
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Bei der Perfektionierung von 3D-Drucken geht es oft um die Optimierung kleiner, komplizierter Details, zu denen auch der effektive Einsatz von Stützstrukturen (Supports) gehört. Die Tree Supports („Baumstützen„) von Cura sind ein Werkzeug, das die Druckqualität und die Nachbearbeitung erheblich verbesser kann.
Tree Supports in Cura sind Stützstrukturen, die den Materialverbrauch und die Nachbearbeitung des Drucks minimieren. Sie sind ideal für komplexe Modelle mit Überhängen und verzweigen sich, um gezielte Unterstützung zu bieten und den Kontakt mit dem Modell zu reduzieren.
Ich habe diesen Guide so geschrieben, dass er den Prozess der Integration von Tree Supports in Cura so einfach wie möglich erklärt und konzentriere mich dabei auf praktische, umsetzbare Schritte.
In diesem Guide geht es also nicht nur um Theorie, sondern um bewährte Schritte und bewährte Einstellungen, die einen echten Unterschied in deinem 3D-Druckprozess machen. Wir gehen die wichtigsten Punkte durch, um die Tree Supports in Cura zu optimieren und sicherzustellen, dass deine Modelle nicht nur gut gestützt werden, sondern die Nachbearbeitung auch einfacher wird.
Table of Contents:
Was sind Tree Supports im 3D-Druck?

Tree Supports sind eine Art von Stützstruktur im 3D-Druck, benannt nach ihrer verzweigten Struktur, die einem Baum ähnelt. Diese Supports „wachsen“ von der Bauplatte in Richtung des Modells und bilden ein Netzwerk von Ästen, die Überhänge und komplizierte Details gezielt stützen.
Tree Supports eignen sich besonders gut, wenn das Modell eine komplexe Geometrie oder mehrere Überhänge hat, da sie diese schwierigen Bereiche effektiv stützen, ohne die endgültige Druckqualität zu beeinträchtigen.
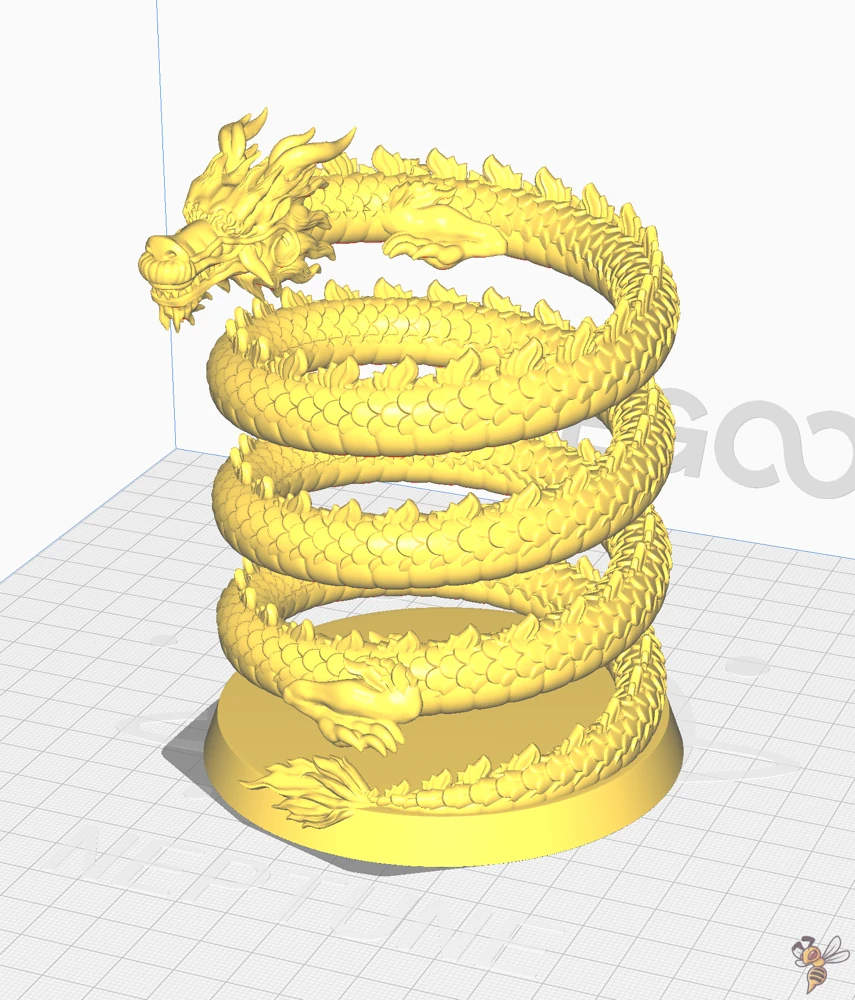
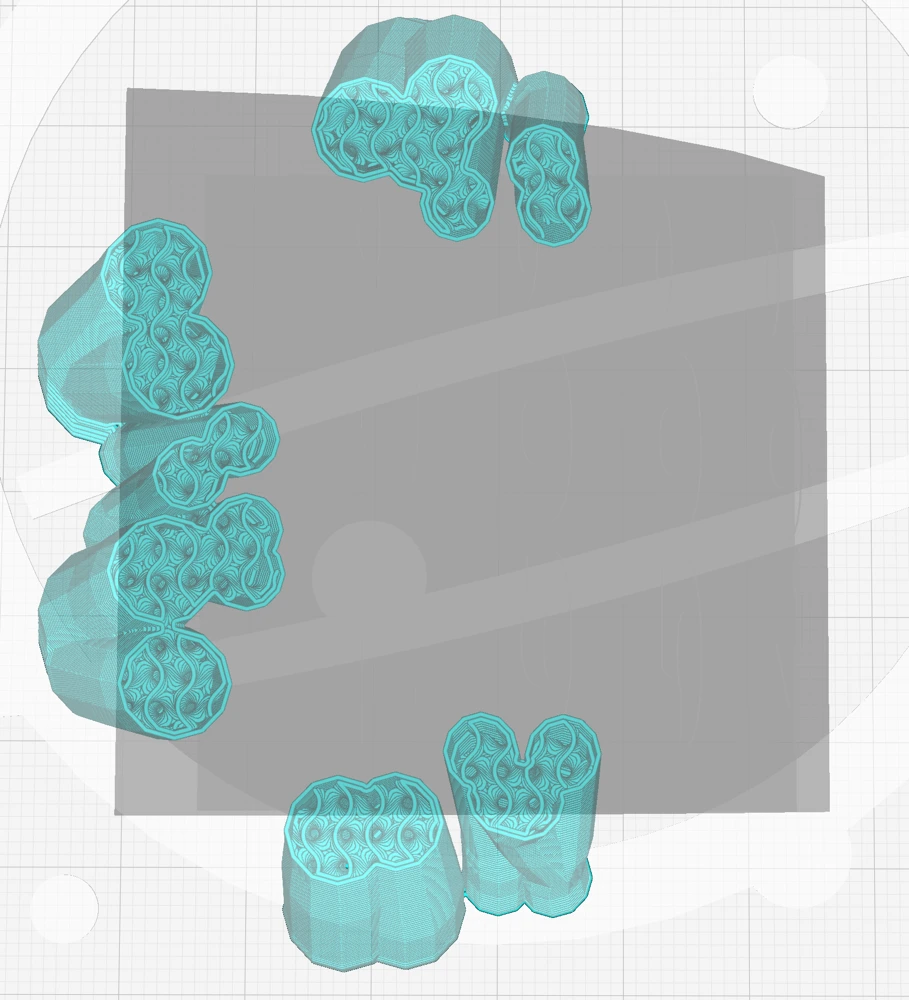
Daher habe ich diesen Dragon Pencil Cup gewählt, um die praktische Anwendung von Tree Supports zu zeigen.
Tree Supports vs. Standard (lineare) Supports
Die Cura Tree Supports bieten mehrere einzigartige Vorteile im Vergleich zu herkömmlichen Supports im 3D-Druck:
- Effiziente Materialnutzung: Standard Supports, die oft eine säulenartige Struktur haben, können mehr Material verbrauchen. Im Gegensatz zu normalen Supports benötigen Tree Supports weniger Stützmaterial, was sie zu einer kostengünstigen Wahl macht.
- Einfaches Entfernen: Herkömmliche Supports können schwierig zu entfernen sein und unerwünschte Spuren oder Flecken auf dem Druck hinterlassen. Cura Tree Supports lassen sich aufgrund der geringeren Anzahl von Kontaktpunkten in der Regel leichter entfernen, was zu saubereren Drucken und weniger Spuren auf der Oberfläche führt.
- Verbesserter Zugang zu Überhängen: Normale Supports erreichen komplexe Überhänge möglicherweise nicht effektiv. Tree Supports mit ihrer verzweigten Struktur bieten einen besseren Zugang und Halt für komplizierte Überhänge und Details.
- Geringere Druckzeit: Aufgrund ihres effizienten Designs können Tree Supports im Vergleich zu herkömmlichen Supports manchmal die Gesamtdruckzeit verkürzen und so zu einer schnelleren Fertigstellung des Projekts beitragen. Tree Supports werden in der Regel schneller gedruckt als herkömmliche Supports.
Während Tree Supports in bestimmten Szenarien Vorteile bieten, haben herkömmliche Supports im 3D-Druck auch ihre eigenen Vorteile.
Normale Supports sind besonders effektiv, wenn es um einfache geometrische Modelle mit minimalen Überhängen geht, da ihre säulenartige Struktur für robuste Stabilität sorgt. Außerdem sind sie eine gute Wahl, wenn die Oberflächenglätte des Drucks keine Priorität hat oder wenn der Druckbereich für die Nachbearbeitung und Reinigung leicht zugänglich ist.
Wie aktiviere ich Tree Supports in Cura?
Cura hat zwei Modi zum Konfigurieren der Druckeinstellungen: „Empfohlen“ und „Benutzerdefiniert“. In beiden Modi kannst du die Tree Supports aktivieren. Im Modus „Benutzerdefiniert“ kannst du die Einstellungen optimieren und ich empfehle dir, ihn zu verwenden.
So werden die Tree Supports in Curas empfohlenem Druckeinstellungsmodus aktiviert:
- Aktiviere „Support“.
- Wähle im Abschnitt „Support Type“ die Option „Tree“.
Und so aktivierst du die Tree Supports im benutzerdefinierten Einstellungsmodus von Cura:
- Wähle „Custom“ als deinen Einstellungsmodus.
- Gehe in der Menüleiste zu „Support“ und klicke darauf.
- Aktiviere „Genereate Support“.
- Wähle unter dem Abschnitt „Support Structure“ die Option „Tree“.
Einstellungen für die Cura Tree Supports
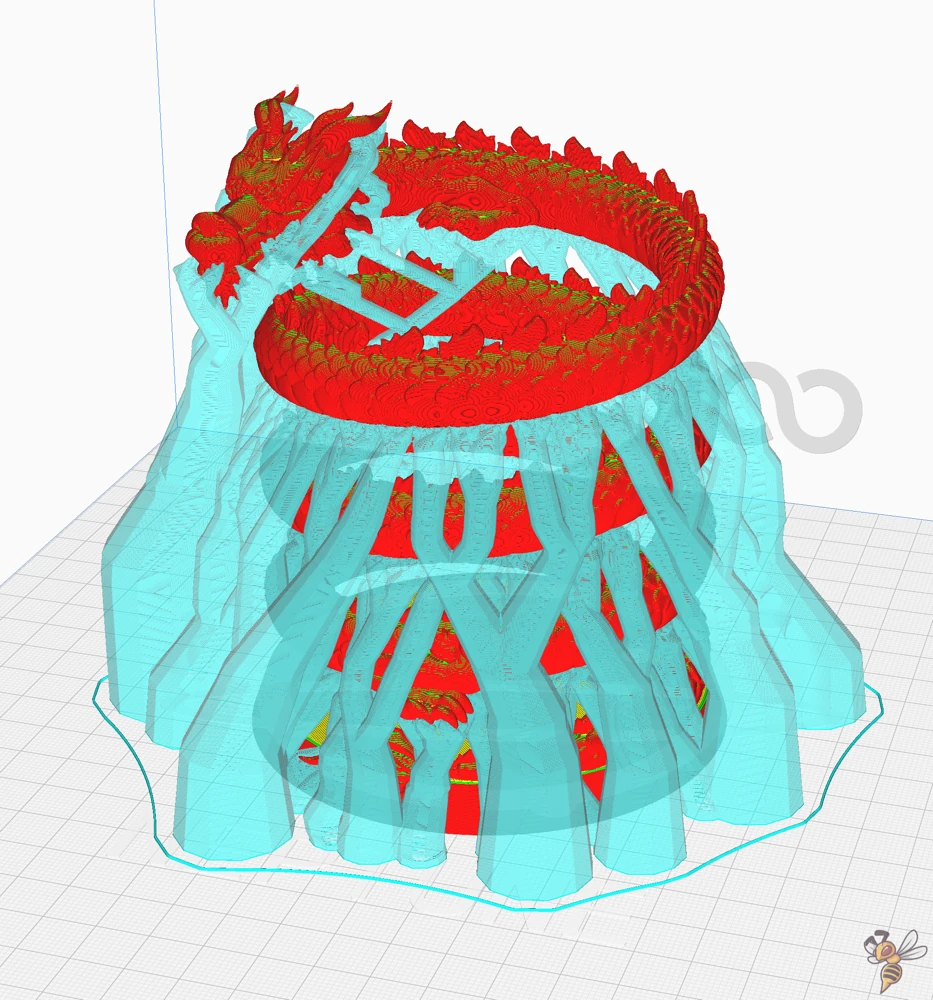
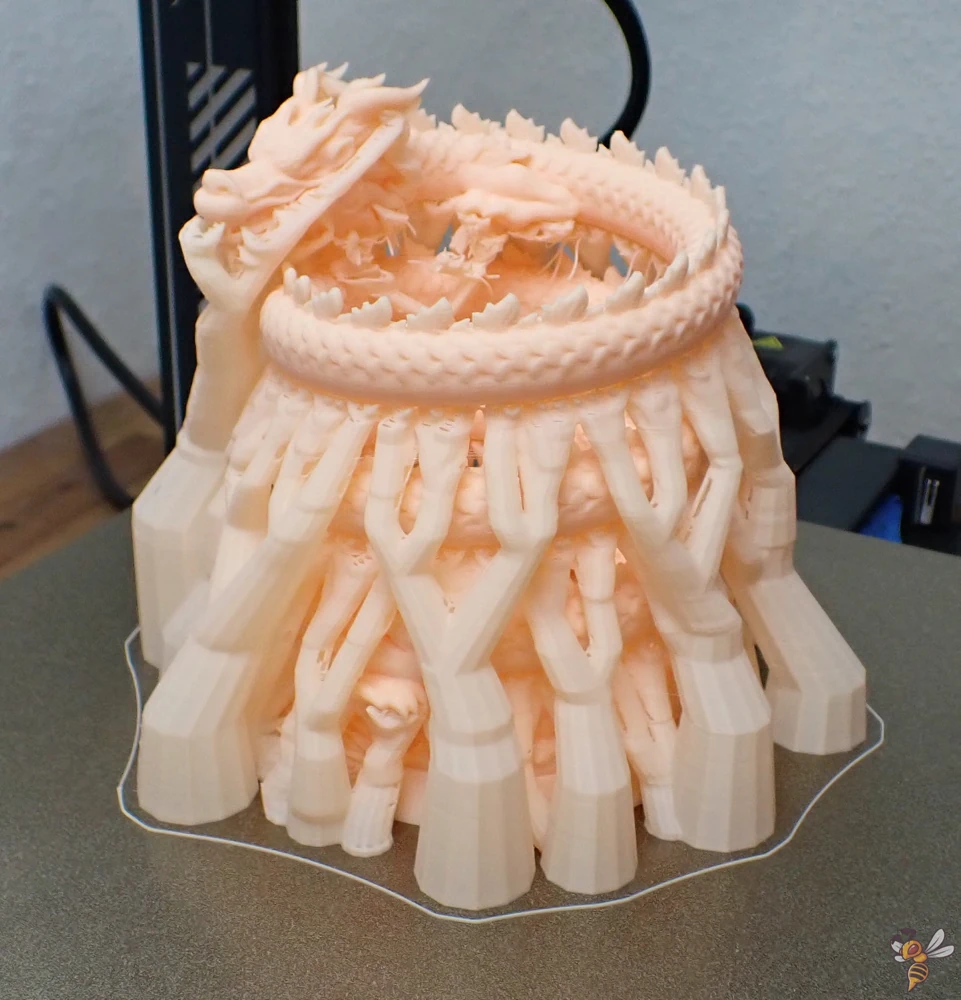
Im Screenshot oben siehst du meine Einstellungen für die Tree Supports für den Dragon Pencil Cup. Diese Einstellungen führten zu einem fast perfekt sauberen Druck, mit minimalen Stützspuren auf der Oberfläche und leicht zu entfernenden Supports (weiter unten findest du einen Trick, wie du Supports leicht entfernen kannst).
Du kannst auch einfach meine Standardeinstellungen kopieren und dein Glück versuchen. Diese Einstellungen sind eine gute Ausgangsbasis für die meisten komplexen Modelle, die Supports benötigen. Aber wenn du verstehst, wie die einzelnen Einstellungen funktionieren, kannst du die Einstellungen für dein spezielles Modell und deinen 3D-Drucker optimieren.
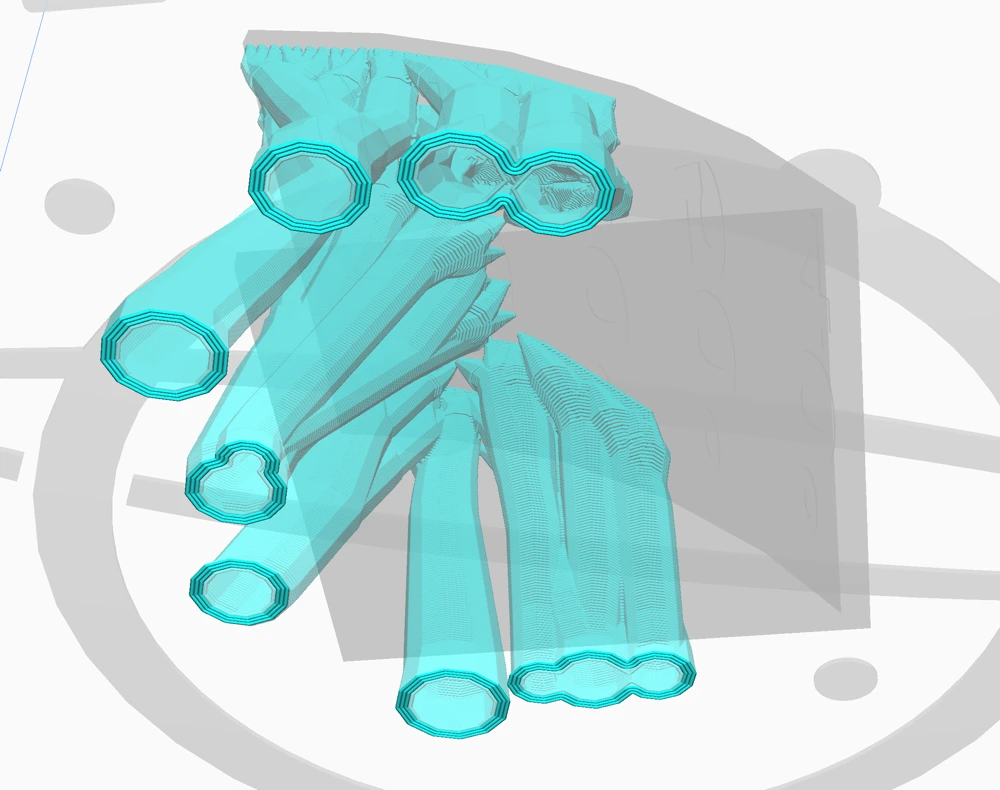
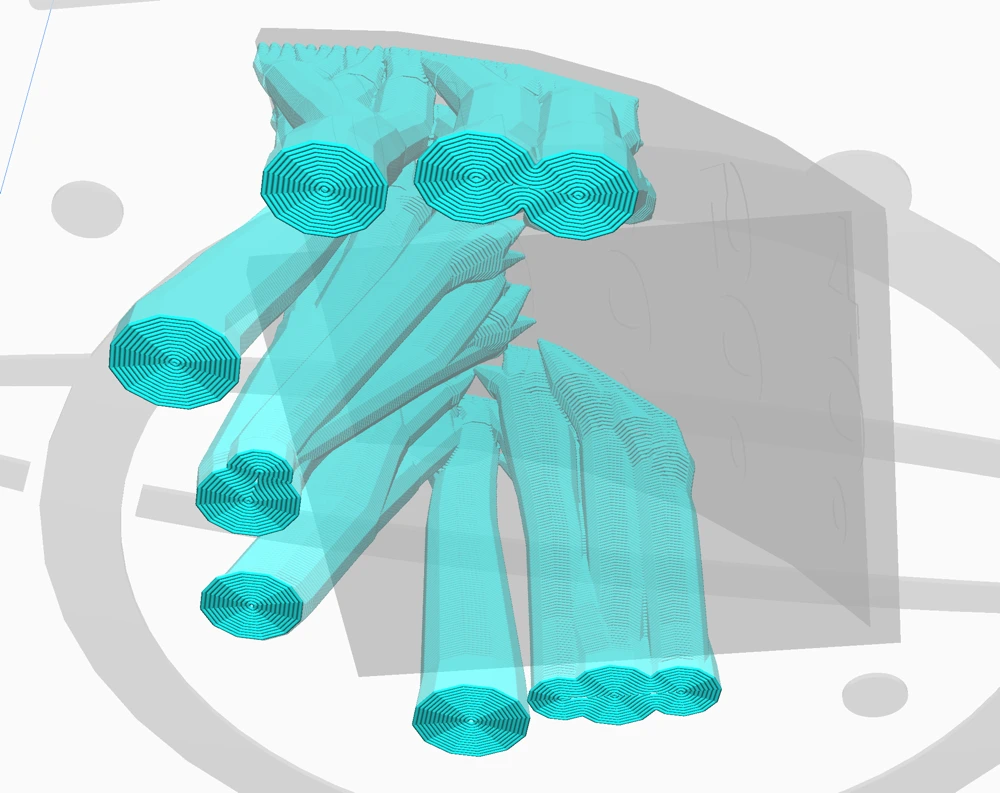
Deshalb habe ich ein Überhang-Kalibrier-Modell verwendet und es mit Variationen in nur einer dieser Einstellungen gesliced, um dir zu zeigen, wie sich die einzelnen Einstellungen auf den endgültigen Druck auswirken.
Wenn du dich von der langen Liste der Einstellungen überwältigt fühlst, konzentriere dich zu Beginn auf diese wichtigen Einstellungen:
- Maximum Branch Angle
- Support Placement
- Tip Diameter
- Support Brim
- Support Z Distance
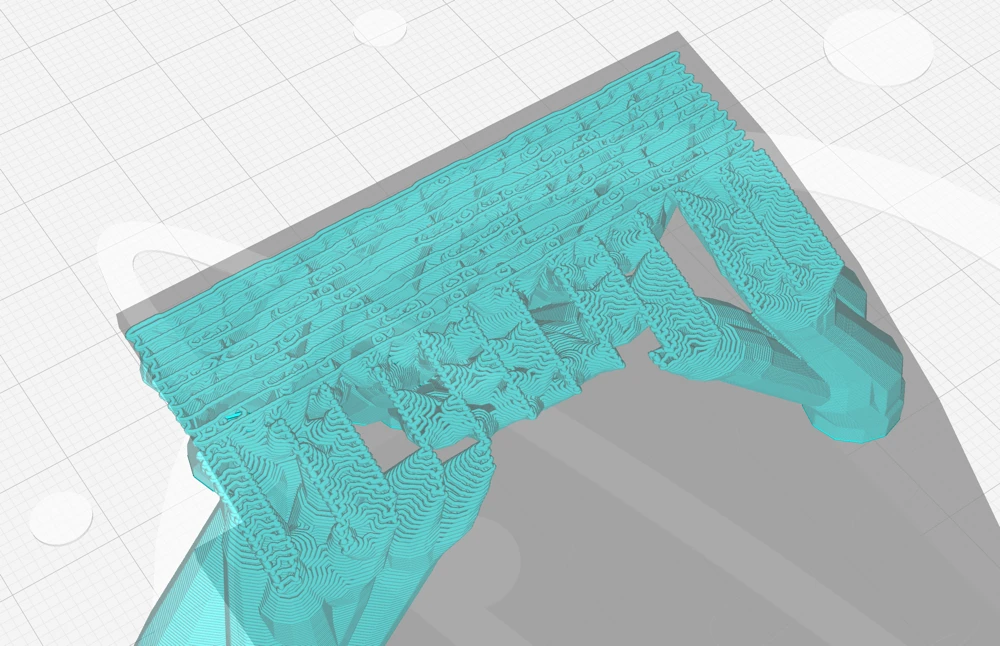
In den meisten Screenshots habe ich die Sichtbarkeit des Modells selbst deaktiviert, damit die Supports besser zu sehen sind. Das Modell selbst erscheint in transparentem Grau.
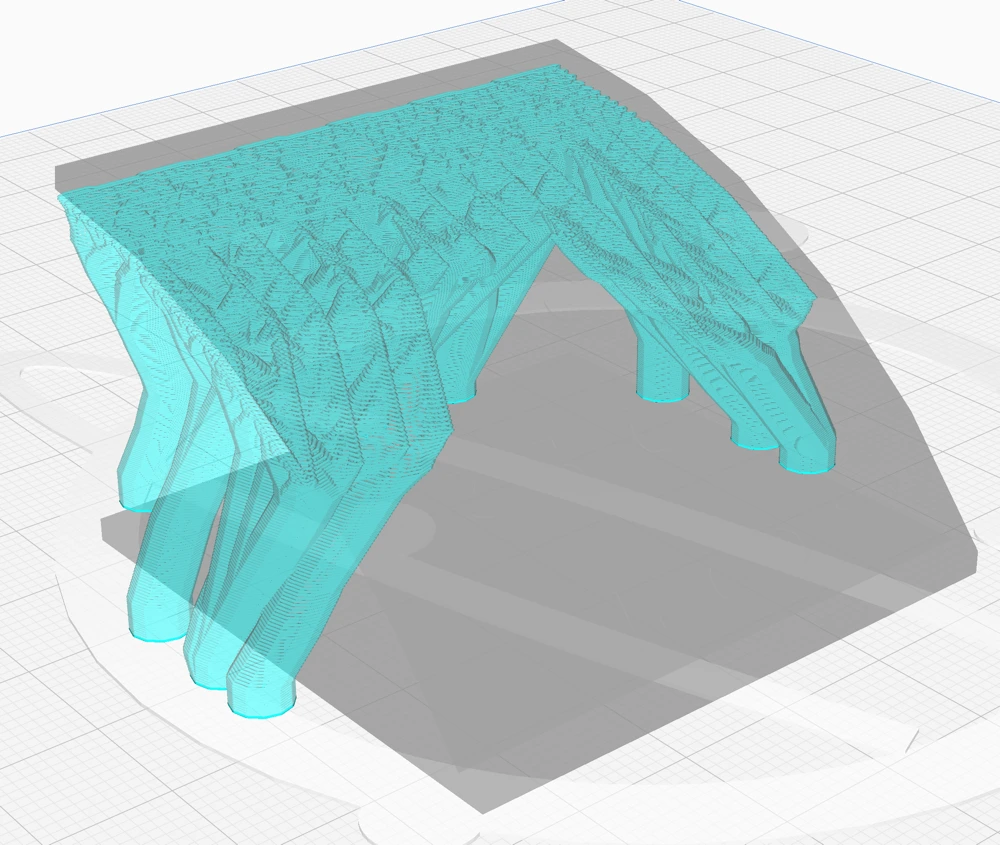
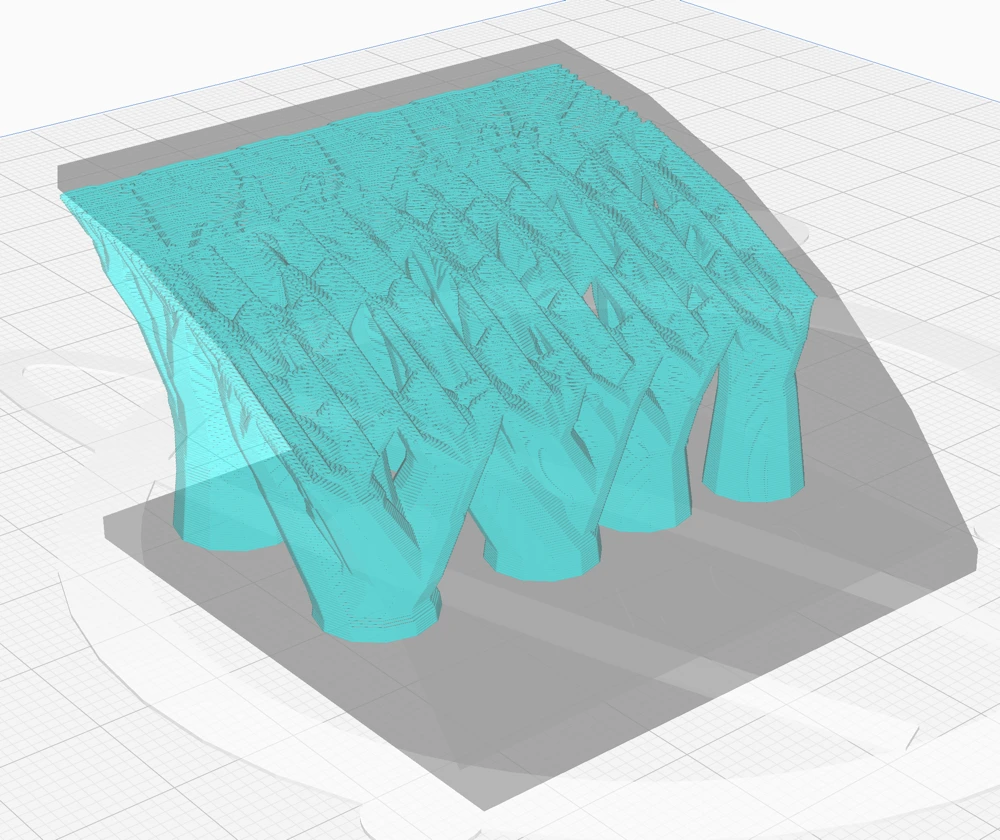
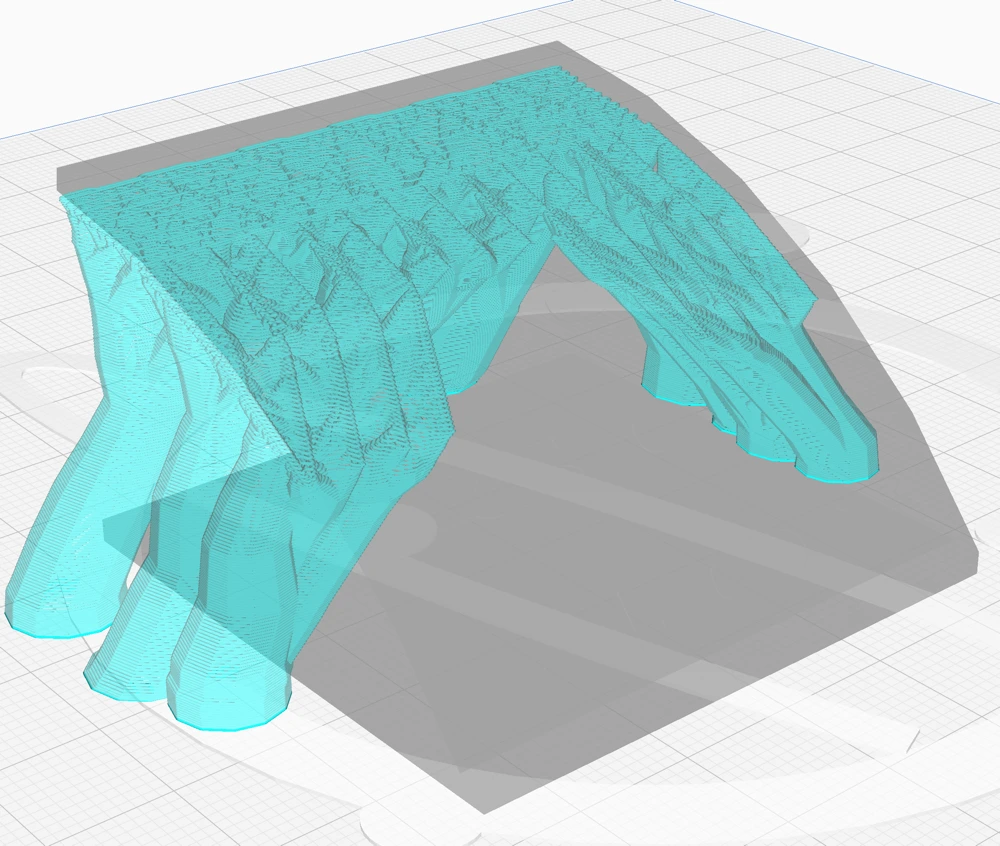
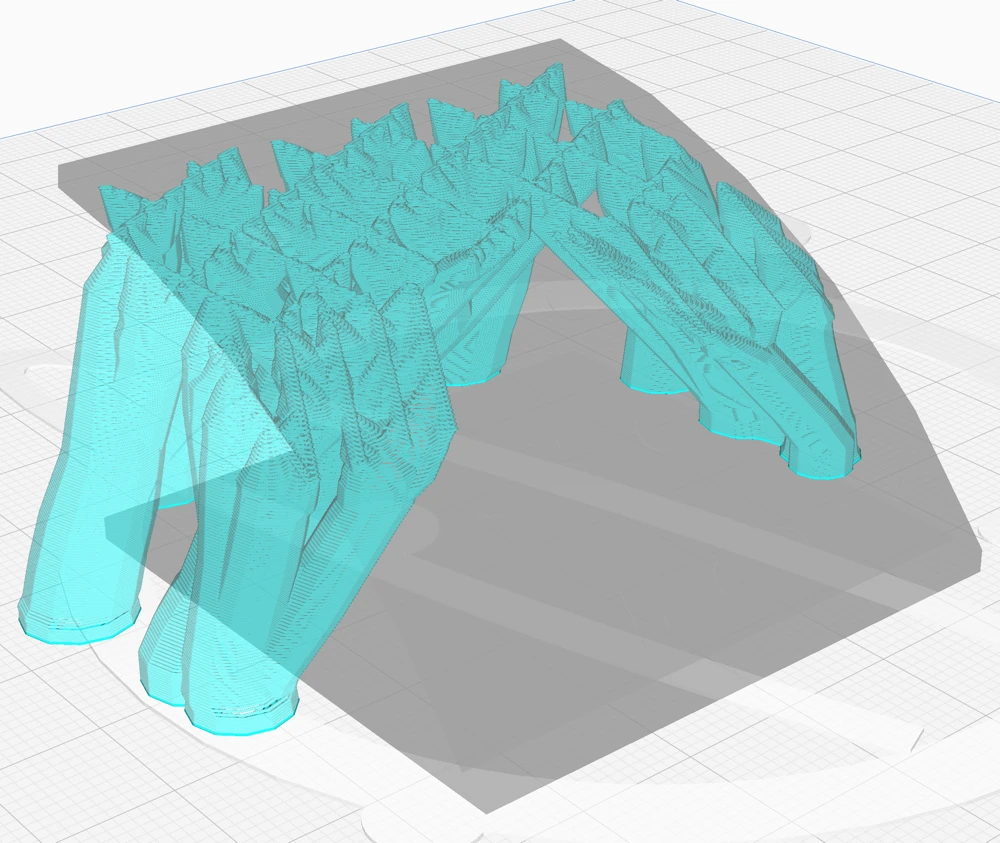
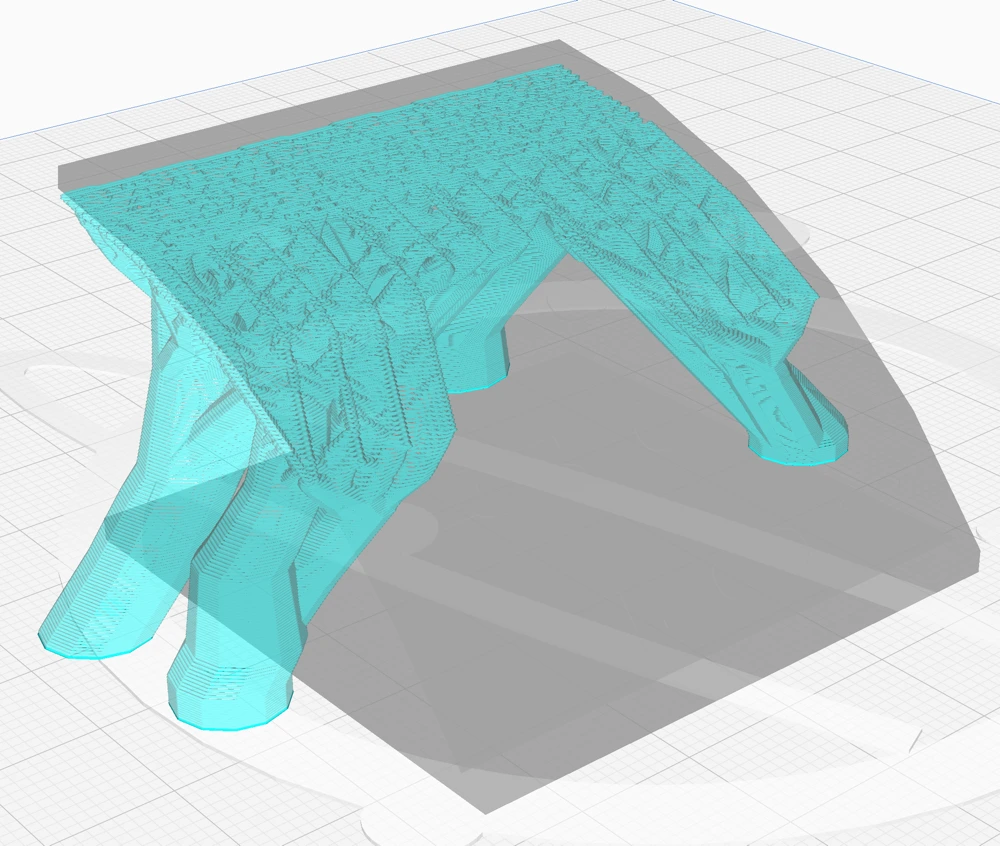
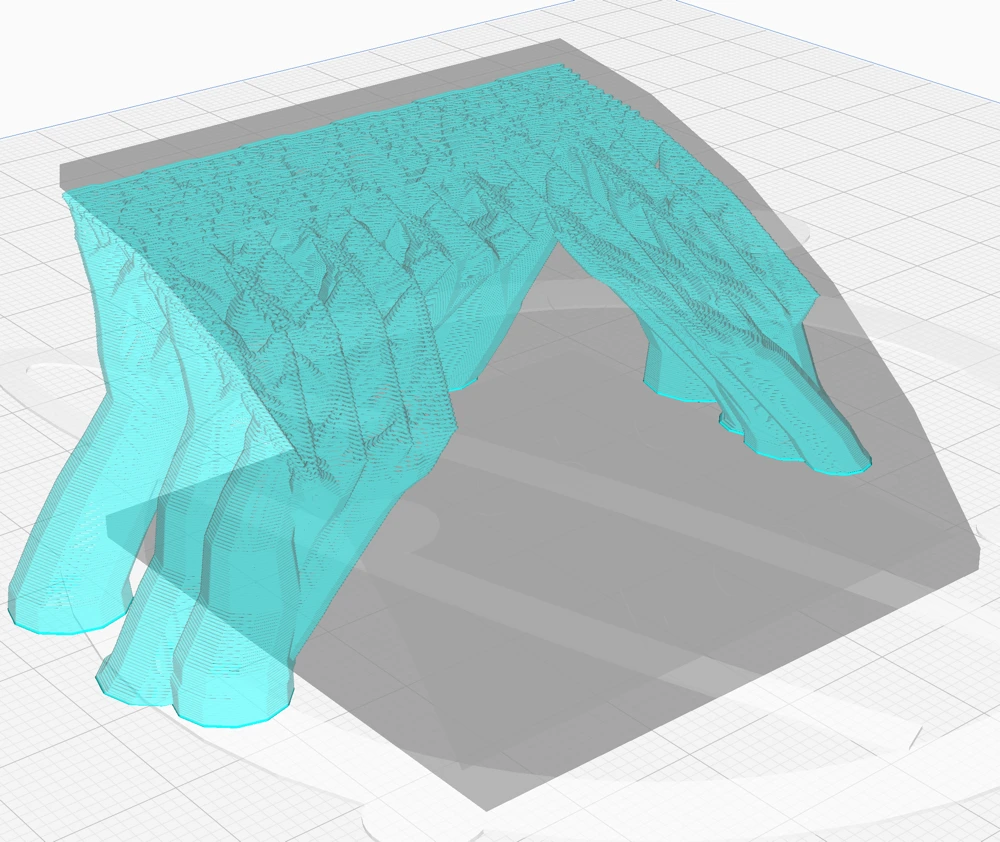
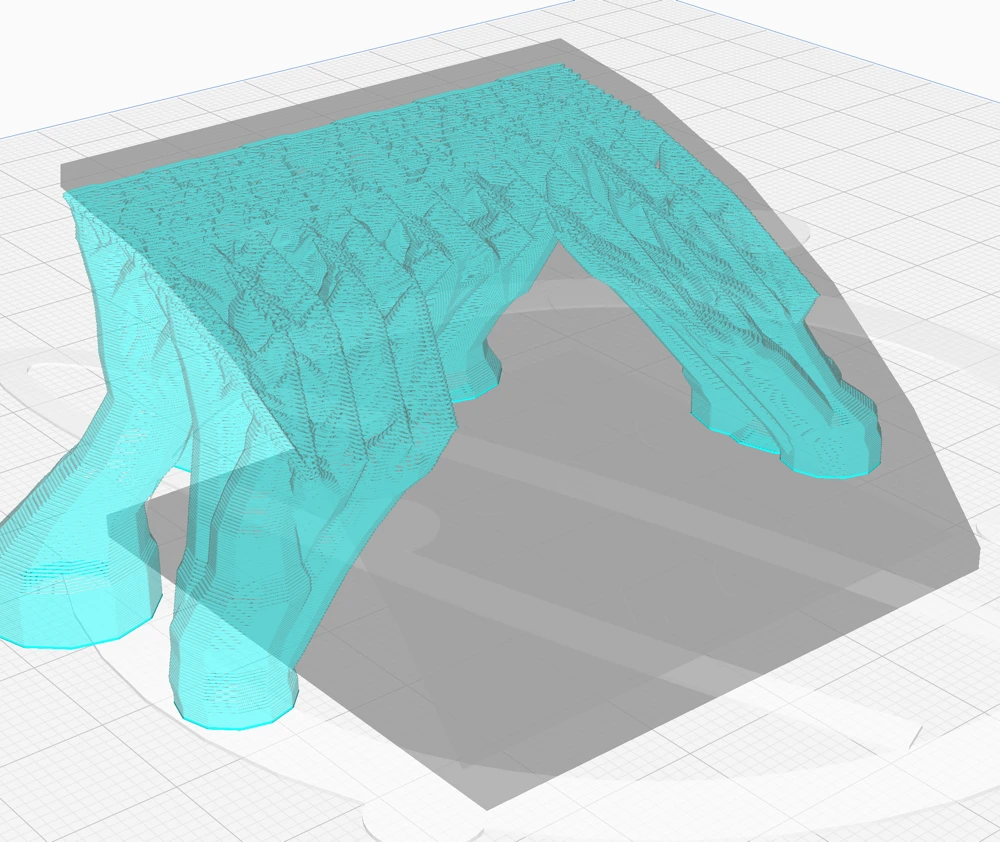
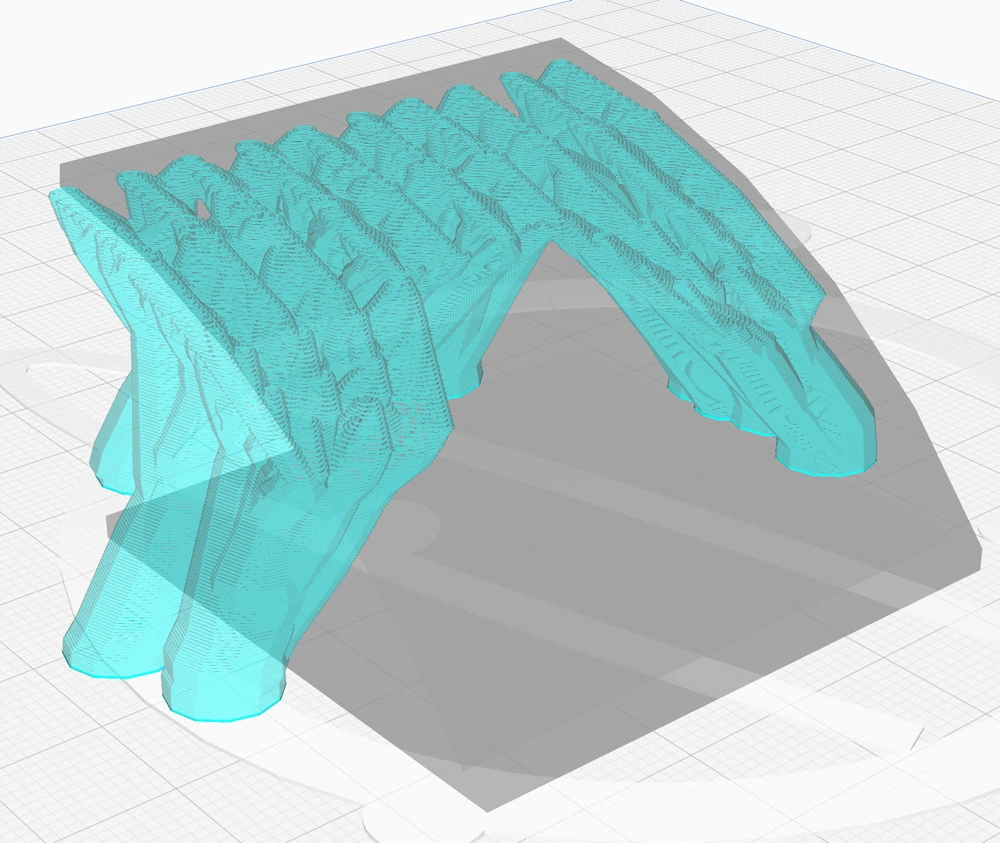
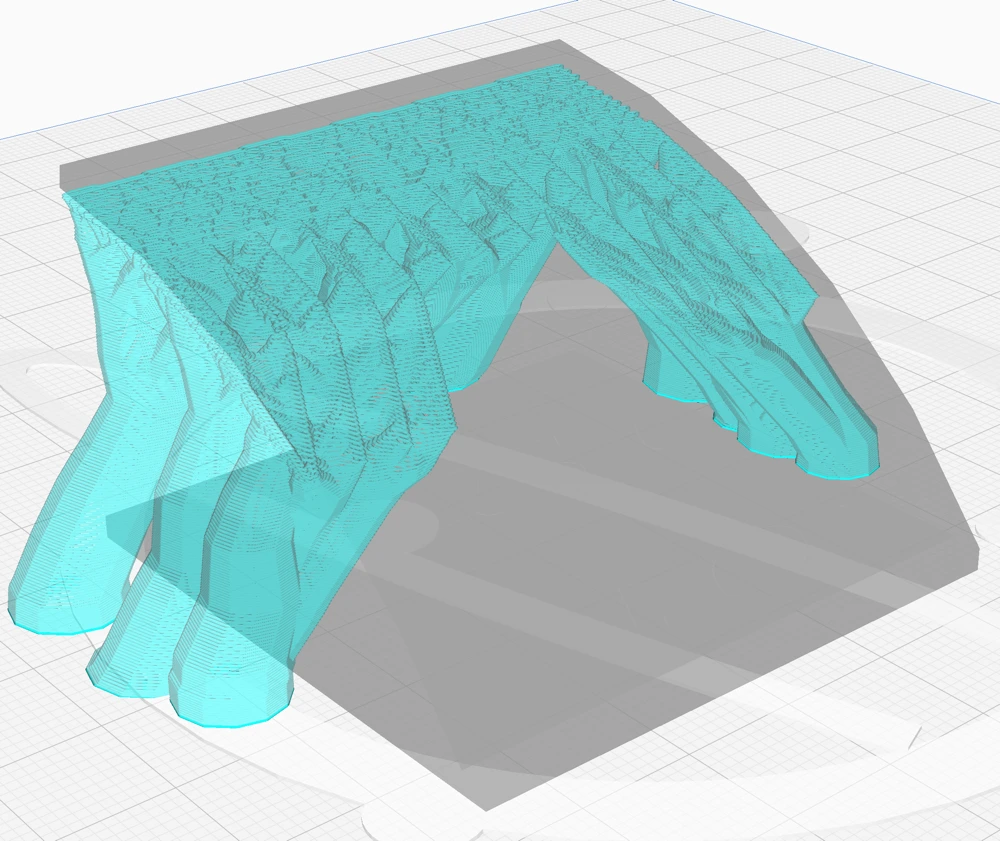
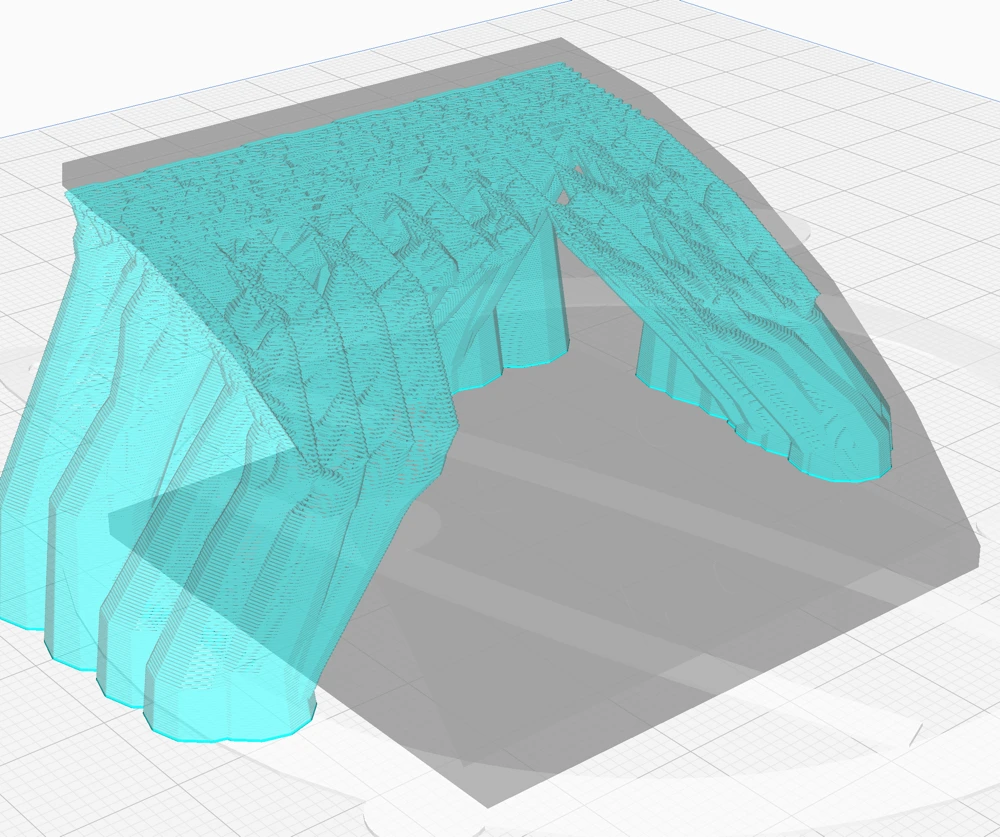
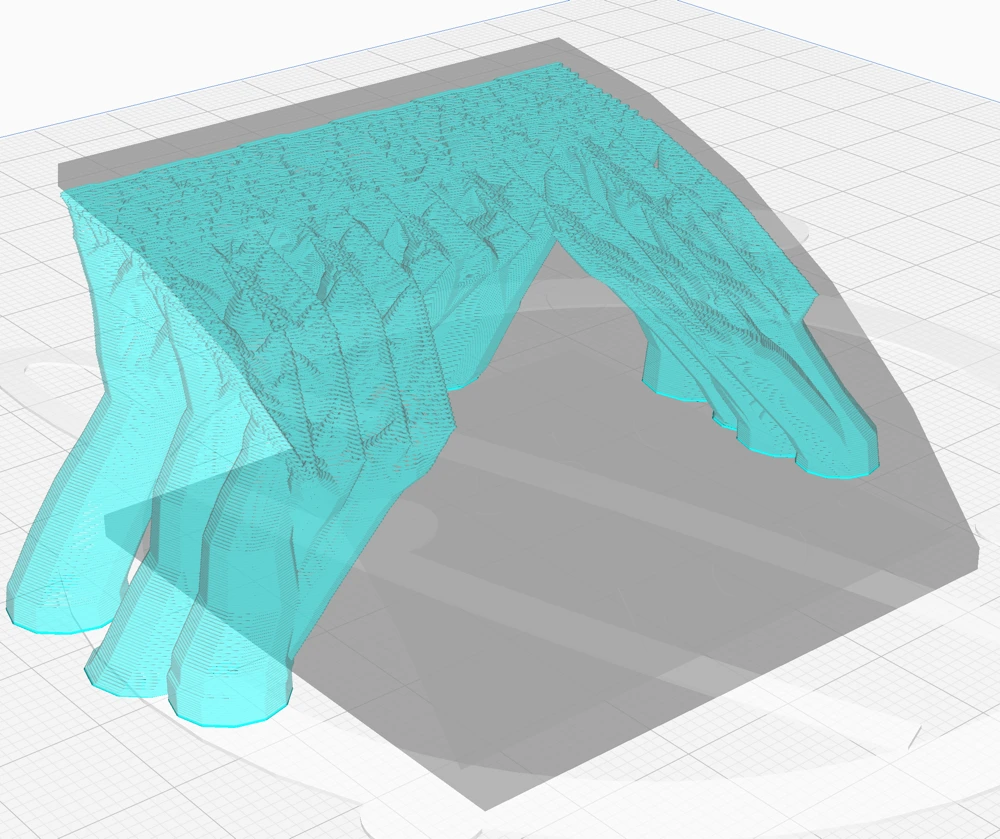
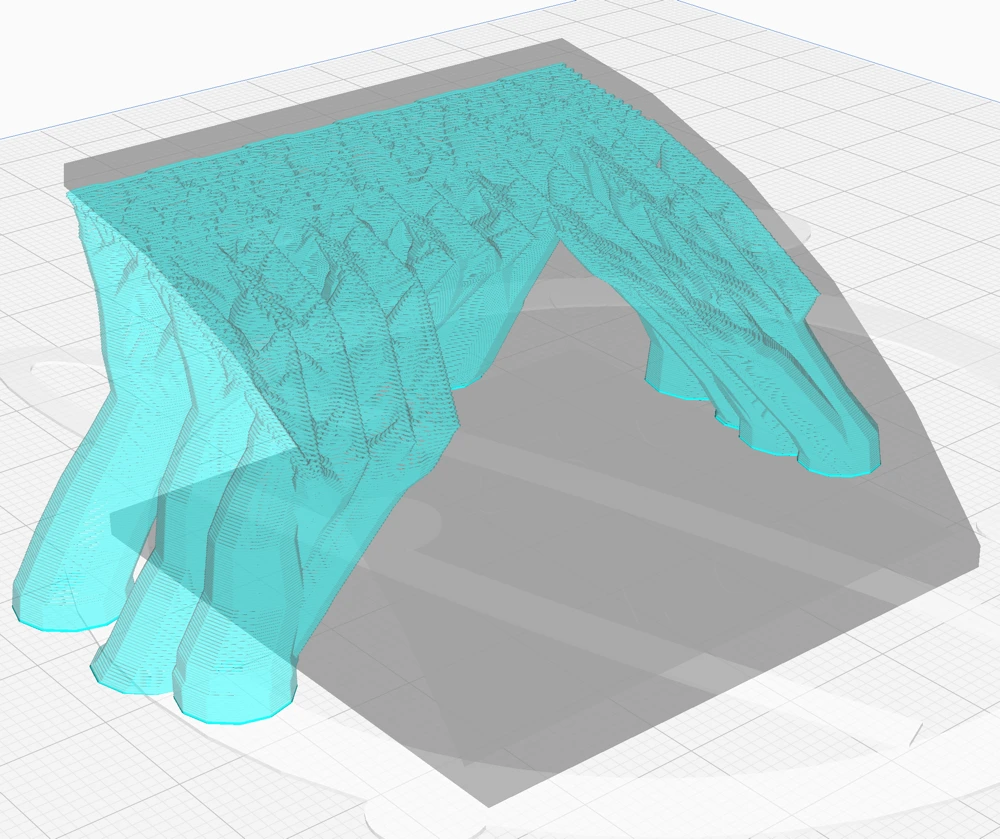
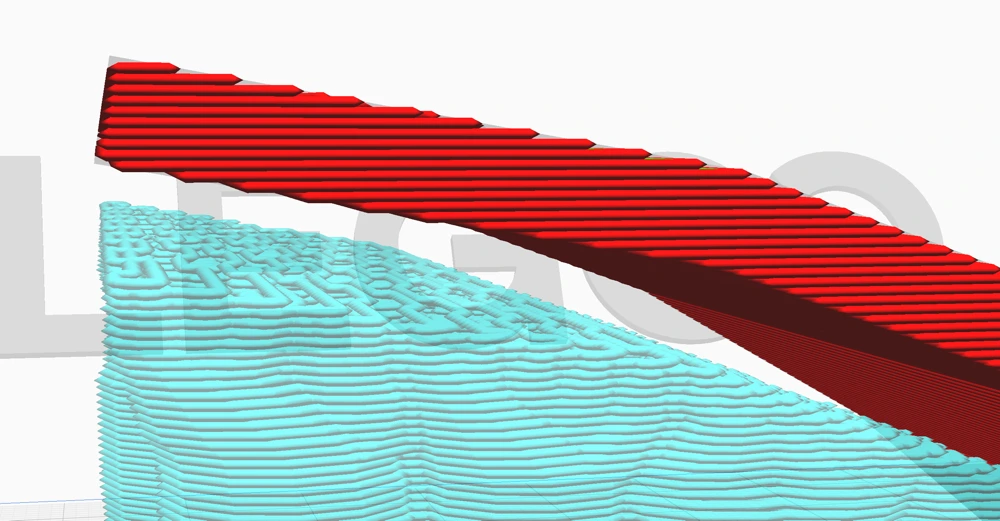
Maximum Branch Angle:
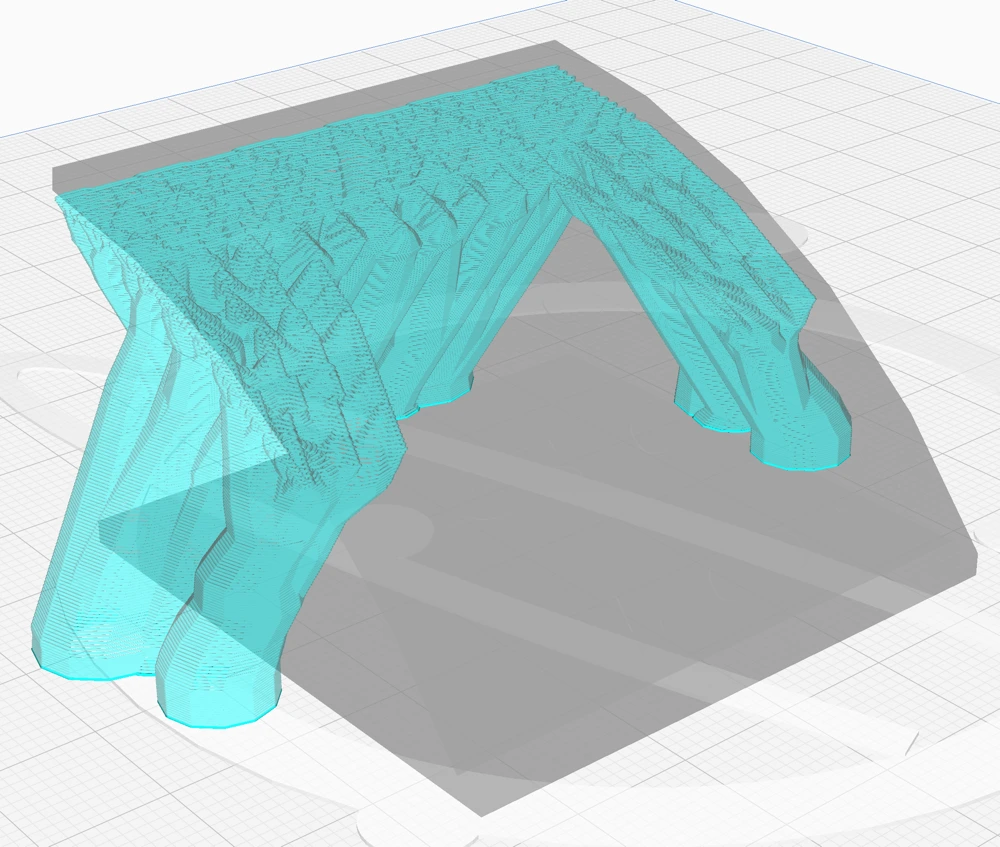
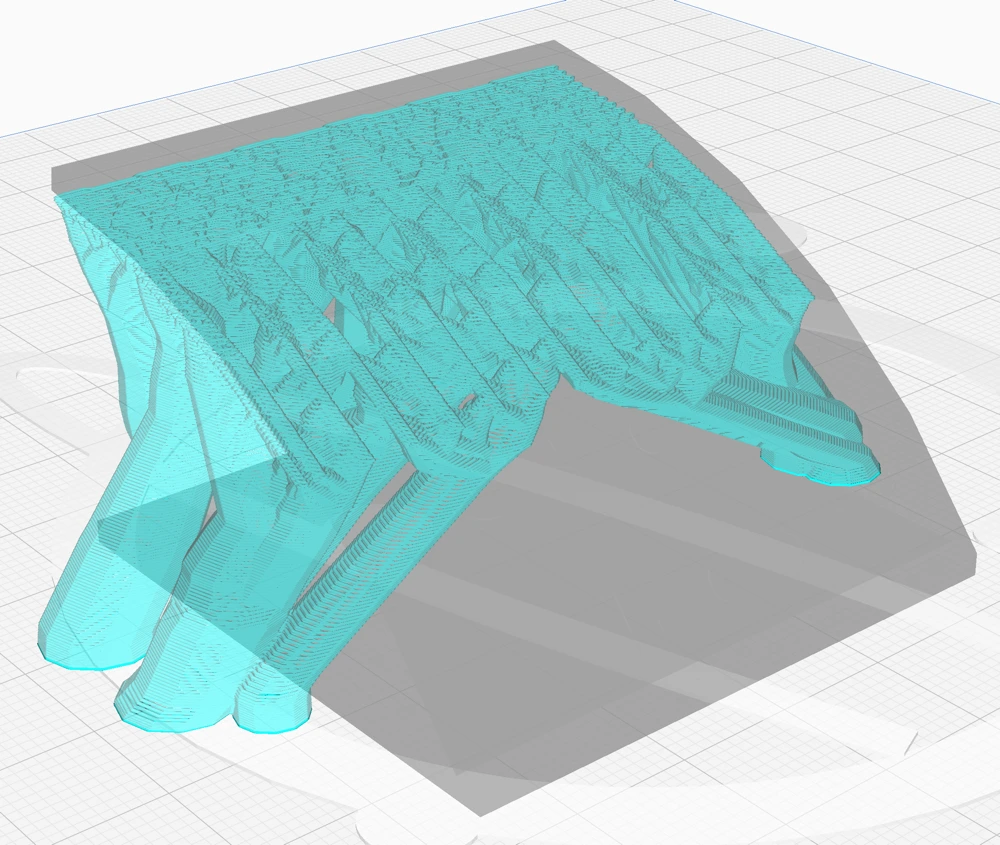
Die Einstellung „Maximum Branch Angle“ in Curas Tree Supports passt den Überhangwinkel der Äste an und beeinflusst damit ihre horizontale Reichweite.
Ein höherer Winkel ermöglicht es, dass die Äste weiter reichen und möglicherweise mehr vom Modell auf der Bauplatte tragen, anstatt auf dem Modell selbst zu ruhen.
Diese Einstellung kann zu einer geringeren Narbenbildung und einem geringeren Verbrauch an Stützmaterial führen, da die Supports nur dort erzeugt werden, wo es nötig ist, und an höheren Stellen abreißen können.
Wenn du den Verzweigungswinkel jedoch zu stark erhöhst, kann die Festigkeit und Zuverlässigkeit der Stütze beeinträchtigt werden, so dass die Gefahr besteht, dass sie während des 3D-Drucks bricht oder versagt.
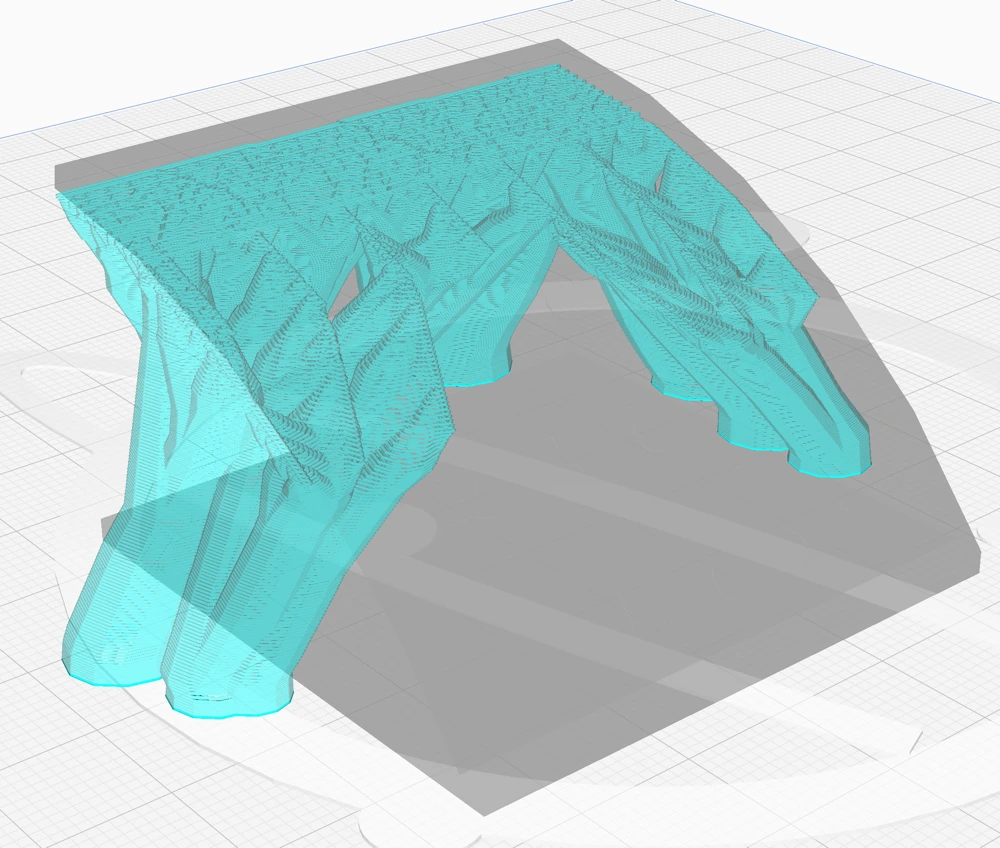
Branch Diameter:
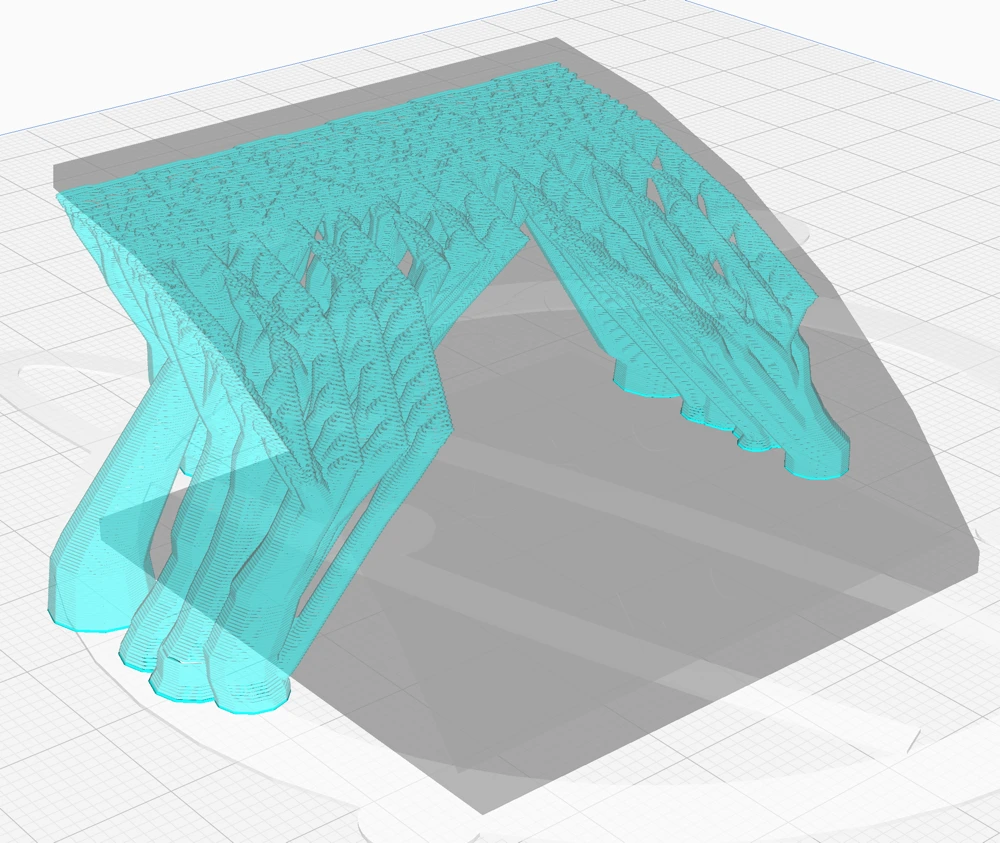
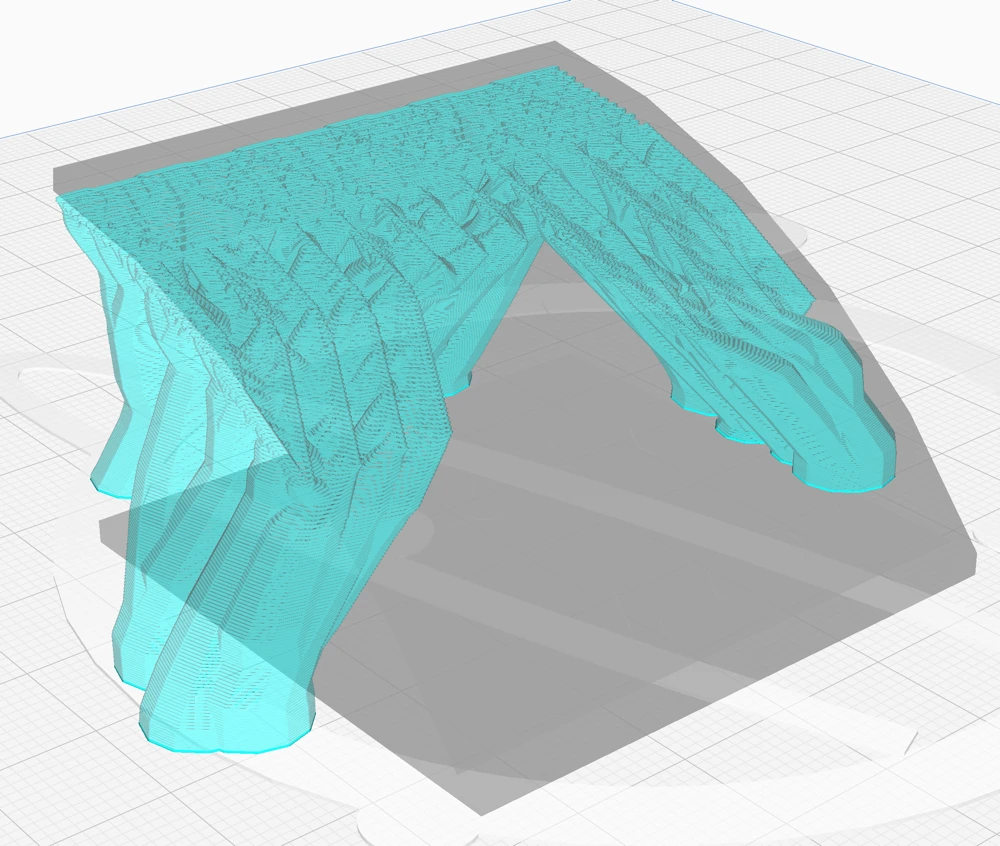
Mit der Einstellung „Branch Diameter“ in Cura wird die Breite der Äste der Tree Supports angepasst, was sich auf die Stabilität und den Materialverbrauch auswirkt. Breitere oder dickere Äste erhöhen die Stabilität und verringern das Risiko, bei der Bewegung des Stutzens umzustoßen, und verschmelzen schneller, was Material spart.
Sie können jedoch die Effektivität der Stütze beeinträchtigen und nach dem Entfernen der Stütze möglicherweise mehr Narben am Modell verursachen, da sie sich schwerer um das Modell herum bewegen und stärker auf dem Modell selbst aufliegen können. Die Einstellung muss sorgfältig angepasst werden, um ein Gleichgewicht zwischen Stabilität und Druckqualität herzustellen.
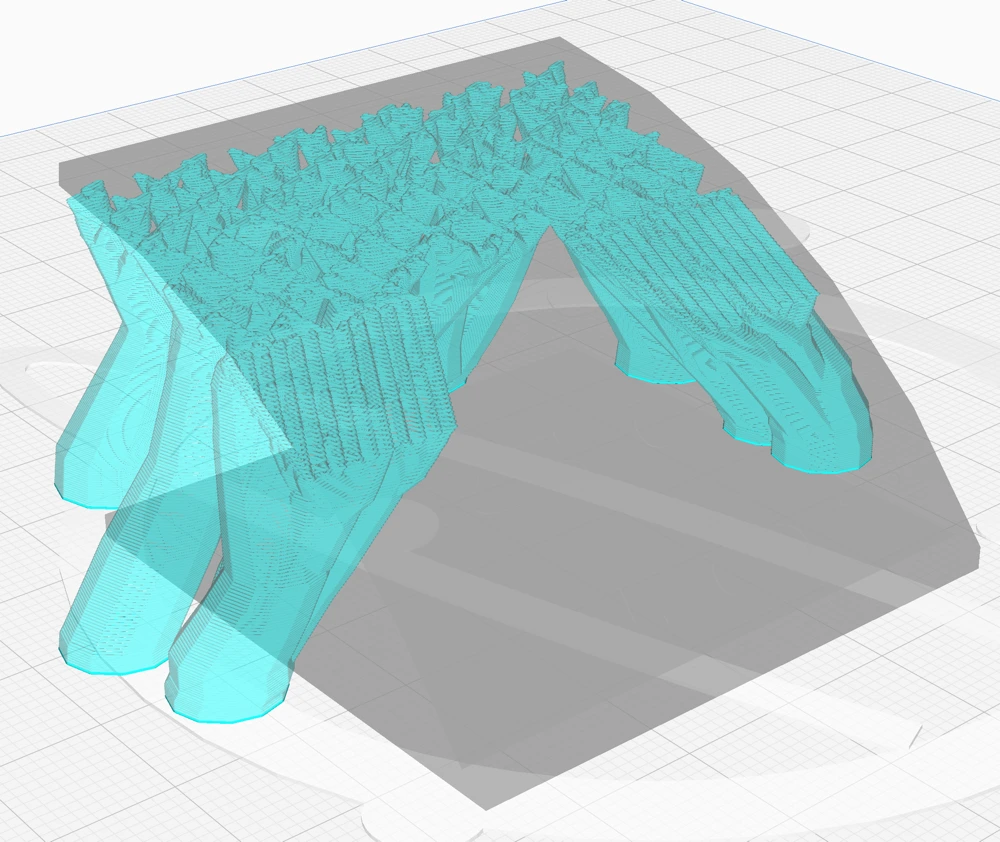
Trunk Diameter:
Die Einstellung „Trunk Diameter“ steuert die maximale Breite der Basis des Cura-Baums, der die Äste stützt, und sorgt für ein Gleichgewicht zwischen Stabilität und Raumeffizienz.
Breitere Stämme bieten mehr Stabilität und helfen dabei, den Kräften während des Drucks entgegenzuwirken, aber sie verbrauchen auch mehr Fläche auf der Bauplatte und passen möglicherweise nicht durch enge Stellen im Modell.
Ein kleinerer Stammdurchmesser spart zwar Platz und kann bei größeren Objekten von Vorteil sein, beeinträchtigt aber möglicherweise die Zuverlässigkeit der Stützstruktur.
Branch Diameter Angle:
Die Einstellung „Branch Diameter Angle“ in Curas Tree Supports bestimmt, wie schnell sich die Supports von oben nach unten verbreitern. Ein größerer Winkel führt zu einer breiteren Basis, was die Stabilität erhöht, aber auch mehr Material und Druckzeit erfordert.
Ein zu breiter Winkel erschwert jedoch die Navigation um das Modell herum und erhöht möglicherweise die Zeit für Narbenbildung und Slicing. Außerdem kann er die Stabilität der Stütze verringern. Die Einstellung muss ausgewogen sein, um sicherzustellen, dass der Tree Support stabil ist, ohne zu breit oder wackelig zu sein.
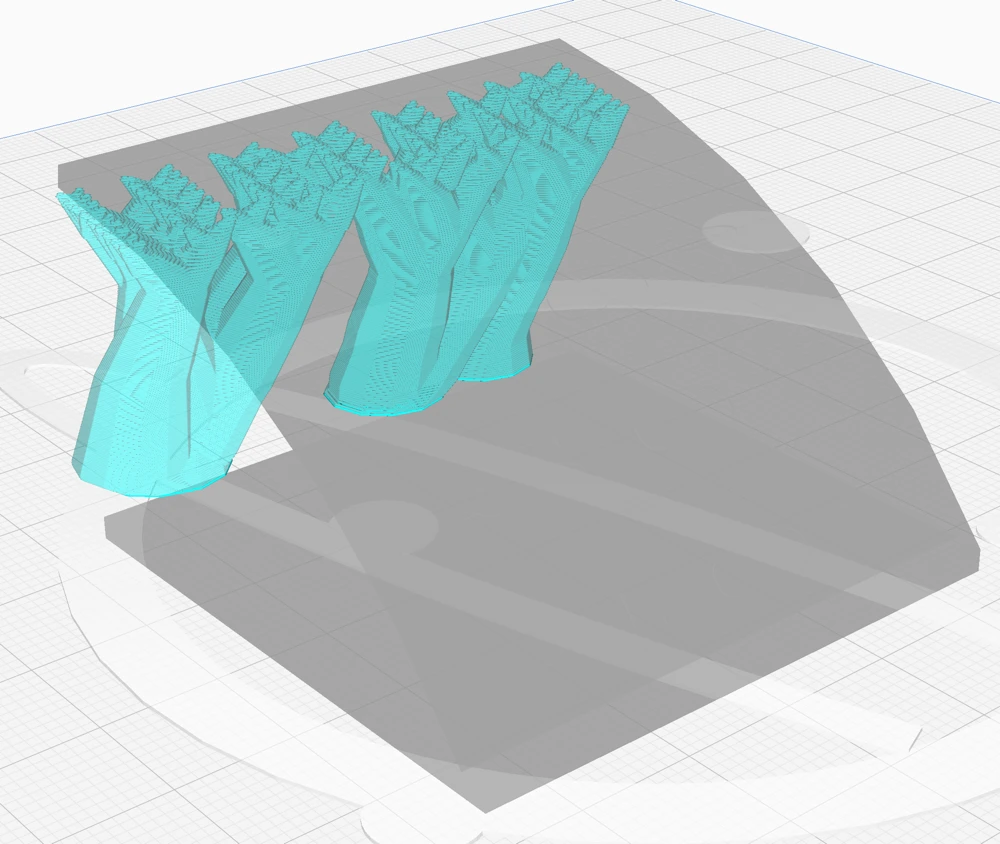
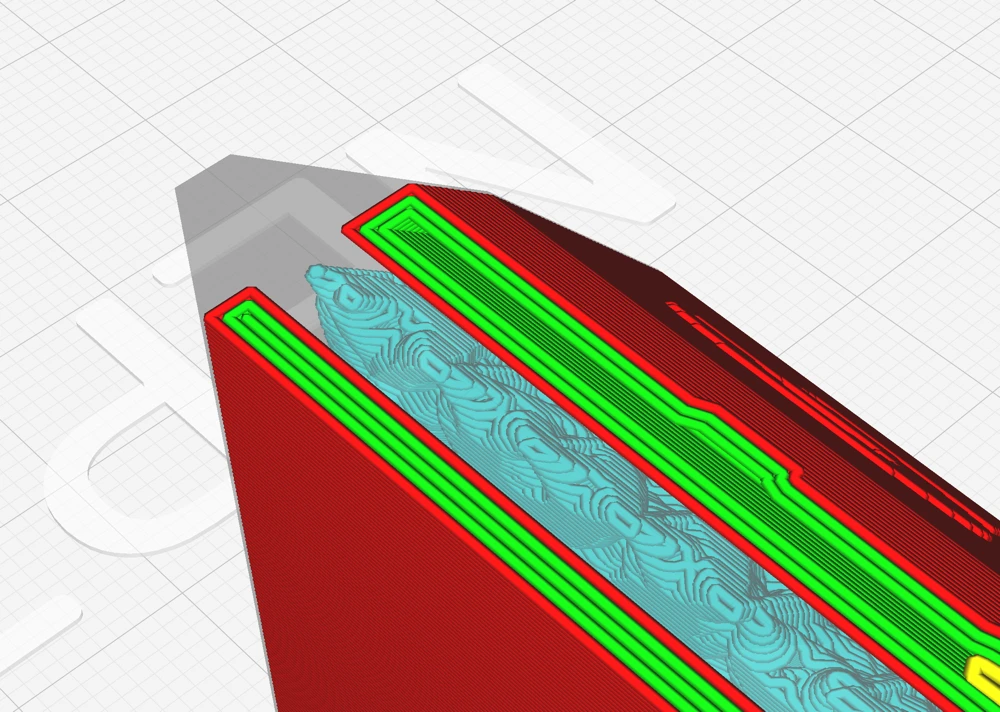
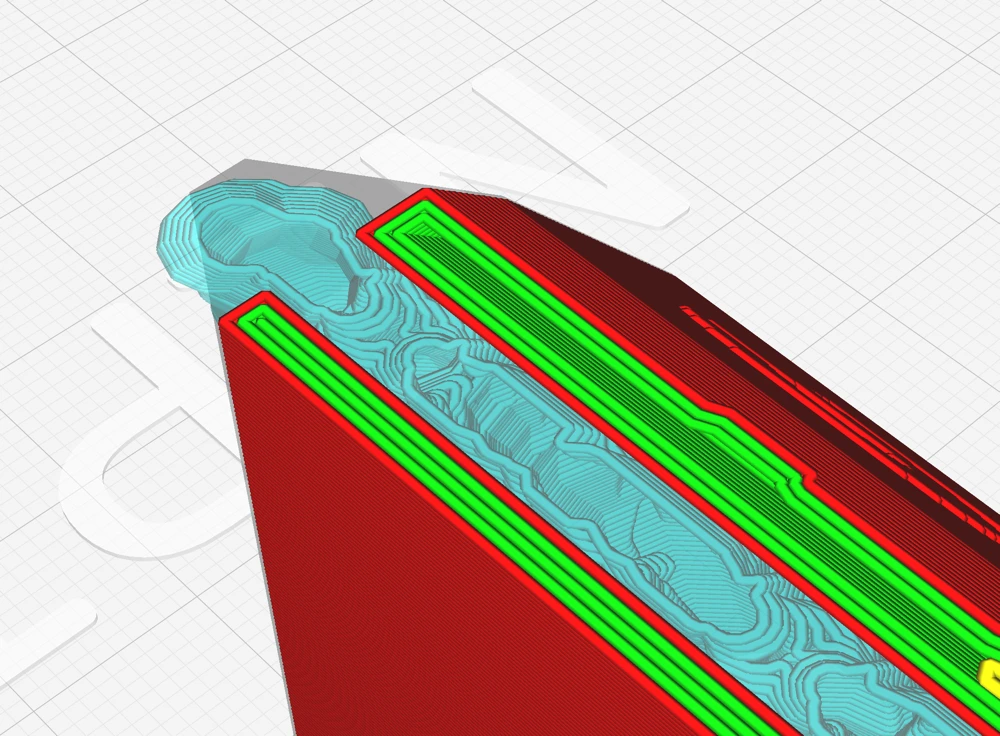
Support Placement:
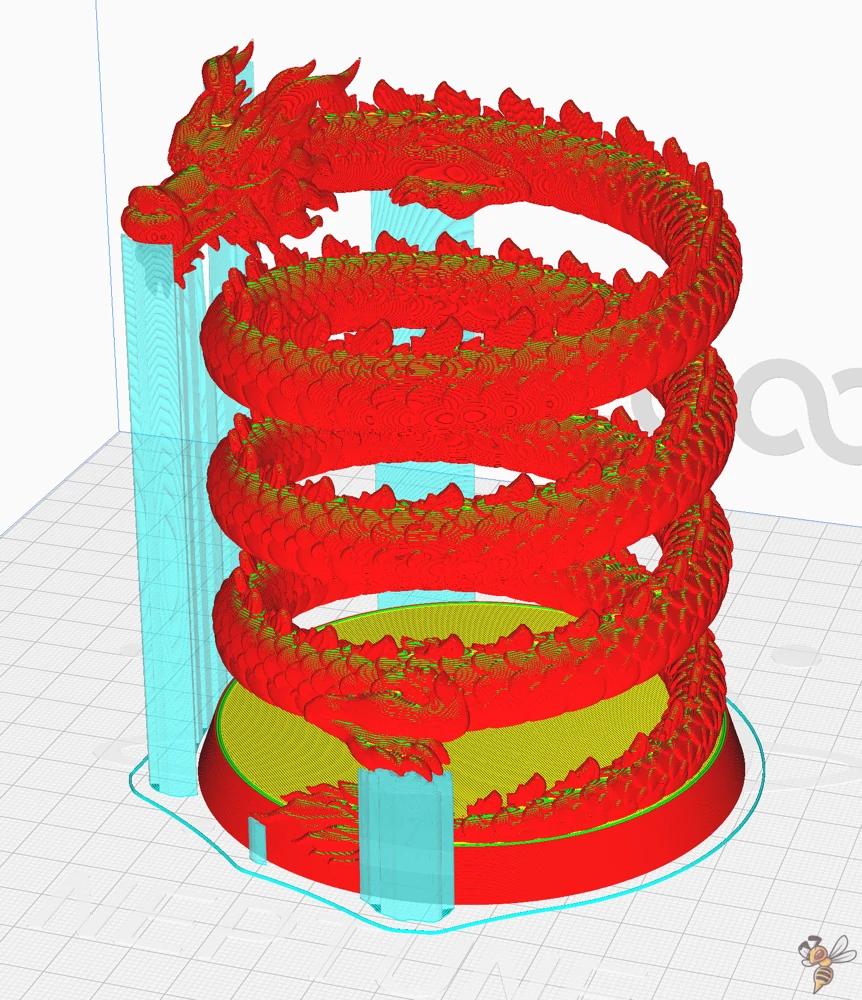
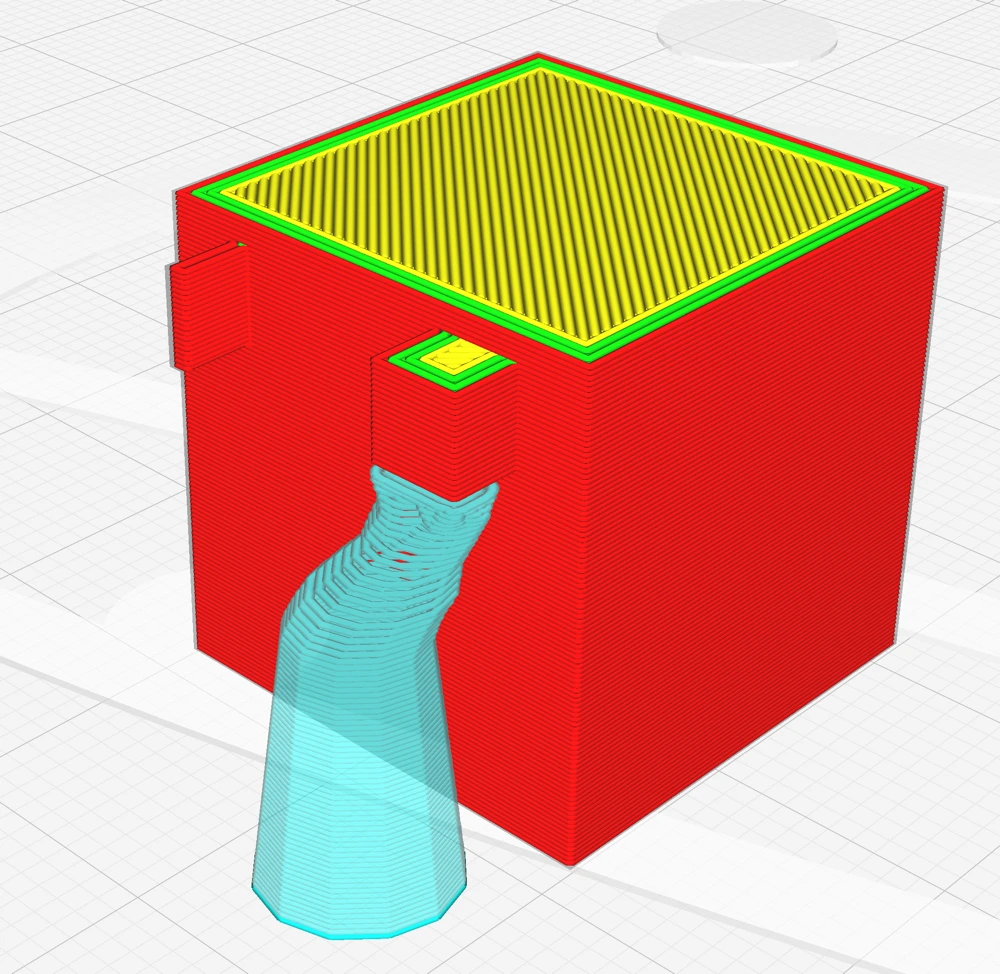
Die Einstellung „Support Placement“ in Cura legt fest, wo Supports hinzugefügt werden. Die Einstellung „Everywhere“ sorgt für Stabilität, kann aber Narben auf dem Modell hinterlassen. die Einstellung „Touching Buildplate“ vermeidet Narben, kann aber dazu führen, dass einige Teile nicht abgestützt werden.
Für dekorative Objekte ist es besser, nur Supports auf der Bauplatte zu erzeugen. Wenn dir die Oberflächenqualität deines 3D-gedruckten Objekts egal ist, kannst du sie überall erzeugen.
Preferred Branch Angle:
Die Einstellung „Preferred Branch Angle“ passt die Astwinkel der Tree Supports an, damit sie stabil sind oder schnell zusammenwachsen. Niedrigere Winkel ergeben mehr vertikale, stabile Äste, während höhere Winkel ein schnelleres Zusammenwachsen der Äste ermöglichen.
Initial Layer Diameter:
Mit „Initial Layer Diameter“ wird die Breite der Zweigbasis eingestellt. Eine breitere Basis sorgt für eine bessere Haftung am Druckbett.
Branch Density:
Die Einstellung „Branch Density“ in Cura Tree Supports steuert, wie dicht die Äste an der Spitze der Stützstruktur gepackt sind. Wenn du diesen Wert erhöhst, wird die Unterstützung für Überhänge verbessert, wodurch das gedruckte Objekt stabiler wird und eine bessere Druckqualität gewährleistet ist. Allerdings können dichtere Supports schwieriger aus dem Endprodukt zu entfernen sein.
Wenn du dich für eine sehr hohe Supportdichte entscheidest, ist es ratsam, ein „Support Interface“ zu verwenden, das eine feste Schicht zwischen der Stütze und dem Modell erzeugt, sodass sich die Supports leichter in einem Stück ablösen lässt.
Alternativ kann eine hohe Supportdichte, vor allem im oberen Bereich, auch zu einem saubereren Ablöseprozess beitragen. Dieses Gleichgewicht ist wichtig, um die Integrität des Drucks zu erhalten und gleichzeitig sicherzustellen, dass die Verfahren nach dem Druck einfach zu handhaben sind.
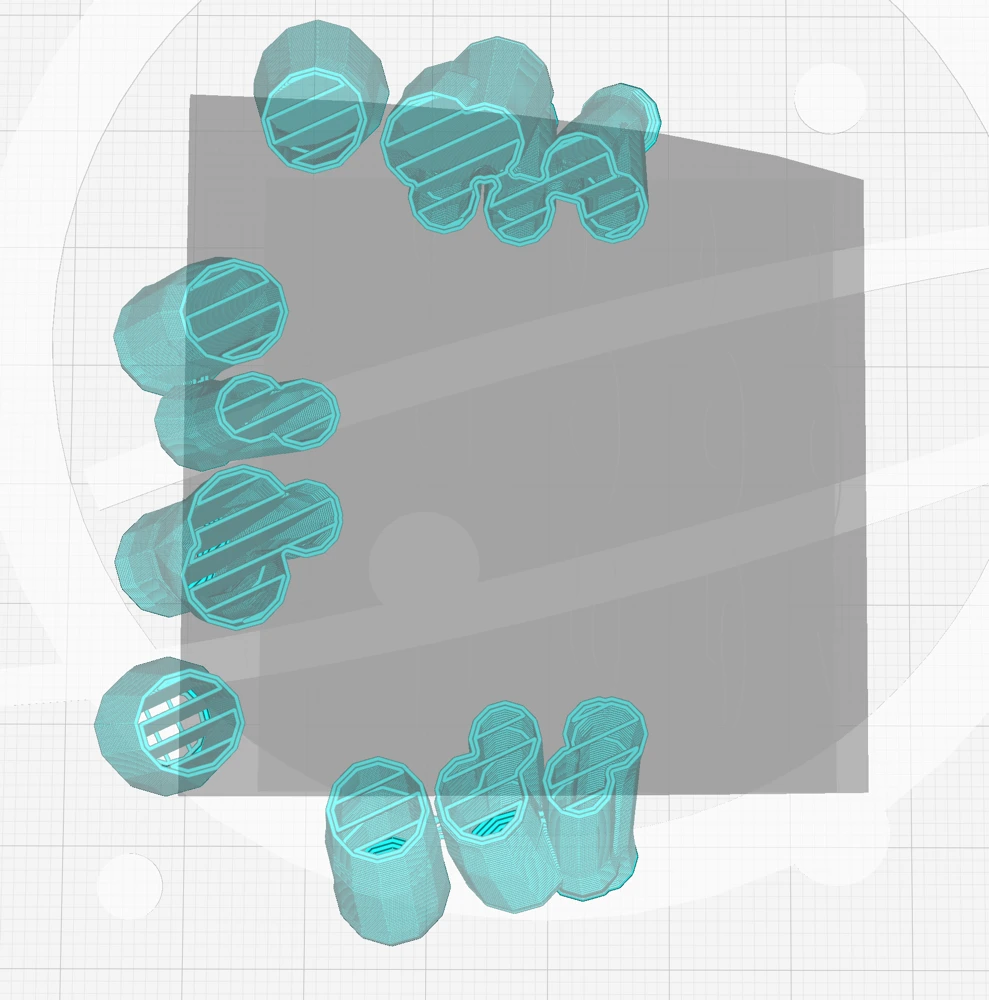
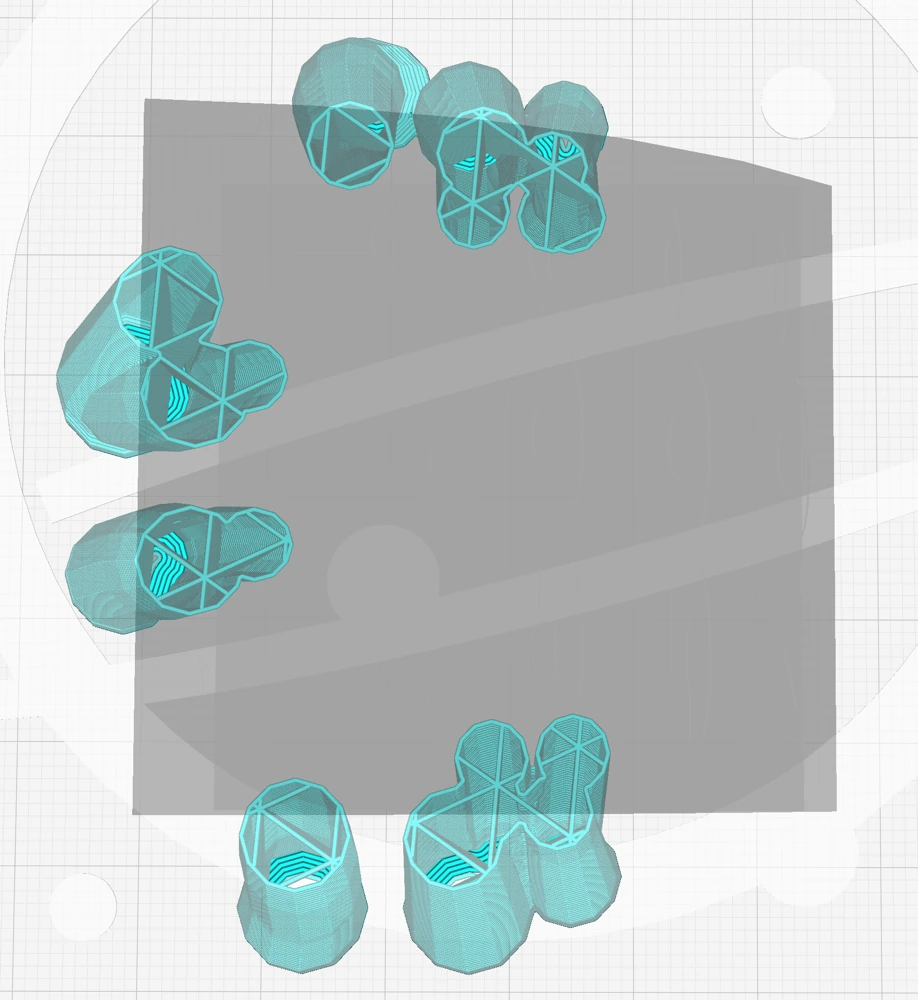
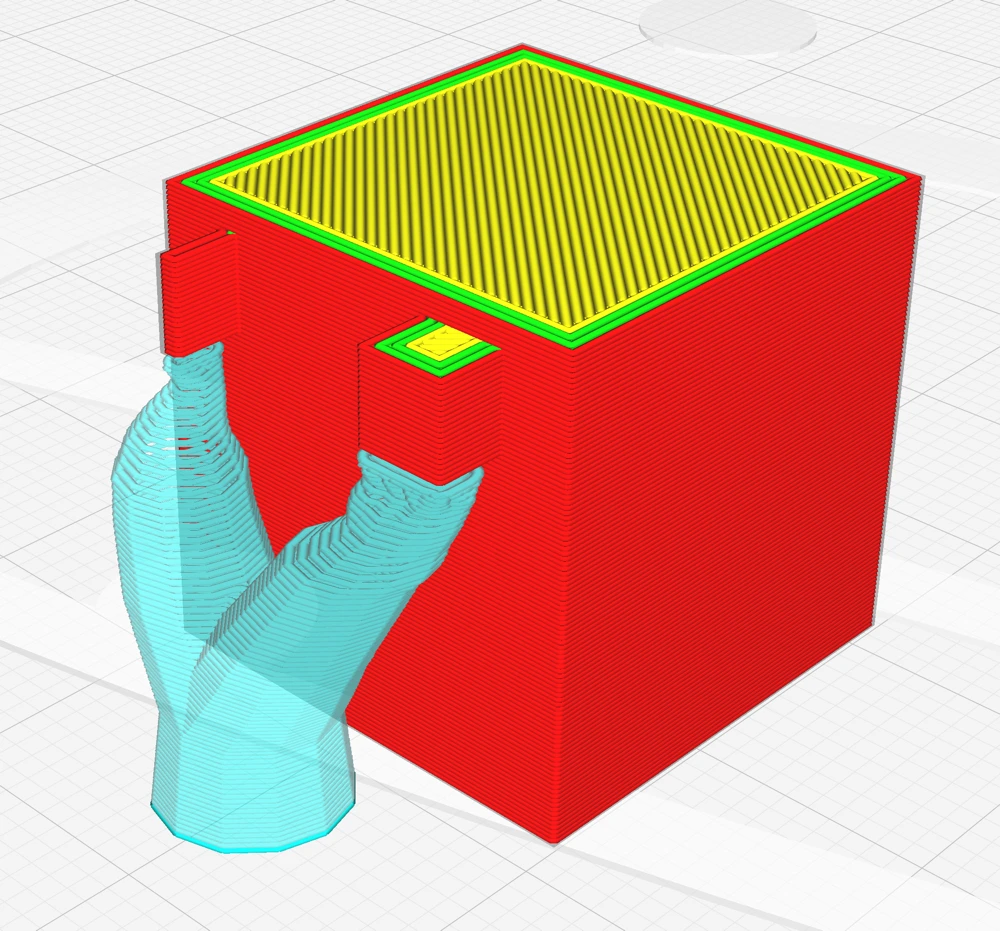
Tip Diameter:
Die Einstellung „Tip Diameter“ in Cura bezieht sich auf die Breite der Endpunkte der Tree Support Äste. Er legt fest, wie dick die Spitzen sind, was sich direkt auf die Kontaktgröße zwischen der Stütze und dem Modell auswirkt.
Ein kleinerer Durchmesser bedeutet weniger Oberflächenkontakt, sodass die Supports leichter zu entfernen sind, während ein größerer Durchmesser zwar mehr Stabilität für den Druck bietet, aber schwieriger abzulösen sein kann.
Limit Branch Reach & Optimal Branch Range:
Die Einstellungen „Limit Branch Reach“ und „Optimal Branch Range“ in Curas Tree Supports steuern die Entfernung, die ein Zweig von seinem Ursprungspunkt aus erreichen kann, um das Modell zu stützen. Durch die Begrenzung der Reichweite werden die Supports robuster und verhindern, dass die empfindlichen Teile des Modells während des Drucks zusammenbrechen.
Diese Robustheit hat jedoch ihren Preis: Sie erhöht die Anzahl der Äste, was wiederum den Materialverbrauch erhöht und die Druckzeit verlängert.
Einfacher ausgedrückt: Diese Einstellungen helfen dir, ein Gleichgewicht zwischen der Stärke der Stütze und der Effizienz deines Drucks herzustellen. Wenn du eine haltbare Stützstruktur möchtest, vor allem für komplizierte Designs, solltest du die „Optimal Branch Range“ verringern, auch wenn du weißt, dass du dafür mehr Material und Zeit benötigst. Das liegt daran, dass der Drucker zusätzliche Äste hinzufügt, um sicherzustellen, dass jedes Teil ausreichend gestützt wird, und so die kürzere Reichweite der einzelnen Äste kompensiert.
Umgekehrt kann eine größere Reichweite der Verzweigungen den Druck beschleunigen und Material sparen, aber bei komplexeren Modellen die Integrität der Stütze beeinträchtigen.
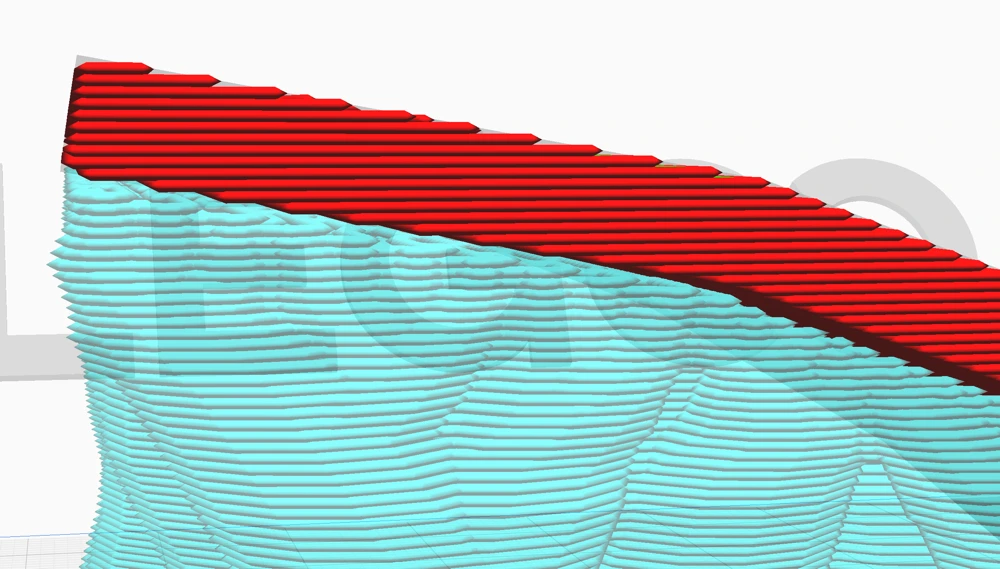
Support Overhang Angle:
Der „Support Overhang Angle“ in Curas Tree Support Einstellungen bestimmt den Winkel, bei dem das Programm beginnt, Supports unter Überhängen hinzuzufügen. Ein niedrigerer Winkel bedeutet, dass die Software auch unter steileren Flächen, die nicht unbedingt eine Stütze benötigen, Supports einfügt. Dies kann zwar manchmal notwendig sein, um ein übermäßiges Durchhängen des Materials zu verhindern und die Gesamtqualität und Maßgenauigkeit des Drucks zu verbessern, es kann aber auch zu Nachteilen führen.
Die Verkleinerung des Überhangwinkels kann dazu führen, dass sich die Druckzeit und der Materialverbrauch erhöhen, weil das Programm mehr Supports erzeugt. Außerdem kann es an den Stellen des Drucks, an denen die Supports angebracht sind, zu Narbenbildung kommen, was das endgültige Aussehen beeinträchtigt und möglicherweise mehr Nachbearbeitungsaufwand erfordert.
Es ist wichtig, bei dieser Einstellung ein Gleichgewicht zu finden. In der Vorschauphase von Cura kannst du überprüfen, wo die Supports platziert werden sollen, und so den Winkel des Support-Überhangs effektiv anpassen. Dieser Schritt stellt sicher, dass die Supports nur dort erzeugt werden, wo es notwendig ist, und optimiert so den Materialverbrauch, die Druckzeit und die endgültige Qualität des gedruckten Objekts.
Support Pattern:
Normalerweise benötigen Tree Supports keine Füllung. Wenn du sie aber sehr stabil machen willst, kannst du eine Dichte größer als Null einstellen und hier ein geeignetes Muster für den Support Infill auswählen.
Ich empfehle jedoch, zunächst die Anzahl der Wandlinien zu erhöhen. Erst wenn das nicht ausreicht, um die Stabilität der Tree Supports zu erhöhen, solltest du den Infull als zusätzliche Maßnahme in Betracht ziehen.
Die einzelnen Muster haben unterschiedliche Eigenschaften. Hier ist ein kurzer Überblick:
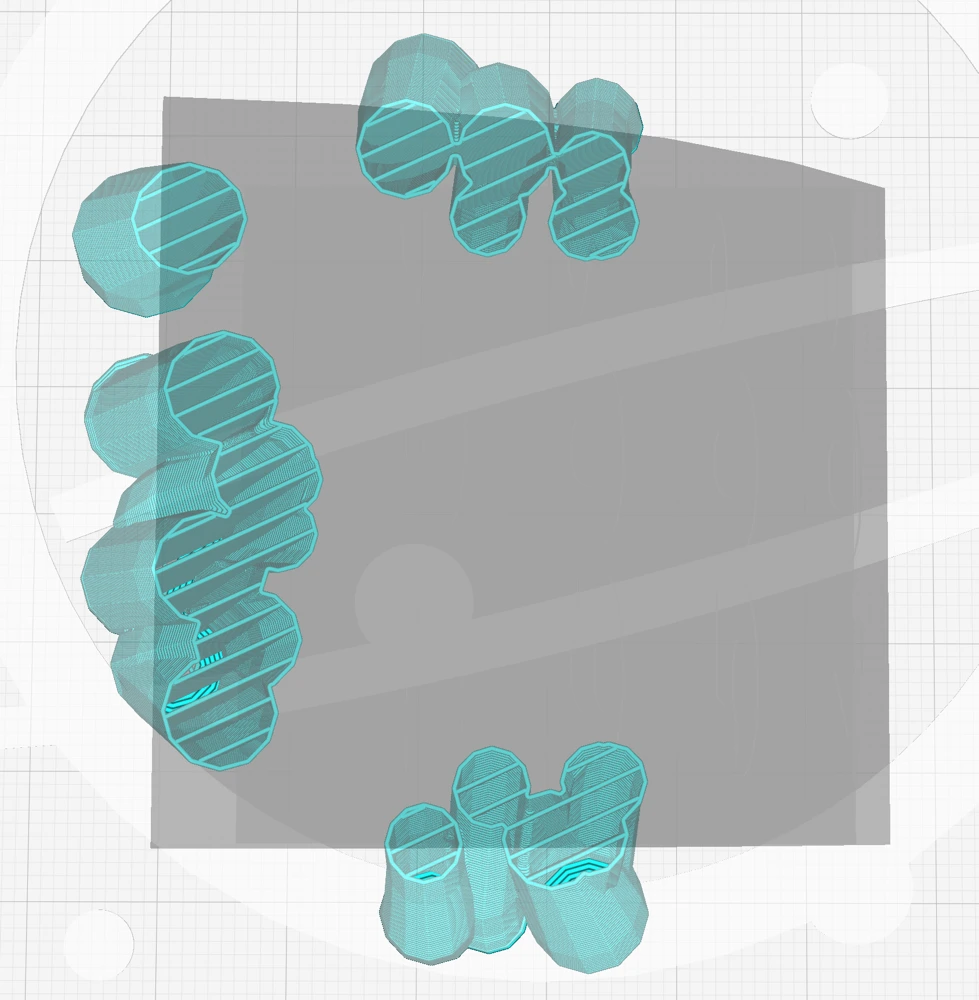
- Lines: Dieses Muster, das sich durch seine geraden Linien auszeichnet, ist ideal für leicht entfernbare Supports, besonders nützlich für Modelle mit Überhängen in der Nähe der Bauplatte. Es bietet zwar eine qualitativ hochwertige Unterstützung für Überhänge, seine Schwäche liegt jedoch in der Instabilität, da die Struktur zum Umkippen neigt.
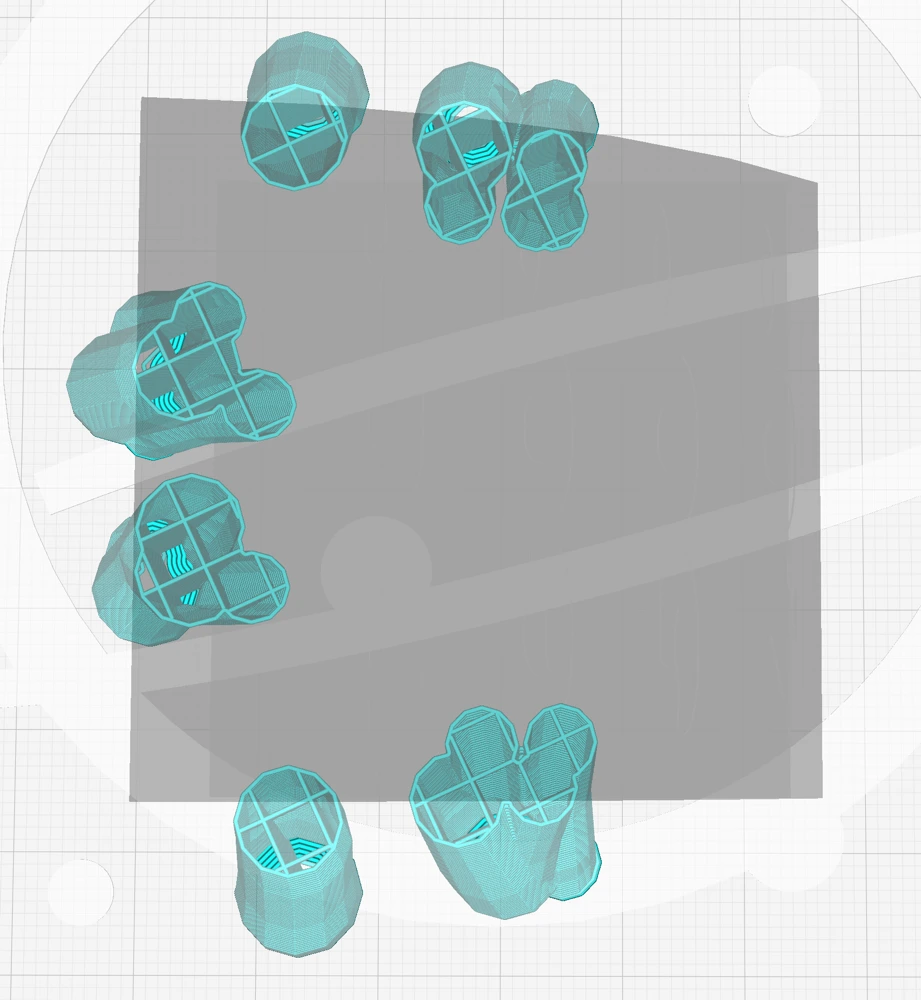
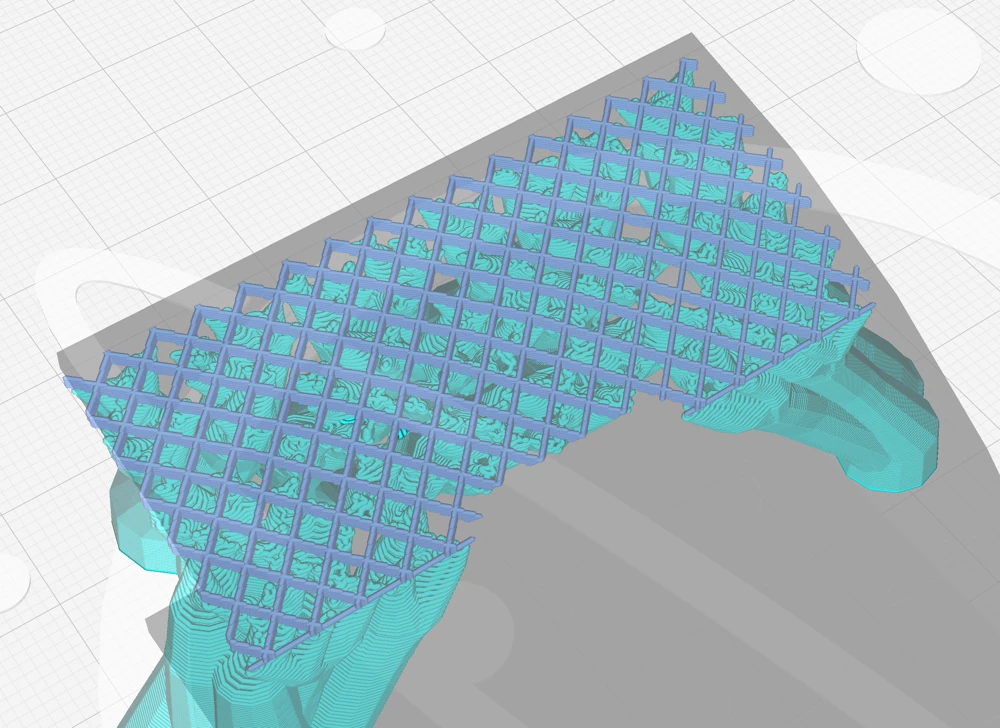
- Grid: Dieses Muster, das aus zwei senkrechten Linien besteht, die Quadrate bilden, ist sehr stabil und erhöht die Zuverlässigkeit des Drucks. Allerdings lässt es sich aufgrund seiner Steifigkeit nur schwer entfernen und bietet wegen der größeren Abstände zwischen den Linien nur eine durchschnittliche Unterstützung für Überhänge.
- Triangles: Dieses für seine Stärke bekannte Muster verwendet Linien, die gleichseitige Dreiecke bilden, und ist damit das robusteste unter den Optionen. Der Nachteil ist, dass der Überhang nur schlecht gestützt wird und schwer zu entfernen ist, weil die Struktur nicht flexibel genug ist.
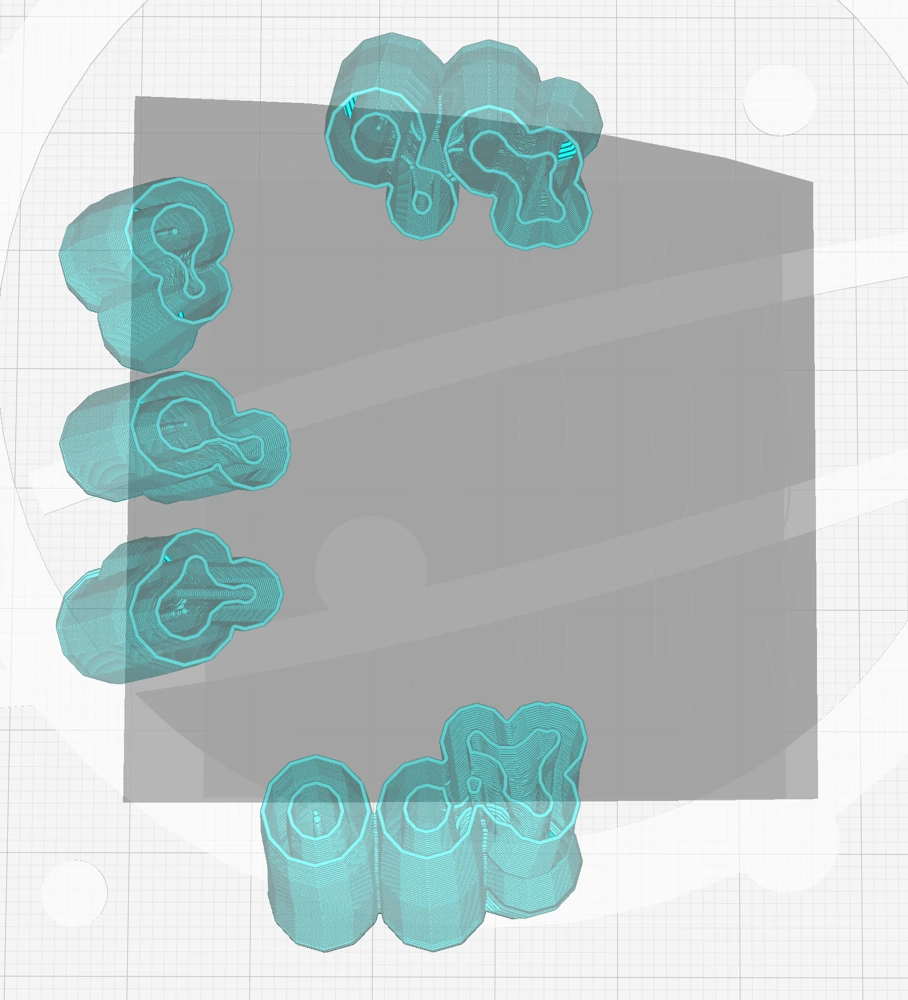
- Concentric: Dieses Muster besteht aus gleichmäßig verteilten konzentrischen Ringen und bietet eine gute Überhangunterstützung und Robustheit. Es lässt sich aufgrund seiner Flexibilität leichter entfernen, aber manchmal kann es bestimmte Wände nicht stützen, was die Qualität des Überhangs beeinträchtigt.
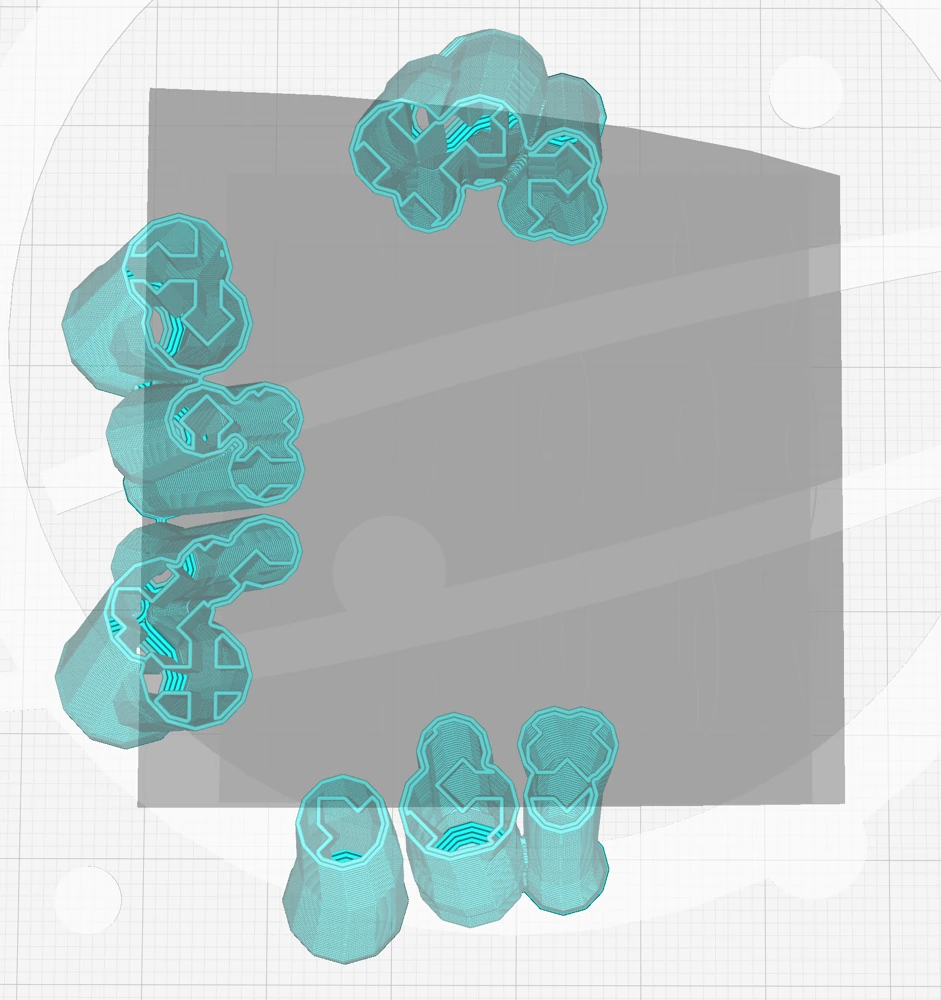
- Zig Zag: Ähnlich wie die Linien, aber mit verbundenen Enden, bietet dieses Muster ein Gleichgewicht zwischen Stabilität, Qualität der Unterstützung und einfacher Entfernung. Es ist besonders effektiv, da es Überhänge gut stützt und in Streifen entfernt werden kann.
- Cross: Das Kreuzmuster ist einzigartig, weil es sich leicht biegen lässt und keine langen geraden Linien hat, was seine Flexibilität erhöht. Dadurch ist es weniger stabil, aber möglicherweise leichter zu entfernen.
- Gyroid: Dieses Muster zeichnet sich durch wellenförmige Linien und unterschiedliche Kurven aus. Es ist stabil und effizient, vor allem bei der Verwendung von löslichen Supports, da es das Lösungsmittel leicht eindringen lässt und den Auflösungsprozess beschleunigt. Es bietet eine gleichmäßige Unterstützung und trägt zu einer besseren Überhangqualität bei.
Support Wall Line Count:
Wenn du die Anzahl der Wände um die Baumstruktur in Cura anpasst, wirkt sich das direkt auf die Stabilität, die Effektivität und die Verarbeitung nach dem Druck aus. Wenn du die Anzahl der Wände erhöhst, werden die Supports stärker und das Risiko des Umkippens während des 3D-Drucks wird verringert, besonders bei Modellen mit scharfen Ecken oder Überhängen.
Mehr Wände führen jedoch zu längeren Druckzeiten, höherem Materialverbrauch und schwierigerem Entfernen der Supports, insbesondere bei löslichen Supports.
Enable Support Brim:
Wenn du den Support Brim aktivierst, wird ein zusätzlicher Rand zur ersten Schicht der Unterlage hinzugefügt. Dieses zusätzliche Brim verbessert die Haftung der ersten Schicht auf dem Druckbett. Im Gegensatz zum normalen Brim dehnt sich dieser innere Brim nach innen aus und sorgt so für Stabilität an den Rändern der Stützfläche. So wird Warping effektiv verhindert.
Mit der Einstellung „Support Brim Width“ kannst du die Breite des Brims verändern. Wenn du die Breite erhöhst, erzeugt der Drucker mehr Schichten innerhalb der Stützbasis und verbessert so die Haftung an der Bauplatte.
Diese verbesserte Haftung verringert die Warping Gefahr und sorgt dafür, dass die erste Schicht stabil bleibt, was wiederum die Zuverlässigkeit des Druckprozesses erhöht.
Du hast die Möglichkeit, die Größe des Brims entweder durch eine direkte Angabe in Millimetern oder durch die Einstellung der gewünschten Anzahl von Linien festzulegen. Ich bevorzuge Letzteres.
Support Z/Top Distance:
Mit dieser Einstellung in Cura wird der vertikale Abstand zwischen den Stützstrukturen und dem Modell angepasst, was sich auf die Druckqualität und die einfache Nachbearbeitung auswirkt. Ein kleinerer Abstand erhöht die Stabilität der Supports und die Druckpräzision, was für komplexe Designs wichtig ist.
Ein größerer Abstand hingegen vereinfacht das Entfernen der Supports und reduziert die Nachbearbeitung, kann aber auch die Integrität des Drucks beeinträchtigen. Auch die Wahl des Materials wirkt sich auf den optimalen Abstand aus, da verschiedene Materialien unterschiedlich stark haften.
Support X/Y Distance:
Dies bezieht sich auf den horizontalen Abstand zwischen den Supports und dem Modell, um Oberflächenfehler zu vermeiden und gleichzeitig eine ausreichende Unterstützung für Überhänge zu gewährleisten.
Der Schlüssel liegt darin, ein Gleichgewicht mit dem Z-Abstand zu finden, um die Druckqualität zu erhalten. Die „Support Distance Priority“ löst Konflikte zwischen diesen Abständen auf, indem sie entweder dem horizontalen oder dem vertikalen Abstand den Vorrang gibt, was sich auf die Wirksamkeit der Supports und das Aussehen des endgültigen Drucks auswirkt.
Minimum Support Area:
Diese Einstellung legt die kleinste zulässige Größe für Tree Support Segmente fest. Wenn die Querschnittsfläche der Stütze auf einer Ebene kleiner ist als der eingestellte Wert, wird dieser Stützabschnitt weggelassen, um zu vermeiden, dass instabile dünne Säulen entstehen, die umfallen und den Druck möglicherweise mit Klecksen ruinieren können.
Normalerweise können diese kleinen Bereiche ohne Supports gedruckt werden. Aber den Schwellenwert zu finden, ist eine Kunst für sich.
Enable Support Interface:
Ein Support Interface für Tree Supports führt eine dichte Zwischenschicht zwischen dem Support und dem Modell ein und verbessert so die Überhangflächen des Modells. Das macht es zwar etwas schwieriger, die Supports auf organischen Oberflächen zu entfernen, aber auf flachen Oberflächen können die Supports leichter zu entfernen sein.
Fan Speed Override:
„Fan Speed Override“ in Cura ist eine Funktion, die die Geschwindigkeit der Druckkopflüfter anpasst, um die Druckqualität zu verbessern. Sie hilft dabei, die Materialtemperatur zu regulieren, ein Durchhängen zu verhindern und die Präzision bei Überhängen zu verbessern. Diese Funktion ist besonders nützlich, wenn du komplexe Strukturen mit freitragenden Überhängen druckst.
Fehlerbehebung bei Druckproblemen mit Cura Tree Supports
Die Verwendung von Tree Supports beim 3D-Druck ist zwar vorteilhaft, kann aber manchmal zu bestimmten Problemen führen, vor allem wenn sie nicht richtig konfiguriert sind. Hier sind einige häufige Probleme, die auftreten können, und ihre Lösungen.
Schwierige Entfernung


Eines der Hauptprobleme bei Tree Supports ist, ähnlich wie bei normalen Supports, dass sie manchmal schwer zu entfernen sind und das Modell in der Nachbearbeitungsphase beschädigen können.
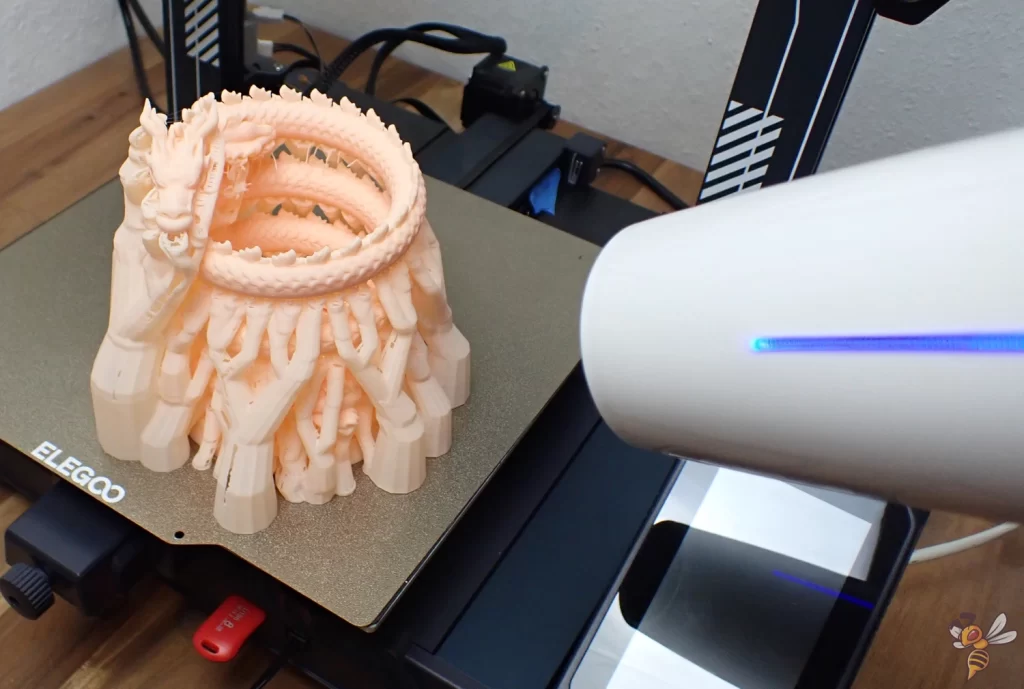
Hier ist meine Lieblingsmethode zum Entfernen von Tree Supports (und normalen Supports) und einige Einstellungen, die du anpassen kannst:
- Heißluftpistole: Verwende eine Heißluftpistole (oder einen Föhn), um die Supports sanft zu erhitzen und aufzuweichen, damit sie biegsamer werden. Wende die Hitze gleichmäßig an, um Verformungen oder Beschädigungen zu vermeiden, und entferne die Supports dann vorsichtig, um den Vorgang reibungsloser zu gestalten und mögliche Schäden am Modell zu vermeiden.
- Z-Abstand: Stelle den „Z-Abstand“ ein, um die Kontaktpunkte zwischen den Supports und dem Modell zu minimieren und so das Entfernen der Supports zu erleichtern, ohne die Druckstabilität zu beeinträchtigen.
- Supportdichte: Ändere die Dichte, um das Gleichgewicht zwischen ausreichender Modellstabilität und einfacher Entfernung der Supports zu optimieren. Eine geringere Dichte kann dazu führen, dass die Supports weniger steif sind und sich leichter ablösen lassen.
- Stützschnittstelle: Aktiviere das Support Interface, um eine definierte Schicht zwischen dem Modell und den Supports zu schaffen, die verhindert, dass sie zu fest verschmelzen und das Ablösen vereinfacht, sodass sich die Supports oft in einem Stück ablösen lassen. Bei komplexen Oberflächen funktioniert das möglicherweise nicht.
Schlechte Stützkraft
Wenn die Tree Supports nicht dicht genug oder unzureichend platziert sind, kann dies dazu führen, dass Bereiche des Modells nicht die nötige Unterstützung erhalten, was vor allem bei Modellen mit komplizierten Überhängen oder komplexen Geometrien zu Druckfehlern führen kann.
Einige Lösungen für dieses Problem sind:
- Erhöhe die Dichte der Supports: Indem du die Dichte der Supports erhöhst, kannst du für mehr Stabilität sorgen und sicherstellen, dass alle Bereiche des Modells ausreichend gestützt werden.
- Ändern des Stützwinkels: Durch die Anpassung des Stützwinkels kannst du die Stützstrukturen gleichmäßiger verteilen und so komplizierte Merkmale und Überhänge besser abdecken.
- Erhöhe die Anzahl der Linien: Wenn du die Anzahl der Linien in der Stützstruktur erhöhst, kann das die Stabilität verbessern und eine unzureichende Unterstützung verhindern. Sei dir aber bewusst, dass sich dadurch die Druckzeit und der Materialverbrauch erhöhen.
Haftprobleme
Manchmal haften Tree Supports nicht gut auf dem Druckbett oder dem Modell selbst, was zu Stabilitätsproblemen beim Drucken führt. Diese mangelnde Haftung kann dazu führen, dass sich das Modell oder die Supports lösen.
Um Haftungsprobleme zu beheben, solltest du diese Lösungen in Betracht ziehen:
- Aktiviere die Funktion „Support Brim“: Wenn du die Funktion „Support Brim“ aktivierst, wird eine zusätzliche Materialschicht um die Basis der Supports gelegt, die die Haftung und Stabilität erhöht.
- Reduziere die Druckgeschwindigkeit der ersten Schicht: Indem du die Geschwindigkeit der ersten Schicht reduzierst, kannst du die Haftung zwischen dem Druckbett und dem Modell erhöhen. Das heiße Filament hat mehr Zeit, sich mit der Oberfläche des Druckbetts zu verbinden.
- Druckbett-Temperatur erhöhen: Auch eine Erhöhung der Druckbett-Temperatur kann die Haftung verbessern, da das flüssige Filament mehr Zeit hat, sich mit der Oberfläche zu verbinden, bevor es fest wird.
Es gibt noch einige andere Methoden, um die Haftung des Druckbetts zu verbessern. Ich erkläre sie ausführlich in diesem Beitrag und in diesem Video auf meinem YouTube-Kanal.
Fazit
Während viele mit der Verwendung normaler Supports vertraut sind, kann die Verwendung von Tree Supports in Cura deine 3D-Druckergebnisse erheblich verbessern. Auch wenn sie einige Herausforderungen mit sich bringen, haben mir die in diesem Artikel vorgestellten Einstellungen viel Erfolg beschert.
Es ist jedoch wichtig zu bedenken, dass jedes Modell oder Projekt seine eigenen Anforderungen haben kann. Du kannst die Einstellungen nach Belieben anpassen und mit ihnen experimentieren und jeden Druck mit dem Wissen und der Zuversicht angehen, die du in diesem Beitrag gewonnen hast. Viel Spaß beim Drucken!
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
