
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Mit Filament- und SLA-Druckern kannst du fast beliebig gestaltete Modelle einfach und unkompliziert selbst drucken. Der Nachteil dieser Drucktechniken ist jedoch, dass die einzelnen Druckschichten, die Layer am fertigen Druck mehr oder weniger gut sichtbar sind.
In diesem Ratgeber erfährst du, mit welchen Methoden du deine 3D-Drucke aus Filament und UV-Harz glätten und eine perfekte Oberfläche ohne sichtbare Layerschichten erreichen kannst.
Table of Contents:
Vorteile
Wenn du die Oberflächen deiner 3D-Drucke glättest, dann sehen sie nicht nur besser aus. Das Glätten hat, wenn du es von vornherein einplanst, noch mehrere Vorteile.
Bei Filament-Drucken kannst du Zeit sparen, wenn du große Modelle mit großen Flächen mit möglichst dicken Layern druckst. Die gegenüber feineren Layern deutlich sichtbaren dicken Layer egalisierst du durch das Glätten, sodass sie nachher nicht mehr zu sehen sind.
Darüber hinaus kannst du mit anderen, eher konservativen Parametern drucken und mehr Stützstrukturen vorsehen. Durch das nachträgliche Glätten wirst du die Ansatzpunkte dieser Strukturen nicht mehr sehen.
Ein weiterer Vorteil ist, dass du mit höheren Temperaturen arbeiten kannst und dadurch Filament-Staus vermeidest.
Eine Erhöhung der mechanischen Festigkeit ist je nach Glättmethode ebenfalls möglich.
Vorbereitung
Bevor du mit dem Glätten der Oberflächen deiner 3D-Drucker beginnst, solltest du deine Modelle sorgfältig vorbereiten. Eine sorgfältige Vorbereitung erleichtert dir das Glätten und die Ergebnisse werden sichtbar besser.
Der erste Schritt ist das Entfernen der Stützstrukturen. Hierfür verwendest du am besten ein sehr scharfes Skalpell oder bei Drucken aus UV-Harz eine feine scharfe Zange. Achte beim Abtrennen darauf, dass du nicht in die Oberfläche schneidest.
Besser ist es, die Stützstrukturen nicht zu nah abzuschneiden und ein wenig Material stehen zu lassen. Das überstehende Material kannst du im Nachgang abschleifen oder mit einer Feile entfernen.

Wenn du größere Modelle druckst, dann wirst du diese Modelle möglicherweise mehrteilig drucken müssen und die Einzelteile anschließend zusammenkleben. Bevor du zusammengeklebte Drucke glättest, solltest du unbedingt ausprobieren, ob sich die zum Glätten verwendeten Materialien mit dem Kleber vertragen.
Wenn sich die Materialien nicht vertragen, könne sich Risse und Blasen bilden. Am besten probierst du die Verträglichkeit aus. Dazu gibst du einen Tropfen Klebstoff auf ein Blatt Papier oder auf ein Stück Holz und lässt ihn trocknen. Wenn der Kleber getrocknet ist, kannst du ihn mit der von dir gewählten Farbe oder dem Kunststoffprimer besprühen.
Dann siehst du schnell, ob sich beide Materialien vertragen. Auf der anderen Seite ist es auch möglich, dass chemische Mittel, die du zum Glätten verwendest, den Kleber wieder anlösen und die Modelle auseinanderfallen. Auch das solltest du vorher einmal ausprobieren, bevor du deine Modelle glättest.
Dellen und andere größere gut sichtbare Fehler, die beim Druck entstehen, solltest du, bevor du das gesamte Modell glättest, auffüllen. Verwende hierzu unbedingt einen speziellen Kunststoffspachtel oder einen sogenannten 2K-Spachtel, der für Karosseriereparaturen verwendet wird. Dieser Spachtel haftet auf dem Kunststoff.
Mit diesem Sprühspachtel* habe ich schon sehr gute Erfahrungen gemacht.
Holzkitt oder Spachtelmassen für Gipskarton eignen sich nicht. Je nachdem, wie tief die Fehlstelle ist, solltest du mehrere dünne Lagen Spachtel auftragen, damit sich keine Risse bilden. Ziehe die letzte Schicht Spachtelmasse mit einem geeigneten Spachtel glatt, damit der Schleifaufwand möglichst gering ist.
Um den Aufwand beim Glätten von Modellen aus UV-Harz zu verringern, solltest du diese Drucke mit möglichst dünnen Layerschichten drucken.
Schleifpapier
Das Glätten von 3D-Drucken mit Schleifpapier ist günstig, aber auch zeitintensiv. Damit das Ergebnis so wird, wie du es dir vorstellst, solltest du beim Glätten deiner Drucke mit Schleifpapier verschiedene Punkte beachten. Sowohl Modelle aus Filament wie auch aus Harz kannst du mit Schleifpapier glätten. Diese Methode eignet sich für alle Druckmaterialien.
Die naheliegendste Lösung wäre es, die Oberflächen deiner Drucke mit einem nicht allzu groben Schleifpapier zu bearbeiten. Das Ergebnis wird dich jedoch mit Sicherheit nicht zufriedenstellen. Wenn du deine Drucke trocken schleifst, ist die Oberfläche nachher sehr rau und zeigt oft tiefe Riefen, die du mit viel Aufwand wieder entfernen musst. Wesentlich besser geeignet zum Glätten von 3D-Drucken ist Nassschleifpapier*.
Nassschleifpapier ist ein wasserfestes Schleifpapier. Beim Schleifen tauchst du das Schleifpapier während der Arbeit immer wieder in Wasser. Das Wasser spült die abgeschliffenen Kunststoffpartikel weg und verhindert gleichzeitig, dass sich die feinen Partikel im Schleifpapier festsetzen.
Festgesetzte Schleifpartikel sorgen einerseits dafür, dass die Schleifwirkung schnell nachlässt und sie erzeugen Riefen auf deinen Modellen. Ein weiterer Vorteil bei der Verwendung von Nassschleifpapier ist, dass das Wasser dein Modell während des Schleifens kühlt.
Selbst wenn du von Hand schleifst, entsteht schnell viel Wärme, durch die die Oberfläche deines Modells weich wird, schmelzen kann und verschmiert. Das Ergebnis ist sehr unschön. Zudem musst du bei der Arbeit mit Nassschleifpapier keine Atemschutzmaske tragen, da der Schleifstaub im Wasser gebunden wird.
Wenn du großflächige Drucke nass abschleifst, solltest du darauf achten, dass das Schleifpapier auch großflächig aufliegt. Bei ebenen Flächen kannst du das Schleifpapier um einen stabilen Klotz beispielsweise aus Kork legen. Durch eine große Auflagefläche verteilt sich der Druck beim Schleifen und das Ergebnis wird besser.
Generell solltest du immer in kreisförmigen Bewegungen schleifen. Wenn du nur hin und her oder vor und zurück schleifst, bilden sich schnell tiefe Riefen. Riefen kannst du durch kreisförmige Schleifbewegungen relativ leicht verhindern.
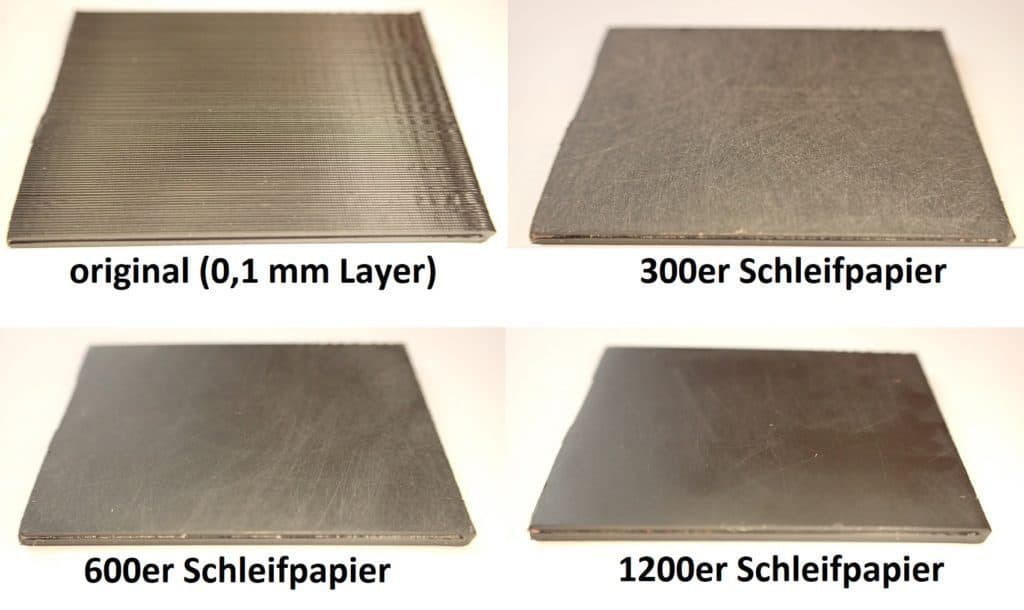
Beim Nassschleifen deiner Modelle beginnst du mit einem relativ groben Nassschleifpapier beispielsweise mit einer 200er Körnung. Wesentlich gröber sollte das Schleifpapier nicht sein. Beim zweiten Durchgang verwendest du ein feineres Schleifpapier mit einer 400er Körnung. Je nachdem, wie die Oberfläche deines Modells danach aussieht, hast du zwei Möglichkeiten.
Nach dem Abschleifen sind die Oberflächen glatt, aber durch die sehr feinen Riefen stumpf. Um die Oberflächen zum Glänzen zu bringen, kannst du feines Nassschleifpapier mit einer 2000er Körnung verwenden und die gesamte Oberfläche noch einmal abschleifen.
Je nach Ergebnis musst du zum Abschluss noch einmal mit einem sehr feinen 4000er Nassschleifpapier über die Oberflächen schleifen, um einen schönen Glanz zu erziehen.
Resin Schleifen
Wenn du Modelle aus einem SLA-Drucker mit Schleifpapier glätten willst, dann kannst du in der Regel mit feinem Schleifpapier beginnen. Die einzelnen Schichten sind bei SLA-Druckern wesentlich feiner und dementsprechend die Vertiefungen zwischen den Schichten kleiner.
Oft reicht es, das Modell einmal nass mit einem 400er Schleifpapier abzuschleifen und anschließend zu polieren, um eine sehr schöne Oberfläche zu erzielen. Auch dass UV-Harz ohne Zusätze wesentlich härter ist als die meisten Drucke aus Filament, kommt dir beim Glätten zugute. Der Abtrag geht wesentlich schneller.
Polierpaste
Eine Möglichkeit, eine glänzende Oberfläche zu erzielen, ist, dein Modell mit einer speziellen Polierpaste für Kunststoff* abschließend zu polieren.
Polierpasten enthalten sehr feine Schleifkörper, die im Prinzip nichts mehr von der Oberfläche abtragen. Polierpasten ziehen die restlichen sehr feinen Vertiefungen mit seitlich überstehendem Material zu. Sie verschmieren praktisch das Material zu einer Fläche.
Das Ergebnis ist eine sehr glatte und glänzende Oberfläche. Auch beim Polieren deiner Modelle solltest du nicht viel Druck ausüben. Verwende zum Polieren von Hand ein weiches Tuch beispielsweise aus Baumwolle. Mit einem Baumwolltuch kannst du die Polierpaste gleichmäßig mit Gefühl auftragen und die Oberflächen glätten.
Große Flächen an deinem Modell kannst du relativ schnell polieren, wenn du beispielsweise eine Polierscheibe für deine Bohrmaschine oder einen Akkuschrauber verwendest. Die Drehzahl sollte jedoch nicht sehr hoch sein, da auch beim Polieren mit einer Maschine Wärme entstehen kann.
Die Oberflächen von Resin Modellen kannst du wegen der höheren Härte der Materialien ebenfalls leichter polieren als die Oberflächen von Filamentdrucken. PLA, ABS und verschiedene andere Filamente sind wesentlich weicher als gehärtetes UV-Harz.
Feile
Vertiefungen, Kanten und kleine Durchbrüche an deinen Drucken wirst du mit einem unflexiblen Nassschleifpapier aber nicht erreichen und bearbeiten können. Für diese Bereiche deines Modells kannst du aber sogenannte Diamantfeilen* verwenden. Hierbei handelt es sich um kleine Feilen mit unterschiedlichen Formen.
Diamantfeilen erhältst du mit rundem, halbrundem, quadratischem, keilförmigem oder flachem Querschnitt. Diese Feilen sind mit Splittern von Industrie diamanten besetzt. Sie sind also nicht sehr teuer. Diamantfeilen kannst du zum Nassschleifen verwenden. Das Entstehen von Riefen kannst du weitestgehend vermeiden.
Für das Schleifen großer Modelle gibt es noch weitere Möglichkeiten wie du dir die Arbeit erleichtern kannst.
Nagelfeile für Resin
Die Flächen bei 3D-Drucken aus einem SLA-Drucker sind in der Regel nicht sehr groß. Schleifpapier oder ein Elektrowerkzeug sind zum Glätten für diese Drucke in der Regel zu grob und zu groß. Es gibt Nagelfeilen, die speziell für die Bearbeitung von Kunstnägeln entwickelt wurden.
Kunstnägel bestehen ebenfalls aus einem harten Kunststoff. Diese Feilen erhältst du in unterschiedlichen Körnungen. Die Handhabung ist sehr einfach und die meisten sind sogar wasserfest, sodass du mit ihnen Nassschleifen kannst.
Für ein perfektes Finish gibt es zudem spezielle Polierfeilen*. Diese sind entweder weiß oder rosa. Die Schleifflächen sind sehr fein und glatt. Mit diesen Feilen kannst du nach außen gewölbte Flächen und ebene Flächen nach dem Schleifen auf Hochglanz polieren. Du brauchst dazu keine Polierpaste.
Deltaschleifer
Einen Deltaschleifer* kannst du grundsätzlich zum Glätten von 3D-Drucken aus Filament und aus UV-Harz verwenden. Für Modelle mit großen Flächen ist diese Methode jedoch besser geeignet, als für kleine UV-Drucke. Dabei musst du beachten, dass ein Deltaschleifer sehr schnelle Schwingungen ausführt.
Du musst daher sehr vorsichtig und mit einem geringen Druck arbeiten. Der Vorteil ist jedoch, dass du durch die dreieckige Form der Schleiffläche auch Kanten und Ecken bearbeiten kannst, die du beim Schleifen von Hand nicht erreichst.
Es ist wegen der Kurzschlussgefahr nicht möglich, bei einem elektrisch betriebenen Deltaschleifer Nassschleifpapier zu verwenden.
Wenn du nass schleifen willst, dann brauchst du einen Druckluft-Deltaschleifer. Der Vorteil dieser Schleifgeräte ist, dass du über den Luftdruck die Schwingungszahl anpassen kannst. Zudem kannst du, da kein Elektromotor in der Nähe ist, auch Nassschleifpapier verwenden.
Handschleifer
Elektrische Handschleifer* kannst du nur bedingt zum Schleifen deiner 3D-Drucke verwenden. Die Mindestdrehzahl dieser Geräte ist für viele Kunststoffarten zu hoch.
Nutzen kannst du diese Geräte, wenn du relativ harte Materialien wie beispielsweise PETG oder Modelle aus UV-Harz durch Schleifen glätten willst. Durch die hohe Drehzahl erweicht die Kunststoffoberfläche von weichen Kunststoffen wie ABS schnell und verschmiert.
Der Vorteil dieser Geräte ist, dass du kleine Durchbrüche, Kanten und Vertiefungen mit einem passenden Schleifaufsatz bearbeiten kannst. Für das Polieren deiner Drucke eignen sich diese Geräte im Grunde sehr gut. Für Handschleifer gibt es kleine runde Polierscheiben aus Filz.
Die Drehzahl ist beim Polieren nicht so kritisch wie beim Schleifen. Entscheidend ist der Druck, mit dem du arbeitest. Wenn du einen Kompressor hast mit einer ausreichenden Luftleistung, dann kannst du auch einen druckluftbetriebene Handschleifer verwenden. Der Vorteil dieser Geräte ist wie bei Druckluft-Deltaschleifer, dass du die Drehzahl über den Luftdruck regulieren kannst.
Lackspray
Wenn du deine 3D-Drucke mit sehr dünnen Layerschichten erstellt hast, dann kannst du dir den Zwischenschritt mit einem Spritzspachtel oder einem Grundierungsspray ersparen. Feine Oberflächen kannst du direkt mit einem Lackspray* glätten und farbig gestalten.
Spraylack erhältst du in allen möglichen Farben als 1- und 2-Komponenten Lack im Baumarkt oder im Autozubehörhandel. Wichtig ist auch beim Glätten mit Lackspray, dass dein Druck fett- und staubfrei ist. Zum Entfetten kannst du auch bei dieser Methode Aceton verwenden. Die Oberfläche muss nach dem Entfetten jedoch vollkommen abtrocknen.
Im Übrigen unterscheidet sich diese Methode praktisch nicht vom Glätten mit Grundierungsspray oder Spritzspachtel. Die Spraydose musst du entsprechend den Vorgaben des Herstellers einige Zeit schütteln, damit sich alle Lackkomponenten gründlich vermischen. Erkennbar ist eine gute Durchmischung am lauten Klackern der Mischkugeln in der Dose.
Ebenso musst du beim Glätten mit Lackspray einen bestimmten Abstand zu deinem Druck einhalten, damit die Oberfläche glatt und gleichmäßig wird und sich keine Nasen bilden. Wie bei der Arbeit mit Spritzspachtel bewegst du den Sprühstrahl kontinuierlich über dein Objekt.
du beginnst mit dem Sprühen neben deinem Modell, sprühst darüber und beendest den Vorgang, wenn der Sprühstrahl wieder neben das Modell trifft. Der Effekt bei Lackspray ist der Gleiche wie bei einem Grundierungsspray. Durch die Oberflächenspannung des Lackes zieht sich dieser in den Rillen zwischen den Lack Schichten zusammen und füllt diese auf.
Je nachdem, ob du einen Mattlack oder einen glänzenden Lack verwendest, muss jede Lackschicht unterschiedlich lange trocknen, eh du eine zweite Schicht auftragen oder deinen Druck weiter bearbeiten kannst. Mattlack trocknet dabei deutlich schneller als ein glänzender Lack.
Bei den meisten Mattlacken musst du etwa drei bis vier Stunden warten, ehe du dein Modell beispielsweise abschleifen kannst. Bei einem Glanzlack dauert die Trocknungszeit nicht selten 24 Stunden.
Wenn du deine 3D-Drucke mit Spritzspachtel, Grundierungsspray oder Farbspray glättest, solltest du bedenken, dass sich der feine Sprühnebel von allen drei Sprays im ganzen Raum verteilt. Du solltest daher an einem Arbeitsblatt arbeiten, wo dies kein Problem ist oder rundherum alles mit einer Folie abdecken.
Dosenlack
Genauso gut wie mit einem Lackspray kannst du 3D-Drucke auch mit Lack aus der Dose* glätten. Den Doseninhalt musst du zunächst gut umrühren. Auch in der Dose setzen sich die verschiedenen Bestandteile des Lacks voneinander ab.
Die Lacke kannst du dann mit einem normalen Pinsel oder mit einem Schaumstoffpinsel auf deine Objekte auftragen. Auch bei Dosenlack gilt, dass matte Lacke wesentlich schneller trocken, als glänzende Lacke. Beachte immer die vom Hersteller vorgegebenen Trocknungszeit, bevor du dein Modell weiter bearbeitest.
Bei Dosenlacken musst du darauf achten, dass du keine verschiedenen Lacke verwendest, die sich möglicherweise nicht miteinander vertragen. Du kannst auf einen vollständig getrockneten Kunstharzlack einen Acryllack auftragen. Das ist kein Problem.
Umgekehrt wirst du wahrscheinlich jedoch Probleme bekommen, da der Kunstharzlack den Acryllack lösen kann. Wenn du immer die gleiche Lackart, also Acryllack oder Kunstharzlack verwendest, dann kannst du auch Lacke unterschiedliche Hersteller für ein und dasselbe Modell nutzen.
Empfehlenswert sind grundsätzlich wasserlösliche Acryllacke. Diese Lacke enthalten in der Regel keine Lösungsmittel und du kannst die Gerätschaften nach der Arbeit ganz einfach mit warmem Wasser reinigen. Für Kunstharzlacke brauchst du meist ein Lösungsmittel, um die Pinsel gründlich zu säubern.
Spritzspachtel
Spritzspachtel* erhältst du in Spraydosen. Spritzspachtel bildet nach dem Aufsprühen eine relativ dicke Schicht, die sich ideal zum Glätten von 3D-Drucken eignet. Insbesondere für größere Modelle aus Filament ist diese Methode empfehlenswert.
Spritzspachtel besteht aus mehreren Komponenten, die sich bei einer längeren Standzeit in der Dose voneinander trennen können. Daher ist es wichtig, dass du die Dose entsprechend den Vorgaben des Herstellers vor dem ersten Auftragen des Spachtels sehr gut schüttelst.
Je nachdem, wie fein oder wie grob die Oberfläche deiner Drucke strukturiert ist, reicht beim Spritzspachtel oftmals eine einzige Schicht. Wichtig ist, dass du die aufgetragene Schicht vollkommen durchhärten lässt. Wie lange das dauert, ist von Hersteller zu Hersteller unterschiedlich. Beachte auch hierbei die Herstellerangaben.
Ein Vorteil von Spritzspachtel ist, dass du die Oberflächen sehr leicht schleifen kannst. Auch das Schleifen mit Nassschleifpapier ist möglich. Mit Spritzspachtel geglättete Drucke musst du nicht lackieren, wenn du das nicht möchtest. Der Spachtel ist jedoch ein sehr guter Haftvermittler zwischen Lack und Modell. Eine anschließende Lackierung beispielsweise mit Lack aus der Spraydose haftet entsprechend gut.
Bevor du dein Modell mit Spritzspachtel glättest, musst du dafür sorgen, dass die Oberfläche fett- und staubfrei ist. Insbesondere darf kein Fett mehr auf der Oberfläche sein, damit der Spritzspachtel einwandfrei haften kann. Zum Entfetten kannst du Aceton verwenden. Ebenso einfach wie das Glätten mit Spritzspachtel ist das Glätten mit einem Grundierungsspray.
Grundierungsspray
Grundierungssprays* eignen sich sehr gut zum Glätten deiner Drucke aus Filament oder UV-Harz. Bekannte Hersteller sind ColorMatic, DupliColor oder 3M.
Wichtig ist, dass du ein Grundierungsspray kaufst, dass für Kunststoffe geeignet ist. Grundierungen für Metall oder Holz haften in der Regel nicht sehr gut auf Kunststoffoberflächen. Für Kunststoffe geeignete Sprays werden oft als Plastik Primer bezeichnet.
Beispielsweise der Presto Plastic Primer*. Dieses Spray wird im Karosseriebau für die Bearbeitung von Kunststoffstoßfängern und anderen Kunststoffteilen verwendet. Auch diese Materialien sind ein sehr guter Haftvermittler zwischen deinem 3D-Druck und einer abschließenden Lackschicht.
Falls möglich, solltest du darauf achten, dass du je nach Farbe deines Drucks ein anders farbiges Spray auswählst. Dann siehst du sehr gut, wo das Modell noch nicht perfekt geglättet ist. Viele dieser Sprays sind allerdings farblos.
Auch bei einem Grundierungsspray ist es wichtig, dass du die Dose vor dem Gebrauch entsprechend den Herstellervorgaben schüttelt. Oft sind zwei bis drei Minuten intensives Schütteln erforderlich, um alle Bestandteile des Sprays gründlich miteinander zu vermischen.
Bei der Arbeit mit diesen Grundierungen musst du darauf achten, dass der Druck frei von Staub und Fett ist. Sorge zudem für eine gute Belüftung deines Arbeitsplatzes. Ebenfalls wichtig ist der richtige Sprühabstand.
Der Abstand darf nicht zu klein sein, da sich sonst sogenannte Nasen bilden können, wenn die Grundierung zusammenläuft. Ist der Abstand zu groß, wird die Oberfläche relativ rau, da die feinen Partikel auf dem Weg von der Spraydose zum Druck bereits antrocknen. Ist dies der Fall, dann haftet das Spray auch nicht richtig. Etwa 20 bis 25 cm geben die meisten Hersteller als perfekten Abstand vor.
Wenn du die Grundierung aufträgst, solltest du die Spraydose oder dein Modell immer bewegen. Du solltest mit dem Spülvorgang auch nicht mitten auf dem Druck anfangen. Beginne immer neben dem Druck, sprühe mit gleichmäßiger Geschwindigkeit über den Druck und höre neben dem Modell wieder mit dem Sprühen auf. Das Ergebnis ist eine gleichmäßig eingesprühte Oberfläche.
Das Glätten mit Grundierungspray hat den Vorteil, dass diese Grundierungen sehr schnell trocknen. Meist reicht eine Trocknungszeit von 20 bis 30 Minuten, dann kannst du eine weitere Schicht auftragen. Wenn du dein Modell einmal Zwischenschleifen willst, solltest du etwas länger warten, damit die Grundierungsschicht vollkommen durchhärten kann.
Je nach Feinheit der Oberfläche deines Druckes reicht jedoch oft schon eine Schicht. Die flüssige Grundierung zieht sich aufgrund der Oberflächenspannung nach dem Auftreffen auf die Oberfläche in die Vertiefungen zwischen den Layerschichten zurück. Auf den Spitzen bleibt kaum Material zurück.
Dadurch füllen sich die Vertiefungen schneller und du siehst, wo du gegebenenfalls noch etwas schleifen musst. Es ist möglich, mit einem Grundierungspray deinen Druck so weit zu glätten, dass keine Layerschichten mehr zu sehen sind.
Du musst jedoch bedenken, dass durch die dann sehr dicke Grundierungschicht Feinheiten bei den Konturen verwischen und Kanten wesentlich runder werden. Besser ist es, nach ein bis zwei Schichten dein Modell zu schleifen und anschließend noch zu lackieren.
Epoxidharz
Das Glätten von 3D-Drucken mit Epoxidharz* ist ebenfalls relativ einfach. Mit dieser Methode kannst du perfekt glatte und glänzende Oberflächen erzielen. Für diese Methode brauchst du ein Epoxidharz, dass du beispielsweise in Baumärkten, in Bastelläden oder in Onlineshops kaufen kannst.
Bevor du deine Modelle mit Epoxidharz glättest, solltest du für deine eigene Sicherheit sorgen. Trage bei der Arbeit immer Handschuhe und eine Schutzbrille. Arbeite an einem gut belüfteten Ort. Insbesondere die Härter für diese Harze sind sehr gesundheitsschädlich.
Wenn du Harz und Härter gemischt hast, solltest du die Behälter sofort verschließen. Und du solltest diese Materialien immer für Kinder unzugänglich aufbewahren. Wenn du deinen Arbeitsplatz verlässt, solltest du die Behälter mit Harz und Härter entweder hoch genug stellen oder in einem Schrank einschließen, sodass Kinder sie nicht erreichen können.
Epoxidharz besteht aus dem Harz und einem speziellen Härter. Beide Komponenten musst du sehr genau im vom Hersteller vorgegebenen Verhältnis miteinander mischen. Bei einigen Harzen brauchst du dazu eine Feinwaage. Andere sind wiederum relativ unkompliziert.
Hier reicht es, die entsprechenden Mengen in Millilitern abzumessen. Zum Mischen der beiden Komponenten solltest du ein absolut sauberes Gefäß verwenden. Schmutz oder Staub, die du in das Harz einmischst, wirst du später auf der Oberfläche deiner Drucke sehen.
Das fertig angemischte Harz kannst du relativ einfach mit einem weichen Pinsel auftragen. Die Schichtdicken sind relativ groß, sodass feine Riefen sehr schnell verdeckt werden. Du solltest jedoch immer versuchen, möglichst dünne Schichten aufzutragen.
Je nach Viskosität des Epoxidharzes kannst du bei größeren Flächen auch einen Spachtel aus Kunststoff verwenden. Bevor du weitere Schichten aufträgst oder die Oberflächen schleifst, um sie zu lackieren, sollte jede Schicht vollkommen durchgehärtet sein.
Grundsätzlich solltest du beim Glätten mit Epoxidharz immer mit den feinen Details beginnen. Nutze einen entsprechend feinen Pinsel. Erst danach folgen die größeren Flächen. Ein Vorteil der Epoxidharzbeschichtung ist, dass deine Drucke etwas stabiler werden.
Empfehlenswert ist es, damit das Harz besser auf deinem Druck haftet, die Oberflächen vorher leicht anzuschleifen. Die Riefen verschwinden nach dem Harzauftrag und sind nicht mehr zu sehen. Ein Nachteil ist jedoch, dass beim Härten des Harzes Wärme entsteht.
Diese Wärmeentwicklung kann zum Teil so stark sein, dass das Modell weich wird. Das ist insbesondere bei feinen Strukturen oft der Fall. Wenn du merkst, dass dein Modell oder Teile deines Druckes beispielsweise dünne Arme oder sonstige dünne Teile weich werden, dann solltest du dein Modell drehen, bis dass das Harz anfängt fest zu werden.
Wenn du kleine Drucke mit Epoxidharz glätten willst, dann solltest du die Modelle auf einem Stiel befestigen, damit du sie in alle Richtungen drehen kannst, ohne sie selbst anfassen zu müssen. Du kannst beispielsweise einen Holzstab oder Stiel verwenden, und deinen Druck mit doppelseitigem Klebeband oder Bostik Blu-Tack Klebemasse daran befestigen. Wenn du fertig bist, kannst du dein Modell sehr leicht wieder abnehmen.
Anstelle von Epoxidharz kannst du auch Polyesterharz* verwenden. Polyesterharz härtet wie Epoxidharz glasklar aus und eignet sich zum Glätten deiner Drucke. Polyesterharz erhältst du ebenfalls in Bastelläden oder in Online-Shops.
Wenn du deine Drucke nach dem Glätten mit Epoxidharz noch lackieren möchtest, dann solltest du die Oberflächen fein anschleifen. Auf angeschliffenen Flächen haftet Farbe in jedem Fall besser. Wenn möglich, solltest du auch hierzu Nassschleifpapier verwendet, um tiefe Riefen zu vermeiden.
Ein feines Schleifpapier mit einer 400er oder 600er Körnung reicht vollkommen aus, um einen idealen Untergrund für eine Lackierung zu schaffen.
Wenn das Harz, das du verwendest, zu dünn ist und vom Modell abläuft, bevor es fest wird, dann kannst du praktisch jedes Epoxidharz mit einem sogenannten Thixotropiermittel dickflüssiger einstellen. Thixotropiermittel erhältst du in kleinen Mengen im Fachhandel. Das weiße Pulver mischst du einfach in der vorgegebenen Menge unter das Hartz und gibst dann den Härter dazu.
XTC-3D
Mittlerweile gibt es verschiedene spezielle Beschichtungsmittel für 3D-Drucke. Dabei handelt es sich in der Regel ebenfalls um Epoxidharz. Eines davon ist XTC-3D von Smooth On*. Der Hersteller gibt an, dass dieses Beschichtungsmittel speziell für das Glätten von 3D-Drucken entwickelt worden ist.
XTC-3D erhältst du im Set mit einer Flasche Harz, einer kleineren Flasche Härter sowie einem Mischbecher, einem Holzspatel und einem Schaumstoffpinsel. Wie bei Epoxidharz aus dem Bastelladen, musst du die beiden Komponenten Harz und Härter in vorgegebenen Verhältnis miteinander mischen.
Nach dem Mischen wird das Harz mit dem Schaumstoffpinsel oder einem anderen Pinsel auf deinen Druck aufgetragen. Die Verarbeitungszeit beträgt etwa 10 Minuten, bevor das Harz fest wird. Smooth On sagt, dass du XTC-3D für alle möglichen Materialien wie beispielsweise EPS, EPDM, ABS sowie auch für Holz, Karton oder Papier verwenden kannst.
Resin Pro 3D-Finish
Ein weiteres Spezialmittel zum Glätten von 3D-Drucken ist Resin Pro 3D-Finish. Auch hierbei handelt es sich um ein Harz, das mit einem härter vermischt werden muss und dann aushärtet. Auftragen kannst du diese Beschichtung mit einem einfachen Pinsel. Die Verarbeitungszeit beträgt ca. 20 Minuten bei 20 Grad Raumtemperatur.
Alle Epoxidharze, auch die Harze von XTC-3D und Resin Pro 3D-Finish, kannst du mit Pigmenten färben, die für Harze geeignet sind. Durch den Zusatz von Pigmenten kannst du die Farben variieren. Du musst jedoch bedenken, dass du praktisch nie vollkommen deckende Farben erreichen wirst. Der Epoxidharzauftrag ist auch mit Farbpigmenten fast immer noch etwas durchscheinend.
Nach dem Auftragen jeder Schicht, solltest du Pinsel oder Schaumstoffpinsel mit Aceton reinigen. Wenn du dir diese Arbeit ersparen möchtest, kannst du auch billige Pinsel als Einmal-Pinsel verwenden. Der Nachteil dieser in vielen Baumärkten erhältlichen preiswerten Pinsel ist jedoch, dass sich die Borsten schnell lösen und auf der Oberfläche deiner Drucke festsetzen.
Ein Nachteil der speziellen von verschiedenen Herstellern zum Glätten von 3D-Druckern angebotene Harze ist der hohe Preis. Für das gleiche Geld erhältst du im Bastelladen oder im Baumarkt wesentlich mehr ebenso gut verwendbares Epoxidharz.
Heißluftpistole
Das Glätten mit einer Heißluftpistole* eignet sich insbesondere für großflächige und massive Drucke. Bei kleinen und feinen Strukturen schmilzt der Kunststoff zu schnell, und der Druck wird zerstört. Taste dich bei dieser Methode langsam an die optimale Temperatur und den richtigen Abstand heran.
Beginne beispielsweise mit einer Heizleistung von zunächst 300 Grad. Bewege die Heißluftpistole immer über dein Modell und halte den heißen Luftstrahl nicht lange auf eine Stelle. Sobald du siehst, dass der Kunststoff weich wird, solltest du keine weitere Hitze zuführen. Beobachte zunächst, was passiert.
Beim Glätten mit einer Heißluftpistole solltest du deine Modelle nicht in der Hand halten. Stelle sie auf eine geeignete Unterlage. Auch solltest du einen frisch geglätteten Druck nicht mit den Fingern berühren. Erstens ist das Modell noch sehr heiß und du hinterlässt dann Fingerabdrücke.
Feuer
Viele größere Kunststoffgegenstände, die beispielsweise im Rotationsguss hergestellt werden, werden beim Hersteller mit offenen Flammen geglättet. Diese Methode erfordert ebenso wie das Glätten mit einer Heißluftpistole ein wenig Fingerspitzengefühl und Erfahrung.
Eine Flambierbrenner* kannst du zum Glätten von kleineren Modellen verwenden. Die heiße Flamme erhitzt die Oberfläche sehr schnell, sodass du noch vorsichtiger vorgehen solltest als bei einer Heißluftpistole. Kleine und feine Strukturen schmelzen sehr schnell dahin.
Ein Flambierbrenner hat gegenüber einer mit Gaskartusche betriebenen Lötlampe den Vorteil, dass du nicht immer eine separate Zündquelle benötigst, um die Flamme zu entzünden.
Sandstrahlen
Sandstrahlen kannst du unter bestimmten Voraussetzungen auch zum Glätten deiner Modelle einsetzen. Das Strahlmittel muss wegen der weichen Kunststoffmaterialien jedoch relativ hart sein. Am besten eignen sich Aluminiumoxid oder Siliziumoxid als Strahlmittel.
Bei gröberen Oberflächen wirst du mit dieser Methode jedoch kein befriedigendes Ergebnis erzielen. Oberflächen von SLA-Drucken sind dagegen deutlich feiner. Bei UV-Harz Drucken kannst du das Sandstrahlen beispielsweise zum Anrauen der Oberflächen für eine nachfolgende Lackierung einsetzen. Je nachdem wie fein du die Oberflächen sandstrahlst, kannst du damit auch eine sehr ansehnliche, gleichmäßig mattierte Oberfläche erzeugen, die keine weitere Nachbearbeitung benötigt.
Chemie
Neben den Methoden, deine 3D-Drucke durch Schleifen, mit Farbe oder Epoxidharz zu glätten, gibt es noch die Möglichkeit des chemischen Glättens. Bei dieser Methode kommen je nach Material verschiedene Lösungsmittel zum Einsatz. Das bekannteste Verfahren in dieser Kategorie ist das Glätten von 3D-Drucken aus ABS mit Aceton.
Aceton
Das Glätten von 3D-Drucken aus ABS Filament mit Aceton* ist sehr effektiv und liefert gute Ergebnisse. Bevor du diese Methode anwendest, solltest du ein paar Sicherheitsvorkehrungen treffen.
Du solltest vor allen Dingen den direkten Kontakt mit diesem Lösungsmittel und das Einatmen der schon bei Raumtemperatur entstehenden Dämpfe vermeiden. Das heißt, du solltest bei Arbeit mit Aceton immer Handschuhe, eine Schutzbrille und optimalerweise eine geeignete Atemschutzmaske tragen.
Sorge dafür, dass der Arbeitsplatz gut belüftet ist. Das Lösungsmittel kann über die Haut in deinen Körper gelangen. Insbesondere sind jedoch die Dämpfe gesundheitsschädlich. Sie können Atembeschwerden und Schwindel verursachen und bis zur Bewusstlosigkeit führen.
Aceton erhältst du in jedem Baumarkt. Das Lösungsmittel ist relativ preiswert. Die farblose Chemikalie wird zum Entfetten von Malern und Lackieren verwendet eingesetzt. Auch in Nagellackentferner ist oft Aceton enthalten.
Zudem hat Aceton die Eigenschaft, bestimmte Kunststoffe wie ABS und ASA zu lösen. Du kannst diese Materialien daher auch mit Aceton verkleben.
Beide Materialien lassen sich mit Aceton sehr gut glätten. Für ein gutes Ergebnis ist die richtige Anwendung entscheidend.
Wie bei anderen Lösungsmitteln auch, hast du verschiedene Möglichkeiten, um mit Aceton deine Modelle zu glätten. Die am häufigsten verwendete und einfachste Methode ist das Glätten mit Acetondämpfen.
Theoretisch kann das Glätten durch einen Auftrag mit einem Pinsel oder das Eintauchen des Modells in Aceton durchgeführt werden. Die Ergebnisse sind jedoch meist nicht zufriedenstellend. Insbesondere ist das Eintauchen in Aceton bei hohlen Modellen nicht empfehlenswert.
Wenn das Lösungsmittel in das Modell hineinlauft, kann dies zu einer starken Beschädigung des Druckes führen. Ein weiteres Problem ist die jedoch die Einwirkzeit. Da das Lösungsmittel beim Eintauchen massiv mit der Oberfläche in Kontakt kommt, löst es den Kunststoff sehr schnell.
Dein Modell ist dann mit hoher Wahrscheinlichkeit ruiniert. Zum Glätten mit Acetondämpfen brauchst du im Prinzip nur drei Teile, um eine geeignete Apparatur selbst herzustellen. Du brauchst ein großes Glas, in das dein Modell hinpasst. Beispielsweise ein Konservenglas oder eine Glasglocke aus dem Laborbedarf handelt.
Dazu benötigst du noch einen Porzellanteller und einen saugfähigen Stoff, beispielsweise einen Baumwollstoff oder Küchenpapier.
Behälter aus Kunststoff eignen sich oft nicht, da Aceton sehr viele Kunststoffe schnell angreift und auflöst. Auch kannst du durch ein Glas besser den Fortschritt beobachten und den Druck rechtzeitig wieder herausnehmen. Einen Behälter aus PP (Polypropylen) kannst du auch verwenden. PP ist beständig gegenüber Aceton, allerdings nicht voll transparent.
Um dein Modell mit Aceton zu glätten, legst du das Tuch auf den Teller und stellst dein Modell auf einem Sockel beispielsweise aus Edelstahl oder Aluminium auf das Tuch. Der Sockel ist wichtig, damit dein Modell nicht direkt mit dem Aceton in Berührung kommt.
Mit dem Sockel kannst du das Modell nach dem Glätten auch an eine andere Stelle zum Ablüften platzieren, ohne das Modell berühren zu müssen. Wenn du deinen Druck richtig platziert hast, tränkst du das Tuch mit Aceton und stülpst das Glas darüber.
Durch das Glas kannst du den Glättungsfortschritt beobachten. Je nach Größe und Form deines Druckes musst du mit einer Einwirkzeit von etwa 15 bis 20 Minuten rechnen. Stelle dir am besten den Timer deines Smartphones oder eine Eieruhr auf die entsprechende Zeit.
Sobald das Modell die von dir gewünschte Oberflächenqualität erreicht hat, hebst du das Glas ab und nimmst das Modell mit Sockel vom Teller. Du solltest das Modell nicht mit den Fingern berühren, da die Oberfläche zunächst wieder härten musst.
Wenn du das Modell direkt mit den Fingern berührst, wirst du Fingerabdrücke sehen können. Stelle den Teller mit dem Tuch und deinem Druck an einen gut belüfteten Ort, damit das Aceton verdampfen kann. Es dauert bis zu mehreren Stunden, ehe das Modell wieder trocken ist.
Eine weitere Methode zum Glänzen mit Aceton ist die Verwendung einer Kunststoffbox oder eines Edelstahltopfes. Hierzu kannst du eine Box aus PP, wie du sie oft für wenig Geld im Supermarkt oder in 1-Euro-Läden findest, verwenden.
Die Box oder der Topf sollten hoch genug sein, damit das Modell auf einem Sockel stehend hineinpasst und du den Deckel auflegen kannst. Stelle das Modell in die Box, gieße bis zu einer Höhe von 2 bis 3 mm Aceton hinein und legen den Deckel lose auf.
Für diese Methode brauchst du jedoch etwas Erfahrung, um nicht alle 30 Sekunden den Deckel abheben zu müssen, damit du siehst, wie weit die Glättung vorangeschritten ist. Wenn das Modell glatt ist, kannst du es mit Sockel herausnehmen und an einem gut belüfteten Platz trocknen lassen. Du solltest die Box nicht zu groß wählen, damit du nicht zu viel Aceton verbrauchst.
Warmes Aceton
Die gerade beschriebene Methode, einen 3D-Druck aus ABS mit Aceton zu glätten, wird auch als Kaltglätten bezeichnet. Eine Möglichkeit, den Prozess zu beschleunigen, ist die Verwendung von warmem Aceton.
Das Aceton solltest du aber auf keinen Fall auf der Herdplatte erhitzen. Da beim Erwärmen die Dampfbildung deutlich stärker ist, solltest du auf eine gute Belüftung achten. Zum Erhitzen des Acetons kannst du beispielsweise das beheizte Druckbett deines 3D-Druckers verwenden.
Nimm eine widerstandsfähige Kunststoffschlüssel oder einen dünnwandigen Kochtopf. Stelle den Behälter auf das Druckbett stelle deinen Druck auf einem Sockel hinein. Dann füllst du 2 bis 3 mm hoch Aceton in den Behälter und schaltest die Heizung ein.
Die Temperatur sollte nicht mehr als 70 bis 80 Grad betragen. Dann legst du den Deckel auf den Behälter. Den Deckel darfst du auf keinen Fall dicht schließen, da sonst der Druck im Behälter stark ansteigen kann. Die Einwirkzeit ist bei warmem Aceton deutlich kürzer. Spätestens nach fünf bis zehn Minuten solltest du nachsehen, wie weit das Modell geglättet ist.
Isopropanol
3D Drucke aus PVB und einem speziellen PLA Filament von PolyMaker* kannst du mit Isopropanol*, also mit Alkohol glätten. Deine Drucke aus PVB kannst du wie beim Glätten mit Aceton in einen Behälter stellen und den Alkoholdampf einwirken lassen.
Dies kann jedoch bis zum mehrere Stunden dauern. Etwas beschleunigen lässt sich dieser Prozess, wenn du den Alkohol mit einem Pinsel aufträgst oder deinen Druck kurz in den Alkohol eintauchst. Es ist jedoch etwas Fingerspitzengefühl und Erfahrung erforderlich, um mit dieser Methode ein optimales Ergebnis zu erzielen.
Das Polysmooth PLA von PolyMaker* kannst du ebenfalls mit Alkohol glätten. Für diesen Zweck hat PolyMaker ein spezielles Gerät, den sogenannten Polysher* entwickelt. Der Polysher ist mit einer Größe von etwa 230 x 300 x 370 mm groß genug für kleine und mittelgroße 3D-Drucke.
Das Gerät besteht aus einer Basis, in der der Alkohol verdampft wird, und einer durchsichtigen Abdeckhaube. Zum Glätten stellst du das Modell in das Gerät hinein, füllst den Alkohol in die Basis und setzt die Haube auf. Der Alkohol wird nach dem Einschalten verdampft.
Der Alkoholdampf legt sich auf das Modell, sodass der Kunststoffoberfläche gelöst und geglättet wird. Wie auch beim Glätten mit Aceton ist die Oberfläche deiner Modelle nach dem Bad im Alkoholdampf noch längere Zeit sehr klebrig. Leider funktioniert diese Methode wohl nur mit 3D-Drucken aus Polysmooth PLA und PVB.
Andere Lösungsmittel
Neben Aceton und Alkohol gibt es noch verschiedene andere Chemikalien, mit denen du 3D-Drucke aus bestimmten Materialien glätten kannst. Dabei handelt es sich ebenfalls um Lösungsmittel und Laugen. Beispielsweise NaOH (Natriumhydroxid). Dichlormethan, Chloroform oder d-Limonene. 3D-Drucker aus PETG oder HIPS kannst du mit diesen Mitteln chemisch glätten.
Diese Chemikalien sind jedoch sehr aggressiv, gesundheitsgefährdend und für den Hausgebrauch nicht empfehlenswert. Hinzu kommt, dass du diese Chemikalien nicht ohne Weiteres kaufen kannst. Du musst dem Händler oder dem Hersteller in der Regel nachweisen, dass du mit diesen Mitteln sachgerecht umgehen kannst.
Verwandte Fragen
Kann ich 3D-Drucke aus ABS mit Isopropanol glätten?
Das Glätten von 3D-Drucken aus ABS ist mit Isopropanol nicht möglich. ABS ist auch gegen reines Isopropanol beständig. ABS kannst du mit Acetondämpfen oder durch Schleifen und einen Farbauftrag glätten.
Kann ich Epoxidharz zum Glätten von 3D-Drucken einfärben?
Epoxidharz kannst du mit handelsüblichen künstlichen und natürlichen Farbpigmenten oder Metalleffekt-Pulvern aus dem Künstlerbedarf-Fachhandel oder einem Bastelladen einfärben. Wichtig ist, dass die Pigmente trocken sind.
Kann ich 3D-Modelle aus UV-Harz mit Aceton glätten?
Gehärtetes UV-Harz ist beständig gegen Aceton und andere Chemikalien. Das Glätten mit Aceton funktioniert daher bei diesen 3D-Drucken nicht. Die beste Methode zum Glätten von Resin-Drucken ist das Abschleifen oder Lackieren.
Fazit
Es gibt verschiedene Methoden, mit denen du deine 3D-Modelle glätten kannst. Mit Schleifen, Spritzspachtel oder Farbe glatte Oberflächen zu erzielen ist bei praktisch allen Materialien möglich und nicht sehr schwer.
Wenn du 3D-Drucke aus ASA oder ABS mit Aceton glätten willst, dann solltest du dies nur tun, wenn du die entsprechenden Sicherheitsvorkehrungen getroffen hast. Alles in allem ist das Glätten von 3D-Drucken keine Hexerei. Je mehr Routine und Erfahrung du mit der Zeit erwirbst, umso besser werden die Ergebnisse sein.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
