
- Feuchtes Filament: Vermeidung, Symptome & Trocknung - Juli 18, 2024
- Sovol SV08 – Beste PrusaSlicer Einstellungen & Profil - Juni 26, 2024
- Sovol SV08 – Beste Orca Slicer Einstellungen & Profil - Juni 26, 2024
Achtung: Links mit * sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich!
Wenn du anspruchsvolle 3D-Objekte druckst, wirst du an Überhängen und Brücken nicht vorbeikommen. Für Anfänger gestaltet sich der Druck von Überhängen und Brücken als anspruchsvoll und schwierig, da für diese Konstruktionen schon einiges an Erfahrung notwendig ist.
Bei diesen Druckvorhaben sind die richtigen Einstellungen dass A und O!
Im folgenden 3D-Druck-Ratgeber erklären wir dir, was Brücken und Überhänge sind, warum sich der Print als so schwierig erweist und zeigen die Lösungsmöglichkeiten ebenso wie diverse Einstellungen, damit dein dreidimensionales Objekt ein wahrer Blickfang wird.
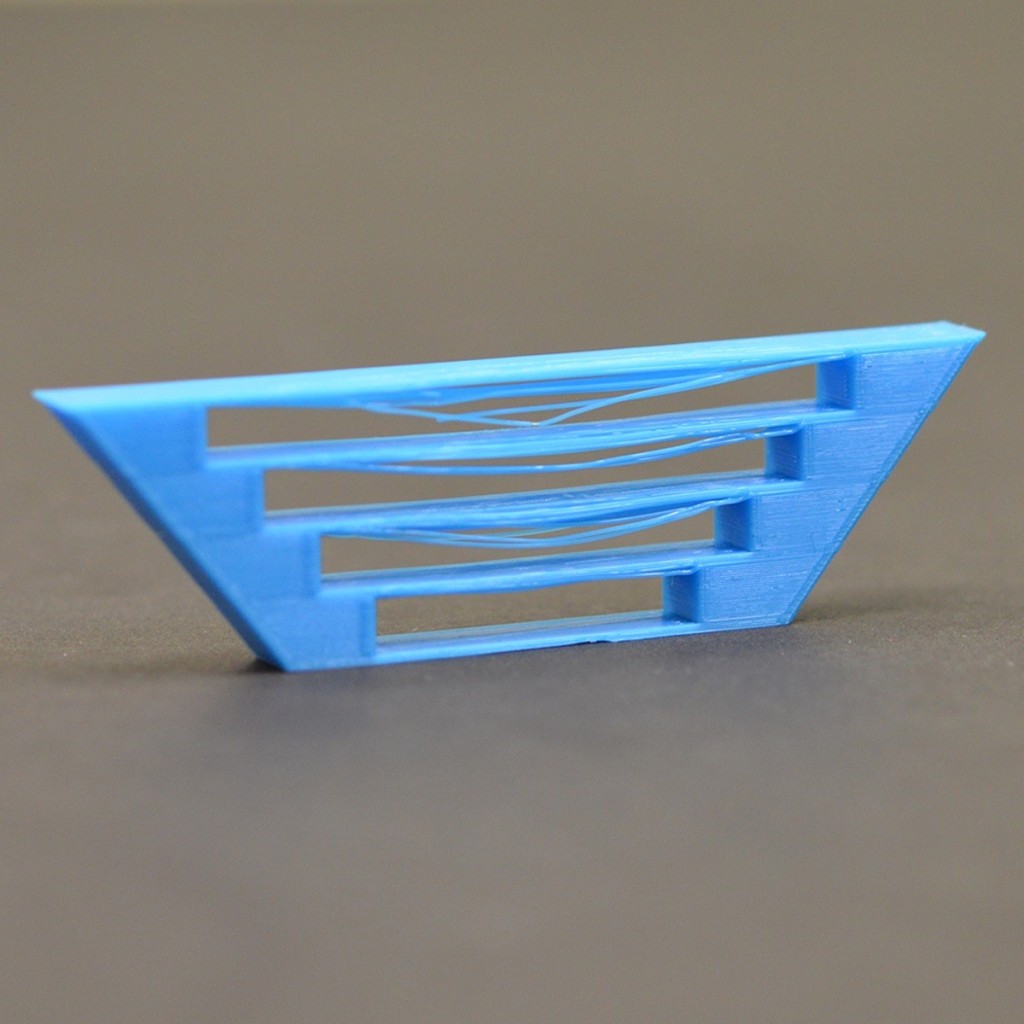
Table of Contents:
- 1 Was ist Bridging
- 2 Schichtdicke
- 3 Vertikale Achslöcher
- 4 Drucktemperatur
- 5 Lüftung
- 6 Druckgeschwindigkeit
- 7 Extrusions- bzw. Düsenbreite
- 8 Druckreihenfolge
- 9 Länge der Bridge
- 10 Filament Qualität
- 11 Was kann ich gegen nach oben gewölbte Überhänge unternehmen?
- 12 Slicer-Maßnahmen gegen Kopf-Kollision
- 13 Wölbungen durch Slicer-Einstellungen verhindern
- 14 Welche Winkel können gedruckt werden
- 15 Was sind Brücken
- 16 Brücken-Einstellungen im Slicer
- 16.1 Tipp für die Änderung der Lüftergeschwindigkeit
- 16.2 Tipp für die Änderung der Flussrate
- 16.3 Tipp für die Änderung der Geschwindigkeit
- 16.4 Tipp für die Änderung der Druckkopf-Beschleunigung
- 16.5 Tipp für den Verzicht auf Supportmaterial
- 16.6 Tipp für die Einstellung eines flexiblen Winkels
- 16.7 Tipp für Einstellungen der Außenschichten
- 17 Lösliches Stützmaterial
- 18 Was sind Überhänge?
- 19 Ecken
- 20 Vertikale Stifte
- 21 Lochausrichtung
- 22 Druckrichtung
Was ist Bridging
Die Bezeichnung Bridging bedeutet, dass dein 3D-Printer zwischen zwei Punkten druckt, die jedoch keinerlei Verbindung zueinander haben. Stell dir beispielsweise zwei Brückenpfeiler vor, auf welche eine Brücke gedruckt werden soll.
Normalerweise druckt ein 3D-Printer zuerst die Grundschicht, auf welche schichtweise aufgebaut wird. Im Gegensatz dazu befindet sich beim Bridging zwischen zwei Punkten keine Grundschicht. Folglich muss quasi in die Luft gedruckt werden, damit die Lücke überbrückt werden kann.

Das häufigste Problem ist, dass diese Filamentbrücke aufgrund der Schwerkraft zum Durchhängen neigt.
Bridging wird meist in der obersten Schicht von hohlen 3D-Objekten eingesetzt. Häufig wird diese Drucktechnik auch für horizontalen Achslöchern in den Objektwänden verwendet.
Wenn du auf saubere Überhänge und Brücken Wert legst, musst du gleich mehrere Parameter beachten, die wir dir nun vorstellen würden.
Schichtdicke
Der Parameter der Schichtdicke in Bezug auf einen sauberen Druck von Überhängen ist nicht allen Anwendern bekannt.
Dünne Filamentschichten bieten mehr Auflagefläche ebenso wie einen geringeren Leerraum.
Die Überhänge werden umso sauberer, je dünner die einzelnen Werkstoffschichten sind. Eine geringe Schichtdicke führt zu extremeren Winkeln, welche der 3D-Drucker ohne „hängende Schleifen“ hinbekommt. Stell dir vor, dass der gedruckte Werkstoff eine runde Filamentwurst ist, die leicht gequetscht ist.
Werden mehrere dünne Würste extrudiert, so ist der Druck einer Schräge leichter und sauberer möglich, als wenn eine dicke Filamentwurst extrudiert wird.
Leider macht beim dreidimensionalen Druck das physikalische Prinzip der Schwerkraft nicht halt und somit ist die Gefahr des Durchhängens groß, speziell dann, wenn du lange Brücken drucken möchtest. Generell stellen Bridges ab einer Länge von fünf Millimetern ein Problem dar, da das Filament zum Durchhängen neigt. Bei kürzeren Brücken ist das Problem des Durchhängens meist weniger gegeben.

Ein Lösungsansatz ist das Aufteilen des Designs in Einzelteile. Alternativ kannst du dein dreidimensionales Objekt auch nachbearbeiten. Eine Nachbearbeitung ist deshalb sinnvoll, da das Stützmaterial die Oberfläche aufraut. Wenn du eine glatte Oberfläche bevorzugst, kommst du um eine Nachbearbeitung nicht herum.
Vertikale Achslöcher
Beim FDM-3D-Druck werden häufig zu kleine Löcher mit vertikaler Achse gedruckt.
Du wirst dich wundern, dass die Durchmesser dieser Löcher häufig zu klein gedruckt werden, jedoch hat die Reduzierung des Loch Durchmessers einen triftigen Grund, den wir dir erklären möchten.
Wenn die Nozzle den Lochdurchmesser mit vertikaler Achse fertigt, komprimiert die Düse die neue Filamentschicht auf die vorher gedruckte Schicht, damit die Layerhaftung maximiert wird.
Die Nozzle verformt dabei die extrudierte runde Filamentschicht, welche bei diesem Vorgang sowohl flacher als auch runder wird. Es entsteht eine Ellipse, welche die Kontaktfläche mit der vorangegangenen Schicht vergrößert.
Somit können die beiden Werkstoffschichten besser haften. Da die Schicht breiter wird, reduziert sich der Durchmesser der Bohrung, die du in Druckauftrag gegeben hast.
Speziell beim Print von Löchern mit geringem Durchmesser können Probleme entstehen, wenn sich das Verhältnis des Loch- und Düsendurchmessers verändert.
Die Unterkorngröße ist von mehreren Faktoren abhängig. Einerseits hängt die Unterkorngröße vom Slicer ab, andererseits spielen auch die Lochgröße und das jeweilige Filament eine entscheidende Rolle.
Erfahrene Anwender berücksichtigen die Reduzierung des Loch Durchmessers, allerdings kann die Präzision variieren. In den meisten Fällen sind mehrere Testdrucke erforderlich. Nicht selten ist es notwendig, nach dem Drucken ein Loch zu bohren.
Entpuppt sich der Durchmesser des vertikalen Achslochs als Problem, solltest du einen kleineren Lochdurchmesser bevorzugen. Du hast nach dem Printauftrag die Möglichkeit, das Loch mit einem Bohrer auf die von dir gewünschte Größe zu erweitern.
Drucktemperatur
Ein entscheidender Faktor ist die Drucktemperatur.
Wenn du das Filament zu stark erhitzt, neigt der Werkstoff bei extremen Winkeln zum Durchhängen.
Ist die Drucktemperatur zu gering, ist das Risiko groß, dass sich der Druck Werkstoff unsauber mit der zuvor gedruckten Filamentschicht verbindet.
Generell solltest du die Drucktemperatur bei der Herstellung von Brücken und Überhängen so gering wie möglich einstellen. Das Problem von heißem Filament ist, dass dieses sehr flüssig wird und somit eher durchhängen kann.
Bedenke, dass das Überhangs-Verhalten von Filament zu Filament unterschiedlich ist. Wir beziehen diese Aussage sowohl auf verschiedene Werkstoffe wie ABS*, PLA*, TPE* und PET* als auch auf dieselben Filamente von unterschiedlichen Herstellern.
Grund hierfür ist, dass die chemische Zusammensetzung von Filamenten von Anbieter zu Anbieter stark variiert und sich somit das Druckverhalten ändert.
Besonders praktisch erweisen sich sogenannte Temperatur-Türme, welche das Druckverhalten von Werkstoffe beim 3D-Print von Brücken und Überhängen bei diversen Temperaturen testen.
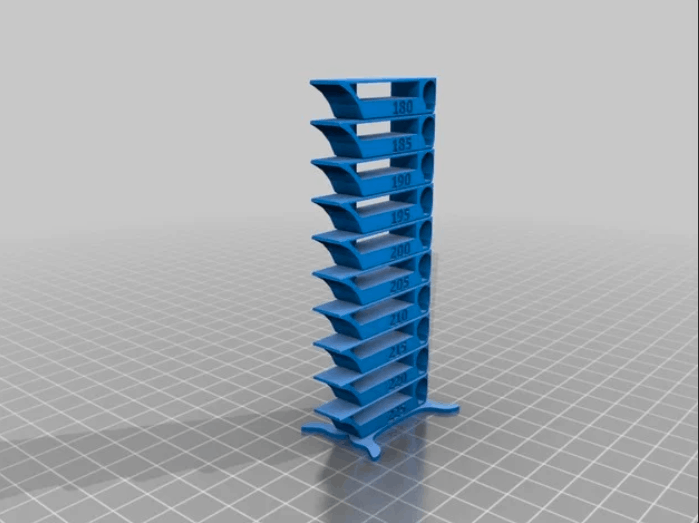
Wenn du auf eine hohe Druckqualität Wert legst, solltest du mit jedem neuen Filament einen Temperatur-Turm durchführen, damit du die perfekte Temperatureinstellung findest.
Lüftung
Ein entscheidender Faktor ist die Lüftung! Wenn der Lüfter stark gegen den extrudierten Werkstoff bläst, kommt es zur schnellen Abkühlung.
Eine schnelle Abkühlung ist beim Druck von Brücken und Überhängen von Vorteil, da das heiße ebenso wie flüssige Filament rascher erstarrt und weniger Zeit hat, zu tropfen.
Der Einsatz eines Lüfters ist empfehlenswert. Stelle diese beim Druck von Brücken und Überhängen auf die maximale Stufe ein.
Achte jedoch darauf, dass der Überhang oder die Brücke im Luftstrom des Lüfters liegt. Nur dann ist eine perfekte Kühlung und das schnelle Erstarren des flüssigen Filaments gewährleistet.
Wunder kannst du schon mit einer einfachen Drehung deines Druckobjekts bewirken. Achte also darauf, dass der Luftstrom dein Objekt stets direkt anbläst. Dein Objekt wird sauberer gedruckt, wenn der Überhang oder die Brücke nicht im Windschatten liegt!
Druckgeschwindigkeit
Obwohl es schwierig ist, eine allgemein gültige Empfehlung abzugeben, ist die Druckgeschwindigkeit beim Druck von Überhängen und Brücken entscheidend.
Bei einigen Werkstoffen werden die Druckresultate besser, wenn du die Druckgeschwindigkeit langsam einstellst, während andere Filamente eine höhere Druckgeschwindigkeit benötigen.
Beim Faktor Druckgeschwindigkeit profitierst du eindeutig von Erfahrung. Experimentiere anhand von Probeprints und probiere unterschiedliche Einstellungen in Bezug auf die Druckgeschwindigkeit aus.
Auch wenn dein Slicer keine eigene Geschwindigkeit für den Druck von Brücken und Überhängen bereitstellt, kannst du dort etwas mit den Einstellungen spielen.
Einen sogenannten Cheat stellt die Slicer-Option „Detect bridging perimeters“ dar, auf welche wir in diesem Ratgeber noch eingehen werden.
Extrusions- bzw. Düsenbreite
Wenn du extreme Überhänge drucken möchtest, ist eine größere Extrusionsbreite vorteilhaft.
Du kannst die Extrusionsgröße durch die Verwendung einer größeren Düse verändern. Eine breitere herausgepresste Filamentwurst begünstigt die Verschiebung auf der nächsthöheren Filamentschicht, weil dadurch die Auflagefläche maximiert wird. Eine große Auflagefläche ist speziell beim Print von Brücken und Überhängen vorteilhaft.
Damit du dir diesen Aspekt besser vorstellen kannst, möchten wir die ein Beispiel nennen. Wenn du eine Düse mit 0,5 Millimeter einsetzt und die Auflagefläche 50 Prozent beträgt, so ist der Winkel deutlich flacher als beim Einsatz einer 0,4 Millimeter Düse und gleicher Auflagefläche.
Druckreihenfolge
Generell solltest du die Außenschichten von innen nach außen anfertigen. Beachte hierbei, dass die äußere Schicht langsamer extrudiert werden sollte.
Dies ist beim Druck von Überhängen wichtig, weil die problematische Außenschicht einerseits an den inneren Layers, andererseits an der unteren Filamentschicht haften kann.
Länge der Bridge
Da Brücken meist erst ab einer Länge von fünf Millimetern zu hängen beginnen, stellt die Reduzierung der Brückenlänge eine mögliche Option dar.
Fertige lieber mehrere Einzelteile an, die du nach dem Druck miteinander verbinden kannst.
Eine bis zu fünf Millimeter lange Brücke stellt meist kein Problem dar. Wenn es dein dreidimensionales Objekt zulässt, ist eine konstruktive Einschränkung des Bauteils ratsam.
Filament Qualität
Wie bereits erwähnt, ist der Druck von Überhängen und Brücken vom jeweiligen Filament abhängig. Mit einigen Werkstoffen fällt der Druck von Bridges und Überhängen leichter als mit anderen Filamenten.
Informationen in Bezug auf das Druckverhalten von unterschiedlichen Filamenten kannst du in unserem Filament Guide finden: Guide: 3D-Drucker Filamente – 40 Filament-Arten Vorgestellt
Informiere dich vor dem Kauf des Werkstoffes darüber, mit welchen Materialien der 3D-Print von Überhängen und Brücken weniger Probleme bereitet.
Speziell bei diesen anspruchsvollen Konstruktionen ist ein hochqualitatives Filament anzuraten. Beim Filament zu sparen ist der falsche Ansatz, wenn du auf eine hohe Druckqualität großen Wert legst.
Wenn du Überhänge und Brücken drucken möchtest, solltest du keinesfalls die Filamente HIPS und ABS verwenden, da hängende Schleifen und unschöne Übergänge vorprogrammiert sind.
Was kann ich gegen nach oben gewölbte Überhänge unternehmen?
Einige Werkstoffe haben die Tendenz, sich beim Druck von Überhängen nach oben zu wölben. Dieses Phänomen tritt speziell dann auf, wenn die Winkel extrem sind. Nach oben gewölbte Überhänge reduzieren die Druckqualität drastisch.
Dieser Printfehler ist bei harten Materialien sogar deutlich zu hören und im schlimmsten Fall beginnt sich dein Druckobjekt vom Bett zu lösen.
Im besten Fall sehen die Überhänge einfach nur hässlich aus und es können an jenen Stellen Löcher entstehen, in welche der Druckkopf gefahren ist.
Slicer-Maßnahmen gegen Kopf-Kollision
Du kannst dem Super-Gau mit der Einstellung Z-Hop entgegenwirken:
Aktiviere hierfür die Slicer-Funktion „Z-Hop“. Ist diese Funktion aktiviert, wird der Druckkopf bei jeglichen Leerbewegungen zuerst ein wenig angehoben. Bevor das Filament extrudiert wird, senkt sich der Druckkopf wieder ab.
Im besten Fall schwebt der Druckkopf bei Leerbewegungen über den nach oben gewölbten Überhang hinweg.
Wenn du einen Slic3r besitzt, findest du diese Einstellung unter „Lift Z“.
Je nach Druck kannst du einen Wert zwischen 0,3 und 0,8 Millimeter eingeben.
Bedenke, dass sich bei dieser Funktion die Druckzeit etwas verzögert. Da der Großteil der dreidimensionalen Objekte wenige Leerbewegungen aufweist, hält sich der Zeitverlust in Grenzen.
Ein weiteres hilfreiches Feature wird als „avoid crossing perimeters“ bezeichnet.
Dieses findest du beispielsweise beim Slic3r unter den Druckeinstellungen „Layers and perimeters“. Ist diese Funktion aktiviert, versucht dein Slicer nicht direkt durch die äußeren Schichten zu fahren, wenn Leerbewegungen gefordert sind.
Dieses Feature ist speziell dann vorteilhaft, wenn sich die Außenschichten nach oben wölben. Der smarte Slicer versucht, Wege um die Außenschicht zu finden. Der extra Zeitbedarf hält sich in Grenzen.
Wölbungen durch Slicer-Einstellungen verhindern
Ratsamer als hochgewölbte Überhänge zu umschiffen ist das Treffen von speziellen Slicer-Einstellungen, damit sich Überhänge nicht nach oben wölben.
Bedenke, dass alle Wölbungen dein Druckresultat mindern und optisch nicht ansprechend sind.
Du kannst fünf Slicer-Einstellungen vornehmen, um Wölbungen zu verhindern.
Innere Dichte erhöhen
Die erste Slicer-Einstellung erhöht die innere Dichte deines Objekts und somit die Stabilität. Du kannst die Dichte durch mehr Außenschichten und somit dickere Wände erreichen. Ebenso kannst du dich für mehr Infill entscheiden.
Alternativ kannst du sowohl die Außenschichten als auch das Infill maximieren.
Muster des Infills
Das Infill-Muster spielt in einigen Fällen eine große Rolle, da „gyroid“ eine höhere Stabilität als „rectlinear“ aufweist, auch dann, wenn die Prozent-Einstellung gleich ist.
Objekt-Lüftergeschwindigkeit
Die dritte für Wölbungen relevante Option stellt die Objekt-Lüftergeschwindigkeit dar.
Kühlt das heiße Filament schneller ab, härtet es schneller aus und die Gefahr von unschönen Wölbungen wird effektiv reduziert.
Wenn du Überhänge druckst, solltest du den Lüfter auf das Maximum hochfahren, sofern du nicht mit ABS arbeitest. Eine extreme Kühlung kann bei ABS zu Rissen führen, da dieses Filament beim Abkühlen schrumpft. Sowohl bei Überhängen als auch bei Brücken solltest du den Lüfter beim ABS-Druck auf maximale 50 Prozent einstellen.
Stützstrukturen
Eine weitere Einstellungsmöglichkeit stellen Stützstrukturen dar. Du kannst diese mithilfe deines Slicers generieren. Dank Stützstrukturen wird dein Objekt von außen fixiert und es wird verhindert, dass sich der Überhang nach oben wölbt.
Sollte die Distanz zwischen dem Objekt und der Stützstruktur sehr groß sein und keine Verbindung bestehen, ist die Gefahr der Wölbung groß.
Verhindere in diesem Fall die Wölbung durch geeignete Slicer-Einstellungen.
Wenn du einen Slic3r besitzt, klicke den Button „Print Settings“an. Wähle „Support Material“ aus und reduziere die „Contact Z Distance“.
Alternativ kannst du auch den Wert „XY separation between an object and its support“ verringern.
Du hast auch die Möglichkeit, beide eben genannten Einstellungen vorzunehmen.
Rotation
Bei zahlreichen 3D-Printern, die mit einem einfachen Luftauslass-Schlitz oder einer simplen Lüfter-Düse ausgestattet sind, kannst du eine Rotation deines Druckobjektes durchführen. Somit erfolgt die Kühlung effizient.
Welche Winkel können gedruckt werden
Generell werden die Überhänge bei zunehmendem Winkel unsauber, bevor das Filament zu hängen beginnt.
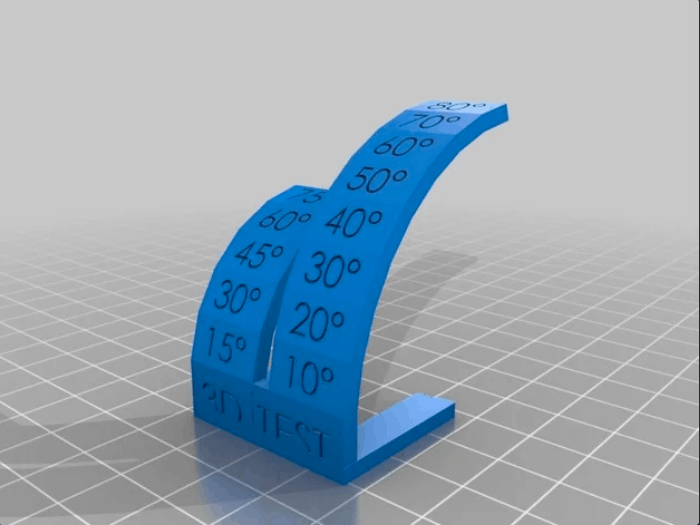
Der Großteil aller 3D-Printer ist in der Lage, Überhänge bis zu 45 Grad sauber zu drucken. Wenn du die geeigneten Einstellungen triffst und das richtige Filament einsetzt, sind auch Überhänge bis 70 Grad meist kein Problem. Allerdings ist hierbei die Form des Überhangs entscheidend.
Lineare und konkave Überhänge werden sauberer gedruckt als konvexe.
Ein weiterer Faktor ist die Größe des Druckobjekts. Große und massive 3D-Objekte kannst du in einem extremeren Winkel drucken als feine Strukturen. Der Print von schrägen Verstrebungen kann problematisch sein.
Verwende Überhang-Testobjekte, mit welchen du überprüfen kannst, welche Winkel dein 3D-Drucker sauber schaffen kann. Zudem bieten sich Überhang-Testobjekte dafür an, verschiedene Einstellungen auszuprobieren.
Es besteht auch die Möglichkeit, Überhänge mit Stützstrukturen zu drucken, jedoch verbessert sich die Qualität lediglich an extremen Winkeln. Du kannst also nur jene Stellen verbessern, an welchen die Schleifen ohne den Einsatz von Stützstrukturen anfangen würden zu hängen.
Somit kannst du das Erscheinungsbild unsauber aussehender Überhänge durch Stützmaterial nicht verbessern.
Du kannst die unsauberen Überhänge nach dem Druckvorgang und Auskühlen des Objektes mit einem Messer verbessern. Die Nachbearbeitung fällt beim Einsatz von Stützstrukturen leichter.
Was sind Brücken
Brücken stellen beim 3D-Print einen Sonderfall dar. Es handelt sich um eine 90-Grad-Überhang, der jedoch ausschließlich dann möglich ist, wenn sich am anderen Ende ein Filament zum Andocken befindet.
Innovative 3D-Printer bieten geeignete Einstellungen, um Distanzen von acht bis zehn Zentimeter zu überbrücken. Dies ist allerdings nur dann möglich, wenn du ein geeignetes und hochwertiges Filament einsetzt.
Brücken-Einstellungen im Slicer
Um das Erscheinungsbild von Brücken zu verschönern, kannst du einige Einstellungen treffen.
Tipp für die Änderung der Lüftergeschwindigkeit
Damit du die Lüftergeschwindigkeit beim Druck von Brücken verändern kannst, musst du bei deinem Slic3r zuerst den Button „Filament-Settings“ und dann „Cooling“ anklicken.
Nun hast du die Möglichkeit, die Einstellung „Bridges Fan Speed“ zu verändern, um die Geschwindigkeit des Lüfters zu optimieren. Beim Druck von PLA Filament sollte die Lüftung 100 Prozent betragen, während beim Brückenprint mit ABS 30 Prozent empfehlenswert sind.
Tipp für die Änderung der Flussrate
Die Flussrate kannst du unter „Bridge Flow Ratio“ ändern. Diese Einstellung findest du bei „Print Settings“ unter „Advanced“.
Wenn du einen Simplify3D besitzt, klickst du auf „Bridging Extrusion Multiplier“. Somit kannst du die Extrusionsrate für den Druck von Brücken abändern. Achte darauf, dass dieser Wert geringer als eins sein sollte. Möchtest du, dass wenig Filament extrudiert wird, stellst du 0,8 ein.
Tipp für die Änderung der Geschwindigkeit
Änderungen der Geschwindigkeit kannst du bei „Print Settings“ unter „Speed“ vornehmen. Wähle die Einstellung „Bridges Speed“ aus und stelle für PLA-Drucke eine Geschwindigkeit zwischen 30 und 40 Millimeter pro Sekunde ein.
Tipp für die Änderung der Druckkopf-Beschleunigung
Möchtest du die Druckkopf-Beschleunigung beim Brückendruck verändern, musst du „Bridges Acceleration“ auswählen.
Tipp für den Verzicht auf Supportmaterial
Wenn du auf Support Material unter den Brücken verzichten möchtest, klicke auf „Support material“ und aktiviere die Option „Don’t support Bridges“.
Tipp für die Einstellung eines flexiblen Winkels
Unter „Infill“ bei „Bridging Angle“ hast du die Möglichkeit, einen flexiblen Winkel einzustellen. Somit ist dein 3D-Printer in der Lage, das Brücken-Infill-Muster in X- und Y-Richtung herzustellen.
Wenn du den Wert 0 eingibst, versucht dein Slic3r selbst den idealen Winkel für die Brückenkonstruktion zu ermitteln.
Wenn du einen Simplify3D besitzt, musst du hierfür die Option „Use fixed Bridging Angle“ aktivieren.
Tipp für Einstellungen der Außenschichten
Eine nützliche Option zum Experimentieren findest du unter „Layers and perimeters“ bei „Detect bridging perimeters“. Ist diese Option aktiv, werden für alle frei schwebenden Außenschichten und extremen Überhänge sowohl die Extrusionsrate als auch die Lüftereinstellungen und Geschwindigkeit für den Brückenbau eingestellt.
Somit behandelt der Slic3r die äußeren Schichten wie ein Infill und druckt die Brücken mit derselben Extrusionsbreite und Geschwindigkeit wie die Außenschichten.
Bei Simplify3D wird diese Option als „Apply Bridging to Perimeters“ bezeichnet.
Beachte, dass du diese Funktion für den Druck von Brücken aktivieren musst, wenn du mit problematischen Filamente wie beispielsweise ABS druckst.
Lösliches Stützmaterial
Mit löslichem Stützmaterial kannst du die saubersten ebenso wie schönsten Brücken und Überhänge drucken. Empfehlenswert sind Stützmaterialen wie HIPS*.
Dies ist jedoch nur dann möglich, wenn dein 3D-Drucker zwei verschiedene Werkstoffe gleichzeitig verarbeiten kann. Das Stützmaterial bietet den Vorteil, dass dein 3D-Printer nicht gezwungen ist, gegen die Schwerkraft anzukämpfen. Wenn du Stützmaterial einsetzt, spielen die eben genannten Faktoren wie die Qualität des Filaments, Düsengröße, Temperatur, Schichtdicke und Lüftung eine untergeordnete Rolle.
Wenn du dich für eine stützende Struktur entscheidest, wird die erste Filamentschicht des Brückenbereiches auf die oberste Layer der Stützkonstruktion gedruckt. Hierbei wird ein geringer Abstand eingehalten. Der winzige Abstand ist meist ausreichend, damit du dein Druckobjekt vom Supportmaterial trennen kannst. Es besteht jedoch die Gefahr, dass auf der untersten Druckschicht Unebenheiten auftreten.
Du kannst die unebenen Stellen verhindern, indem du entweder die Einstellungen des Supports optimierst oder ein wasserlösliches Filament einsetzt. Somit kannst du das Supportmaterial nach der Beendigung des dreidimensionalen Drucks einfach in Wasser auflösen.
Was sind Überhänge?
Probleme mit Überhängen zählen zu den häufigsten Problemen der Printqualität beim Fused Deposition Modeling.
Es kommt zur Entstehung von Überhängen, wenn die bedruckte Filamentschicht nur zum Teil von der darunter liegenden Materialschicht getragen werden kann. Ähnlich wie beim Bridging führt eine unzureichende Abstützung zu einer schlechter Layerhaftung, Wölbung oder Wellung.
Bei Überständen bis zu 45 Grad wird die neue Schicht zu 50 Prozent von der unteren Filamentschicht getragen. Ab einem Winkel von 45 Grad empfehlen sich stützende Strukturen, damit sich die neu gedruckte Filamentschicht nicht von der Düse weg und nach unten wölbt.
Ecken
Da die Düsen kreisförmig sind, weisen die Kanten und Ecken einen Radius in Größe des Durchmessers der Düse auf. Somit können deine gedruckten Objekte nie eine quadratische Form mit spitzen Kanten aufweisen.
Wenn du scharfe Ecken oder Kanten drucken möchtest, sind die ersten Layerschichten bedeutsam. Die Nozzle komprimiert beim 3D-Print das extrudierte Filament jeder Schicht nach unten, damit sich die Haftung verbessert. Dies bedeutet, dass die erste Druckschicht breiter ausfällt. Das Überstehen des Materials der ersten Layer ist unter der Bezeichnung Elefantenfuß bekannt.
Wenn du ein Objekt mit Elefantenfuß einbauen musst, ist die Entfernung des Elefantenfußes unerlässlich.
Füge für den Druck von Ecken und Kanten eine 45°-Fase ein. Alternativ kannst du an allen Kanten, die mit dem Druckbett in Berührung kommen, einen Radius einfügen.
Vertikale Stifte
Du kannst vertikale Stifte mit deinem 3D-Printer drucken, wenn du Teile ausrichten oder montieren möchtest. Diese Stifte sind funktional, sofern sie die geeigneten Maße aufweisen.
Größere Stifte weisen einen Durchmesser von fünf oder mehr Millimeter auf. Sie werden eingesetzt, um die Verbindung von Füllungen oder Außenschichten zu erhöhen.
Stifte einem Durchmesser von weniger als fünf Millimeter werden ausschließlich für eine höhere Stabilität der Außenschicht eingesetzt. Für das Infill sind kleine Stifte nicht geeignet.
Wenn du zu winzigen vertikalen Stiften greifst, kannst du an der Basis eine kleine Verrundung hinzufügen.
Wenn du die Druckerkalibrierung regelmäßig durchführst, kannst du das Ausfallrisiko kleiner Stifte reduzieren. Dank der Addition einer Verrundung an der Stiftbasis wird die Spannungskonzentration an diesem Punkt eliminiert und gleichzeitig erhöht sich die Festigkeit deines Objektes. Wenn du kleine Stifte benötigst, kannst du ein Loch drucken und in dieses einen handelsüblichen Pin einbringen.
Lochausrichtung
Stützendes Material bei Löchern kannst du durch eine veränderte Ausrichtung des Drucks vermeiden. Das Entfernen von Stützmaterial ist oftmals schwierig. Wenn du jedoch die Druckrichtung um 90 Grad drehst, sind Supportstrukturen in vielen Fällen gar nicht mehr notwendig.
Wenn du Konstruktionen mit mehreren Löchern in unterschiedliche Richtungen fertigst, solltest du zuerst Sacklöcher drucken. Dann sollten Löcher mit dem geringsten und größten Durchmesser und zum Schluss die Lochgröße priorisiert werden.
Druckrichtung
Da FDM-Printer eine anisotrope Natur aufweisen, ist der Erfolg des Designs vom
Verständnis für die Anwendung des Bauteils und dessen Konstruktion abhängig.
Aufgrund der Layer Orientierung sind FDM-Komponenten in eine gewisse Richtung naturgemäß schwächer.
Da die Filamentbahn nicht durchgängig ist und sich aufgrund der einzelnen Schichtverbindungen Spannungskonzentrationen bilden, ist die Layerorientierung in eine Richtung schwächer ausgeprägt.
Die einzelnen Filamentschichten werden als rundum laufendes Rechteck gedruckt und folglich entstehen zwischen den einzelnen Layern kleine Täler. In diesen konzentriert sich die Spannung es können sich Risse bilden.
Achtung: Diese Website ist Eigentum von Martin Lütkemeyer und wird von Martin Lütkemeyer betrieben. Martin Lütkemeyer ist Mitglied bei Partnerprogrammen von Amazon Services LLC und anderen. Dies sind Affiliate-Werbeprogramme, die es Webseiten ermöglicht, Werbeeinnahmen durch Werbung und Verlinkung mit Amazon.com und anderen zu erzielen. Die mit * markierten Links sind Affiliate-Links.
