
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Der Standard Slicer für den Creality K1 Max ist Creality Print, er kann jedoch auch mit Cura bedient werden. Cura bietet im Vergleich zu Creality Print eine größere Flexibilität und Anpassbarkeit in den Einstellungen. Und da Creality Print auf Cura basiert, hast du bei der Verwendung von Cura auch immer direkt die neuesten Features.
Deshalb habe ich während meines detaillierten Tests dieses 3D-Druckers die Einstellungen in Cura für den K1 Max optimiert. In diesem Artikel teile ich sie mit dir und zeige dir auch, wie du ein neues Profil für diesen 3D-Drucker anlegen kannst.
Tipp: Die hier gezeigten Werte werden gute Ergebnisse liefern, perfekte Ergebnisse erzielst du jedoch erst nach einer Kalibrierung.
Wie du den K1 Max kalibrierst, erfährst du in diesem Artikel. Für ein noch umfassenderes Verständnis ist hier der Link zu meinem 3D-Druck-Kurs, in dem das Thema Kalibrierung noch ausführlicher behandelt wird.
| PLA | ABS | TPU | PETG | |
|---|---|---|---|---|
| Drucktemperatur | 230 °C | 260 °C | 220 °C | 250 °C |
| Druckbett-Temperatur | 55 °C | 100 °C | 70 °C | 80 °C |
| Geschwindigkeit | 300 mm/s | 300 mm/s | 80 mm/s | 200-300 mm/s |
| Retraction | 0,5 mm mit 40 mm/s | 0,5 mm mit 40 mm/s | 0,5-1,0 mm mit 30-40 mm/s | 0,5-1,0 mm mit 30-40 mm/s |
| Kühlung | 60-100 % | 50-70% | 100 % | 50-100 % |
| Haube | Offen | Geschlossen | Offen | Offen |
Table of Contents:
So erstellst du ein Cura Profil für den Creality K1 Max
Das Cura Profil gliedert sich in zwei Hauptbereiche: die Maschineneinstellungen, welche die physischen und technischen Spezifikationen des 3D-Druckers definieren, und die Druckeinstellungen, die spezifische Parameter wie Druckgeschwindigkeit, Schichthöhe und Temperatur festlegen.
Zunächst müssen wir die Maschineneinstellungen korrekt definieren, wofür Cura ein leeres Profil als Ausgangspunkt bietet.
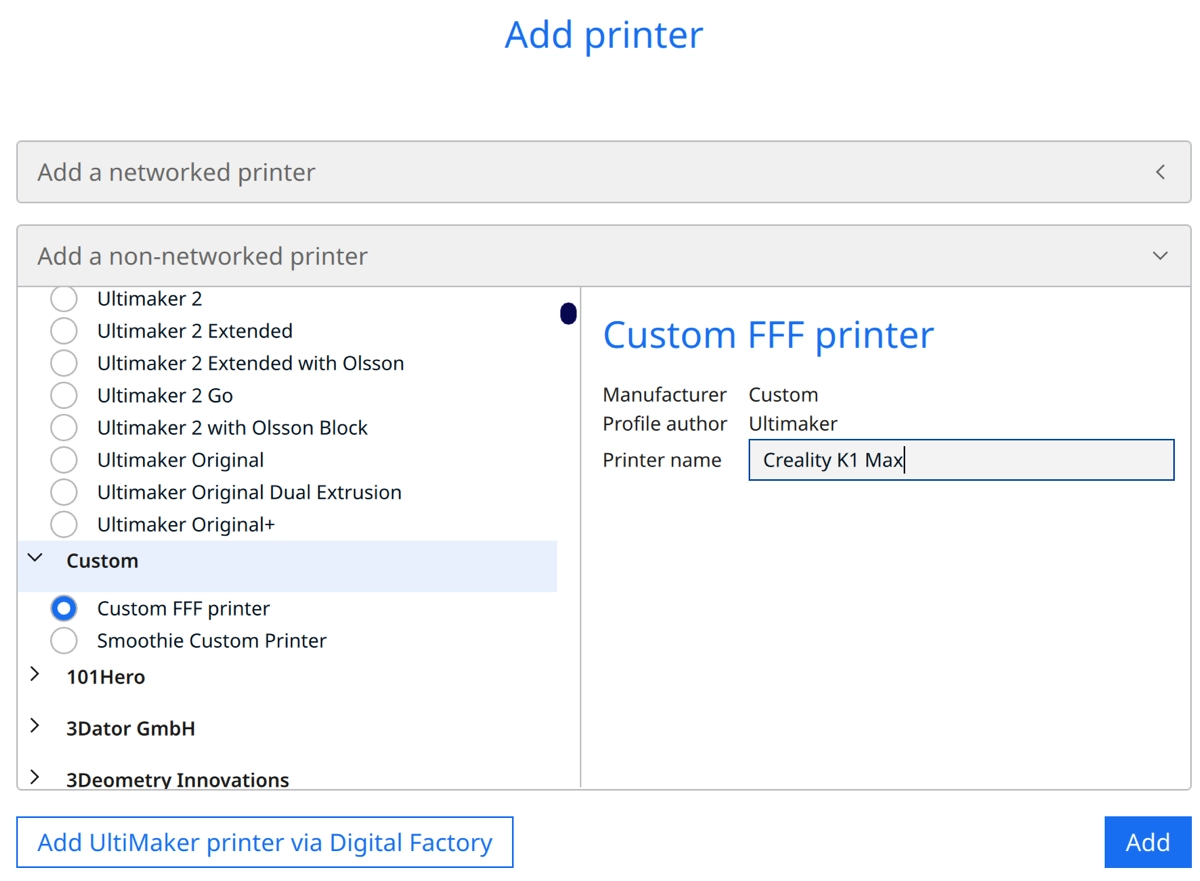
Um einen 3D-Drucker in Cura hinzuzufügen, befolge diese Schritte:
- Klicke auf ‚Einstellungen‘, dann auf ‚Drucker‘, und wähle ‚Drucker hinzufügen‘.
- Klicke auf ‚Nicht-vernetzter Drucker‘.
- Wähle aus der Liste ‚Custom‘ und dann ‚Custom FFF printer‘.
- Gib den Namen deines Druckers ein.
- Klicke abschließend auf ‘Hinzufügen’, um den Drucker in Cura zu integrieren.
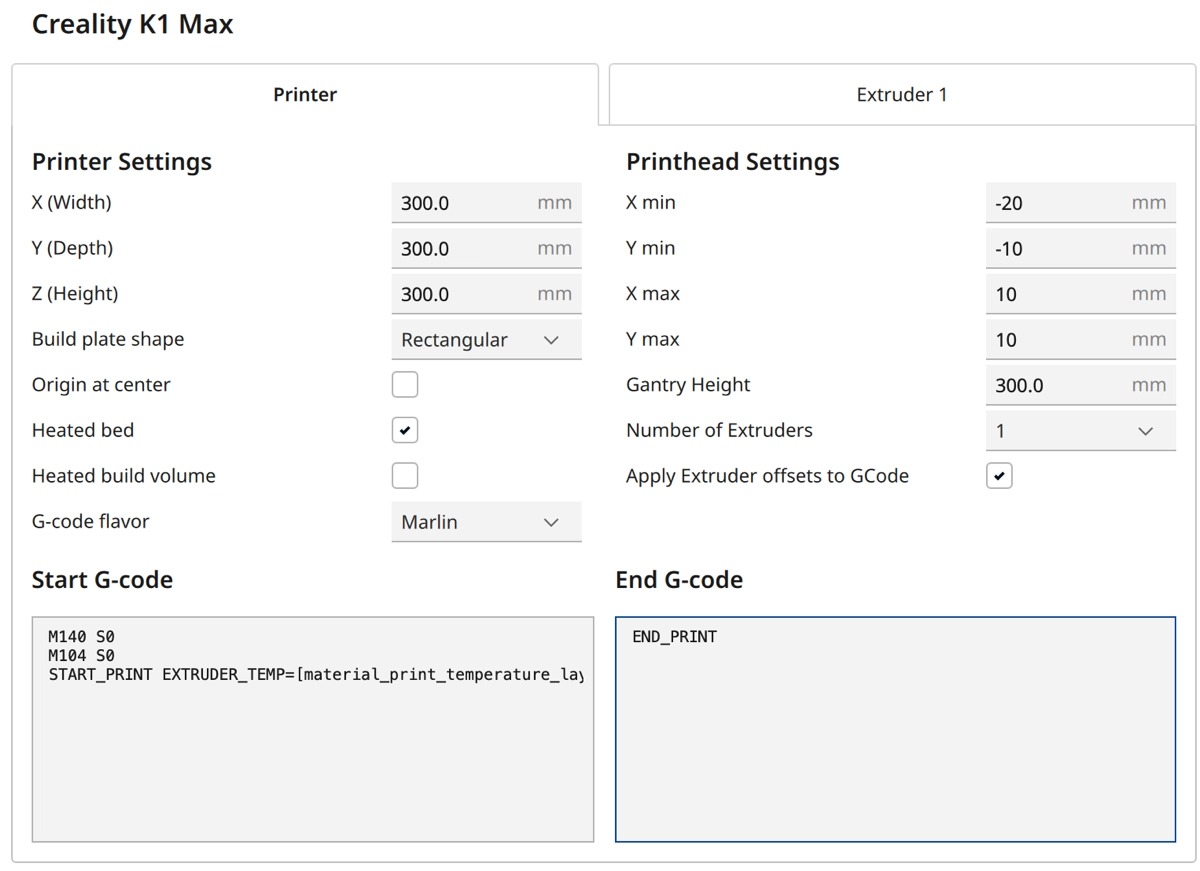
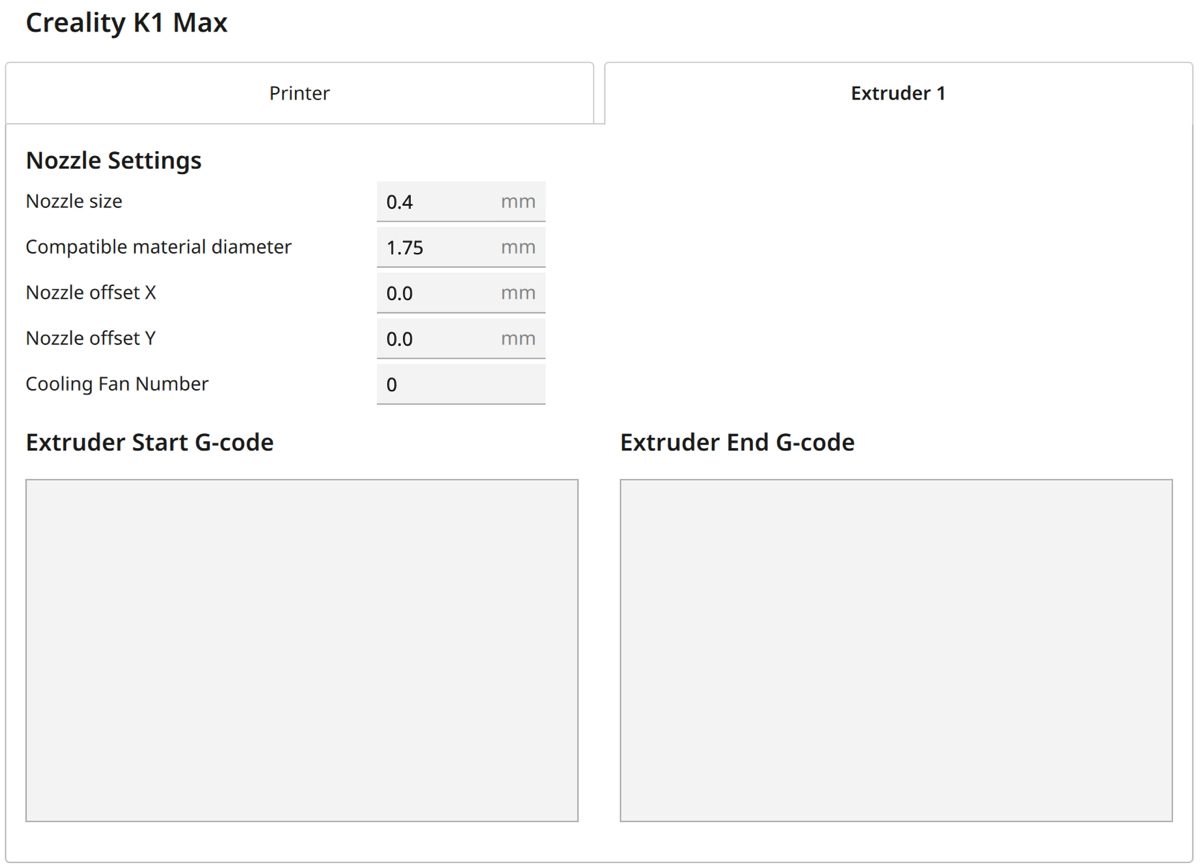
Die Maschineneinstellungen für deinen K1-Max sind im obigen Screenshot dargestellt, sodass du sie leicht übernehmen kannst. Direkt im Anschluss findest du die G-Code-Schnipsel noch einmal aufgelistet, um sie bequemer kopieren zu können:
Start G-Code:
- M140 S0
- M104 S0
- START_PRINT EXTRUDER_TEMP=[material_print_temperature_layer_0] BED_TEMP=[material_bed_temperature_layer_0]
End G-Code:
- END_PRINT
Nachdem du das Druckerprofil in Cura erstellt hast, ist der nächste Schritt die Festlegung der Druckeinstellungen. Diese Einstellungen umfassen wichtige Parameter wie Schichthöhe, Füllmuster, Drucktemperatur und Geschwindigkeit.
Mehr Informationen, wie du ein 3D-Drucker Profil in Cura anlegst und worauf du dabei achten musst, findest du in diesem Artikel: Wie man ein eigenes 3D-Drucker-Profil in Cura erstellt
Die besten Cura Einstellungen für den K1 Max
Nachdem ich die Maschineneinstellungen für den Creality K1 Max vorgestellt habe, konzentrieren wir uns nun auf die spezifischen Druckeinstellungen und wie man diese optimal kalibriert, um hervorragende Druckergebnisse zu erzielen.
Drucktemperatur
Die besten Drucktemperaturen für den K1 Max in Cura:
- PLA: 230 °C
- ABS: 260 °C
- TPU: 220 °C
- PETG: 250 °C
Falsche Drucktemperaturen bei 3D-Druckern können zu einer Reihe von Problemen führen:
- Eine zu niedrige Temperatur kann dazu führen, dass das Filament nicht richtig schmilzt, was zu einer schlechten Haftung zwischen den Schichten und somit zu einer schwachen Struktur des Druckobjekts führt.
- Eine zu hohe Temperatur kann jedoch dazu führen, dass das Filament überhitzt und zu flüssig wird, was zu Verformungen und Stringing führt.
Es ist daher entscheidend, die richtige Drucktemperatur für das spezifische Filament zu ermitteln und einzustellen.
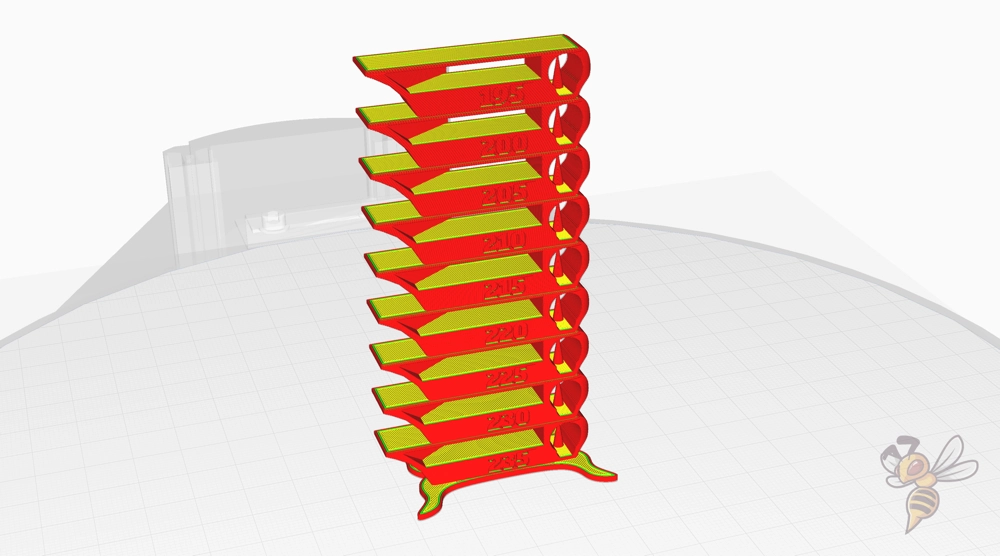
Um die Drucktemperatur deines FDM 3D-Druckers zu kalibrieren, ist die Verwendung eines Temperaturturms eine effektive Methode. Ein Temperaturturm ist ein speziell entworfenes 3D-Modell, das in unterschiedlichen Temperaturstufen gedruckt wird.
Beginne den Druck mit der höchsten Temperatur am Boden des Turms und reduziere die Temperatur schrittweise mit jedem Segment, wenn du dich nach oben bewegst. Durch die Beobachtung, bei welcher Temperatur die besten Ergebnisse erzielt werden, kannst du die ideale Drucktemperatur für dein spezifisches Filament bestimmen.
Es ist ein einfacher und genauer Ansatz zur Optimierung der Druckqualität und zur Vermeidung von Problemen, die durch ungenaue Temperatureinstellungen verursacht werden.
Druckbett-Temperatur
Die besten Druckbett-Temperaturen für den K1 Max in Cura:
- PLA: 55 °C
- ABS: 100 °C
- TPU: 70 °C
- PETG: 80 °C
Die PEI-Beschichtung des Druckbetts des K1 Max bietet eine ausgezeichnete Haftung, wodurch das Finden der richtigen Temperatur vereinfacht wird. Die oben genannten Temperaturwerte sollten in den meisten Fällen zuverlässig funktionieren.
Die Heizung des Druckbetts sollte bei ABS Filament schon fünf bis zehn Minuten vor dem Druck eingeschaltet werden, damit in dem geschlossenen Druckvolumen eine homogen warme Temperatur herrscht, sobald der Druck gestartet wird.
Druckgeschwindigkeit
Die besten Druckgeschwindigkeiten für den K1 Max in Cura:
- PLA: 300 mm/s
- ABS: 300 mm/s
- TPU: 80 mm/s
- PETG: 200-300 mm/s
Der K1 Max zeichnet sich durch eine beeindruckende Druckgeschwindigkeit aus, die durch die integrierte Vibrationskompensation erreicht wird. Diese Technologie ermöglicht es dem Drucker, schnell zu arbeiten, ohne dabei die Qualität des Druckergebnisses zu beeinträchtigen.
Trotz der hohen theoretischen Druckgeschwindigkeit des K1 Max habe ich festgestellt, dass die oben genannten Werte für meine Projekte am verlässlichsten funktioniert haben.
Beschleunigungen & Print Jerk
Die besten Beschleunigungen und Print Jerk Einstellungen für den K1 Max in Cura:
- Infill & Travel Beschleunigungen: 12000 mm/s²
- Alle anderen Beschleunigungen: 5000 mm/s²
- Travel Jerk: 30 mm/s
- Alle anderen Jerk-Werte: 8 mm/s
Die Beschleunigungswerte in Cura spielen eine entscheidende Rolle bei der Steuerung der Bewegungen des 3D-Druckers. Sie bestimmen die Geschwindigkeit, mit der der Drucker seine Bewegungen startet und beendet, was direkten Einfluss auf die Druckqualität hat.
Hohe Beschleunigungswerte können zu schnelleren Druckzeiten führen, aber auch zu mehr Vibrationen und potenziellen Druckfehlern. Niedrigere Beschleunigungswerte hingegen führen zu sanfteren Bewegungen, was die Druckqualität verbessern kann, aber die Druckgeschwindigkeit reduziert.
Print Jerk in Cura ist ein weiterer wichtiger Faktor, der die Bewegungen des 3D-Druckers steuert. Es bestimmt die maximale Geschwindigkeit, mit der der Drucker seine Bewegung in eine neue Richtung ändern kann, ohne zu stoppen. Auch hier ist die richtige Balance entscheidend, da zu hohe Werte zu Vibrationen und Druckfehlern führen können, während zu niedrige Werte die Druckdauer unnötig verlängern.
Die oben angegebenen Werte sind von Creality empfohlen und ich habe damit auch gute Ergebnisse bekommen.
Retraction
Die besten Retraction Einstellungen für den K1 Max in Cura:
- PLA: 0,5 mm mit 40 mm/s
- ABS: 0,5 mm mit 40 mm/s
- TPU: 0,5-1,0 mm mit 30-40 mm/s
- PETG: 0,5-1,0 mm mit 30-40 mm/s
Falsche Einstellungen bei der Retraction können zu Fehlern im Druck führen, wie zum Beispiel dem sogenannten „Stringing“. Hierbei zeichnen sich dünne Fäden von geschmolzenem Filament zwischen den Teilen des Druckobjekts ab, was die Oberflächenqualität des Druckergebnisses beeinträchtigt.
Die oben genannten Werte stellen einen guten Anfangspunkt für die Einstellung der Retraction dar, garantieren aber noch keine perfekten Druckergebnisse. Für optimale Ergebnisse ist eine sorgfältige Kalibrierung des 3D-Druckers notwendig. Jeder Drucker und jedes Filament verhält sich anders, daher sind individuelle Anpassungen und Tests unerlässlich, um die bestmögliche Druckqualität zu erzielen.
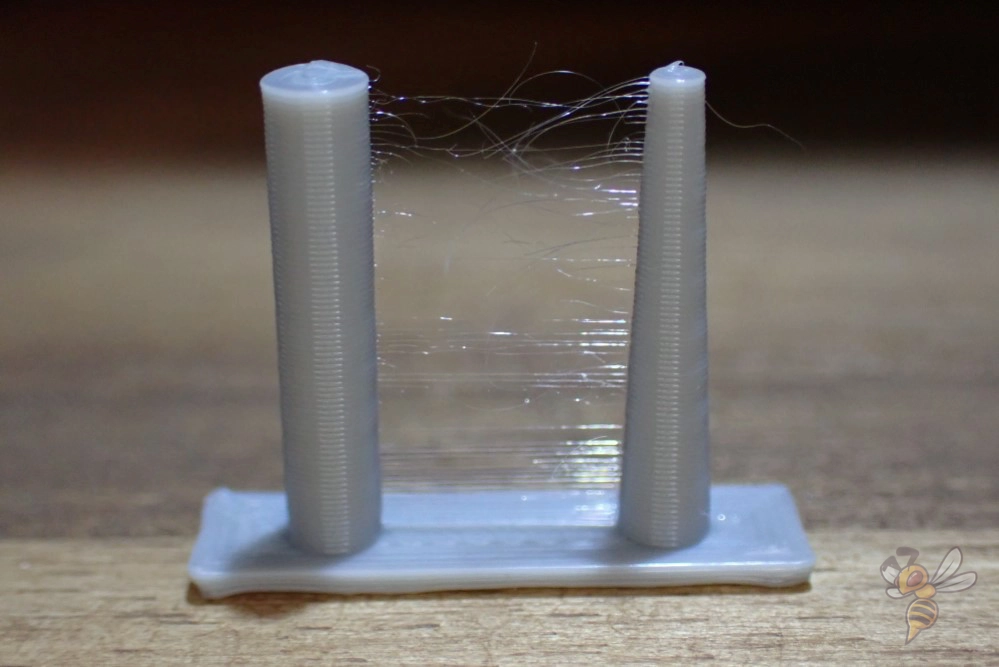
Die Kalibrierung der Retraction ist ein wesentlicher Schritt, um optimale Druckergebnisse zu erzielen. Ein einfaches Testobjekt wie zwei Säulen kann hierbei verwendet werden, um die Einstellungen schrittweise anzupassen und zu verbessern.
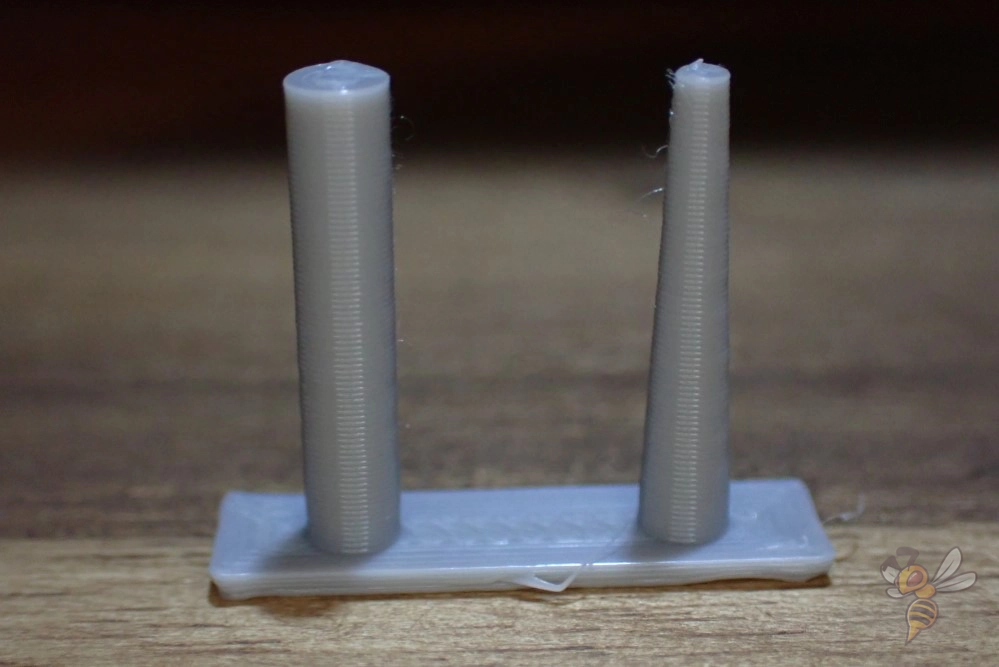
Beginne mit der Kalibrierung des Retraction-Abstandes. Beobachte das Druckergebnis genau und passe die Retraction-Distanz an, wenn du Stringing bemerkst. Erhöhe den Abstand schrittweise, bis kein Stringing mehr auftritt.
Anschließend kannst du die Retraction-Geschwindigkeit kalibrieren. Wiederhole den Druck, diesmal mit dem optimalen Retraction-Abstand, und passe die Geschwindigkeit an. Wenn die Retraction zu langsam ist, könnte es zu Tropfenbildung kommen, während eine zu schnelle Retraction das Material beschädigen kann. Erhöhe die Geschwindigkeit schrittweise, bis du die bestmögliche Druckqualität erreichst.
Wiederhole diesen Prozess iterativ, bis du die perfekte Balance zwischen Geschwindigkeit und Retraction-Abstand gefunden hast. Bedenke, dass jede Änderung der Filamentart oder Marke wahrscheinlich eine erneute Kalibrierung erfordern wird.
Infill
Die beste Infill-Dichte für den K1 Max in Cura:
- Dekorative Objecte: 0-15%
- Standard Objecte: 15-50%
- Stabile Objecte: 50-100%
Die Infill-Dichte hat einen erheblichen Einfluss auf die Stabilität und das Gewicht der gedruckten Objekte. Bei der Auswahl der richtigen Dichte ist es wichtig, den Verwendungszweck des Objekts zu berücksichtigen. Dekorative Objekte, die keine hohe Stabilität erfordern, können mit einer geringen Infill-Dichte von 0-15% gedruckt werden, was Material spart und den Druckprozess beschleunigt.
Bei Standardobjekten, die eine moderate Stabilität benötigen, ist eine Dichte von 15-50% empfehlenwert. Für Objekte, die hohe Kräfte aushalten müssen oder strukturell stabil sein müssen, sollte eine Infill-Dichte von 50-100% gewählt werden. Es ist zu beachten, dass eine höhere Infill-Dichte zu einem schwereren Objekt und einem längeren Druckprozess führt, aber die strukturelle Integrität und Haltbarkeit des Objekts erheblich verbessert.
Erste Schicht
Dies sind die besten Cura Einstellungen für die erste Schicht mit dem K1 Max:
- Schichthöhe: 100-200%
- Linienbreite: 100-200%
- Drucktemperatur: Gleich wie der Rest des Objekts oder 5-10 °C höher, um eine bessere Haftung auf dem Druckbett zu erreichen.
- Druckgeschwindigkeit: 10 bis 20 mm/s
- Raft/Brim/Skirt: Skirt als Standard, Brim/Raft nur, wenn du Probleme mit der Haftung hast.
Ein wärmeres Filament hat auf dem Druckbett mehr Zeit, sich damit zu verbinden. Dies ist ein wichtiger Faktor, um eine stabile erste Schicht und somit ein erfolgreiches Druckergebnis zu erzielen. Die oben genannten Einstellungen zielen darauf ab, die Dauer zu verlängern, in der das Filament flüssig bleibt.
Durch die Erhöhung der Drucktemperatur und die Verringerung der Druckgeschwindigkeit wird die Zeit, in der das Filament heiß auf dem Druckbett ist, maximiert, was zu einer besseren Haftung und einer höheren Qualität der ersten Schicht führt.
Als erstes in dieser Reihe von Maßnahmen sollte die Druckgeschwindigkeit auf die oben angegebenen Werte verringert werden. Sie ist mit Abstand die effektivste Maßnahme gegen eine schlechte Druckbett-Haftung.
Falls du Probleme mit der Druckbett-Haftung haben solltest, solltest du noch einmal in diesen Artikel hineinschauen: 3D Druck haftet nicht am Bett: Alle Lösungen im Praxistest
Fazit
Der K1 Max ist ein genialer 3D-Drucker. Er kann aber nur perfekte Ergebnisse liefern, wenn er mit den richtigen Slicer-Einstellungen gefüttert wird.
Ich hoffe, dass dir die Werte in diesem Artikel helfen. Und wenn nicht, sollte dir der oben verlinkte Artikel zur Kalibrierung oder mein Kurs weiterhelfen! Viel Spaß mit deinem K1 Max!
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
