
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Ein Resin 3D Drucker liefert viel präzisere Ergebnisse als normale 3D-Drucker und die Arbeit damit macht eine Menge Spaß. Zudem werden die Preise dafür immer niedriger.
Noch vor einiger Zeit konntest du keinen 3D Drucker der mit Kunstharzen drucken kann unter 1000 Euro bekommen. Mittlerweile gibt es immer mehr Resin 3D Drucker auf dem Markt, sogar bereits unter 500 Euro (wie zum Beispiel der Elegoo Mars 3 oder Anycubic Photon M3).
Um mit einem Kunstharz gute Ergebnisse im Druck erzielen zu können, sind einige Voreinstellungen nötig. Du musst dafür aber kein Profi sein. Auch für Anfänger sind Resin 3D Drucker geeignet.
Wichtig ist, dass du auf deinen Eigenschutz achtest, denn Resin ist sehr schädlich für die Haut und die Atemwege. Es gilt immer eine Atemmaske und Gummihandschuhe zu tragen, sowie den Raum gut zu lüften.
Hier findest du eine übersichtliche Google Tabelle von Elegoo für die besten Einstellungen verschiedener Elegoo Resin Arten für die beliebtesten Elegoo 3D Drucker: Link zur Tabelle
Falls du keinen Elegoo 3D Drucker besitzt, kannst du die Daten trotzdem verwenden. Vergleiche einfach die Belichtungs-Leistung von deinem 3D Drucker mit den aufgeführten 3D Druckern von Elegoo.
In der oben angegebenen Tabelle fehlen ein paar wichtige Einstellungen, die du benötigst, um gute Ergebnisse mit Elegoo Resin zu erzielen. Welche das sind und wie du die besten Einstellungen für deinen Resin 3D Drucker findest, erfährst du in diesem Artikel.
Table of Contents:
- 1 Wie Funktioniert Der Druck Von Resin/Harz?
- 2 Warum Ist Elegoo Harz So Gut?
- 3 Vor- Und Nachteile Von Elegoo Harz
- 4 Was Sind Die Besten Einstellungen Für Das Drucken Mit Elegoo Harz?
- 5 Elegoo Resin Einstellungen Kalibrieren
- 6 Water Washable Resin Von Elegoo
- 7 Was Tun Wenn Das Elegoo Harz Beim Drucken Nicht Haftet?
- 8 Wie Filtert Man Kunstharz Richtig?
- 9 Was Mache Ich, Wenn Harz Auf Das Druckerdisplay Gelangt Ist?
Wie Funktioniert Der Druck Von Resin/Harz?
Beim Resin Druck wird das Kunstharz durch UV Strahlen ausgehärtet. Das Verfahren nennt sich SLA. Beim SLA und DLP Verfahren wird das Kunstharz durch zielgerichtete Bestrahlung gehärtet.
Resin ist ein Flüssigkunststoff. Durch das Aushärten mit Hilfe der beiden Verfahren entstehen viel feinere Strukturen als bei einem FDM 3D Drucker. Das Objekt wirkt filigraner und detaillierter. Kunstharz bietet viele Vorteile beim Drucken. Es gibt mittlerweile eine große Bandbreite an Resin Auswahl auf dem Markt. Eins, welches sehr begehrt ist, ist das Elegoo Harz.
Warum Ist Elegoo Harz So Gut?

Elegoo Harz bietet ein paar besondere Vorteile. Es besitzt eine sehr zuverlässige Schichthaftung und nur minimale Verwerfung.
Ein sehr großer Vorteil ist, dass es weniger giftige Dämpfe von sich gibt. Es bleibt immer noch sehr schädlich und du solltest dich weiterhin schützen. Aber dennoch wirkt es gegenüber anderen Kunstharzen sehr mild.
Eigenschaften von Elegoo Harz
- Wellenlänge: 405 nm
- Härte: 79 D
- Schwindung: 7,1 %
- Flüssigkeitsdichte: 1100 g/cm3
- Viskosität bei 25 °: 552 MPa
- Belichtungszeit: 6-10 s
- Bruchdehnung: 14,2 %
- Zugfestigkeit: 23,4 Mpa
- Haltbarkeit: 1 Jahr
- Farben: Grau, Weiß, Schwarz, Transparent, Rot, Gelb, Blau und Grün
- Größe: 500 ml oder 1000 ml
Vor- Und Nachteile Von Elegoo Harz
Pro
- VOC-frei (giftige Dämpfe)
- wenig Geruch (bzw. Gestank) beim Drucken
- verbesserte Haftigkeit
- gleichmäßige Oberflächenstruktur nach dem Drucken
- mit allen Resin 3D Druckern kompatibel
- preiswert
- hochauflösende Detailgenauigkeit
- präzise Konturen
- glatte Oberflächen
- in zahlreichen Farben erhältlich
- Farben sind sehr leuchtstark
Con
- flüssiger Zustand erfordert hohe Härtungstemperatur
- hohe Härtungstemperatur erfordert längere Abkühlzeit
- Sorgfalt beim Arbeiten ist Pflicht, ansonsten mehr Aufräumen-Zeit
- mitgelieferter Filter ist schlecht verarbeitet
- relativ hohe Schrumpfungsrate
- Resin 3D Drucker sind klein, deswegen sind nur kleine Objekte möglich
- nicht für UV-Einstrahlung geeignet, hoher Verschleiß
Was Sind Die Besten Einstellungen Für Das Drucken Mit Elegoo Harz?
Eine der beliebtesten Slicer für Resin 3D Drucker ist ChiTuBox*. Ich selbst verwende diese Software auch für alle meine Resin 3D Drucker.
Die einzige Einstellung, die bei Resin 3D Druckern stark vom verwendeten Resin abhängig ist, ist die Belichtungszeit. Es gibt aber auch noch ein paar andere Einstellungen, die leicht vom verwendeten Resin abhängig sind. Die Performance der einzelnen Resine kann unterschiedlich sein und verschiedene Auflösungen ermöglichen.
Falls du keinen 3D-Drucker von Elegoo verwendest, kannst du die in diesem Artikel angegebenen Werte trotzdem für dich verwenden. Du kannst die Leistung der Belichtung deines 3D Druckers mit den angegebenen Modellen von Elegoo vergleichen. Falls dein Wert zwischen zwei Modellen liegt, kannst du es mit einem Mittelwert versuchen.
Normale Belichtungszeit
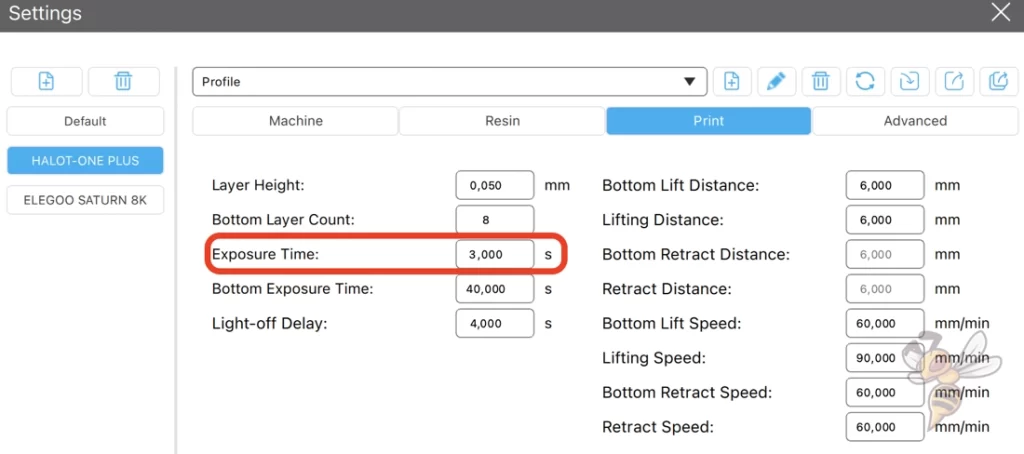
Die Belichtungszeit von Elegoo Resin beträgt 8 bis 9 Sekunden bei älteren 3D-Druckern wie den Mars oder Mars Pro. Bei neueren Modellen, wie den Mars 2, Mars 3, Saturn und Jupiter Modellen, sind es nur 2,5 bis 3 Sekunden.
Wie lange der Elegoo Resin belichtet werden muss, hängt davon ab, wie leistungsstark der LCD-Bildschirm deines 3D Druckers ist. Je stärker die Leistung ist, desto kürzer sind die Belichtungszeiten.
Mit dem Aufkommen der monochromen Bildschirmen konnte die Belichtungszeit um ein Mehrfaches verkürzt werden. Modelle, die bevor noch einen ganzen Tag gebraucht haben, sind nun innerhalb von wenigen Stunden fertig.
Das UV-Licht überträgt die nötige Energie in den Resin, um ihn zu erhärten. Wie auch bei normalem Licht ist die Absorption von der Farbe des Materials abhängig. Daher sind die Belichtungszeiten bei dunklen und durchsichtigen Resinen anders als bei anderen Farben.
Das hier sind die besten Belichtungszeiten für die aufgeführten Elegoo Resin 3D Drucker (bei einer Schichthöhe von 0,05 mm):
| Modell | Normales Resin | Dunkles Resin | Durchsichtiges Resin |
|---|---|---|---|
| Mars | 8 s | 14-15 s | 12 s |
| Mars Pro | 7 s | 11 s | 10 s |
| Mars 2 | 2,5 s | 3 s | 6 s |
| Mars 2 Pro | 2,5 s | 3 s | 6 s |
| Saturn | 2,5 s | 3,5 s | 7 s |
| Saturn S | 2,5 s | 3,5 s | 7 s |
| Mars 3 | 2,5 s | 3 s | 6 s |
| Mars 3 Pro | 2,5 s | 3 s | 6 s |
| Saturn 2 | 2,5 s | 3,5 s | 7 s |
| Saturn 2 8K | 2,5 s | 3,5 s | 7 s |
| Jupiter | 2,5 s | 3,5 s | 7 s |
Für die sehr hochauflösenden Resin 3D Drucker, wie den Saturn 2 8K*, gibt es mittlerweile auch 8K Resine. Diese Materialien benötigen etwa eine Sekunde länger bei der Belichtung.
Belichtungszeit der Ersten Schichten
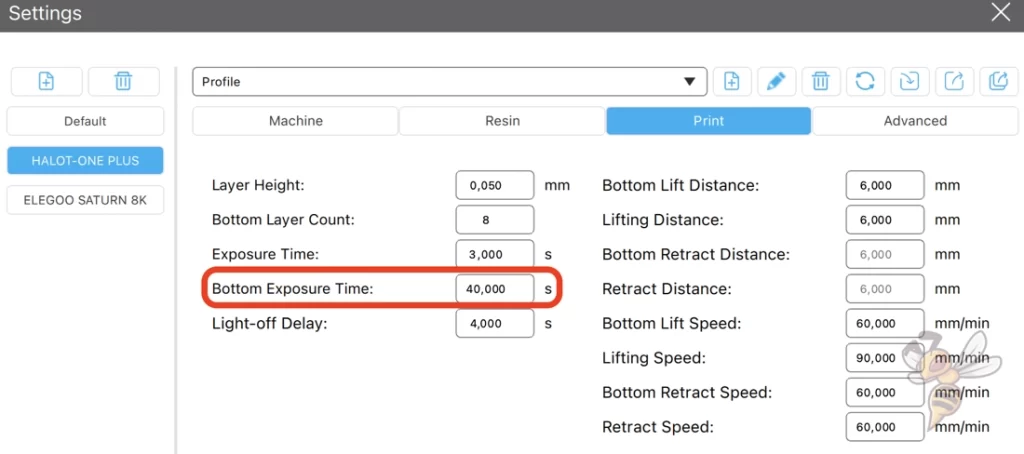
Neben der normalen Belichtungszeit ist auch die Belichtungszeit der ersten Schichten des Modells wichtig. Ist sie zu gering, könnte die Druckbett-Haftung nicht ausreichend sein, um das Modell kopfüber am Druckbett zu halten.
Auch bei der Belichtungszeit der ersten Schichten gibt es Unterschiede zwischen den verschiedenen Modellen. Wie auch bei der normalen Belichtungszeit gilt, dass sie kürzer wird, je höher die Leistung ist.
Die Belichtungszeit der ersten Schichten darf aber auch nicht zu hoch eingestellt werden, da die Schichten sonst extrem brüchig werden und sich nach außen verbreitern.
Hier ist eine Übersichtstabelle für die Belichtungszeiten der ersten Schichten für verschiedene Elegoo Resin 3D Drucker (bei einer Schichthöhe von 0,05 mm):
| Modell | Normales Resin | Dunkles Resin | Durchsichtiges Resin |
|---|---|---|---|
| Mars | 60 s | 70-75 s | 70 s |
| Mars Pro | 45-50 s | 45-50 s | 50-60 s |
| Mars 2 | 35-40 s | 40-45 s | 40-45 s |
| Mars 2 Pro | 35-40 s | 40-45 s | 40-45 s |
| Saturn | 30-35 s | 35-40 s | 35-40 s |
| Saturn S | 30-35 s | 35-40 s | 35-40 s |
| Mars 3 | 35 s | 40-45 s | 40-45 s |
| Mars 3 Pro | 35 s | 40-45 s | 40-45 s |
| Saturn 2 | 30-35 s | 35-40 s | 35-40 s |
| Saturn 2 8K | 30-35 s | 35-40 s | 35-40 s |
| Jupiter | 30-35 s | 35-40 s | 35-40 s |
Schichthöhe
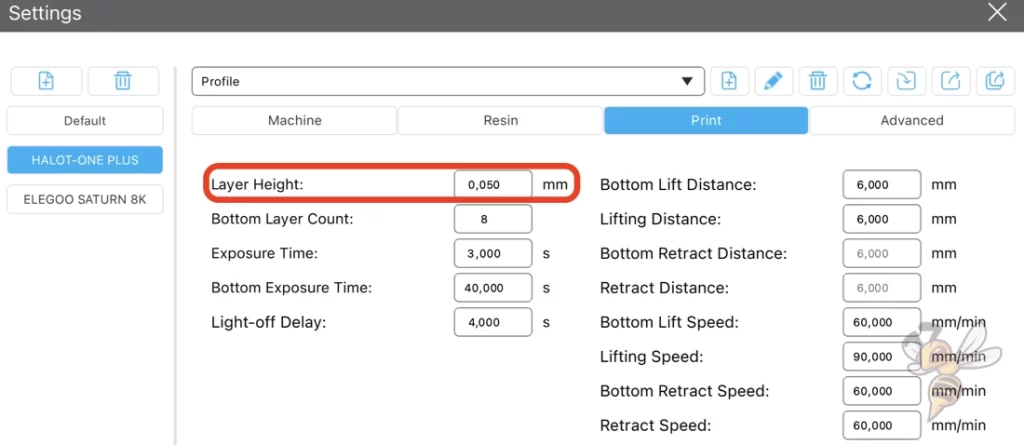
Die Schichthöhe bestimmt die Auflösung in z-Richtung. Kleinere Schichthöhen erzeugen feinere Ergebnisse, gröbere Schichten werden schneller gedruckt.
Wie klein du die Schichthöhe einstellen kannst, hängt von deinem 3D Drucker ab. Der Standard, den jeder Resin 3D Drucker realisieren kann, sind 0,05 mm. Es gibt aber auch 3D Drucker, die 0,01 mm schaffen.
Falls deine Schichthöhe stark vom Standard (0,05 mm) abweicht, werden deine Belichtungszeiten auch angepasst werden müssen. Dünnere Schichten benötigen weniger Zeit, um auszuhärten.
Dies kompensiert etwas den Umstand, dass du bei kleineren Schichthöhen generell größere Druckzeiten hast. Bei einer Schichthöhe von 0,025 mm dauert der Druck also nicht ganz doppelt so lange wie bei 0,05 mm.
Da dein 3D Drucker eine feste XY-Auflösung hat (die Pixelgröße), veränderst du mit der Schichthöhe nicht die Genauigkeit des gesamten Objekts. Mit der Schichthöhe veränderst du also nur die Auflösung in Z-Richtung. Zusammen mit einer optimierten Kantenglättung kannst du durch kleinere Schichthöhen jedoch auch mit relativ günstigen Resin 3D Druckern Objekte herstellen, die Spritzgussteilen gleich kommen.
Jedes Mal, wenn du deine Einstellungen, die die Belichtungszeit beeinflussen, stark veränderst, solltest du einen Testdruck durchführen, um zu prüfen, ob die Änderungen wirksam waren oder zu Druckfehlern führen. Wie du dies machst, zeige ich dir weiter unten in diesem Artikel.
Anzahl Bodenschichten
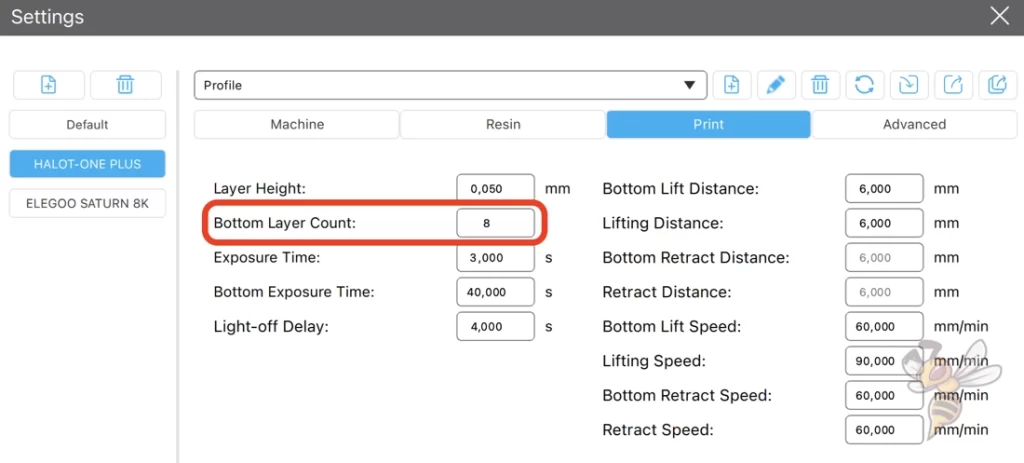
Je mehr Bodenschichten bei einem Resin Druck länger belichtet werden, desto besser haftet das Objekt am Druckbett. Standardwerte liegen hier zwischen 5 und 10.
Die Druckbett-Haftung bei Resin Drucken wird von der Beschaffenheit des Druckbetts, der Belichtungszeit der ersten paar Schichten und der Anzahl der länger belichteten Bodenschichten beeinflusst.
Wenn sich ein Objekt während des Drucks vom Druckbett löst, bedeutet das, dass der Druck sofort abgebrochen werden kann. Es ist nicht nur schade um den verschwendeten Kunstharz und die Zeit, es kann auch eine sehr lange Reinigung des Druckers erfordern, um die Spritzer zu beseitigen und das Resin zu filtern.
Daher ist es wichtig, ein paar der ersten Schichten eines Resin Objekts länger zu belichten. Du darfst sie aber auch nicht zu lange belichten, da du sonst einen Elefantenfuß hervorrufst (die ersten Schichten des Objekts sind zu breit).
Werte zwischen 5 und 10 haben sich als guten Richtwert erwiesen. Falls du Probleme mit der Druckbett-Haftung hast, kannst du neben der Belichtungszeit der ersten Schichten auch deren Anzahl erhöhen.
Lifting Speed & Distance
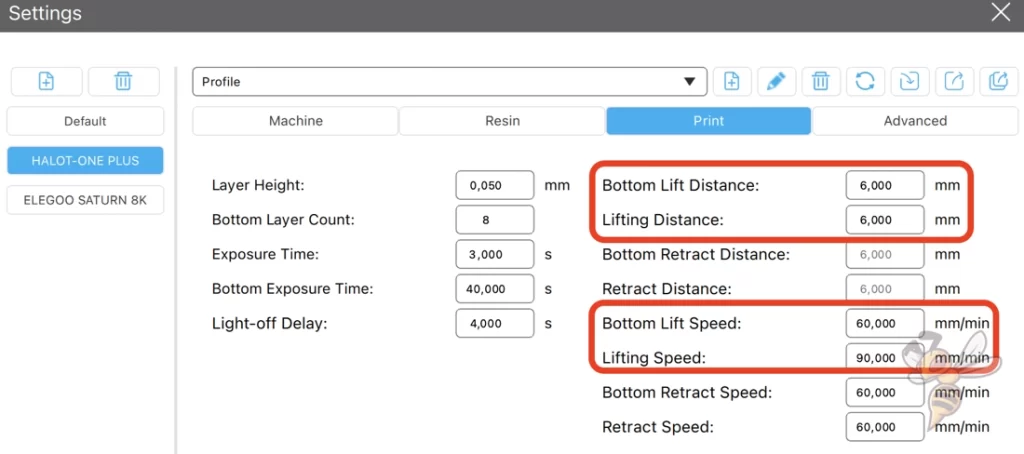
Die Geschwindigkeit, mit der das Druckbett von der FEP Folie nach dem Belichten hochgezogen wird, wird der Lifting Speed genannt. Sie sollte für die unteren Schichten langsamer eingestellt sein als für den Rest des Modells.
Je langsamer das Druckbett hochgezogen wird, desto geringer ist die Wahrscheinlichkeit, dass das Objekt sich das Objekt vom Druckbett löst. Der Nachteil ist jedoch, dass die Druckzeit dadurch verlängert wird. Daher kannst du die Einstellung getrennt für die ersten Schichten und den Rest des Modells einstellen.
Für die ersten Schichten haben sich Liftings Speeds von 40 bis 60 mm/min als gut erwiesen. Diese Werte sind auch unabhängig davon, welchen 3D-Drucker du verwendest. Für den Rest des Modells kannst du Werte zwischen 80 und 100 mm/min verwenden.
Manche 3D-Drucker werden bei höheren Geschwindigkeiten recht laut. Du musst also immer das Gleichgewicht aus Geschwindigkeit, Lautstärke und Risiko für die Druckbett-Haftung finden.
Die Lifting Distance gibt an, wie weit das Druckbett, genauer gesagt die letzte gedruckte Schicht von der FEP Folie hochgehoben werden soll, bevor sie wieder auf den LCD Schirm gesenkt wird. Höhere Werte vergrößern die Druckzeit, führen aber zu einer guten Benetzung mit neuem Hartz.
Wenn die Distanz zu gering ist, könnten im schlimmsten Fall Luftblasen entstehen oder die FEP Folie klebt noch komplett an der letzten gedruckten Schicht und es wird gar kein neues Harz hinzugefügt.
Anti-Aliasing
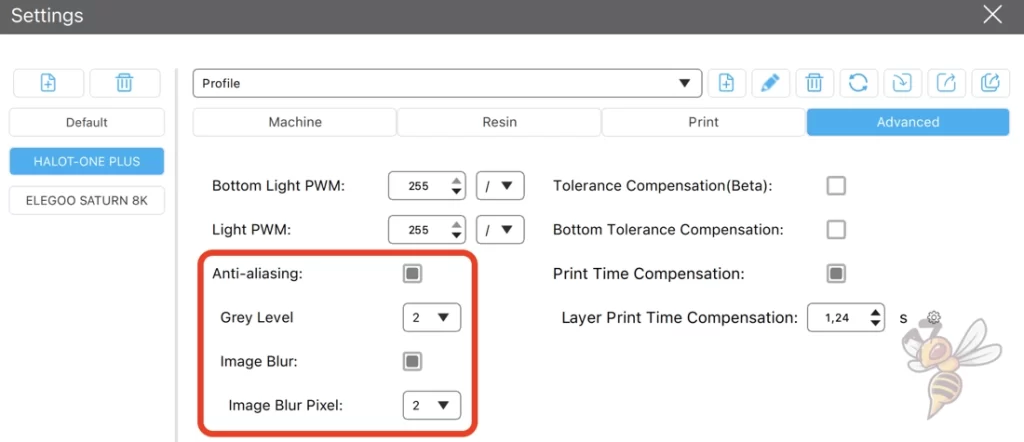
Durch Anti-Aliasing können scharfe Kanten abgerundet werden. Die typischen Stufen, die beim Resin 3D Druck auftreten, können damit abgerundet werden. Zu starke Kantenglättung führt aber zu einem Verlust von feinen Details.
Bei der Kantenglättung werden die Unterschiede zwischen günstigen und teuren Resin 3D-Druckern deutlich. Zwar kannst du durch die Kantenglättung auch mit einem günstigen Resin 3D Drucker Objekte herstellen, die keine Kanten oder Stufen haben, jedoch verlierst du dadurch feinste Details.
Bei einem 3D Drucker mit einer besseren Auflösung kannst du die Kantenglättung kleiner einstellen und so mehr Details mit trotzdem glatter Oberfläche bekommen.
Bei komplett deaktivierter Kantenglättung wirst du Stufen in deinem Modell erkennen. Mit 3D Druckern mit einer extrem guten Auflösung sind diese Stufen zwar klein, jedoch trotzdem immer noch sichtbar.
Wie auch bei den meisten anderen Einstellungen ist es hier wichtig, die richtige Balance zwischen zu viel und zu wenig zu finden. Zu viel und du verlierst Details, zu wenig und du siehst Stufen auf der Oberfläche.
Es kann daher sein, dass du mehrere Anläufe benötigst, um den richtigen Wert für deinen 3D-Drucker zu finden. Auch hängt der Wert von dem zu druckenden Objekt ab. Je weniger feine Details das Objekt hast, desto mehr Kantenglättung kannst du verwenden.
Elegoo Resin Einstellungen Kalibrieren

Die Einstellungen für Elegoo Resin lassen sich mit geeigneten Kalibrier-Objekten optimieren. Diese Objekte lassen sich schnell drucken und zeigen schnell Schwächen in den Druckeinstellungen auf.
Die in diesem Artikel angegebenen Werte sind zwar gute Richtwerte, sie werden jedoch wahrscheinlich nicht die optimalen Ergebnisse für dich liefern. Du solltest besonders die Belichtungszeit kalibrieren, um die höchstmögliche Auflösung zu realisieren.
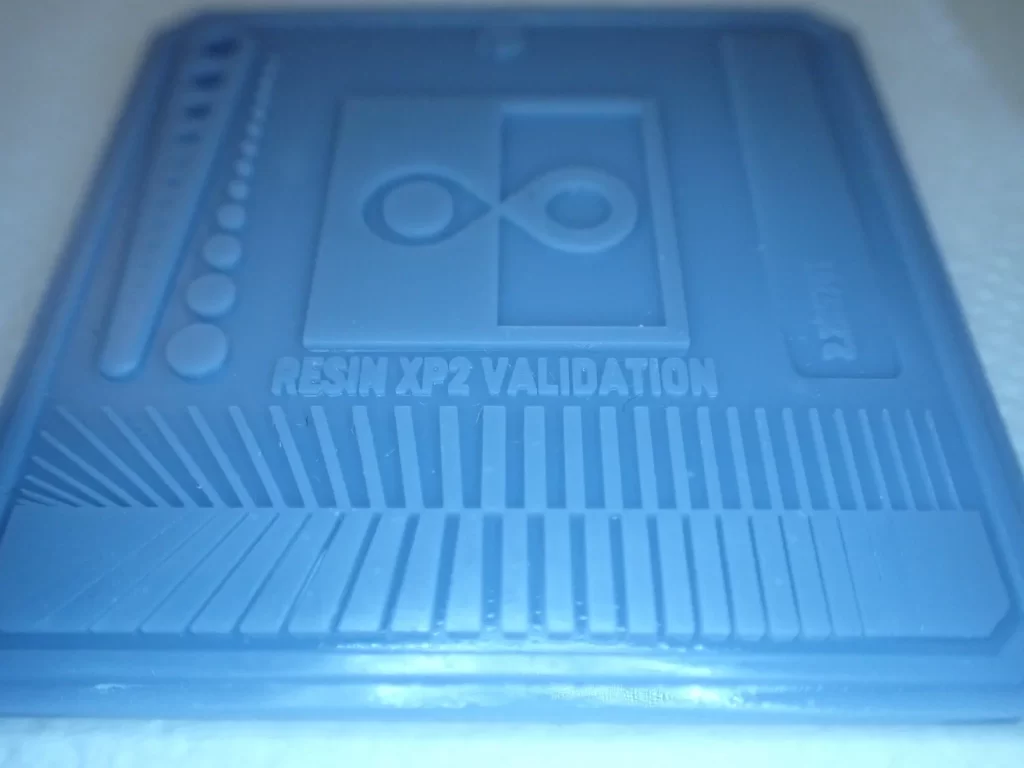
Mein Favorit für die Kalibrierung von Resin 3D Druckern ist diese Resin Testmatrix*. Je nachdem, ob du nun die Belichtungszeit zu hoch oder zu niedrig eingestellt hast, wirst du verschiedene Details stärker oder schwächer ausgeprägt sehen.
Wenn zum Beispiel die Belichtungszeit hoch eingestellt ist, überlappen sich die Vierecke im unteren Bereich der Testmatrix. Die Testmatrix ist auch innerhalb von wenigen Minuten gedruckt, wodurch du die Werte relativ schnell kalibrieren kannst.
Water Washable Resin Von Elegoo
Elegoo hat ein weiteres Resin auf den Markt gebracht. Ein wasserabwaschbares Harz*.
Hier gelten ebenso die Sicherheitsvorkehrungen. Resin bleibt gesundheitsgefährdend. Mit den richtigen Maßnahmen, kannst seine Vorteile aber dennoch ausnutzen.
Das wasserabwaschbare Harz ist besonders dünnflüssig. Es benötigt außerdem eine längere Aushärtungszeit. Auch kann es sich etwas stärker verziehen. Jedoch kannst du es einfach mit Wasser abwaschen und brauchst keinen 99 Prozentigen Alkohol von Elegoo, um zu reinigen.
Du darfst das Wasser nach der Reinigung allerdings nicht einfach im Abfluss entsorgen. Das würde die Umwelt und auch deine Rohre zu stark belasten bzw. angreifen. Du musst es also auffangen und so entsorgen, wie Farbreste oder ähnliches.
Die Druckqualität des Resins ist unglaublich. Es macht sehr viel Freude mit diesem wasserabwaschbaren Harz zu arbeiten. Es lässt sich leicht verstreichen und liefert tolle Endergebnisse ab.
Was Tun Wenn Das Elegoo Harz Beim Drucken Nicht Haftet?

Manchmal kommt es vor, dass das Harz nicht richtig auf dem Druckbett haftet. Das ist ärgerlich und du musst unbedingt herausfinden, woran das liegen könnte.
Wenn du deine Kalibrierung überprüft hast, deine Druckplatte neu ausgerichtet hast und diese auch fettfrei ist, sollte es wieder funktionieren. Ist dies nicht der Grund, gibt es noch andere Möglichkeiten.
Das Harz selbst kann ebenfalls ein möglicher Auslöser dafür sein, dass es nicht am Druckbett haftet. Das Harz muss vor dem Verwenden immer gut geschüttelt werden.
Ist es nicht gut vermengt, kann es keine guten Ergebnisse liefern. Schütte es einfach zurück in die Flasche und beginne von vorne.
Du solltest das Resin ungefähr zwei Minuten kräftig schütteln. Benutze beim Zurückschütten immer ein Sieb, vor allem nach dem Drucken. Denn kleine Teilchen verunreinigen dir deinen nächsten Druck.
Auch eine zu kurze Belichtungszeit kann zu schlechter Haftung führen. Um das zu ändern musst du in die Slicing Software gehen und die Einstellungen anpassen. Die passende Belichtungszeit variiert je nach Harz Farbe und Sorte von Elegoo.
Lass die ersten Schichten auf jeden Fall länger aushärten, als den Rest des Objekts. Dann bekommst du eine gute Haftung auf dem Druckbett hin.
Noch eine Möglichkeit ist die Raumtemperatur. Für ein gutes Aushärten benötigt dein Objekt eine Raumtemperatur von mindestens 20 °C.
Wie Filtert Man Kunstharz Richtig?
Es gibt Einmalfilter* und es gibt wiederverwendbare Filter* für 3D Resin Drucker. Welche du verwendest ist egal. Das Harz muss aber auf jeden Fall immer gefiltert werden, da die Verunreinigungen sonst negative Druckergebnisse produzieren.
Du solltest immer dann das Harz filtern, wenn eines der folgenden Dinge zutrifft:
- ein Druck fehlgeschlagen ist
- ein Druck teilweise fehlgeschlagen ist
- Teile des gehärteten Harz am Boden des Tanks kleben
- wenn du einen neuen Tank verwendest
- Partikel im Tank schwimmen
Um das Harz einwandfrei zu filtern und dich selbst zu schützen, benötigst du ein paar Utensilien, die dir die Arbeit erleichtern:
- ein Lacksieb oder einen feinen Ölfilter
- Handschuhe
- einen Ringständer
- einen lichtundurchlässigen Behälter aus Kunststoff
- einen Spatel aus Kunststoff mit abgerundeten Ecken
Und so filterst du das Harz am einfachsten:
- Zieh dir die Handschuhe an
- Häng den Filter in den Ringständer
- Entferne nun den Wischer aus dem Tank
- Lege den Wischer auf einer geschützten Fläche ab
- Halte den Tank schräg über den Filter, ohne das Fenster zu berühren
- Der Schnabel des Tanks muss sich beim Gießen direkt über dem Filter befinden
- Gieß das Harz komplett durch den Filter in die Flasche
- Benutze den Spatel als Hilfe, um den Tank auszukratzen
Was Mache Ich, Wenn Harz Auf Das Druckerdisplay Gelangt Ist?
Am besten lässt du das Harz zunächst aushärten, wenn es auf dein Druckerdisplay gelangt ist. Anschließend kannst du es mit einem Küchenschaber für Kochfelder entfernen.
Setze den Schaber sehr vorsichtig an, um keine Kratzer zu verursachen. Wasserabwaschbares Elegoo Harz* kannst du natürlich einfach abwaschen.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
