
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Easythreed K7 3D-Drucker liefert nicht sofort nach dem Auspacken eine gute Druckqualität. Dennoch kann er mit Cura als Slicer verwendet und so eingestellt werden, dass er eine Druckqualität erreicht, die mit der von teureren 3D-Druckern vergleichbar ist.
Um eine gute Druckqualität zu erreichen, müssen die Einstellungen des Slicers sorgfältig angepasst und kalibriert werden. Ich habe jede Einstellung genauestens kalibriert, um eine gute Druckqualität zu erreichen, mit der du zufrieden sein kannst.
In diesem Artikel findest du einen detaillierten Guide, welche Einstellungen passen und dir zeigt, wie du sie für dein Filament optimierst.
Wenn du genauere Informationen darüber suchst, wie du diese Slicer-Einstellungen kalibrierst, findest du in diesem Beitrag eine umfassende Kalibrierungsanleitung. Wenn du noch tiefer in die Welt des 3D-Drucks eintauchen willst, solltest du dir meinen 3D-Druckkurs ansehen. Dort erfährst du alles, was du brauchst, um jedes Mal perfekte Drucke zu erhalten!
Table of Contents:
So erstellst du ein Profil für den Easythreed K7 in Cura
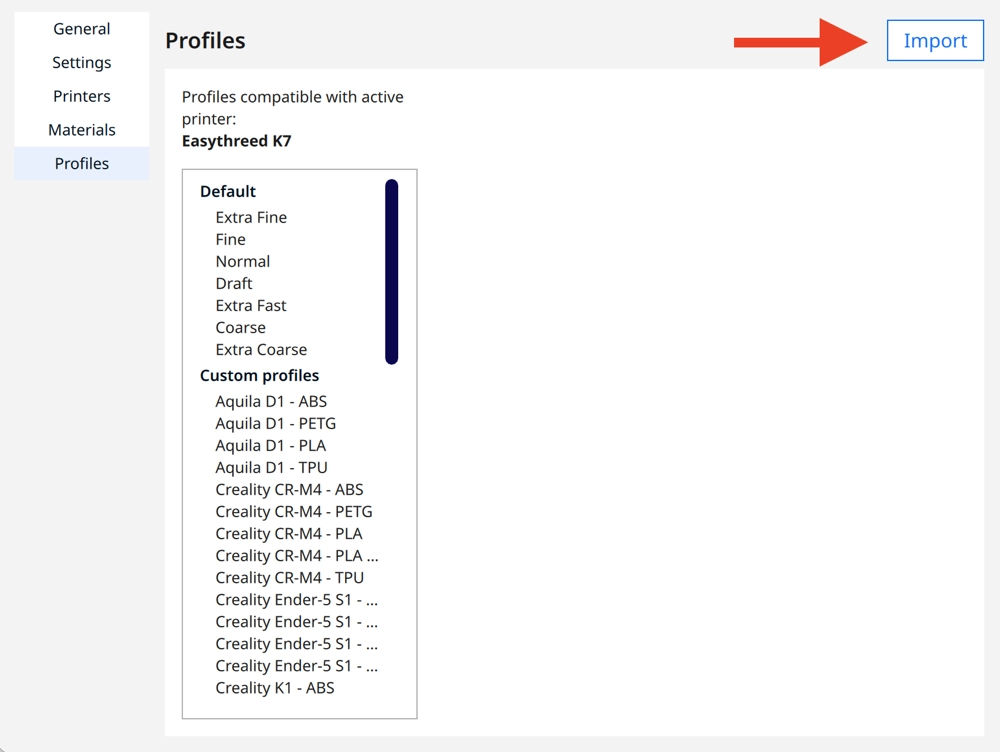
Du wirst feststellen, dass sich auf der TF-Karte ein vorgefertigtes Cura-Druckeinstellungsprofil befindet. Dieses dient als Ausgangspunkt und bietet erste Richtlinien für deine Anpassungen.
Bevor du dieses vorgefertigte Profil importierst, musst du jedoch zunächst ein neues leeres Druckerprofil mit den Maschineneinstellungen hinzufügen. Dieser Vorgang ist sehr wichtig, da hier wichtige Einstellungen wie das Bauvolumen festgelegt werden.
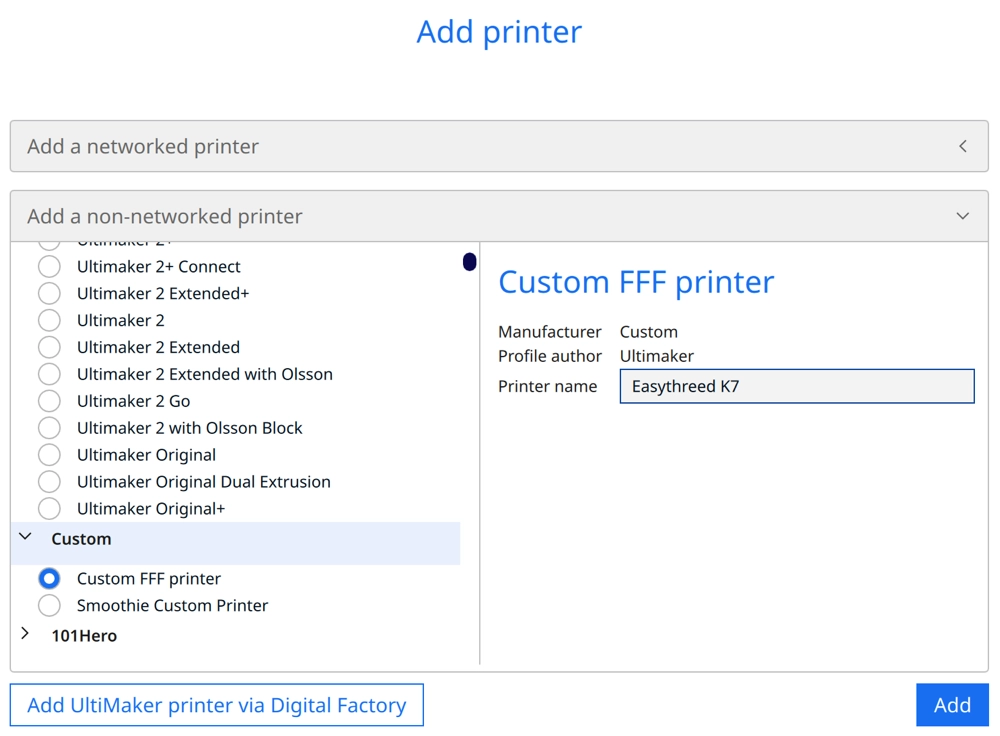
Um einen 3D-Drucker in Cura hinzuzufügen, befolge diese Anweisungen. Zuerst klickst du auf „Einstellungen“, die du normalerweise in der oberen Symbolleiste der Software findest. Wähle dann aus dem Dropdown-Menü „Drucker“. Unter dieser Option findest du die Option „Drucker hinzufügen“. Klicke darauf.
Danach hast du zwei Optionen: „Netzwerkdrucker“ oder „Nicht-vernetzter Drucker“. Entscheide dich für den „nicht vernetzten Drucker“. Wähle dann „Custom“ und schließlich „Custom FFF-printer“.
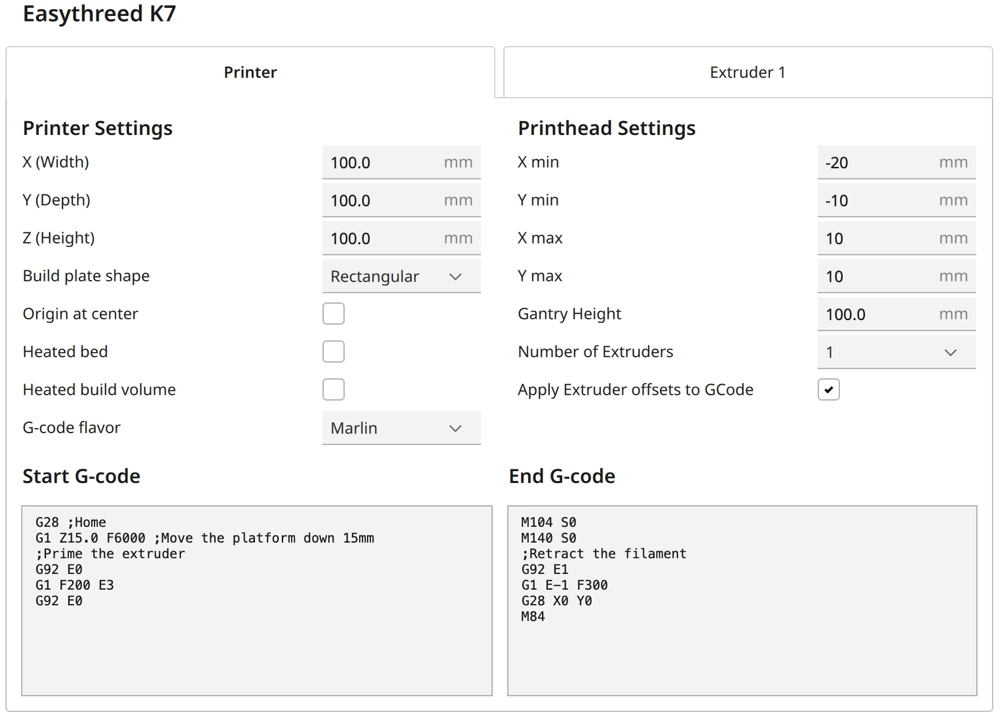
In den „Maschineneinstellungen“ von Cura findest du Optionen, um die Parameter deines 3D-Druckers festzulegen. Dazu gehören die Festlegung des Bauvolumens (Breite, Tiefe und Höhe), die Form des Druckbetts und die Eingabe der Anzahl der Extruder.
In diesem Abschnitt kannst du auch die Einstellungen für die Nozzle und das Heizbett ändern. Denke daran, dass es wichtig ist, diese Angaben genau einzugeben.
Wenn das Druckerprofil erfolgreich erstellt wurde, besteht der nächste wichtige Schritt darin, die Druckeinstellungen von der TF-Karte zu importieren.
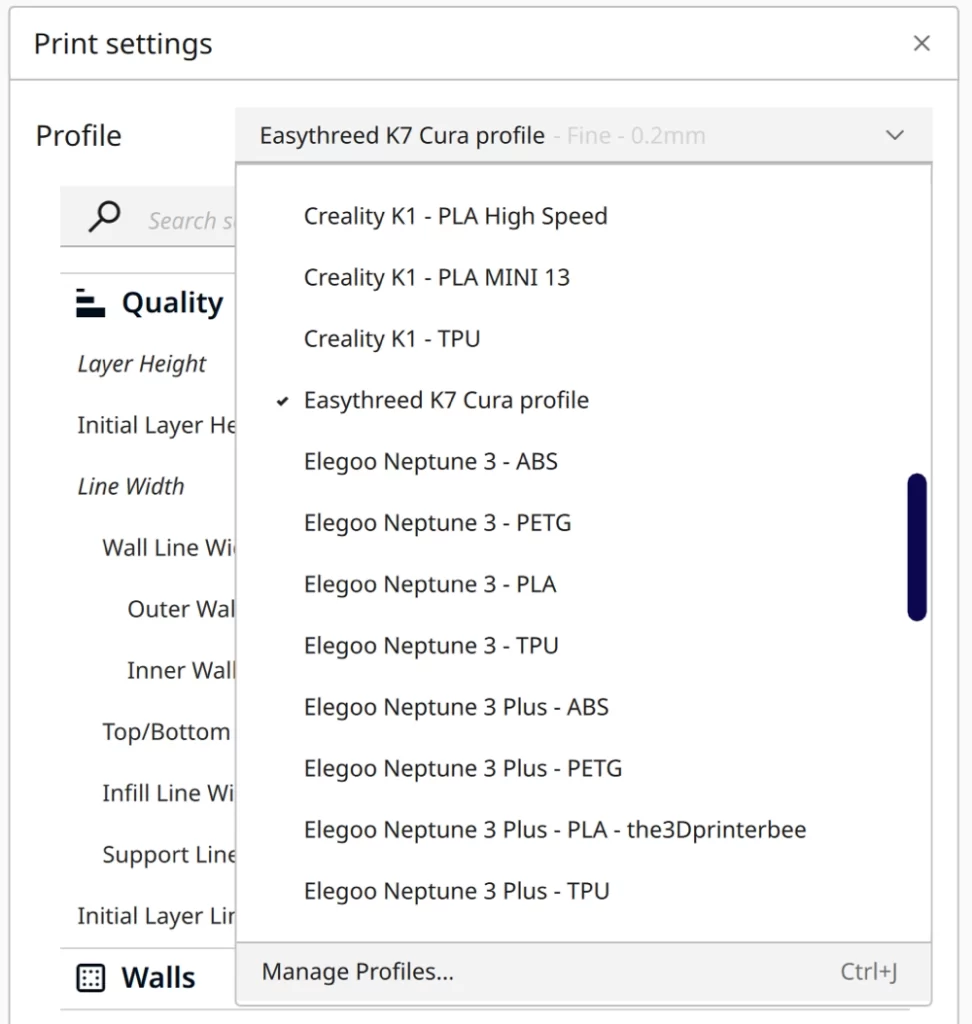
Die Druckeinstellungen im Druckprofil sind ein guter Anfang, müssen aber eventuell noch angepasst werden, um die gewünschte Druckqualität zu erreichen.
Dazu gehören Einstellungen wie Schichthöhe, Fülldichte und -muster, Stützstruktur, Retraction-Distanz und -Geschwindigkeit, Drucktemperatur und Kühloptionen.
Im weiteren Verlauf dieses Artikels zeige ich dir, welche Parameter effektiver sind als die vorgegebenen und wie du sie für eine bessere Druckqualität weiter kalibrieren kannst.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
Beste Cura-Einstellungen für den Easythreed K7
Drucktemperatur
Die beste Drucktemperatur für PLA mit dem Easythreed K7 liegt bei 200 bis 210 °C.
Die Beibehaltung der richtigen Drucktemperatur ist für hochwertige 3D-Drucke unerlässlich. Wenn die Temperatur zu hoch eingestellt ist, d.h. über 210 °C, kann es zu Problemen wie Stringing kommen. Das passiert, weil der Kunststoff zu flüssig wird und aus der Nozzle tropft.
Wenn die Temperatur dagegen zu niedrig eingestellt ist (unter 200 °C), kann es zu Lücken und einer generell schwachen Schichthaftung kommen. Der Kunststoff schmilzt nicht genug, um richtig an der vorherigen Schicht zu haften, was zu einem zerbrechlichen, unbrauchbaren Modell führt. Diese Temperaturrichtlinien gelten speziell für das Drucken mit PLA mit dem Easythreed K7.
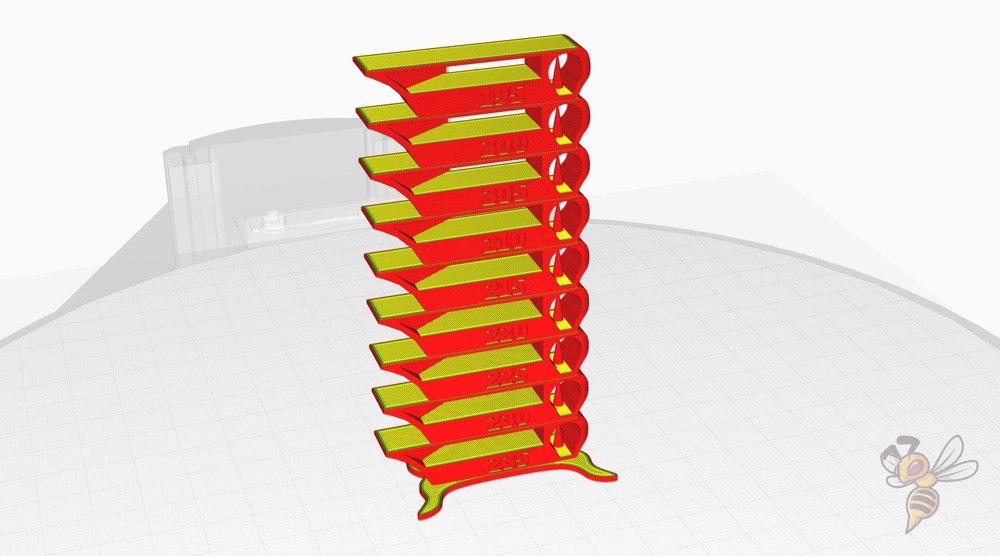
Um die Drucktemperatur für den Easythreed K7 oder jeden anderen FDM 3D-Drucker zu kalibrieren, ist ein Temperaturturm ein praktisches Hilfsmittel. Einfach ausgedrückt, ist ein Temperaturturm ein 3D-Modell, das speziell dafür entwickelt wurde, die optimale Drucktemperatur für dein spezielles Filament zu testen.
Um zu beginnen, suche online nach einem Temperaturturm-Modell und lade es herunter – viele Varianten sind kostenlos erhältlich. Importiere dieses Modell in deine Slicing-Software. Der Turm hat normalerweise verschiedene Abschnitte, die bei unterschiedlichen Temperaturen gedruckt werden sollen.
Passe die Einstellungen in deiner Slicing-Software an, um die Temperatur für jeden Abschnitt des Turms zu ändern. Dazu fügst du Temperaturänderungsbefehle (in der Regel in Form von G-Code oder einem Skript) in den Höhen ein, die den einzelnen Testsegmenten des Turms entsprechen. Du könntest z. B. mit 230 °C an der Basis beginnen und alle paar Schichten um 5 °C abnehmen, wenn du den Turm nach oben gehst.
Nach dem Slicen druckst du den Temperaturturm. Während des Drucks wird jedes Segment mit einer anderen Temperatur gedruckt, sodass du die Auswirkungen der Temperatur auf die Druckqualität sehen kannst.
Wenn der Druck abgeschlossen ist, schau dir den Turm genau an. Du suchst nach dem Abschnitt mit der besten Kombination aus Details, Überhängen und minimalem Stringing. Die für diesen Abschnitt verwendete Temperatur ist wahrscheinlich die optimale Drucktemperatur für dieses spezielle Filament.
Denk daran, dass die optimale Temperatur je nach Filamentmarke oder -farbe variieren kann. Deshalb solltest du diesen Vorgang für jede neue PLA-Marke, die du verwendest, wiederholen.
Druckgeschwindigkeit
Die beste Druckgeschwindigkeit für das Easythreed K7 in Cura liegt bei 20 bis 30 mm/s.
Wenn ich die Druckgeschwindigkeit des Easythreed K7 auf 40 mm/s erhöht habe, kam es zu auffälligen Ringeln und Geisterbildern auf dem Druck.
Als ich jedoch die Geschwindigkeit auf 20 mm/s reduzierte, verbesserte sich die Qualität dramatisch. Die Ringing- und Ghosting-Probleme gingen deutlich zurück, was zu einem viel saubereren und präziseren Druck führte. Daher empfehle ich für optimale Ergebnisse eine Druckgeschwindigkeit von 20 mm/s, max. 30 mm/s.
Schichthöhe
Die besten Schichthöhen für den Easythreed K7 in Cura:
- Dekorative Objekte: 0,1 mm
- Standard: 0,2 mm
- Grobe, schnelle Drucke: 0,3 mm und höher
Die Schichthöhe, die du wählst, hängt stark von der Nozzle-Größe deines 3D-Druckers ab. Für den Easythreed K7 wird eine 0,4 mm Nozzle verwendet. Diese Düsengröße ist recht standardmäßig und vielseitig und ermöglicht eine große Bandbreite an Schichthöhen.
Mit einer 0,4-mm-Nozzle eignet sich eine Schichthöhe von 0,1 mm hervorragend für dekorative Objekte, die eine hohe Detailgenauigkeit und glatte Oberflächen aufweisen. Eine Schichthöhe von 0,2 mm ist die Standardwahl für den normalen Druck, die ein Gleichgewicht zwischen Qualität und Druckgeschwindigkeit schafft. Für grobe, schnelle Drucke kannst du dich für eine Schichthöhe von 0,3 mm oder mehr entscheiden.
Bedenke aber, dass größere Schichthöhen zwar schneller drucken, aber auch weniger Details und eine rauere Oberfläche zur Folge haben. Berücksichtige bei der Wahl deiner Schichthöhe immer den Zweck deines Drucks.
Flussrate
Die beste Flussrate für den Easythreed K7 in Cura:
- Standardwert: 100%
- Für Über-Extrusion: 90% bis 99%
- Für Unter-Extrusion: 101% bis 110%
Die Flussrate ist eine wichtige Einstellung, um die Menge an Filament zu steuern, die dein 3D-Drucker verbraucht. Der Standardwert für den Easythreed K7 ist auf 100% eingestellt. Je nach Filament und Druckqualität musst du diesen Wert jedoch möglicherweise anpassen.
Wenn zu viel Filament durch die Nozzle gepresst wird, kann dies zu Blobbing und Stringing führen. Um dies zu verhindern, solltest du die Flussrate auf 90 % bis 99 % reduzieren.
Wenn zu wenig Filament durch die Nozzle gepresst wird, kann das zu schwachen, brüchigen Drucken mit Lücken in den Schichten führen. Eine Erhöhung der Flussrate auf 101% bis 110% kann in diesen Fällen helfen.
Nachdem du die Drucktemperatur und den Retraction kalibriert hast, solltest du erst dann in Erwägung ziehen, die Flussrate anzupassen. Denke daran, dass du die Flussrate nicht direkt anpassen solltest. Die korrekte Kalibrierung der Drucktemperatur und der Retraction-Einstellungen sollte immer an erster Stelle stehen.
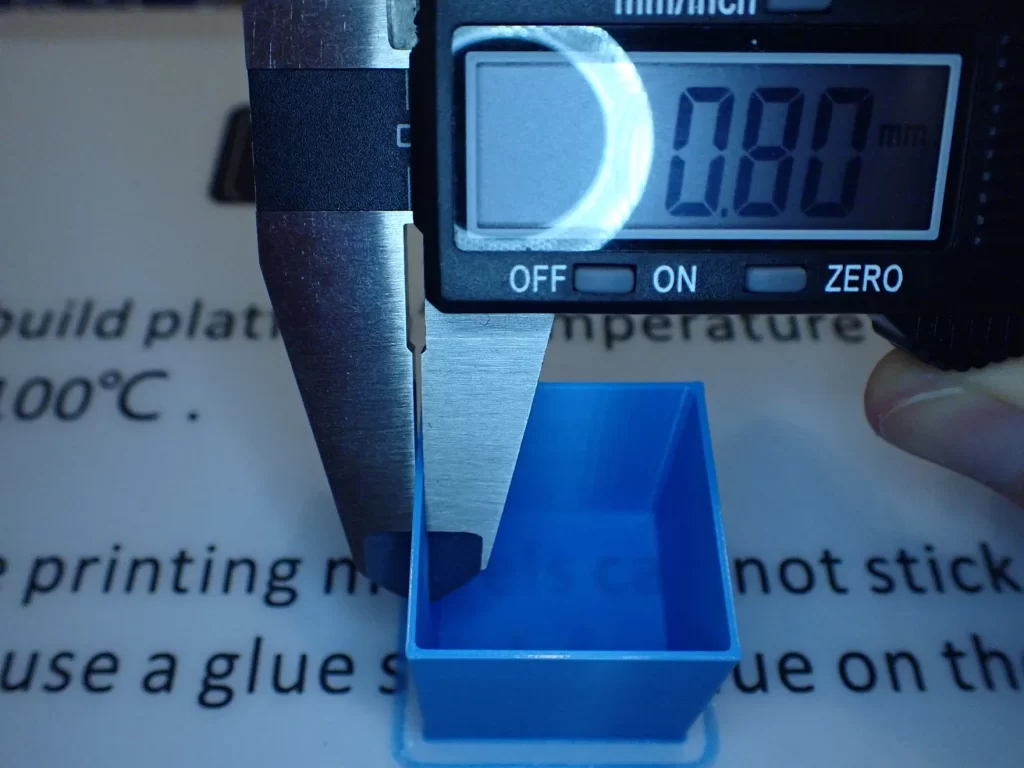
Um die Fließgeschwindigkeit zu kalibrieren, druckst du einen hohlen Würfel mit nur zwei Wänden (ohne Füllung oder Deckschicht). Verwende deinen Slicer, um die Wandstärke einzustellen. Sobald der Druck fertig ist, misst du die tatsächliche Wandstärke des Drucks mit einem Messschieber.
Hier sind die Schritte:
- Stelle deinen Slicer so ein, dass er einen 20-mm-Würfel mit einer Wandstärke von 0,8 mm (zwei Schichten von 0,4 mm) druckt.
- Drucke den Würfel.
- Wenn der Druck beendet ist, messe die Wandstärke des Würfels an mehreren Stellen mit einem Messschieber.
- Notiere den Durchschnittswert, teile ihn durch zwei und vergleiche diesen Wert mit der vom Slicer eingestellten Wandstärke.
Wenn der gemessene Wert höher ist als der im Slicer eingestellte, solltest du die Flussrate verringern. Wenn der Wert niedriger ist, extrudiert dein Drucker zu wenig und du solltest die Flussrate erhöhen. Nimm die notwendigen Anpassungen in den Einstellungen deines Slicers vor und drucke einen weiteren Würfel zum Testen, bis du die gewünschte Präzision erreicht hast.
Retraction
Die besten Retraction–Einstellungen für den Easythreed K7 in Cura sind 6,5 mm bei 25 mm/s.
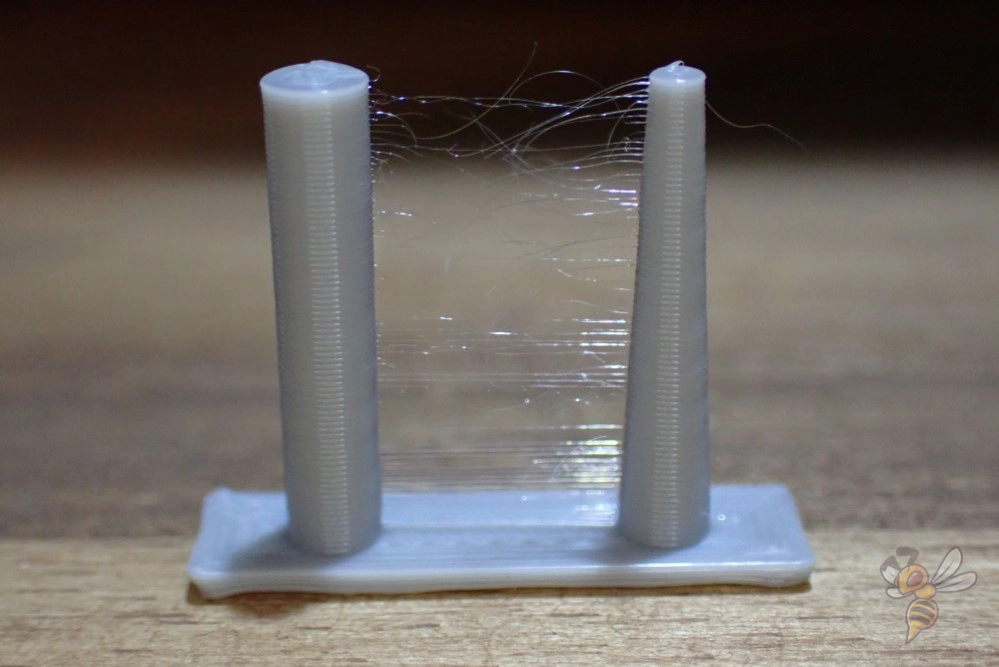
Die Retraktionseinstellungen spielen eine wichtige Rolle für die Qualität deines 3D-Drucks. Wenn sie falsch eingestellt sind, kann es zu einem Problem kommen, das als „Stringing“ bezeichnet wird und bei dem dünne Kunststofffäden zwischen den Teilen deines Modells zurückbleiben.
Dies wird dadurch verursacht, dass der Extruder weiterhin Filament ausstößt, wenn er sich zwischen den Punkten bewegt. Die oben genannten Werte sind zwar ein guter Ausgangspunkt, aber für optimale Ergebnisse ist die richtige Kalibrierung entscheidend.
Jeder Drucker hat seine eigenen Eigenschaften, und sogar die Art des Filaments kann die ideale Retraction-Distanz beeinflussen. Daher ist es wichtig, dass du mit den Einstellungen experimentierst und sie an deine spezifischen Gegebenheiten anpasst, um einwandfreie Drucke zu erzielen.
Die Kalibrierung der Retraction-Einstellungen für deinen 3D-Drucker ist ein schrittweises Verfahren.
- Vergewissere dich zunächst, dass die ursprünglichen Retraction-Einstellungen deines 3D-Druckers auf die oben empfohlenen Werte eingestellt sind.
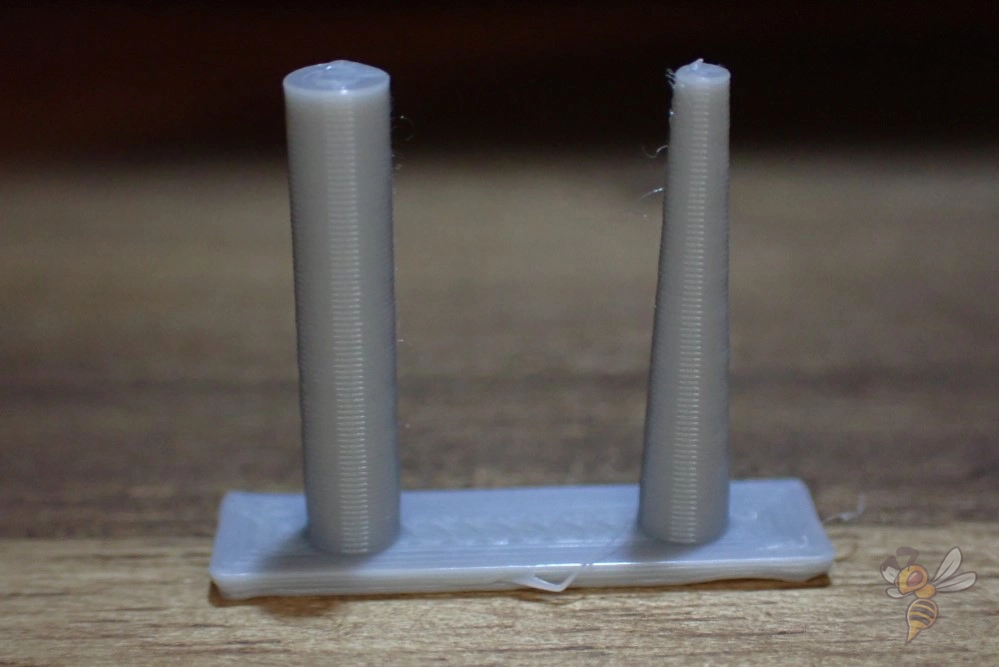
- Drucke nun ein Kalibrierungsobjekt. Überprüfe den Druck auf Stringing.
- Wenn du Stringing feststellst, erhöhe die Retraction-Distanz um 0,5 mm und drucke das Objekt erneut. Setze diesen Vorgang fort, bis das Stringing minimiert ist.
- Wenn du mit der Retraction-Distanz zufriedenstellende Ergebnisse erzielt hast, behalte diese Einstellung bei und wende den gleichen iterativen Prozess für die Retraction-Geschwindigkeit an. Beginne damit, die Geschwindigkeit jedes Mal um 5 mm/s zu verringern und drucke das Objekt erneut.
- Wiederhole diesen Vorgang, bis du das Stringing in deinem Druck minimiert hast.
Denke daran, dass jeder 3D-Drucker und jeder Filamenttyp einzigartig ist und dass es mehrere Wiederholungen brauchen kann, bis du die perfekten Einstellungen für die Retraction gefunden hast. Es ist wichtig, dass du eine Einstellung nach der anderen anpasst, um die Auswirkungen auf den endgültigen Druck besser zu verstehen.
Infill
Die beste Infill-Dichte für den Easythreed K7 in Cura:
- Dekorative Objekte: 0-15%
- Standard-Objekte: 15-50%
- Stabile Objekte: 50-100%
Die Fülldichte spielt eine wichtige Rolle bei der Bestimmung der Festigkeit und des Gewichts von 3D-gedruckten Objekten. Für dekorative Objekte, die keine hohe Festigkeit erfordern, ist eine niedrige Fülldichte von 0-15% ausreichend. Das reduziert den Materialverbrauch und die Druckzeit und macht es zu einer kostengünstigen Lösung für ästhetische Objekte.
Bei Standardobjekten und Gegenständen des täglichen Gebrauchs hingegen ist eine Fülldichte von 15-50% von Vorteil. Sie bietet ein ausgewogenes Verhältnis zwischen Stärke, Gewicht und Materialverbrauch. Für Gegenstände, die einem hohen Druck oder Gewicht standhalten müssen, wird eine hohe Fülldichte von 50-100% empfohlen. Sie gewährleistet die Haltbarkeit und Festigkeit des Objekts, wenn auch auf Kosten eines höheren Materialverbrauchs und einer längeren Druckzeit.
Erste Schicht
Dies sind die besten Cura-Einstellungen für die erste Schicht mit dem Easythreed K7:
- Schichthöhe: 100-200% der normalen Schichthöhe (höhere Werte erhöhen die Druckbett-Haftung)
- Linienbreite: 100-200% der normalen Linienbreite (höhere Werte erhöhen die Druckbett-Haftung)
- Drucktemperatur: Gleiche Temperatur wie der Rest des Objekts oder 5-10 °C höher, um die Haftung des Druckbetts zu erhöhen.
- Druckgeschwindigkeit: 50% der normalen Druckgeschwindigkeit (d.h. 25 mm/s bei einer normalen Druckgeschwindigkeit von 50 mm/s) oder 5-10 mm/s für eine hohe Druckbetthaftung
- Flussrate: 100-110% (höhere Werte bei schlechter Druckbett-Haftung)
- Raft/Brim/Skirt: Skirt als Standard, Brim/Raft nur, wenn du Probleme mit der Adhäsion hast.
Das Ziel der oben genannten Einstellungen für die erste Schicht ist es, die Zeit zu verlängern, in der das Filament in einem zähflüssigen Zustand bleibt. Das ist wichtig, denn ein wärmeres Filament hat mehr Zeit, sich mit dem Druckbett zu verbinden, was die Haftung und letztlich den Erfolg des 3D-Drucks verbessert.
Fazit
Ich hoffe, die in diesem Artikel genannten Werte haben dir geholfen, deine Erfahrungen mit dem Easythreed K7 zu optimieren. Wenn du immer noch Schwierigkeiten hast, erinnere dich an den Kurs, den ich am Anfang dieses Beitrags erwähnt habe. Er ist eine hervorragende Ressource, die alles enthält, was du über 3D-Druck wissen musst.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
