderen Ursachen für einen Elefantenfuß verstärken. Wenn zum Beispiel die Druckbett Temperatur zu hoch ist, würde eine breitere Linie noch stärker zur Seite wegfließen.
Flussrate der ersten Schicht: Die Flussrate der ersten Schicht hat einen größeren Einfluss als die Linienbreite der ersten Schicht auf die Bildung eines Elefantenfußes. Die Flussrate kann für die erste Schicht leicht erhöht werden, um die Druckbett Haftung zu erhöhen. Anders als bei der Linienbreite wird der Abstand zwischen den einzelnen Linien aber dadurch nicht vergrößert. Es wird also insgesamt mehr Filament extrudiert.
Wenn die Flussrate für die erste Schicht zu hoch eingestellt ist, entsteht automatisch ein Elefantenfuß. Andersherum kannst du hiermit auch einen Elefantenfuß verringern. Jedoch ist dabei die Gefahr groß eine Unter-Extrusion zu erzeugen.
Verwandter Artikel:
Cura Erste Schicht | Breite, Dicke, Fluss & Hor. Erweiterung
Druckbett Temperatur Verringern
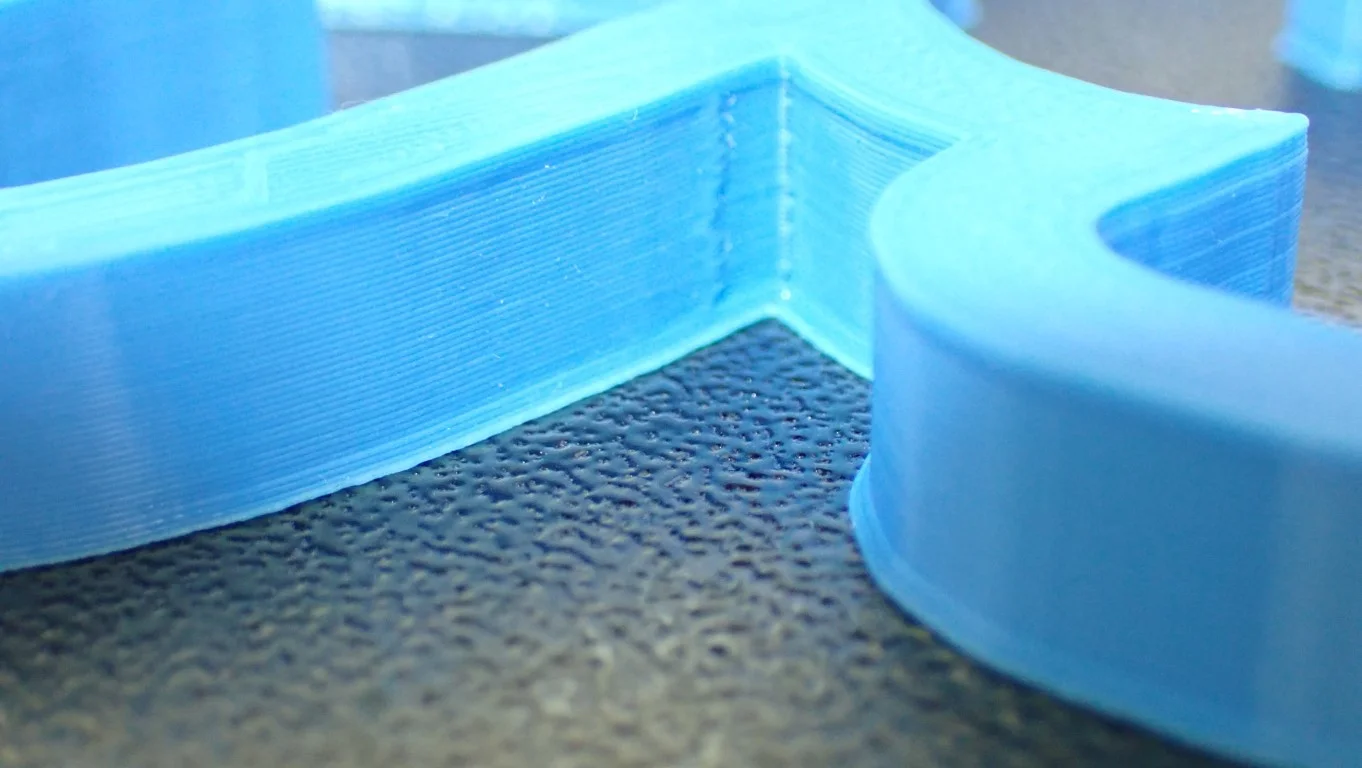
Ist die Druckbett Temperatur zu hoch, werden die unteren Schichten des Objekts zu warm und können unter der Last der darüberliegenden Schichten zerquetscht werden. Der resultierende Elefantenfuß verbreitert in vielen Fällen nicht nur die erste Schicht sondern auch einige Schichten darüber.
Wenn nicht nur die erste Schicht von dem Elefantenfuß betroffen ist sondern auch ein paar Schichten darüber, ist dies häufig ein Anzeichen dafür dass die Druckbett Temperatur zu hoch eingestellt ist. Dann solltest du diese Lösung direkt nach der neuen Nivellierung des Druckbetts ausprobieren.
Im Allgemeinen sind dies aber die empfohlenen Temperaturen für die gängigsten Standard Filamente:
- PLA: 55 ± 10 °C
- ABS: 90 ± 10 °C
- PETG: 80 ± 10 °C
- TPU: 50 ± 10 °C
Versuche die Temperatur am unteren Ende dieser Bereiche einzustellen und teste das Ergebnis. Wenn der Elefantenfuß durch diese Maßnahme zwar verringert wird, du aber dadurch eine schlechtere Druckbett Haftung bekommst, ist es sinnvoll über eine andere Druckbett Oberfläche oder Klebstoffe nachzudenken.
Was Klebstoffe angeht, kann ich im Moment Magigoo sehr empfehlen. Es gibt diesen Kleber für verschiedenste Materialien. Zwar ist Anschaffungspreis recht hoch, dafür kommst du mit einer Flasche aber sehr lange aus.
Als Druckbett Oberfläche eignet sich ein flexibles mit PEI beschichtetes Federstahl Druckbett für die meisten Filamente. Dies gepaart mit einer langsamen Druckgeschwindigkeit der ersten Schicht erzeugt meistens eine so gute Haftung, dass du dir um Klebstoffe oder andere Maßnahmen zur Erhöhung der Druckbett Haftung keine Gedanken mehr machen musst.
Exzentrische Mutter der Z-Achse Prüfen

Bei 3D Druckern mit nur einer angetriebenen Z-Achse kann eine zu stark angezogene exzentrische Mutter einen Elefantenfuß auslösen. Die nicht angetriebene Seite hinkt dann am Anfang etwas hinterher und erzeugt oder verstärkt auf dieser Seite den Elefantenfuß.
Diese Ursache ist relativ selten, kann aber manchmal die einzige Lösung sein um einen Elefantenfuß zu beseitigen. Besonders bei günstigen 3D Drucker Modellen kann dies auftreten, da eine doppelte Z-Achse meistens nur bei 3D Druckern der mittleren oder höheren Preisklasse verbaut wird.
Auf der anderen Seite der Z-Achse bewegt der Schrittmotor sich in kleinen Schritten nach oben. Wenn der Druck der Räder auf den Rahmen auf der anderen Seite zu hoch ist, bewegt sich diese Seite nicht durch diese kleinen Bewegungen. Erst wenn die Zugkraft höher wird, schnellt die andere Seite nach oben.
Wenn du die Mutter etwas lockerst, kann sich diese Seite einfacher hoch und runter bewegen. Dadurch kann sie den Bewegungen des Schrittmotors besser folgen und der Elefantenfuß wird beseitigt.
Zu locker darf die Mutter aber natürlich auch nicht sein, da die Seite sonst runterhängen kann. Auch dadurch kann ein Elefantenfuß entstehen und auch den Rest des Modells negativ beeinflussen.
Horizontal Expansion Aktivieren
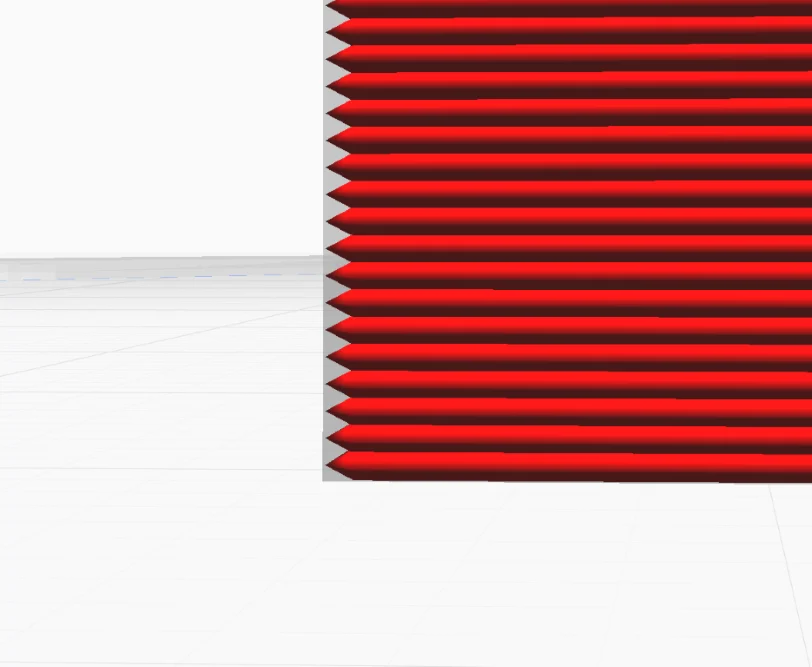
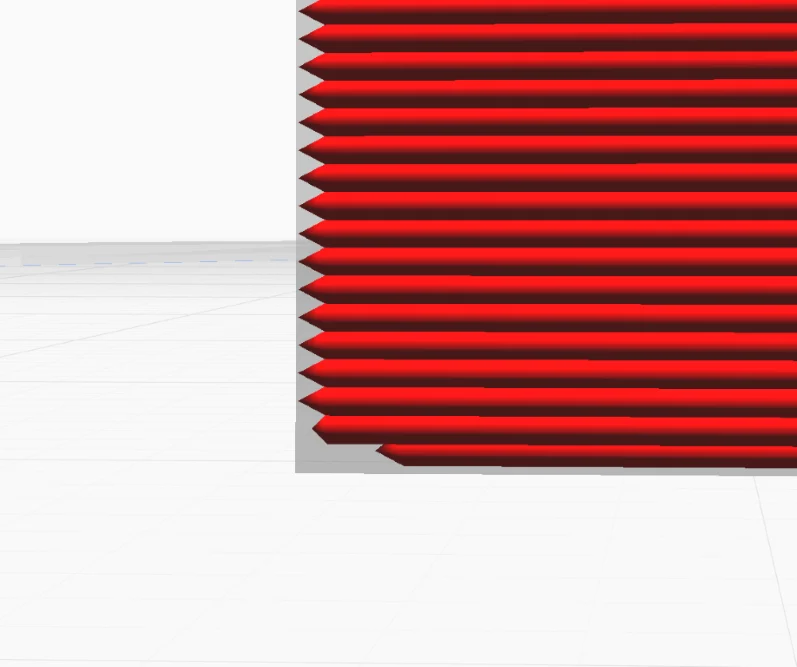
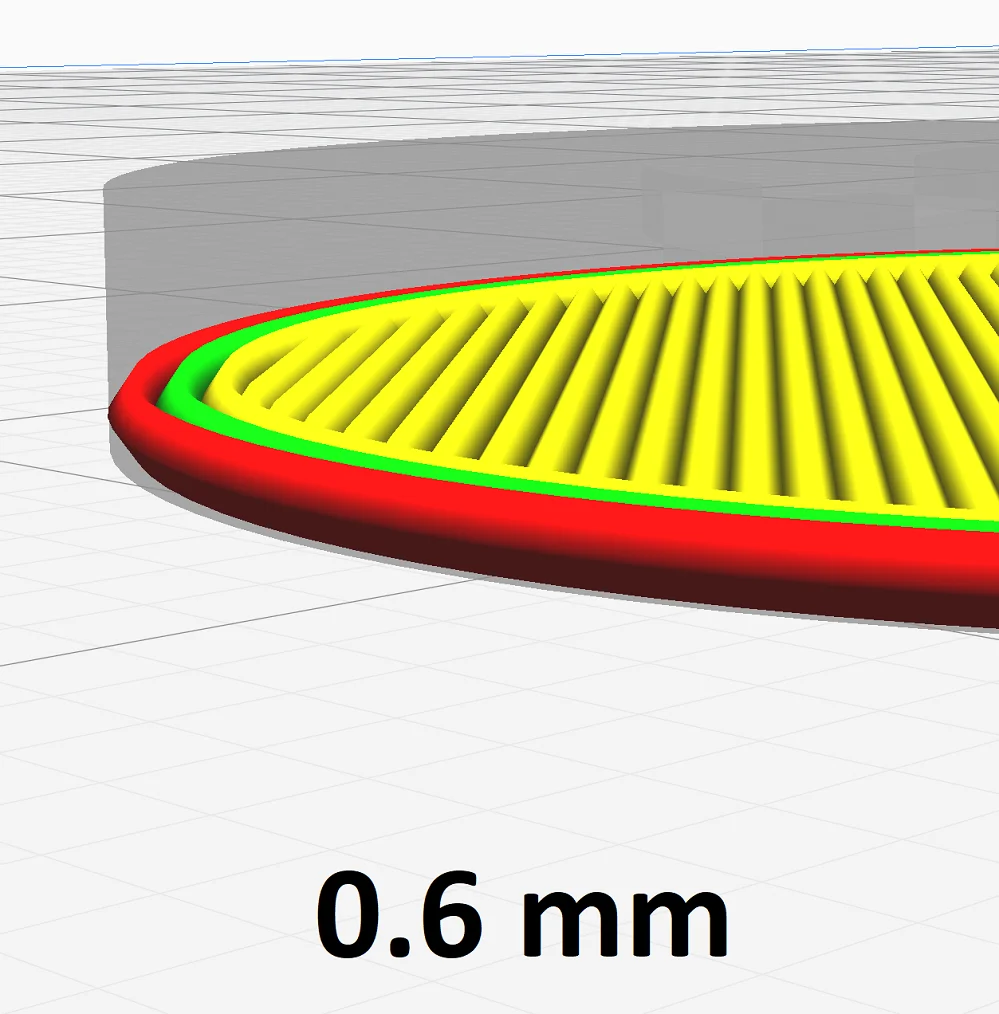
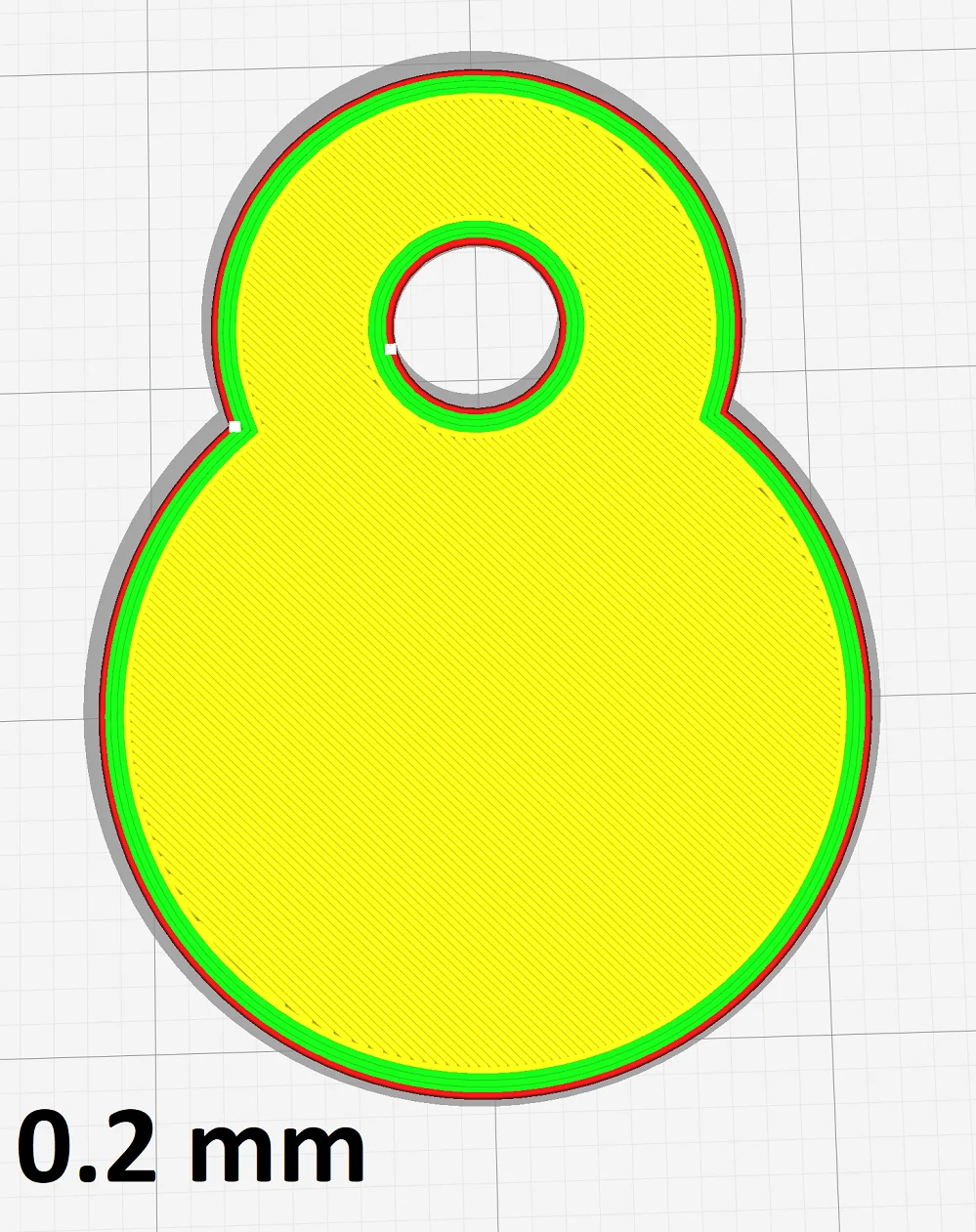
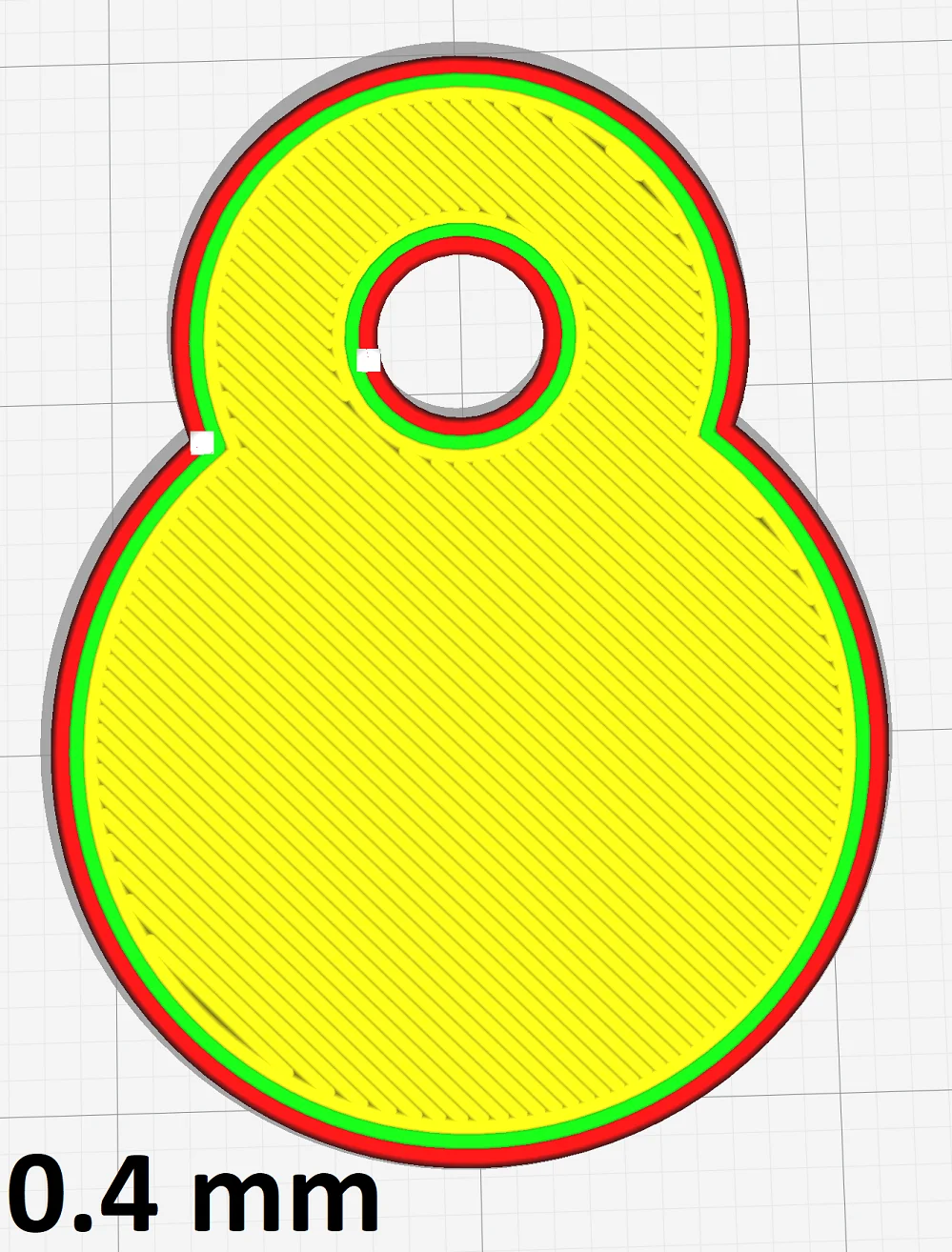
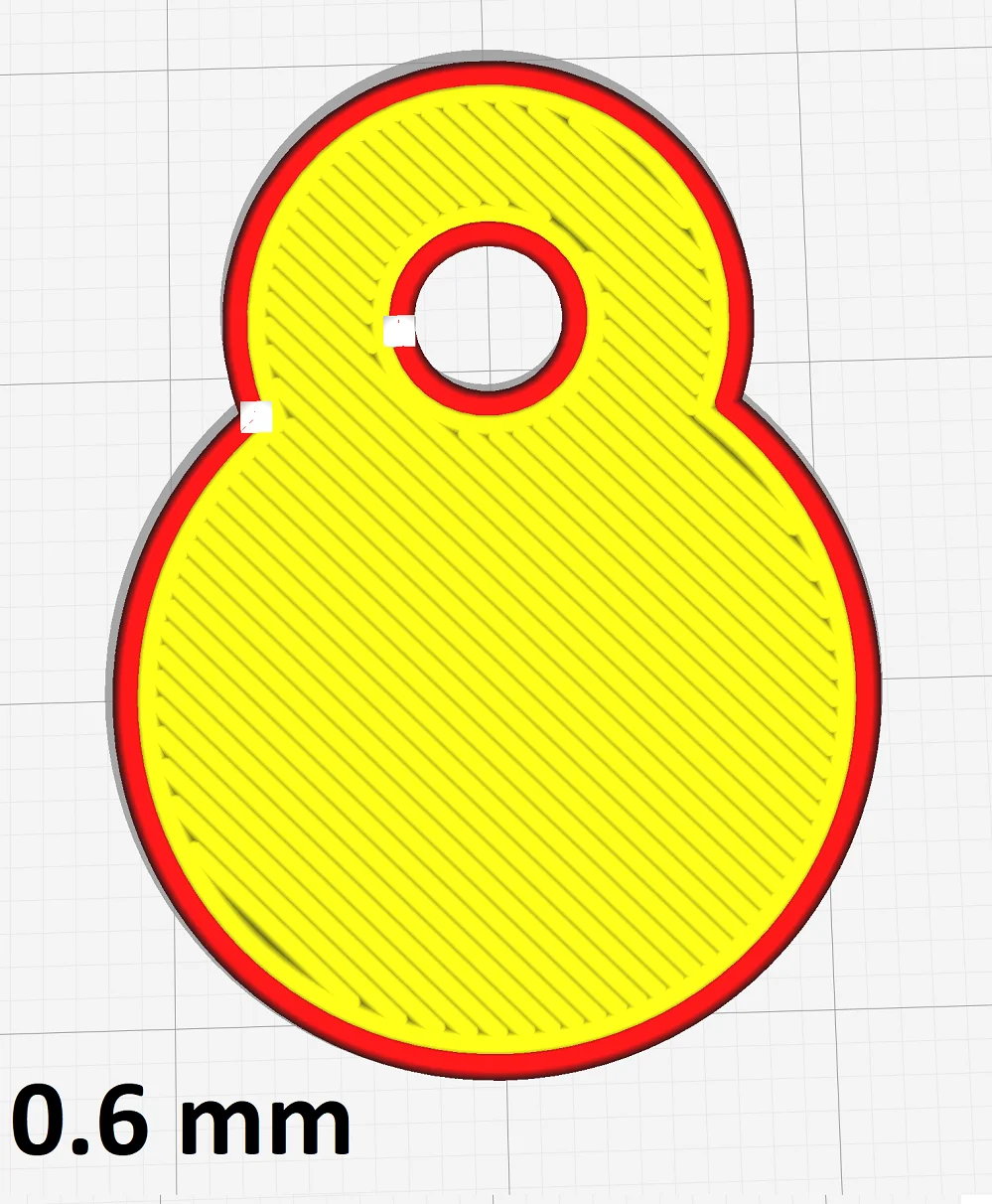
Falls nur die erste Schicht von einem Elefantenfuß betroffen ist, kann er in Cura durch eine negative horizontale Expansion für die erste Schicht kompensiert werden. Dadurch wird die erste Schicht schmaler.
Oft beschränkt sich ein Elefantenfuß nur auf die erste Schicht. Dann kann die horizontale Expansion in Cura für die erste Schicht genau die richtige Lösung sein, um diesen Druckfehler zu beheben. Du musst hiermit jedoch etwas herumexperimentieren bis du den richtigen Wert gefunden hast.
Am besten ist es, wenn du die Breite des Elefantenfuß ausmessen kannst. Dann kannst du den Wert als negativen Wert für die horizontal Expansion der ersten Schicht eintragen. Das wird mit Sicherheit nicht direkt ein perfekt gerades Objekt liefern, ist aber schon ein guter Schritt in die richtige Richtung.
Falls dir der Elefantenfuß hauptsächlich bei Löchern Schwierigkeiten bereitet, kannst du die horizontale Expansion auch nur für Löcher einstellen.
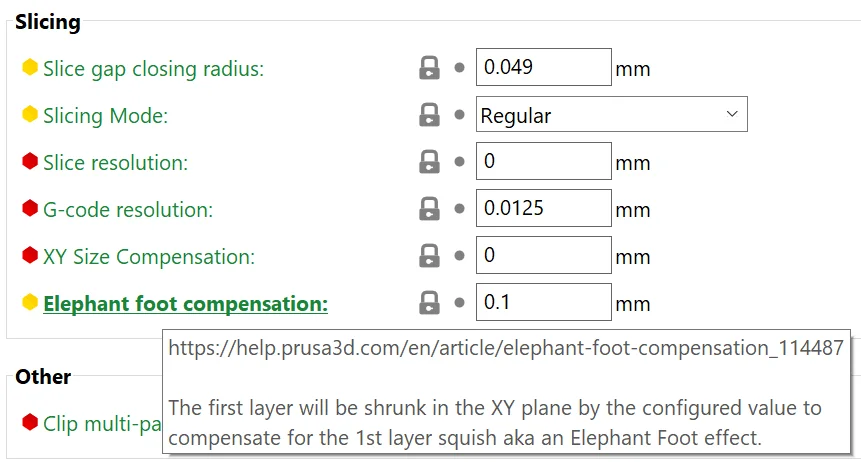
Im PrusaSlicer gibt es die horizontale Expansion für die erste Schicht auch. Hier wird sie sogar passender Weise “elephant foot compensation” genannt und funktioniert genauso wie eine negative horizontale Expansion für die erste Schicht in Cura.
Sei dir bei dieser Lösung jedoch im bewusst, dass du mit der horizontalen Expansion oder einer anderen Slicer Kompensation nur das Symptom bekämpfst und nicht die Ursache. Falls du mit den anderen Lösungsansätzen jedoch nicht weiter gekommen bist, kann diese Methode eine gute Möglichkeit sein um überhaupt Fortschritte bei der Bekämpfung des Elefantenfußes zu sehen.

Kompletter Guide:
Horizontale Erweiterung in Cura – Anschaulicher Guide
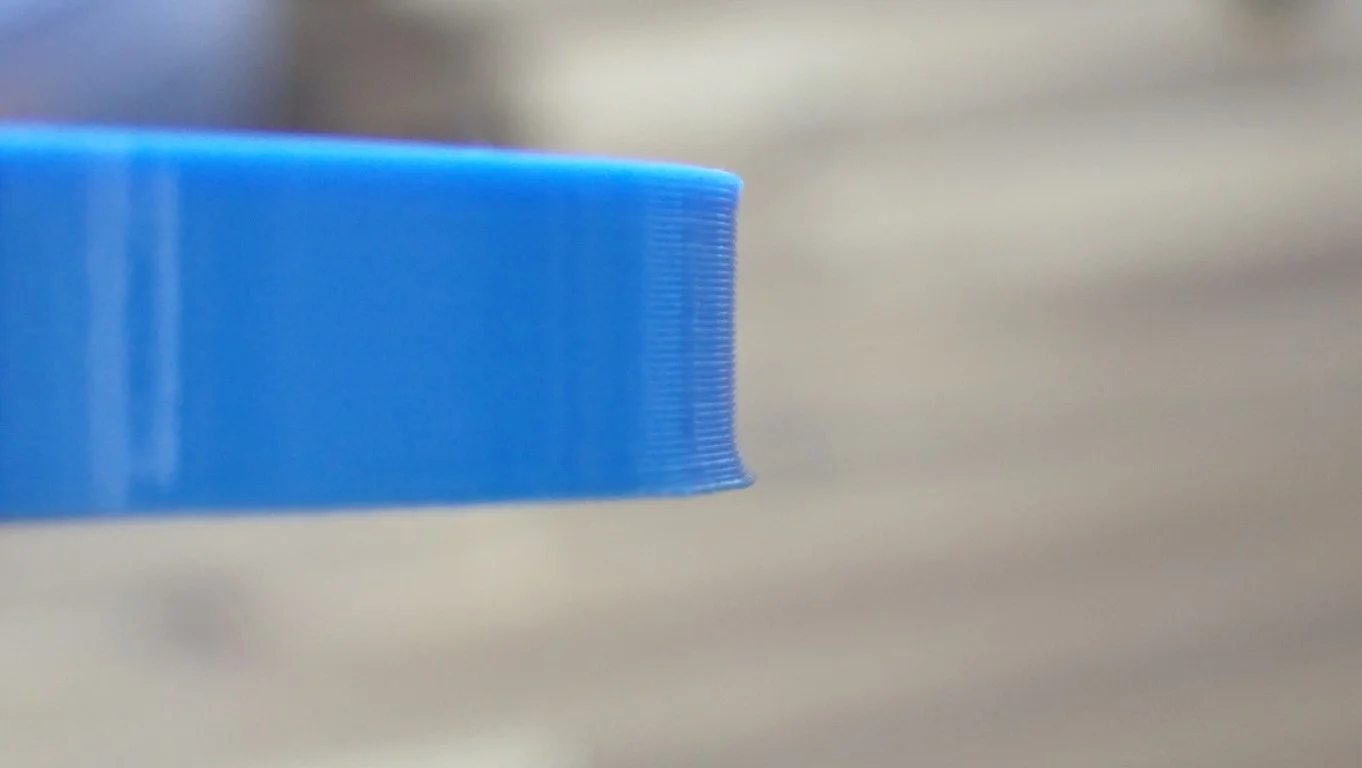
Fase Verwenden
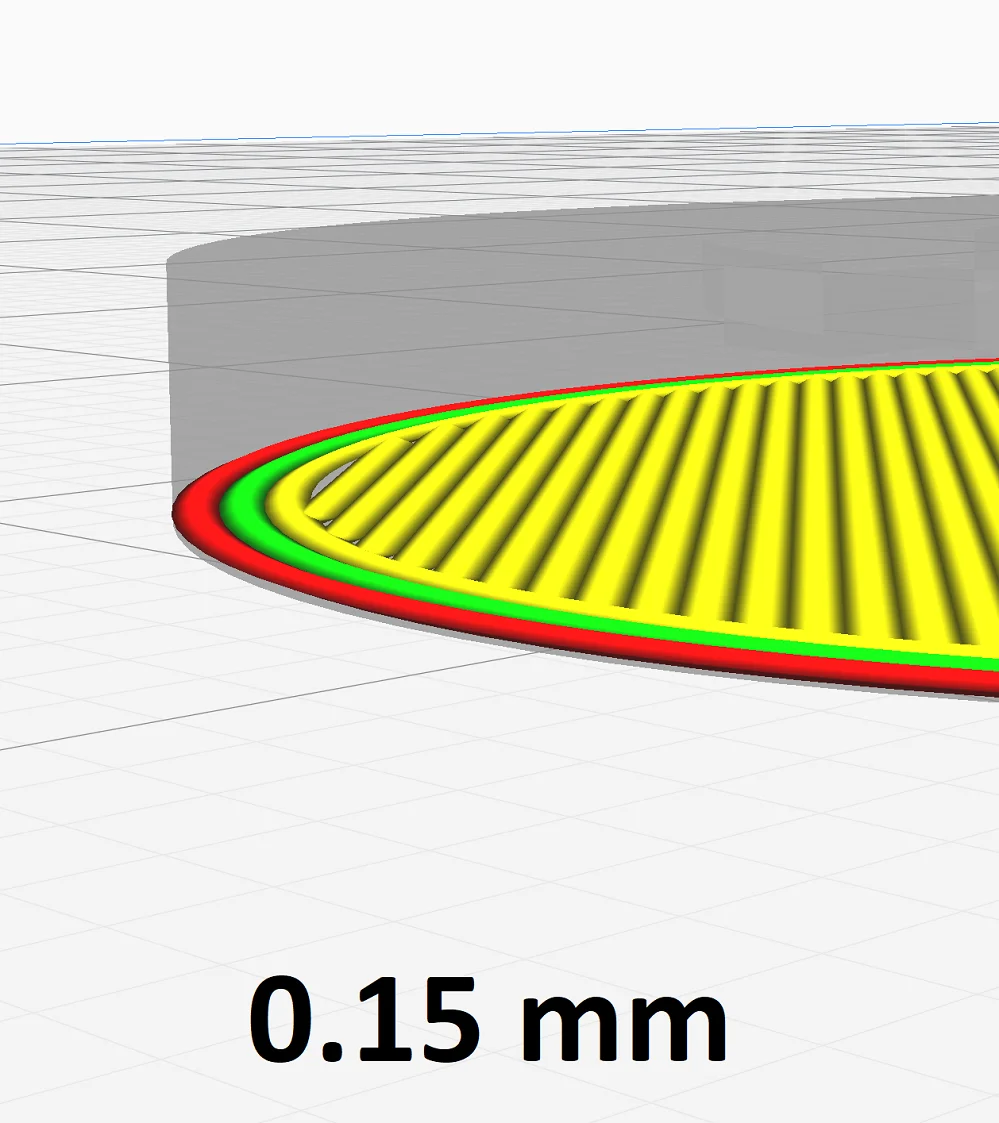
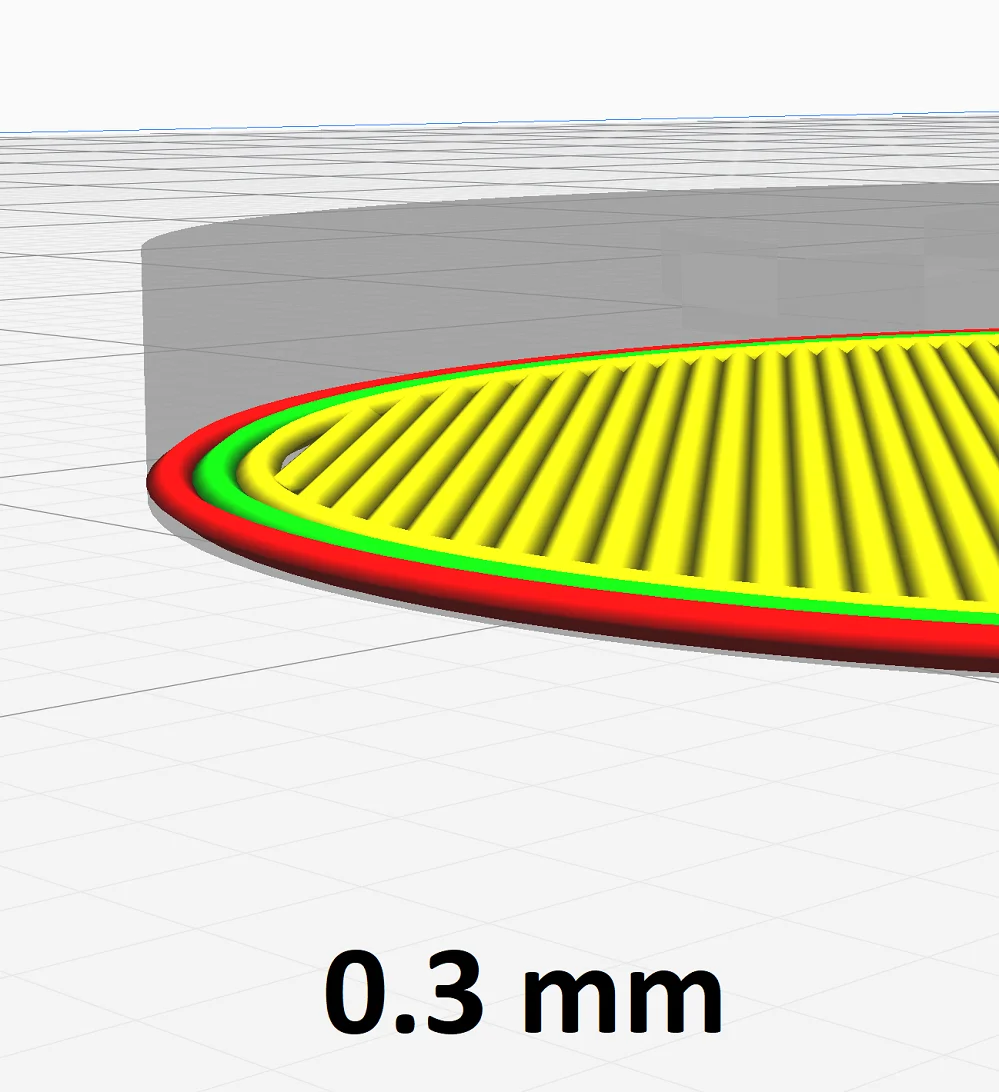
Falls ein Elefantenfuß mehrere Schichten betrifft und sich nicht durch an eine niedrigere Druckbett Temperatur beheben lässt, kann eine Fase an der Unterseite des Objekts einen Elefantenfuß vermeiden.
Genauso wie bei der horizontalen Expansion handelt es hier sich hierbei auch nur um eine Notlösung die das Symptom bekämpft und nicht die Ursache. Manchmal lässt sich ein Elefantenfuß aber nicht durch die konventionellen Lösungen vermeiden. Besonders bei großen und schweren Modellen kann es sein, dass sich ein Elefantenfuß kaum verhindern lässt, da die unteren warmen Schichten durch das das Eigengewicht des Objekts zerdrückt werden.
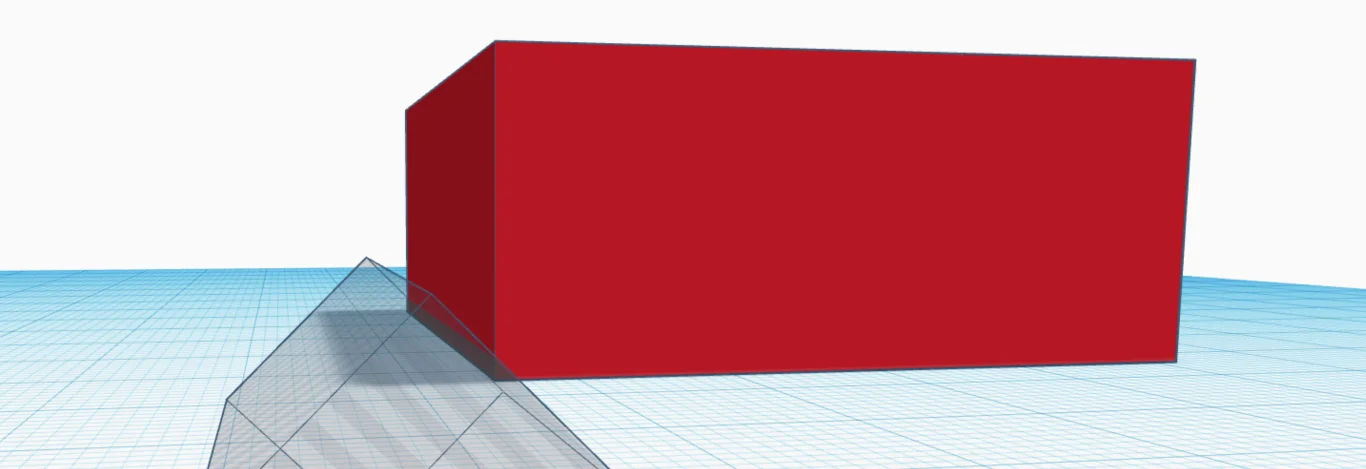
Wenn du das Objekt das du drucken möchtest nicht selbst konstruiert hast, ist es manchmal schwierig eine Fase an die Unterseite des Objekts zu bekommen. Du kannst dafür natürlich auch richtige CAD Programme verwenden, manchmal ist aber auch Tinkercad ausreichend.
Besonders bei Objekten die eine mechanische Funktionen haben, ist es wichtig, dass es keinen zu starken Elefantenfuß gibt der diese mechanischen Bewegungen behindern könnte. Da bei solchen Objekten die Optik meistens nur eine Nebenrolle spielt, kann die Fase hier recht großzügig ausfallen. Wenn du den Elefantenfuß bei einem dekorativen Objekt ausgleichen möchtest, werden wahrscheinlich mehrere Iterationen nötig sein bis du die Fase richtig eingestellt hast.
Ein Raft Verwenden
Bei einem Raft wird das Objekt auf mehreren zuvor gedruckten Schichten gedruckt. Ein Elefantenfuß beeinflusst dann nur das Raft und nicht das Objekt.
Diese Notlösung ist wahrscheinlich die schnellste von allen. In den meisten Slicern ist es nur ein Haken den du setzen musst damit ein Raft gedruckt wird. Rafts sind jedoch im Allgemeinen nicht sehr beliebt, da sie Filament und Druckzeit kosten. Außerdem ist die Unterseite des Objekts mit einem Raft nicht so glatt wie ohne. Manchmal ist es auch schwer ein Raft ohne Rückstände zu entfernen wenn der Abstand zwischen dem Raft und dem Objekt zu gering ist.
Ein Raft kann dir aber nicht nur bei der Druckbett Haftung helfen, einen Elefantenfuß kannst du damit auch umgehen. Falls die untersten Schichten des Objekts trotzdem noch etwas weiter sind als sie sollten, kannst du die Anzahl der Schichten die als Raft gedruckt werden, noch weiter erhöhen.
Fazit: Elefantenfüße Können Verhindert Werden!
Ein Elefantenfuß kann durch verschiedene Methoden verhindert werden. Wenn du die Lösungsansätze der Reihe nach angehst, wirst du diesen Druckfehler mit hoher Wahrscheinlichkeit ausmerzen können!
Aber auch wenn du am Ende zu einer der Notlösungen greifen musstest, sei dir gewiss, dass du damit nicht alleine bist. Der Elefantenfuß ist ein sehr verbreiteter Druckfehler und die Ursache ist manchmal schwer zu identifizieren.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
