
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Die Flussrate, also das Filamentvolumen welches pro Sekunde extrudiert wird, ist ein sehr wichtiger Wert beim 3D Druck. Die Flussrate muss korrekt kalibriert sein, damit die tatsächliche Linienbreite mit dem Wert im Slicer übereinstimmt.
Der Ausgleich der Durchflussrate (Flow Rate Compensation) in Cura verändert die Flussrate ohne den eigentlichen Wert zu verändern. Dadurch können Flow Sensoren umgangen werden, um die Flussrate perfekt zu kalibrieren ohne Fehler oder Warnungen des Sensors hervorzurufen.
Wo du diese Optionen findest, was sie bewirken und wann du sie anwenden musst, erfährst du in diesem detaillierten Artikel.
Table of Contents:
Wo Finde Ich die “Flow Rate Compensation” in Cura?
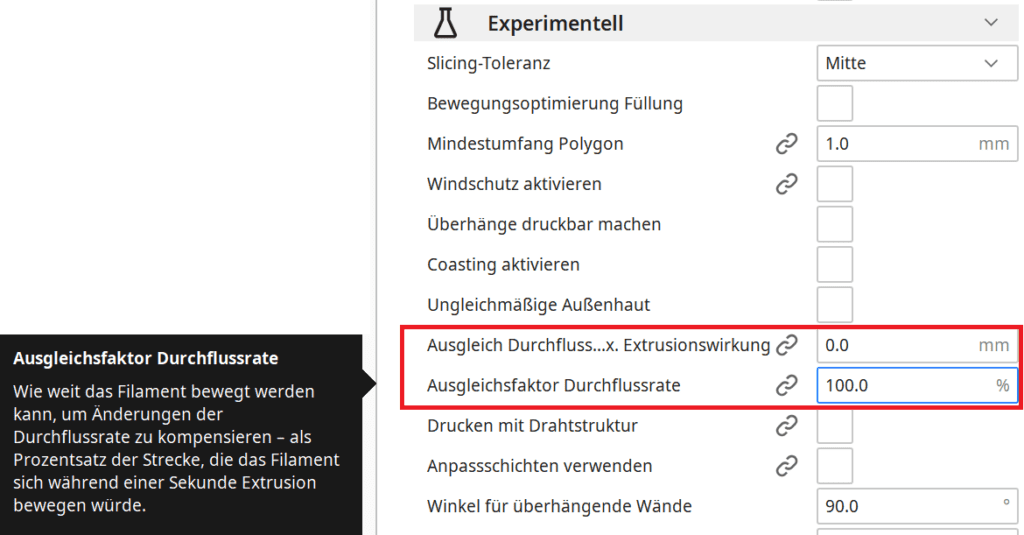
Um die Durchflussrate auszugleichen, bzw. die Flow Rate Compensation zu aktivieren, musst du in die benutzerdefinierten Druckeinstellungen in Cura gehen. Du findest die Flow Rate Compensation unter den experimentellen Einstellungen.
Falls du die Einstellungen für die Flussraten Kompensation dort nicht findest, kannst du in der Menüleiste von Cura unter Einstellungen die Sichtbarkeit von einzelnen Optionen verändern. Standardmäßig sind nur die wichtigsten Einstellungen sichtbar, viele der experimentellen Einstellungen wirst du erst sehen, wenn du sie in den Einstellungen aktivierst.
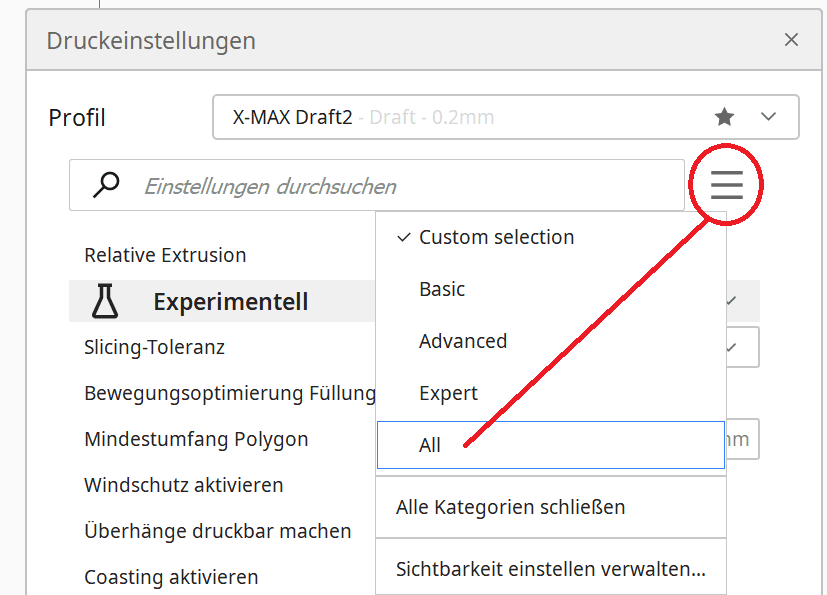
Alternativ kannst du auch in den Druckeinstellungen neben der Suchleiste auf die drei Linien klicken und die Sichtbarkeit der Optionen verändern. Du kannst dort entweder aus vorgegebenen Profilen auswählen oder alle Optionen anzeigen lassen. Du kannst aber auch individuell einstellen welche Optionen du sehen möchtest und welche nicht.
Die beiden Optionen die du suchst heißen “Ausgleich Durchflussrate max. Extrusionswirkung” (Flow Rate Compensation Max Extrusion Offset) und “Ausgleichsfaktor Durchflussrate” (Flow Rate Compensation Factor).
Du brauchst keine Angst haben, dass du die Einstellungen falsch einstellst und dann nicht mehr auf die ursprünglichen Werte zurückkommst. Sobald du etwas in Cura änderst, erscheint ein Pfeil neben der Einstellung mit dem du wieder zurück auf die Standardeinstellungen kommst. Diese sind 100% für den Ausgleichsfaktor und 0,0 mm für die kompensierte Strecke.
Wie Funktioniert die “Flow Rate Compensation” in Cura?
Die Flussrate lässt sich in Cura auf zwei verschiedenen Wegen einstellen. Der erste und häufigste Weg ist die Einstellung der Flussrate an sich. Hier kalibrierst du die Flussrate, also wie viel Material der Extruder pro Zeiteinheit ausgeben soll für das jeweils verwendete Filament.
Die Kalibrierung der Flussrate ist extrem wichtig, um die richtigen Einstellungen für ein bestimmtes Filament zu finden. Wie du die Flussrate richtig kalibrierst erfährst du weiter unten in diesem Artikel.
Die zweite Art die Flussrate zu beeinflussen ist die Kompensation oder der Ausgleich der Flussrate.
Mit der Flow Rate Compensation wird die Flussrate verändert ohne die eigentliche Flussrate im Slicer anzupassen. Dies ist im Prinzip eine Methode um 3D Drucker mit einem Flussraten Sensor auszutricksen. So kann man die Flussrate verändern ohne den Sensor zu verwirren.
In den experimentellen Einstellungen von Cura kannst du die Flussrate durch zwei verschiedene Optionen ausgleichen:
- Flow Rate Compensation Factor (Ausgleichsfaktor Durchflussrate)
- Flow Rate Compensation Max Extrusion Offset (Ausgleich Durchflussrate max. Extrusionswirkung)
Flow Rate Compensation Factor
Der Ausgleichsfaktor der Durchflussrate gibt die Strecke in Prozent an, um die die Extrusion ausgeglichen wird (in Relation zur normalen Extrusionsstrecke pro Sekunde). Der Faktor wird mit der eigentlichen Flussrate multipliziert, um die tatsächliche Flussrate zu berechnen.
Dieser Faktor ist der wichtigste Wert bei der Kompensation der Flussrate. Wenn du ihn höher als 100% einstellst, wird mehr Filament pro Zeiteinheit extrudiert, wenn der Wert unter 100% ist, wird weniger Filament pro Zeiteinheit extrudiert.
Um diesen Wert und damit auch die Extrusion richtig zu kalibrieren, folgst du im Prinzip genau der gleichen Methode wie bei der normalen Kalibrierung der Flussrate. Es ist nur etwas komplizierter wenn deine eigentliche Flussrate keine 100% beträgt, da du die beiden Prozentsätze dann miteinander verrechnen musst.
Beispiel:
- Flussrate = 97%
- Ausgleichsfaktor der Durchflussrate = 95%
- Tatsächliche Flussrate = 97% x 95% = 92,15%
Flow Rate Compensation Max Extrusion Offset
Die Option “Ausgleich Durchflussrate max. Extrusionswirkung” beschränkt die Strecke um die die Extrusion ausgeglichen werden kann. Die berechnete Ausgleichsstrecke durch den Ausgleichsfaktor hat diesen Wert als Maximum.
Manche Optionen können zu unerwarteten Fehlern führen wenn sie mit zu großen Werten gefüttert werden. Um dies bei der Flussraten-Kompensation zu vermeiden, gibt es die Option des Flow Rate Compensation Max Extrusion Offsets. Hiermit gibst du die längste Strecke an mit der die Flussrate ausgeglichen werden darf.
Beispiel:
- Durch den Ausgleichsfaktor und der Flussrate ergibt sich eine Strecke von 0,5 mm.
- Als max. Extrusionswirkung gibst du 0,3 mm an.
- Die Flussrate wird nur mit 0,3 mm ausgeglichen.
Wann Sollte Ich die “Flow Rate Compensation” in Cura Benutzen?
Der Ausgleich der Flussrate macht nur Sinn wenn ein Flussraten Sensor umgangen werden soll, um die Extrusion zu kalibrieren. Manche 3D Drucker mit solch einem Sensor geben einen Fehler oder eine Warnung aus bei zu großen oder zu kleinen Werten für die Flussrate.
Wenn dein Drucker nicht über einen solchen Sensor verfügt, macht es mehr Sinn die Flussrate direkt zu verändern, um die Extrusion zu kalibrieren. Das Ziel dabei ist es, Unter- oder Über-Extrusion zu vermeiden.
Bei einer Linienbreite von 0,4 mm soll am Ende auch eine tatsächlich 0,4 mm breite Linie entstehen. Ist sie dicker, muss die Flussrate verringert werden, ist sie dünner, muss die Flussrate erhöht werden.
Verwendest du nur eine Filament Sorte des gleichen Herstellers, musst du die Flussrate oder den Ausgleich der Flussrate nur sehr selten oder nur einmal am Anfang kalibrieren. Je häufiger du zwischen verschiedenen Filament Sorten oder Herstellern wechselst, desto häufiger musst du die Flussrate auch kalibrieren, um genaue Ergebnisse zu bekommen.
Flussrate Richtig Kalibrieren
Egal ob du die Flussrate an sich kalibrieren möchtest oder die Flow Rate Compensation – das Prinzip bleibt gleich. Du druckst ein Testmodell, misst die Linienbreite und passt daraufhin die Flussrate an, sodass am Ende die richtige Breite gedruckt wird.
Schritt 1: Filamentdurchmesser bestimmen
Die Flussrate, also wie viel Volumen pro Sekunde extrudiert wird, wird maßgeblich auch vom Durchmesser des Filaments bestimmt. Hochqualitative Filament Sorten weichen maximal 0,02 mm von ihrem angegebenen Durchmessern ab. Billige Sorten können jedoch wesentlich stärker abweichen.
Daher solltest du als erstes mit einem Messschieber den Durchmesser deines Filaments messen und den entsprechenden Wert im Slicer für den Filamentdurchmesser eintragen.
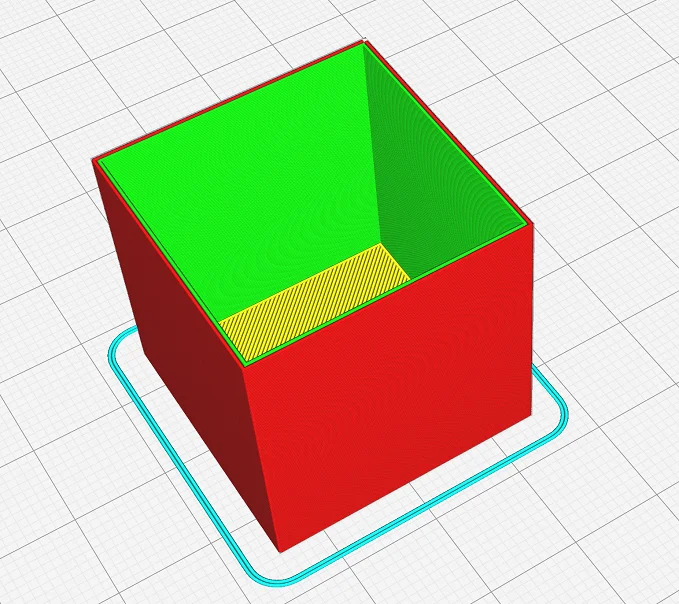
Schritt 2: Hohlen Test Würfel drucken
Als nächstes brauchst du ein Objekt mit dem du eine stabile Linie drucken kannst, um sie zu vermessen. Am besten ist dafür ein hohler Testwürfel geeignet (Link zum Modell). Diesen Würfel druckst du entweder im Vasenmodus oder mit einer bestimmten Anzahl von Wänden mit den geeigneten Temperaturen für das verwendete Filament.
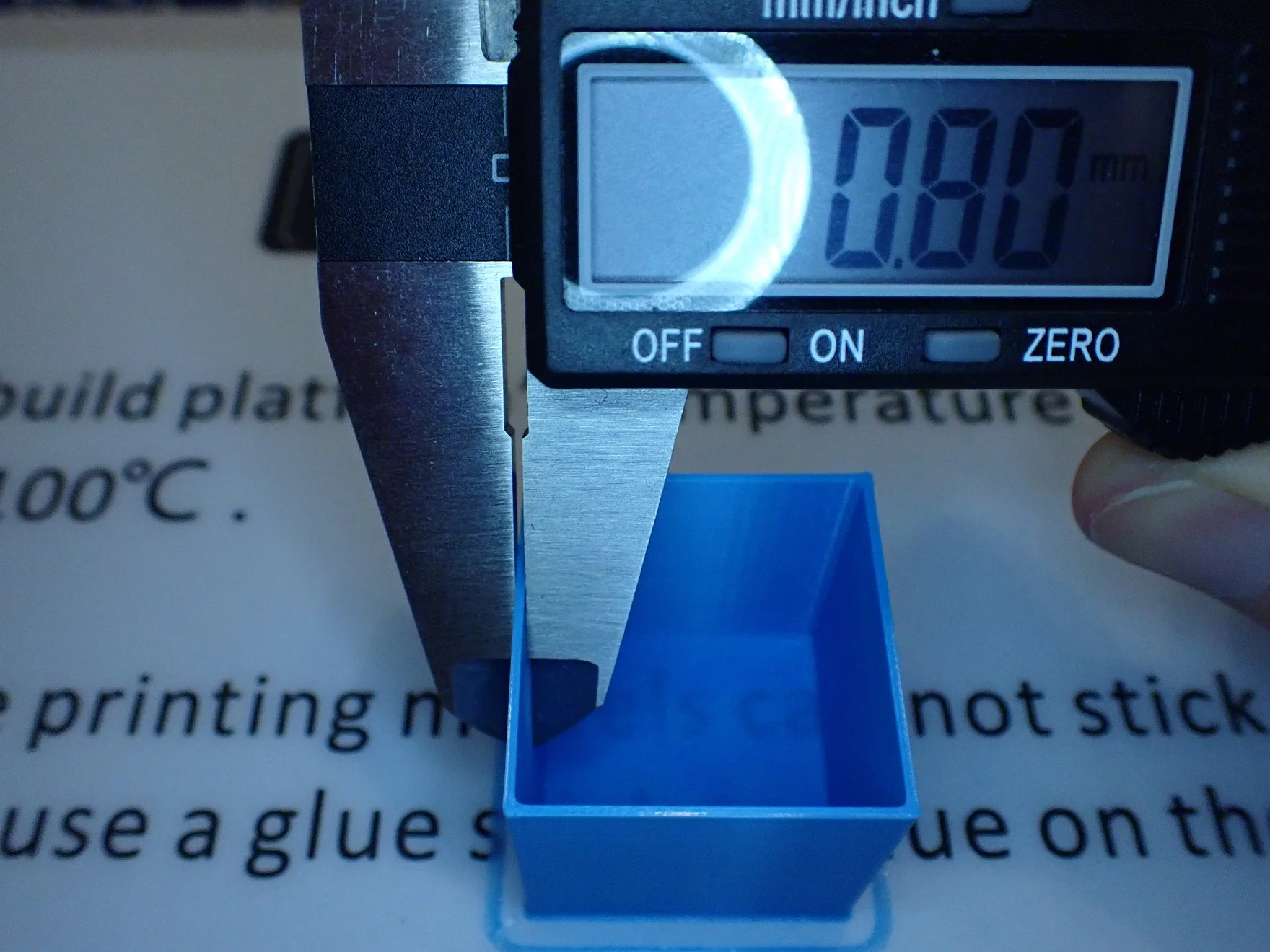
Schritt 3: Wandstärke messen
Als nächstes musst du die Wandstärke des Würfels an mehreren Stellen messen und daraus den Mittelwert ermitteln. Wenn du nur eine Wand gedruckt hast, ist dies direkt der Wert aus dem du Flussrate ermittelst. Wenn du mehrere Wände gedruckt hast, musst du den Wert durch die Anzahl der Wände teilen.
In diesem Beispiel habe ich zwei Wände mit einer Linienbreite von 0,4 mm gedruckt, was zu einer Wandstärke von 0,8 mm führte.
Schritt 4: Flussrate berechnen
Aus den ermittelten Werten lässt sich nun die Korrektur für die Flussrate ermitteln. Wenn du bei einer Flussrate von 100% und einer Linienbreite von 0,4 mm nur eine 0,3 mm dicke Wand erhältst, heißt das, dass die Flussrate um 25% zu niedrig ist. Wenn die Dicke Wand 0,44 mm statt 0,4 mm beträgt, ist die Flussrate um 10% zu hoch.
Den entsprechenden neuen Wert für die Flussrate (90 % im letzteren Beispiel) trägst du im Slicer für die Flussrate ein.
Schritt 5: Ergebnis prüfen
Wenn du alles richtig gemacht ist dieser Schritt der letzte. Hier druckst du den Würfel erneut und misst die Wandstärke erneut. Wenn die gemessene Wandstärke nun mit der eingegeben Linienbreite übereinstimmt, hast du die Flussrate korrekt kalibriert. Ansonsten musst du Schritt 4 und 5 wiederholen.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
