
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Suchst du nach einer Feinabstimmung deiner Ender-3 V3 SE Ergebnisse? Dieser Artikel geht direkt auf die wesentlichen Cura-Einstellungen ein, um deine 3D-Druckergebnisse mit Ihrem Ender-3 V3 SE zu verbessern. Entdecke die anfängliche Einrichtung, die besten Einstellungen für alle Standardfilamente und erhalte Lösungen, um häufige Druckprobleme zu lösen.
Egal, ob du mit PLA, PETG oder flexiblen Materialien arbeitest, unser Guide stellt sicher, dass dein Ender-3 V3 SE und Cura perfekt aufeinander abgestimmt sind, um hervorragende Ergebnisse zu erzielen.

Kalibriertes Cura-Profil
Für eine optimale Druckqualität mit minimalem Aufwand kannst du mein kalibriertes Cura-Profil für diesen 3D-Drucker herunterladen und direkt in Cura importieren. Darin sind alle Einstellungen perfekt auf diesen Drucker angepasst, wie z. B. für die Beschleunigungen, Jerk, Supports und die erste Schicht.
| PLA | PETG | TPU | |
|---|---|---|---|
| Retraction-Distanz | 0,8 mm | 1,2 mm | 1,6 mm |
| Retraction-Geschwindigkeit | 40 mm/s | 40 mm/s | 40 mm/s |
| Druckbett-Temperatur | 60 °C | 70 °C | 70 °C |
| Nozzle-Temperatur | 205 °C | 230 °C | 205 °C |
| Druckgeschwindigkeit | 180 mm/s | 120 mm/s | 50 mm/s |
| Lüftergeschwindigkeit | 100% | 50% | 100% |
Table of Contents:
- 1 Einrichten von Cura für den Ender-3 V3 SE
- 2 Optimale Cura-Einstellungen für verschiedene Filamente
- 3 Feinabstimmung der Retraction- und Temperatureinstellungen
- 4 Infill-Dichte, Schichthöhe und Geschwindigkeit
- 5 Fehlersuche bei häufigen Druckproblemen
- 6 Tipps für hochqualitative Drucke mit dem Ender-3 V3 SE
Einrichten von Cura für den Ender-3 V3 SE
Bevor wir uns mit den spezifischen Filamenteinstellungen beschäftigen, müssen wir das Druckerprofil erstellen und die Maschineneinstellungen anpassen. Aber keine Sorge, wir haben eine Schritt-für-Schritt-Anleitung für dich!
Hinzufügen des Druckerprofils
Das Hinzufügen des Creality-Druckprofils ist der erste Schritt auf dem Weg zu hochwertigen Drucken. Mit der benutzerfreundlichen Oberfläche von Cura ist dieser Vorgang ein Kinderspiel. Und so geht’s:
- Navigiere zu „Einstellungen > Drucker > Drucker hinzufügen“.
- Wähle „Einen nicht vernetzten Drucker hinzufügen“.
- Finde den „Ender-3 V3 SE“ unter der Registerkarte „Creality3D“.
- Klicke auf „Hinzufügen“.
Anpassen der Maschineneinstellungen
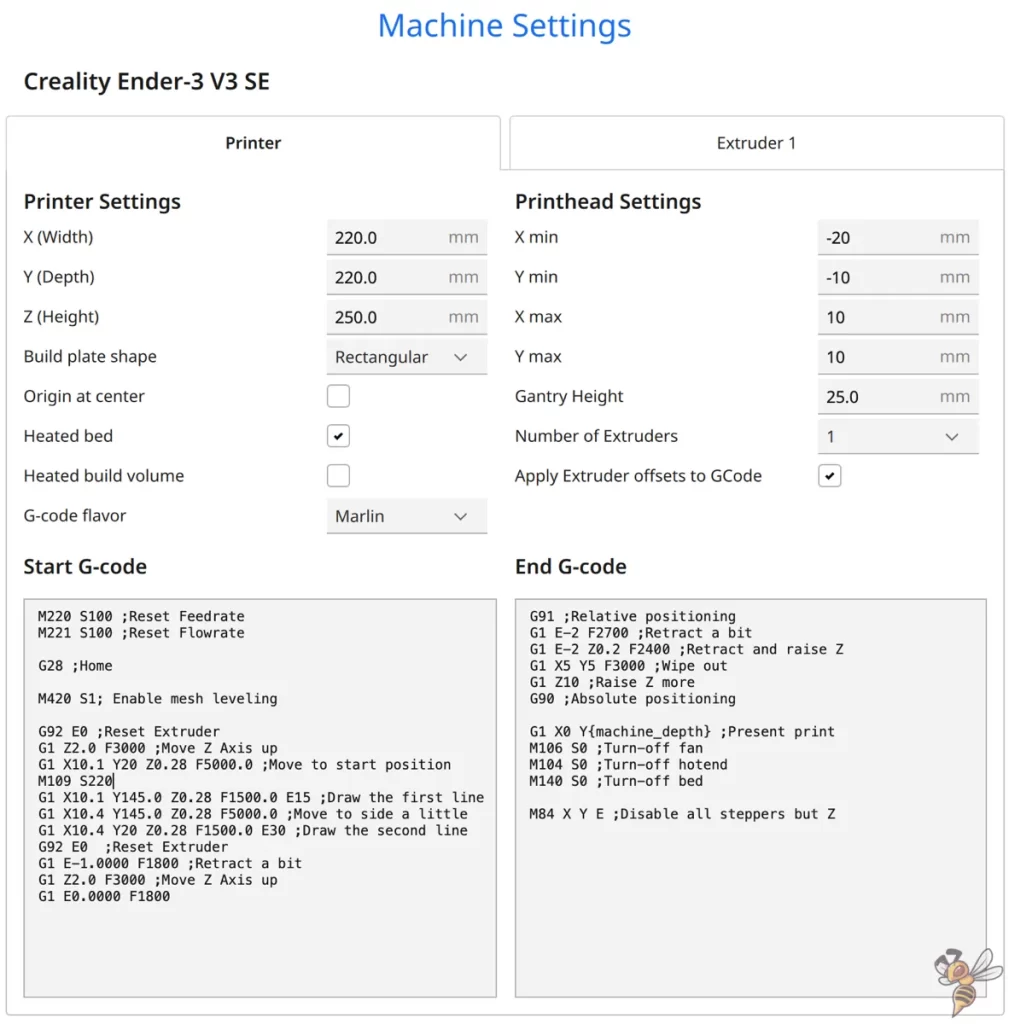
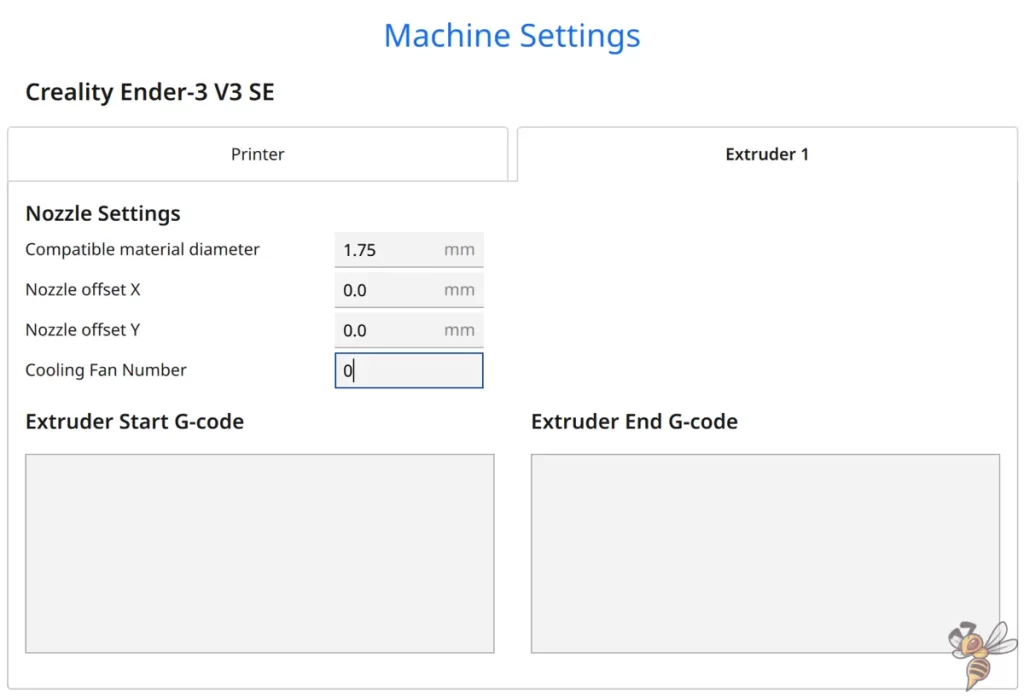
Die vordefinierten Maschineneinstellungen für den Ender-3 V3 SE in Cura müssen nicht angepasst werden.
Nachdem du die Maschineneinstellungen angepasst hast, ist es wichtig, deine Druckeinstellungen zu optimieren. Die Standardeinstellungen sind zwar ein guter Ausgangspunkt, aber sie sind nicht für jeden Druck perfekt. Deshalb ist es wichtig, die Einstellungen auf deine spezifischen Druckanforderungen abzustimmen, um die bestmöglichen Ergebnisse zu erzielen.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
Optimale Cura-Einstellungen für verschiedene Filamente
Da jeder Filamenttyp einzigartige Eigenschaften und Anforderungen hat, kann man die Cura-Einstellungen nicht pauschalisieren. Deshalb ist es wichtig, die Einstellungen an das von dir verwendete Filament anzupassen.
Wir zeigen dir die optimalen Einstellungen für die folgenden Filamente, damit du unabhängig von deinem Material die bestmögliche Druckqualität erzielst:
- PLA
- TPU
- PETG
PLA-Einstellungen
- Drucktemperatur: 205 °C
- Druckbett-Temperatur: 60 °C
- Druckgeschwindigkeit: 180 mm/s
- Retraction: 0,8 mm bei 40 mm/s
- Kühlung: 100%
PLA (Polymilchsäure) ist bei 3D-Druck-Enthusiasten sehr beliebt, weil es sich leicht drucken lässt und sich kaum verzieht. Um das Beste aus PLA herauszuholen, brauchst du jedoch eine gute Ausgangsbasis für deine Einstellungen.
Die empfohlenen Temperatureinstellungen für PLA liegen zum Beispiel zwischen 190 und 210 °C. Bei verschiedenen PLA-Filamenten habe ich mit 205 °C die besten Ergebnisse erzielt. Das gewährleistet eine optimale Extrusion und verhindert Probleme, die durch zu hohe Temperaturen ausgelöst werden.
Ein weiterer wichtiger Aspekt sind die Einstellungen für die Retraction. Für PLA werden für den Ender-3 V3 SE eine Retraction-Distanz von 0,8 mm und eine Retraction-Geschwindigkeit von 40 mm/s empfohlen. Das hilft, Stringing zu minimieren und einen sauberen Druck zu gewährleisten.
Weiter unten in diesem Artikel gehen wir im Detail darauf ein, wie du die wichtigsten Einstellungen kalibrierst. Jedes Filament ist anders und die Einstellungen müssen leicht angepasst werden, um Druckfehler zu vermeiden.
TPU-Einstellungen
- Drucktemperatur: 205 °C
- Druckbett-Temperatur: 70 °C
- Druckgeschwindigkeit: 50 mm/s
- Retraction: 1,6 mm bei 40 mm/s
- Kühlung: 100%
Thermoplastisches Polyurethan (TPU) ist ein flexibles und haltbares Material, das sich hervorragend für die Herstellung von Teilen eignet, die sich während des Gebrauchs biegen oder verformen müssen. Allerdings kann das Drucken mit TPU eine Herausforderung sein.
Der Ender-3 V3 SE ist mit einem Extruder mit Direktantrieb ausgestattet, der den Druck von TPU erheblich vereinfacht. Dieses flexible und widerstandsfähige Material kann mit Druckern, die mit einem Bowden-Extruder ausgestattet sind, aufgrund des Abstands zwischen dem Motor und dem heißen Ende eine Herausforderung darstellen.
Ein Extruder mit Direktantrieb, wie der des Ender-3 V3 SE, beseitigt dieses Problem, indem er den Motor direkt über dem Hotend platziert. Dadurch wird der Weg, den das Filament zurücklegen muss, erheblich verkürzt, was wiederum die Wahrscheinlichkeit des Knickens des Filaments minimiert – ein häufiges Problem beim Drucken mit flexiblen Materialien wie TPU.
Außerdem bietet der Extruder mit Direktantrieb eine bessere Kontrolle über das Filament und ermöglicht so eine präzisere Extrusion. Das Ergebnis sind qualitativ hochwertigere Drucke mit weniger Problemen wie Stringing und Oozing, die beim Drucken von TPU häufig auftreten.
PETG-Einstellungen
- Drucktemperatur: 230 °C
- Druckbett-Temperatur: 70 °C
- Druckgeschwindigkeit: 120 mm/s
- Retraction: 1,2 mm bei 40 mm/s
- Kühlung: 50%
Polyethylenterephthalatglykol (PETG) ist ein beliebtes Material, das für seine Haltbarkeit, Flexibilität und hohe Schlagfestigkeit bekannt ist. Allerdings kann es beim Drucken etwas knifflig sein, vor allem, wenn es um Stringing geht. Hier erfährst du, wie du diese Herausforderungen meistern kannst!
Wenn du PETG verwendest, ist es ratsam, die Temperatur des Druckbetts zwischen 65 °C und 75 °C einzustellen, um Verformungen zu vermeiden und eine optimale Haftung zu erreichen. Die Drucktemperatur sollte im Bereich von 220 °C bis 240 °C gehalten werden.
Aber besonders bei PETG ist es wichtig, die Drucktemperatur und den Retraction zu kalibrieren!
Feinabstimmung der Retraction- und Temperatureinstellungen
Nachdem wir die optimalen Einstellungen für die verschiedenen Filamenttypen besprochen haben, wollen wir nun untersuchen, wie du deine Retraction- und Temperatureinstellungen verfeinern kannst. Diese Einstellungen sind entscheidend, da sie die Qualität deiner Drucke erheblich beeinflussen können. Schauen wir sie uns also genauer an!
Kalibrierung der Drucktemperatur
Die richtige Kalibrierung der Drucktemperatur ist wichtig, um die korrekte Verschmelzung der Filamentschichten zu gewährleisten und Probleme wie Stringing zu vermeiden.
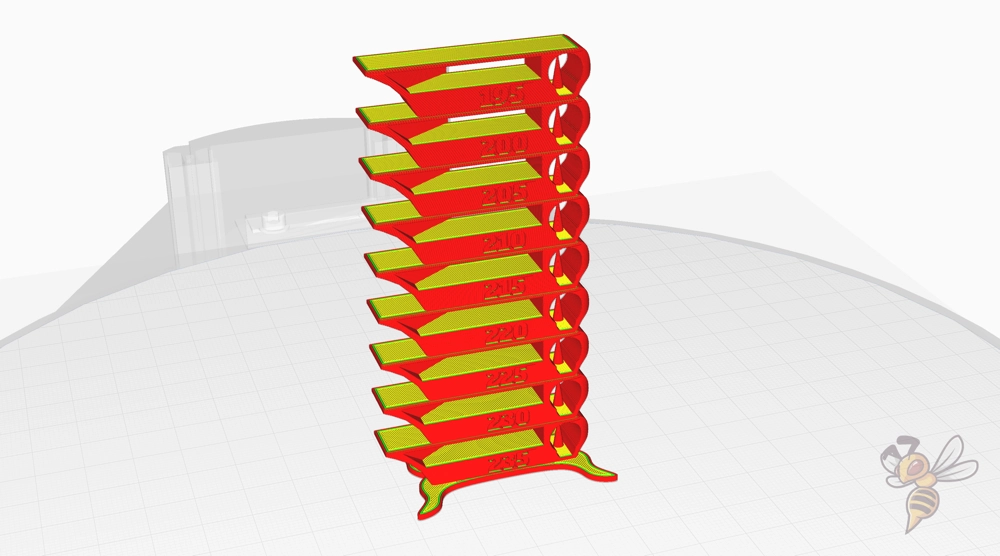
Du kannst einen Temperaturturm verwenden, um deine Drucktemperatur zu kalibrieren. Dazu druckst du ein Modell mit verschiedenen Temperatureinstellungen für jeden Abschnitt und beobachtest die Qualität der einzelnen Abschnitte, um die optimale Temperatur zu ermitteln.
Wenn du mehr über die Kalibrierung der Drucktemperatur wissen willst, lies diesen Guide: 3D-Drucker Kalibrierung: Schritt-für-Schritt Anleitung
Kalibrierung der Retraction-Einstellungen
Die Retraction-Einstellungen sind wichtig, um Stringing und Oozing zu verhindern, die die Qualität deiner Drucke beeinträchtigen können. Wenn du diese Probleme hast, kann es helfen, die Retraction-Distanz zu verringern.
Beginne mit den oben empfohlenen Retraction-Distanzen und verringere sie in kleinen Schritten.
Denke daran, dass jeder Drucker und jedes Filament andere Retraction-Distanzen erfordern kann. Es ist also immer eine gute Idee, zu experimentieren und herauszufinden, was für deine spezielle Konfiguration am besten funktioniert. Mit den richtigen Retraction-Einstellungen bist du auf dem besten Weg zu sauberen, hochwertigen Drucken.
Infill-Dichte, Schichthöhe und Geschwindigkeit
Neben dem Filamenttyp und den Temperatureinstellungen haben auch die Fülldichte, die Schichthöhe und die Geschwindigkeitseinstellungen einen großen Einfluss auf die Qualität deiner Drucke. Sehen wir uns also an, wie du diese Einstellungen für verschiedene Arten von Objekten und Anforderungen an die Druckqualität anpassen kannst.
Infill-Dichte
Die Infill-Dichte bezieht sich auf die Menge des Materials, die im Inneren des Drucks verwendet wird. Eine höhere Fülldichte bedeutet mehr Kunststoff im Inneren, was zu einem stärkeren, aber schwereren Objekt führt.
Die empfohlene Fülldichte hängt von der Art des Objekts ab, das du druckst. Hier sind die empfohlenen Fülldichten für verschiedene Arten von Drucken:
- Für dekorative Objekte: 0-15% Fülldichte sind normalerweise ausreichend.
- Für Standarddrucke: 15-50% Fülldichte werden empfohlen.
- Für Drucke, die eine hohe Festigkeit und Haltbarkeit erfordern: 50-100% Fülldichte können notwendig sein.
Bedenke jedoch, dass eine höhere Infill-Dichte mehr Filament verbraucht und die Druckzeit verlängert. Es ist also immer eine gute Idee, ein Gleichgewicht zwischen Stärke und Effizienz zu finden. Schließlich ist der 3D-Druck ebenso eine Kunst wie eine Wissenschaft!
Schichthöhe
Die Schichthöhe spielt eine entscheidende Rolle für die Qualität deiner Drucke. Eine geringere Schichthöhe ergibt detailliertere Drucke, verlängert aber die Druckzeit. Eine größere Schichthöhe hingegen führt zu schnelleren Drucken, die aber weniger Details aufweisen.
Für den Ender-3 V3 SE empfiehlt es sich, die Schichthöhe in Vielfachen von 0,04 mm einzustellen, z. B. 0,16 mm, 0,2 mm, 0,24 mm. Die kleinste erreichbare Schichthöhe ist 0,1 mm. Auch hier hängt die beste Schichthöhe davon ab, wie detailliert du drucken möchtest und wie viel Zeit du für den Druck aufwenden willst.
Geschwindigkeit
Die Geschwindigkeit, mit der dein Drucker das Filament aufträgt, kann einen großen Einfluss auf die Qualität deiner Drucke haben. Eine niedrigere Druckgeschwindigkeit kann zu glatteren und detailreicheren Drucken führen, während eine höhere Druckgeschwindigkeit die Oberflächenqualität beeinträchtigen kann.
Es ist jedoch nicht immer so einfach, die Druckgeschwindigkeit zu verringern. Unterschiedliche Filamente und Druckanforderungen können unterschiedliche Geschwindigkeitseinstellungen erforderlich machen. PLA lässt sich z. B. gut mit Geschwindigkeiten von 180-250 mm/s drucken, während für TPU eine niedrigere Geschwindigkeit von 50 mm/s erforderlich sein kann.
Fehlersuche bei häufigen Druckproblemen
Auch wenn du die besten Einstellungen hast, kann es sein, dass du auf bekannte Druckprobleme stößt. Aber keine Sorge, wir haben für dich vorgesorgt! In diesem Abschnitt gehen wir auf einige der häufigsten Druckprobleme mit dem Ender-3 V3 SE ein, wie z. B. Probleme mit der Haftung des Druckbetts und Stringing.
Probleme mit der Druckbett-Haftung
Eines der häufigsten Probleme, mit denen du beim 3D-Drucken konfrontiert wirst, sind Probleme mit der Druckbett-Haftung. Diese können sich auf unterschiedliche Weise äußern, z. B. indem der Druck nicht am Bett haftet oder sich die Ecken des Drucks vom Bett abheben.
Der Ender-3 V3 SE hat ein PC-beschichtetes Druckbett aus Federstahl. Es bietet eine gute Haftung für die meisten Filamenttypen, ist aber nicht so perfekt wie ein PEI-beschichtetes Druckbett.
Wenn du Probleme mit der Haftung des Druckbetts hast, probiere die Schritte in diesem Guide aus, bevor du auf ein PEI-Druckbett umsteigst: 3D Druck haftet nicht am Bett: Alle Lösungen im Praxistest
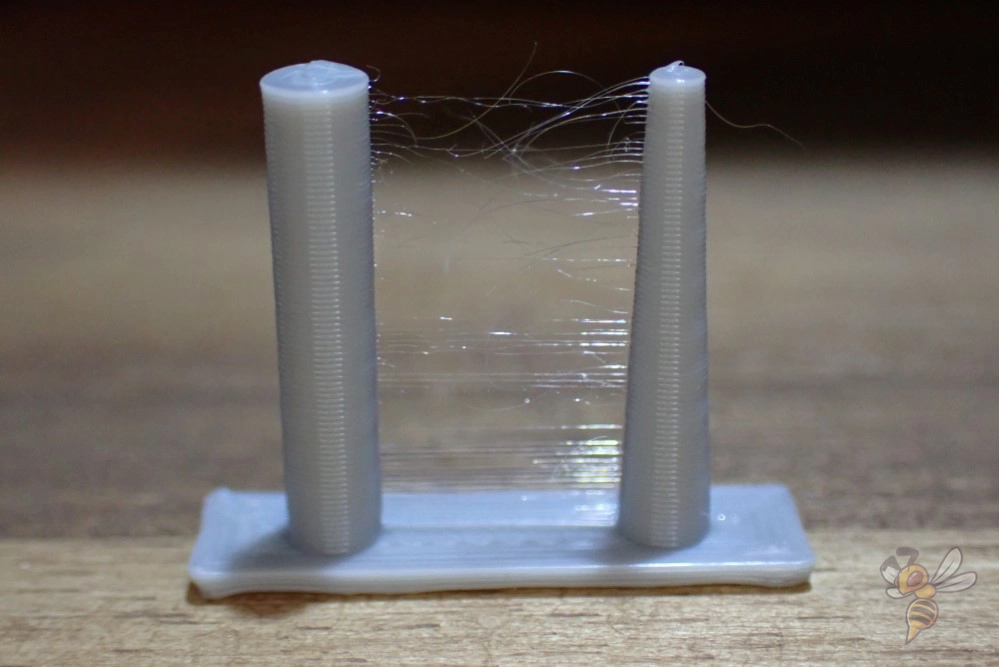
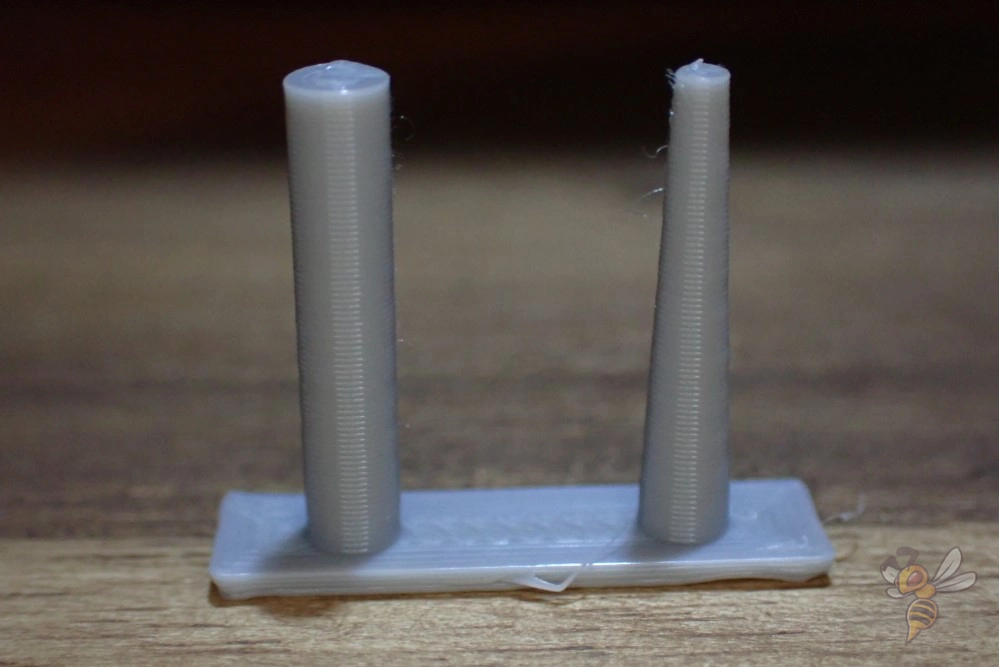
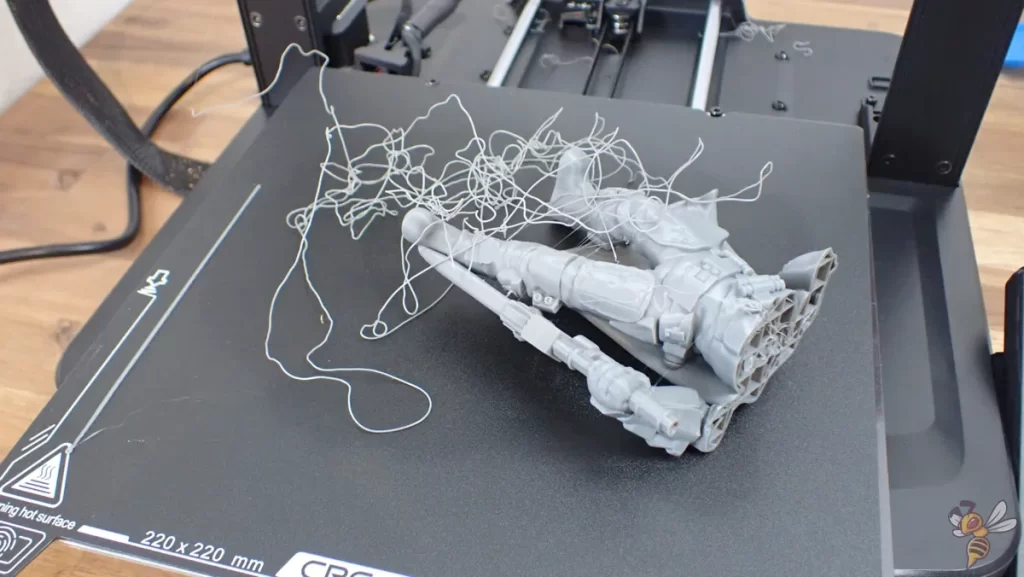
Stringing und Oozing
Stringing und das unkontrolliertes Austreten von Filament sind weitere häufige Probleme, die beim 3D-Druck auftreten können. Stringing tritt auf, wenn kleine Fäden von Filament zurückbleiben, wenn sich der Druckkopf über offene Stellen bewegt, während Oozing überschüssiges Filament ist, das aus der Nozzle austritt, wenn sich der Druckkopf bewegt, aber nicht extrudiert.
Um Stringing zu minimieren, kannst du die Nozzle-Temperatur senken, die Retraction-Einstellungen anpassen und mit der Druckgeschwindigkeit experimentieren.
Über-Extrusion und Unter-Extrusion
Über- und Unterextrusion sind zwei weitere häufige Probleme, die die Qualität deiner Drucke beeinträchtigen können. Überextrusion tritt auf, wenn zu viel Filament extrudiert wird, was zu rauen Drucken führen kann. Zu wenig Filament hingegen wird extrudiert, was zu schwachen, unvollständigen Drucken führt.
Um die Überextrusion zu beheben, kannst du die Einstellungen für den Extrusionsmultiplikator anpassen, die Drucktemperatur senken und die Extruderstufen kalibrieren. Bei Unterextrusion solltest du zunächst die Nozzle des Druckers reinigen oder austauschen. Vergewissere dich außerdem, dass dein Filament frei von Verwicklungen und Feuchtigkeit ist.
Tipps für hochqualitative Drucke mit dem Ender-3 V3 SE
Nachdem wir die optimalen Cura-Einstellungen und häufige Druckprobleme mit dem Ender-3 V3 SE besprochen haben, geben wir zum Schluss noch einige Tipps, um qualitativ hochwertige Drucke zu erzielen.
Einstellungen für die erste Schicht
Die erste Schicht deines Drucks legt den Grundstein für den Rest deines Drucks und daher ist ihre Genauigkeit entscheidend. Einige Schlüsselfaktoren, die zu einer erfolgreichen ersten Schicht beitragen, sind:
- Bettnivellierung
- Geschwindigkeit der ersten Schicht
- Temperatureinstellungen
- Höhe der ersten Schicht
Um eine gute Haftung und eine solide Grundlage zu gewährleisten, musst du die Geschwindigkeit der ersten Schicht auf etwa 5-10 mm/s verringern, die Temperatureinstellungen feiner justieren und die Höhe der ersten Schicht anpassen. Vergiss nicht, dass der Schlüssel zu einem erfolgreichen Druck in den Details liegt, und die richtige erste Schicht ist ein wichtiger Teil davon!
Kühlung
Die Qualität deiner Drucke wird maßgeblich von den Kühl- und Gebläseeinstellungen beeinflusst. Für PLA-Drucke ist es zum Beispiel von Vorteil, wenn die Lüfter mit voller Geschwindigkeit laufen, während PETG-Drucke etwas langsamer gekühlt werden sollten, da dies die Qualität beeinträchtigen kann.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
